JP5980185B2 - 樹脂モールドステータおよびその製造方法 - Google Patents
樹脂モールドステータおよびその製造方法 Download PDFInfo
- Publication number
- JP5980185B2 JP5980185B2 JP2013195589A JP2013195589A JP5980185B2 JP 5980185 B2 JP5980185 B2 JP 5980185B2 JP 2013195589 A JP2013195589 A JP 2013195589A JP 2013195589 A JP2013195589 A JP 2013195589A JP 5980185 B2 JP5980185 B2 JP 5980185B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- resin
- teeth
- mold
- cored bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
- H02K1/165—Shape, form or location of the slots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/08—Insulating casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0027—Gate or gate mark locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C45/14221—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure by tools, e.g. cutting means
- B29C2045/14229—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure by tools, e.g. cutting means deforming wire-like articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C2045/14237—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure the inserts being deformed or preformed outside the mould or mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
- B29C45/14221—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure by tools, e.g. cutting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Description
2a 環状コア
4 モールド樹脂
10 ステータ(環状巻線コア)
21 コア要素
22 節
41 溝
70 芯金組立体
80 金型
81 芯金
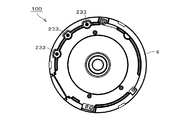
100 樹脂モールドステータ
211 部分コアバック
212 ティース
234 巻線
811 リブ
J1 中心軸
S11〜S16 ステップ
Claims (7)
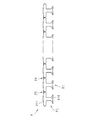
- a)複数のコア要素と、複数の節と、複数の巻線と、を備え、前記複数のコア要素が直線状に配列され、各コア要素が部分コアバックとティースとを含み、前記部分コアバックが隣接する部分コアバックと節にて結合し、各ティースに巻線が施された、直線状巻線コアを準備する工程と、
b)前記直線状巻線コアを前記複数の節にて曲げて複数のティースが径方向内方を向く環状とし、かつ、柱状の芯金の外周面に前記複数のティースの先端を対向させることにより、ステータを前記芯金に組み付けた芯金組立体を得、さらに、当該芯金組立体を金型内に配置する、または、柱状の芯金を備えた金型にて、前記芯金の外周面に前記複数のティースの先端を対向させることにより、ステータを前記芯金に組み付けた芯金組立体とし、当該芯金組立体を金型内に位置させる、工程と、
c)前記金型内に樹脂を注入し、当該樹脂にて少なくとも各ティースの巻線を覆い、当該樹脂を硬化させる工程と、
d)樹脂モールドされたステータを前記金型および前記芯金から取り出す工程と、
を備え、
前記芯金は、前記外周面から径方向外方に突出する3以上かつティースの本数未満の複数のリブを含み、
前記複数のリブのそれぞれは、中心軸に平行に延び、
前記芯金組立体において、前記複数のリブのそれぞれは、互いに隣接するティース先端間の間隙内で、周方向に等間隔に位置する、樹脂モールドステータの製造方法。
- 前記b)工程は、
前記直線状巻線コアを環状に曲げて環状巻線コアを得る工程と、
前記環状巻線コアに前記芯金を挿入する工程と、
を備える、請求項1に記載の樹脂モールドステータの製造方法。
- 前記複数のリブのそれぞれの周方向の幅は、前記中心軸から離れるに従って小さくなる、請求項1又は請求項2に記載の樹脂モールドステータの製造方法。
- 前記芯金組立体において、前記複数のリブのそれぞれが、前記複数のティースの少なくとも軸方向の一端から他端に亘る部分に存在する、請求項1ないし3のいずれかに記載の樹脂モールドステータの製造方法。
- 環状巻線コアと、
前記環状巻線コアの少なくとも巻線を覆う環状のモールド樹脂と、
を備え、
前記環状巻線コアは、複数のコア要素と、複数の節と、複数の巻線と、を備え、
前記複数のコア要素は環状に配列され、各コア要素が部分コアバックと、前記部分コアバックから径方向内方に延びるティースとを含み、
隣接する前記部分コアバックの少なくとも1箇所は、互いの部分コアバックが結合する溶接部またはかしめ部を含み、
隣接する前記部分コアバックの他の箇所は、互いの部分コアバックが結合する節を含み、
前記各ティースは、巻線が施され、
複数のティースの先端面は、前記モールド樹脂の内周面から露出し、
前記モールド樹脂の内周面は、互いに隣接するティース先端間の間隙内に向かって窪む3以上かつティースの本数未満の複数の溝を含み、前記複数の溝のそれぞれは、中心軸に平行に延び、周方向に等間隔に位置する、樹脂モールドステータ。 - 前記複数の溝のそれぞれの周方向の幅は、前記中心軸から離れるに従って小さくなる、請求項5に記載の樹脂モールドステータ。
- 前記複数の溝のそれぞれが、前記複数のティースの少なくとも軸方向の一端から他端に亘る部分に存在する、請求項5又は請求項6に記載の樹脂モールドステータ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013195589A JP5980185B2 (ja) | 2013-09-20 | 2013-09-20 | 樹脂モールドステータおよびその製造方法 |
| CN201410102872.9A CN104467302B (zh) | 2013-09-20 | 2014-03-19 | 树脂模制定子以及其制造方法 |
| US14/487,249 US9614403B2 (en) | 2013-09-20 | 2014-09-16 | Resin molded stator and manufacturing method thereof |
| KR1020140124191A KR102020074B1 (ko) | 2013-09-20 | 2014-09-18 | 수지 몰드 스테이터 및 그 제조 방법 |
| IN3007MU2014 IN2014MU03007A (ja) | 2013-09-20 | 2014-09-19 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013195589A JP5980185B2 (ja) | 2013-09-20 | 2013-09-20 | 樹脂モールドステータおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015061482A JP2015061482A (ja) | 2015-03-30 |
| JP5980185B2 true JP5980185B2 (ja) | 2016-08-31 |
Family
ID=52690347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013195589A Expired - Fee Related JP5980185B2 (ja) | 2013-09-20 | 2013-09-20 | 樹脂モールドステータおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9614403B2 (ja) |
| JP (1) | JP5980185B2 (ja) |
| KR (1) | KR102020074B1 (ja) |
| CN (1) | CN104467302B (ja) |
| IN (1) | IN2014MU03007A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107650332A (zh) * | 2017-10-26 | 2018-02-02 | 苏州工业职业技术学院 | 一种适用于不同叠厚定子铁芯封塑定子的注塑模具 |
| DE112020002462T5 (de) * | 2019-05-22 | 2022-02-10 | Mitsubishi Electric Corporation | Synchronmotor |
| CN110587915A (zh) * | 2019-10-24 | 2019-12-20 | 华域视觉科技(上海)有限公司 | 一种磁钢嵌件注塑装置及注塑方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62173959A (ja) * | 1986-01-27 | 1987-07-30 | Toshiba Corp | モ−ルド形ステ−タの成形装置 |
| JP4458608B2 (ja) | 2000-03-13 | 2010-04-28 | 日本電産シバウラ株式会社 | モールドモータ |
| JP2003164080A (ja) * | 2001-11-27 | 2003-06-06 | Asmo Co Ltd | 回転電機の電機子及びその製造方法 |
| JP4349831B2 (ja) | 2003-04-01 | 2009-10-21 | 日本電産シバウラ株式会社 | 固定子鉄心の製造方法 |
| US6919665B2 (en) * | 2003-09-30 | 2005-07-19 | Nidec Shibaura Corporation | Stator core, an electric motor in which it is utilized, and method of manufacturing a stator core |
| JP2004236500A (ja) * | 2004-05-20 | 2004-08-19 | Matsushita Electric Ind Co Ltd | 樹脂モールド電動機の固定子の製造方法に用いる金型 |
| JP2008236921A (ja) * | 2007-03-21 | 2008-10-02 | Denso Corp | 磁気回路部品、電動モータ、燃料ポンプ、それらの製造方法 |
| JP4948474B2 (ja) * | 2008-05-16 | 2012-06-06 | 株式会社富士通ゼネラル | 電動機 |
| WO2011061803A1 (ja) * | 2009-11-19 | 2011-05-26 | 三菱電機株式会社 | 回転電機のモールドステータの製造方法 |
| JP2013059182A (ja) * | 2011-09-07 | 2013-03-28 | Yaskawa Electric Corp | モータの製造方法およびモータ |
| US8766502B2 (en) * | 2011-09-27 | 2014-07-01 | Lg Innotek Co., Ltd. | Rotor having shaft slip inhibition structure and motor having the same |
| KR20130033668A (ko) * | 2011-09-27 | 2013-04-04 | 엘지이노텍 주식회사 | 모터의 스테이터 코어 |
| KR101876226B1 (ko) * | 2011-10-20 | 2018-07-09 | 엘지이노텍 주식회사 | 모터의 스테이터 코어 및 그 제조방법 |
| JP5296856B2 (ja) * | 2011-11-02 | 2013-09-25 | アスモ株式会社 | ステータの製造方法 |
-
2013
- 2013-09-20 JP JP2013195589A patent/JP5980185B2/ja not_active Expired - Fee Related
-
2014
- 2014-03-19 CN CN201410102872.9A patent/CN104467302B/zh not_active Expired - Fee Related
- 2014-09-16 US US14/487,249 patent/US9614403B2/en not_active Expired - Fee Related
- 2014-09-18 KR KR1020140124191A patent/KR102020074B1/ko active IP Right Grant
- 2014-09-19 IN IN3007MU2014 patent/IN2014MU03007A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| IN2014MU03007A (ja) | 2015-10-09 |
| CN104467302B (zh) | 2017-05-24 |
| KR20150032800A (ko) | 2015-03-30 |
| CN104467302A (zh) | 2015-03-25 |
| US20150084474A1 (en) | 2015-03-26 |
| JP2015061482A (ja) | 2015-03-30 |
| KR102020074B1 (ko) | 2019-09-09 |
| US9614403B2 (en) | 2017-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8729760B2 (en) | Rotor of electric motor having structure for attaching magnet securely to outer circumferential surface of rotor core and manufacturing method thereof | |
| JP6463895B2 (ja) | モータ用ステータ及びその製造方法 | |
| US20160036187A1 (en) | Manufacturing method of bus bar unit | |
| JP2016502389A (ja) | 電動モータのロータ及び該ロータを製造する方法 | |
| JP4649225B2 (ja) | アウターロータ及びその製造方法 | |
| JP5980185B2 (ja) | 樹脂モールドステータおよびその製造方法 | |
| US10153673B2 (en) | Production method for rotating electrical machine | |
| JP6070603B2 (ja) | ステータの製造方法 | |
| JP5938156B2 (ja) | 固定子コア、並びに、該固定子コアを備えたモータ及びその製造方法 | |
| JP6801946B2 (ja) | インシュレータの形成方法 | |
| JP2014187856A (ja) | ステータコアの絶縁構造及びステータの組付方法 | |
| CN111224480A (zh) | 电枢模具结构 | |
| JP2019017169A (ja) | 回転電機 | |
| JP2016146694A (ja) | 回転電機 | |
| JP6747113B2 (ja) | モールドモータの製造装置 | |
| JP2004312790A (ja) | 固定子鉄心とその製造方法 | |
| JP2017073841A (ja) | 樹脂一体成形型レゾルバステータ構造 | |
| JP2009232522A (ja) | 分割固定子製造方法 | |
| JP7468049B2 (ja) | ヨークおよびヨークの製造方法 | |
| JP6517638B2 (ja) | リアクトル | |
| JP2017112670A (ja) | ステータ | |
| JP2018133920A (ja) | 回転電機、回転電機のステータ、及び回転電機の製造方法 | |
| JP6773186B1 (ja) | インシュレータ及びモータ | |
| JP2017079553A (ja) | 電動機用ステータ | |
| JP7032246B2 (ja) | 電動機の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150629 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5980185 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |