JP5967971B2 - 電動機の製造方法 - Google Patents
電動機の製造方法 Download PDFInfo
- Publication number
- JP5967971B2 JP5967971B2 JP2012033915A JP2012033915A JP5967971B2 JP 5967971 B2 JP5967971 B2 JP 5967971B2 JP 2012033915 A JP2012033915 A JP 2012033915A JP 2012033915 A JP2012033915 A JP 2012033915A JP 5967971 B2 JP5967971 B2 JP 5967971B2
- Authority
- JP
- Japan
- Prior art keywords
- varnish
- winding
- stator
- electric motor
- compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 24
- 239000002966 varnish Substances 0.000 claims description 226
- 238000004804 winding Methods 0.000 claims description 203
- 238000005470 impregnation Methods 0.000 claims description 81
- 238000000034 method Methods 0.000 claims description 55
- 230000008569 process Effects 0.000 claims description 29
- 230000002093 peripheral effect Effects 0.000 claims description 21
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 claims description 13
- 239000000203 mixture Substances 0.000 claims description 4
- 230000008859 change Effects 0.000 claims description 3
- 239000003507 refrigerant Substances 0.000 description 46
- 238000005057 refrigeration Methods 0.000 description 26
- 230000004907 flux Effects 0.000 description 15
- 230000006835 compression Effects 0.000 description 12
- 238000007906 compression Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 11
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 7
- 239000002826 coolant Substances 0.000 description 7
- 238000005096 rolling process Methods 0.000 description 7
- 238000001816 cooling Methods 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- 239000004020 conductor Substances 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 230000006698 induction Effects 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000003990 capacitor Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 235000012489 doughnuts Nutrition 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000010721 machine oil Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000008450 motivation Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/522—Fastening salient pole windings or connections thereto applicable to stators only for generally annular cores with salient poles
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
- Compressor (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Description
また、第2の目的は、真空中で巻線にワニスを含浸した際、従来の真空中のワニス含浸よりもワニスの含浸量を増加できる電動機の製造方法を得ることである。
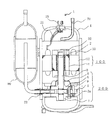
以下、図面に基づき、本実施の形態1に係る圧縮機1について説明する。
続いて、本実施の形態1に係る電動機100の詳細について説明する。なお、以下では、まず図2を用いて固定子12の詳細を説明した後、図3及び図4を用いて回転子11の詳細について説明する。
固定子12は、固定子鉄心12a、及び巻線20(主巻線20a及び補助巻線20b)で構成されている。固定子鉄心12aは、板厚が0.1mm〜1mmの電磁鋼板を所定の形状(例えばドーナツ形状)に打ち抜き、軸方向に積層し、カシメや溶接等により固定して製作される。これにより、固定子鉄心12aは、略円筒形状に形成される。なお、本実施の形態1では、固定子鉄心12aと密閉容器4との間に流路23を形成するため、固定子鉄心12aの外周面には、外周面を略平面状に切り欠いた切欠き12cを4ヶ所に形成している。4ヶ所の切欠き12cは、隣り合うもの同士が略直角に配置される。但し、これは一例であり、切欠き12cの数、形状及び配置は任意でよい。なお、流路23は、ガス流路2によって電動機100の上方へ導かれたガス冷媒から図示しない油分離器で分離された冷凍機油を密閉容器4の底部に戻す油戻し通路として機能する。
回転子11は、回転子鉄心11aとかご形導体を備える。かご形導体は、アルミバー30及びエンドリング32で構成される。一般的にアルミバー30とエンドリング32はダイキャストにより同時にアルミニウムを鋳込むことで製作される。
続いて、固定子12の固定子スロット12bに巻回された(挿入された)巻線20へのワニス含浸工程について説明する。固定子スロット12bに巻回された巻線20には、巻線の表面を絶縁する目的、巻線をゴミ等から保護する目的、巻回時に傷ついた巻線の表面をコーティングする目的等により、ワニスが含浸される。本実施の形態1では、例えばエポキシ樹脂を主剤とするワニスを含浸する。
巻線20にワニスを含浸する際、まず、固定子スロット12bに巻線20が巻回された固定子12を、ハンガー50で保持する(図5(A)参照)。詳しくは、ハンガー50は、固定子12のリード線21側を保持するリード側受け部51と、固定子12におけるリード線21側の反対側を保持する反リード側受け部52と、を備えている。そして、これらリード側受け部51と反リード側受け部52とで固定子12を挟み込むことにより、固定子12をハンガー50で保持する。
実施の形態1では、ワニスの含浸工程中に固定子12を振動させることにより、巻線20へのワニスの含浸量を増加させた。これに限らず、例えば次のようなワニス含浸工程によって巻線20にワニスを含浸させても、巻線20へのワニスの含浸量を増加させることができる。なお、本実施の形態2で特に記述しない項目については実施の形態1と同様とし、同一の機能や構成については同一の符号を用いて述べることとする。
(1)ワニス含浸工程中に、固定子12を振動させない点、
(2)粘度の異なる2種類のワニスを用いる点、
である。
実施の形態2では、組成の異なるワニスを用いることにより、第1のワニス含浸工程で供給するワニスの粘度と第2のワニス含浸工程で供給するワニスの粘度とを異ならせた。これに限らず、同一組成のワニスを用い、ワニスの温度を異ならせることにより、ワニスの粘度を異ならせてもよい。つまり、第1のワニス含浸工程では、巻線20に供給するワニスの温度を、第2のワニス含浸工程時に供給するワニスの温度よりも高くすればよい。これにより、同一組成のワニスを用いても、第1のワニス含浸工程で供給するワニスの粘度を第2のワニス含浸工程で供給するワニスの粘度よりも低くすることができる。
実施の形態1〜実施の形態3では、大気中でワニス含浸工程を行っていた。これに限らず、実施の形態1〜実施の形態3のワニス含浸工程(少なくとも、ワニス中に気泡が混入するワニス供給工程)を真空中で行ってもよい。なお、本実施の形態4での真空とは、大気圧よりも低い圧力環境を示すものとする。
実施の形態1〜実施の形態4で示したワニス含浸処理工程を用いて製造された圧縮機1は、例えば次に示すような冷凍サイクル装置に用いられる。
この図6に示す冷凍サイクル装置300は、例えば、空気調和機に用いられるものである。図6に示すように、実施の形態1〜実施の形態4で示したワニス含浸処理工程を用いて製造された圧縮機1は、電源18に接続される。なお、圧縮機1の電動機100の補助巻線20bと電源18との間には、運転コンデンサ(図示せず)が接続される。電源18から電力が圧縮機1に供給され、圧縮機1が駆動する。この冷凍サイクル装置(空気調和機)は、圧縮機1、冷媒の流れる方向を切り替える四方弁301、室外熱交換器302、減圧装置303、及び室内熱交換器304等が冷媒配管で接続されて構成される。
Claims (5)
- スロットが形成され、該スロットに巻線が巻回された固定子と、
該固定子の内周面に該固定子と所定の間隔を介して配置された回転子と、
を備え、
前記巻線にワニスが含浸された電動機の製造方法であって、
前記巻線にワニスが含浸するワニス含浸工程として、
反リード線側の巻線とリード線側の巻線とが上下に配置された状態で、前記固定子の前記スロットに巻回された前記巻線の一部をワニス槽内に貯留された前記ワニスに浸漬させるワニス供給工程と、
該ワニス供給工程中に前記固定子を振動させる振動工程と、
前記ワニス槽内に貯留された前記ワニスから前記固定子を引き上げ、前記巻線における前記ワニスに浸漬されていた部分が上方となるように前記固定子を回転させて、前記固定子を振動させる振動工程と、
を有することを特徴とする電動機の製造方法。 - 前記ワニスとして粘度の異なる2種類のワニスが用いられ、
粘度が低い方の前記ワニスを用いて前記ワニス供給工程と前記振動工程とを行う第1のワニス含浸工程と、
粘度が高い方の前記ワニスを用いて前記ワニス供給工程と前記振動工程とを行う第2のワニス含浸工程と、
を有することを特徴とする請求項1に記載の電動機の製造方法。 - 粘度の異なる前記ワニスは、同一組成のワニスであり、
前記ワニスの温度を異ならせることにより、前記ワニスの粘度を変更することを特徴とする請求項2に記載の電動機の製造方法。 - 前記ワニス含浸工程後、前記ワニスが乾燥するまで前記固定子を振動させる工程を有することを特徴とする請求項1〜請求項3のいずれか一項に記載の電動機の製造方法。
- 前記巻線への前記ワニスの含浸工程において、
少なくとも前記巻線へ前記ワニスを供給する工程は真空中で行われることを特徴とする請求項1〜請求項4のいずれか一項に記載の電動機の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012033915A JP5967971B2 (ja) | 2012-02-20 | 2012-02-20 | 電動機の製造方法 |
| CZ2013-73A CZ309871B6 (cs) | 2012-02-20 | 2013-02-04 | Elektromotor, kompresor s elektromotorem, zařízení chladicího cyklu s kompresorem, a způsob výroby elektromotoru |
| CN201320077960.9U CN203377754U (zh) | 2012-02-20 | 2013-02-20 | 电动机、具有该电动机的压缩机、以及具有该压缩机的制冷循环装置 |
| CN201310054023.6A CN103259379B (zh) | 2012-02-20 | 2013-02-20 | 电动机及其制造方法、具有该电动机的压缩机、具有该压缩机的制冷循环装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012033915A JP5967971B2 (ja) | 2012-02-20 | 2012-02-20 | 電動機の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013172518A JP2013172518A (ja) | 2013-09-02 |
| JP2013172518A5 JP2013172518A5 (ja) | 2014-07-24 |
| JP5967971B2 true JP5967971B2 (ja) | 2016-08-10 |
Family
ID=48963134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012033915A Expired - Fee Related JP5967971B2 (ja) | 2012-02-20 | 2012-02-20 | 電動機の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5967971B2 (ja) |
| CN (2) | CN103259379B (ja) |
| CZ (1) | CZ309871B6 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD938095S1 (en) * | 2013-04-01 | 2021-12-07 | Pathy Medical, Llc | Lighting device |
| US11519569B2 (en) | 2013-04-01 | 2022-12-06 | Pathy Medical, Llc | Lighting device with cavity for removably attaching to a tool |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2015136980A1 (ja) * | 2014-03-14 | 2017-04-06 | 三菱電機株式会社 | 冷凍サイクル装置 |
| JP2015211603A (ja) * | 2014-04-30 | 2015-11-24 | 三菱電機株式会社 | 電動機、密閉型圧縮機及び冷凍サイクル装置 |
| CN105680644B (zh) * | 2014-11-20 | 2019-01-29 | 上海海立电器有限公司 | 改善压缩机电机绝缘性能的方法以及压缩机电机绝缘结构 |
| US10700566B2 (en) | 2016-10-06 | 2020-06-30 | Mitsubishi Electric Corporation | Electric motor and compressor provided with the same |
| CN107359761B (zh) * | 2017-08-28 | 2023-05-26 | 广东美芝制冷设备有限公司 | 单相感应电机和压缩机 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB244525A (en) * | 1924-09-18 | 1925-12-18 | Igranic Electric Co Ltd | Improvements in or relating to variable inductance devices |
| JPS5324502A (en) * | 1976-08-20 | 1978-03-07 | Hitachi Ltd | Insulation treating method of revolving mach ine |
| JPH0681456B2 (ja) * | 1985-05-01 | 1994-10-12 | 株式会社東芝 | 回転電機用固定子の絶縁処理方法 |
| JPH01185152A (ja) * | 1988-01-14 | 1989-07-24 | Mitsubishi Electric Corp | コイルのワニス含浸方法 |
| JPH01198253A (ja) * | 1988-02-01 | 1989-08-09 | Sanyo Electric Co Ltd | 電動圧縮機の製造方法 |
| JP2978198B2 (ja) * | 1990-03-30 | 1999-11-15 | 株式会社日立製作所 | 電気機器巻線の製造方法 |
| JP2883225B2 (ja) * | 1991-07-10 | 1999-04-19 | 三菱電機株式会社 | 耐熱耐圧形永久磁石同期電動機 |
| JPH05115160A (ja) * | 1991-07-16 | 1993-05-07 | Toshiba Chem Corp | 固定子コイルの絶縁ワニス含浸方法 |
| JPH06327201A (ja) * | 1993-05-17 | 1994-11-25 | Toshiba Corp | 電気機器のワニス含浸方法及びその装置 |
| JPH06327203A (ja) * | 1993-05-17 | 1994-11-25 | Toshiba Corp | 電気機器のワニス含浸方法 |
| JPH07163102A (ja) * | 1993-12-06 | 1995-06-23 | Toshiba Corp | 巻線体の絶縁処理方法 |
| JPH09285079A (ja) * | 1996-04-15 | 1997-10-31 | Fanuc Ltd | 同期電動機のステータ製造方法および製造装置 |
| JPH10304612A (ja) * | 1997-04-24 | 1998-11-13 | Hitachi Ltd | 交流整流子電動機 |
| JPH11187595A (ja) * | 1997-12-19 | 1999-07-09 | Canon Inc | ポリゴンモータ |
| JP2005285933A (ja) * | 2004-03-29 | 2005-10-13 | Kyocera Chemical Corp | 絶縁ワニスのコイル含浸方法とコイル |
| JP2006187059A (ja) * | 2004-12-24 | 2006-07-13 | Kyocera Chemical Corp | 絶縁ワニス含浸処理方法及び含浸処理装置 |
| JP2009222032A (ja) * | 2008-03-18 | 2009-10-01 | Daikin Ind Ltd | 冷凍装置 |
| JP2010068600A (ja) * | 2008-09-09 | 2010-03-25 | Mitsubishi Electric Corp | 永久磁石型モータ及び密閉型圧縮機 |
-
2012
- 2012-02-20 JP JP2012033915A patent/JP5967971B2/ja not_active Expired - Fee Related
-
2013
- 2013-02-04 CZ CZ2013-73A patent/CZ309871B6/cs unknown
- 2013-02-20 CN CN201310054023.6A patent/CN103259379B/zh active Active
- 2013-02-20 CN CN201320077960.9U patent/CN203377754U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD938095S1 (en) * | 2013-04-01 | 2021-12-07 | Pathy Medical, Llc | Lighting device |
| US11519569B2 (en) | 2013-04-01 | 2022-12-06 | Pathy Medical, Llc | Lighting device with cavity for removably attaching to a tool |
| USD991542S1 (en) * | 2013-04-01 | 2023-07-04 | Pathy Medical, Llc | Lighting device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103259379A (zh) | 2013-08-21 |
| CZ309871B6 (cs) | 2024-01-03 |
| CN103259379B (zh) | 2016-04-27 |
| CN203377754U (zh) | 2014-01-01 |
| JP2013172518A (ja) | 2013-09-02 |
| CZ201373A3 (cs) | 2013-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5967971B2 (ja) | 電動機の製造方法 | |
| US20170045268A1 (en) | Electric motor, hermetic compressor, and refrigeration cycle apparatus | |
| JP5591099B2 (ja) | 圧縮機および冷凍サイクル装置 | |
| US9214839B2 (en) | Three-phase dynamoelectric machines and stators with phase windings formed of different conductor material(s) | |
| JP6742402B2 (ja) | 電動機、圧縮機、及び冷凍サイクル装置 | |
| JP4762301B2 (ja) | 圧縮機用電動機及び圧縮機及び冷凍サイクル装置 | |
| CN105545746B (zh) | 压缩机制造装置以及压缩机制造方法 | |
| EP3514391B1 (en) | Rotary compressor and refrigeration cycle device | |
| JPWO2009084245A1 (ja) | 圧縮機用電動機及び圧縮機及び冷凍サイクル装置 | |
| MX2012009505A (es) | Maquinas dinamoelectricas polifasicas y estatores con devanados en fase formados de diferente (s) material(es) conductor(es). | |
| CN102130553B (zh) | 压缩机用单相感应电动机、压缩机以及制冷循环装置 | |
| JP2012139069A (ja) | 密閉型圧縮機 | |
| JP5230574B2 (ja) | 圧縮機用電動機及び圧縮機及び冷凍サイクル装置 | |
| JP6556342B2 (ja) | 固定子、モータ、圧縮機および冷凍サイクル装置 | |
| WO2022264361A1 (ja) | 密閉型圧縮機および冷凍サイクル装置 | |
| JP2014195384A (ja) | 圧縮機用電動機、圧縮機及び冷凍サイクル装置 | |
| WO2024166151A1 (ja) | 回転子、電動機、圧縮機、および冷凍サイクル装置 | |
| CN112955656B (zh) | 压缩机以及制冷循环装置 | |
| KR20090112322A (ko) | 압축기 | |
| JP5738213B2 (ja) | 圧縮機及びこの圧縮機を備えた冷凍サイクル装置 | |
| CN118140382A (zh) | 电动机、压缩机以及制冷循环装置 | |
| WO2016181445A1 (ja) | 圧縮機 | |
| JP2013051881A (ja) | 誘導電動機、圧縮機および冷凍サイクル装置 | |
| JP2015096013A (ja) | 圧縮機用モータ及びこれを備えた圧縮機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140610 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160705 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5967971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |