JP5779939B2 - ハードコートフィルム及びそれを用いたハードコート樹脂成型体 - Google Patents
ハードコートフィルム及びそれを用いたハードコート樹脂成型体 Download PDFInfo
- Publication number
- JP5779939B2 JP5779939B2 JP2011073624A JP2011073624A JP5779939B2 JP 5779939 B2 JP5779939 B2 JP 5779939B2 JP 2011073624 A JP2011073624 A JP 2011073624A JP 2011073624 A JP2011073624 A JP 2011073624A JP 5779939 B2 JP5779939 B2 JP 5779939B2
- Authority
- JP
- Japan
- Prior art keywords
- hard coat
- resin
- electron beam
- layer
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
Description
また、上記の用途では風雨や砂塵等による自然での傷付きや、清掃、洗浄作業における傷付き、落書きや過度な汚染を洗浄する際に有機溶剤等の使用による溶解劣化等により、耐傷性や耐薬品性などの性能も要求される。
これらの性能を満足させるためアクリル樹脂やポリカーボネート樹脂などの樹脂板に高耐候なハードコート層を設けることが行われている。ハードコート層には、熱硬化樹脂や紫外線硬化樹脂、電子線硬化樹脂などが用いられている。
例えば、特許文献1では、ポリカーボネート樹脂フィルム又はシートの少なくとも一面に、紫外線吸収剤を0.1〜10重量%含有するアクリル樹脂フィルム又はシートが積層され、積層体の一方のアクリル樹脂層側にはハードコート処理が施されており、該積層体がハードコート処理層を外層として熱可塑性樹脂成形品に積層一体化されていることを特徴とする耐擦傷性に優れた樹脂成形品が提案されている。
そして、特許文献2には、ポリカーボネート樹脂層の一方の面に、厚さ50〜120μmのアクリル樹脂層を共押出しによって積層した総厚さが0.4〜1.5mmの積層体であって、アクリル樹脂層上にハードコート処理を施し、アクリル樹脂を共押出していない面が液晶側になる様に使用される液晶ディスプレーカバー用ポリカーボネート樹脂積層体が開示されており、このアクリル樹脂がベンゾトリアゾール系、ベンゾフェノン系、サリチル酸フェニルエステル系、トリアジン系の紫外線吸収剤を0.01〜3重量%含有することも記載されている。ハードコート処理は市販のハードコート剤などを用い、紫外線硬化や熱硬化により処理されている。
しかしながら、上述の各発明におけるハードコート層の形成は、紫外線硬化や熱硬化によりなされているので、アクリル樹脂フィルムの電子線照射後の着色を抑制し得るものではなかった。
一般的に樹脂板は、ガラスと比べて軽量であったり衝撃時の破損や飛散の危険がないといった特徴を持っているため、ガラス代替としての需要が高い。ガラス代替としてアクリル樹脂やポリカーボネート樹脂が選定される理由として、ガラスに匹敵する高い透明性が挙げられるが、電子線硬化型樹脂を用いたハードコート層をこれに形成する場合、上述の通り電子線照射によって基板に着色が発生するため、高透明性が損なわれる結果となる。
すなわち、本発明は、
[1]アクリル樹脂フィルムからなる基材と、電子線硬化型樹脂、トリアジン系紫外線吸収剤及び電子線反応性ヒンダードアミン系光安定剤を含有する電子線硬化型樹脂組成物の電子線硬化物からなるハードコート層とを有するハードコートフィルムであって、前記基材と前記ハードコート層との間に、ポリカーボネート系ウレタンアクリル共重合体樹脂からなるプライマー層を有し、前記アクリル樹脂フィルムが紫外線吸収剤を含有しないことを特徴とするハードコートフィルム、及び
[2]上記[1]に記載のハードコートフィルムとポリカーボネート樹脂基体とを有するハードコート樹脂成型体、並びに
[3]紫外線吸収剤を含有しないアクリル樹脂フィルムからなる基材の上に、ポリカーボネート系ウレタンアクリル共重合体樹脂からなるプライマー層を配設し、前記プライマー層の上に、電子線硬化型樹脂、トリアジン系紫外線吸収剤及び電子線反応性ヒンダードアミン系光安定剤を含有する電子線硬化型樹脂組成物を積層する工程と、該電子線硬化型樹脂組成物の層に電子線照射し該層を架橋硬化してハードコート層を形成しハードコートフィルムを製造する工程と、該ハードコートフィルムをポリカーボネート樹脂基体に該基材側が該樹脂基体に対向するように熱融着する工程とを含むハードコート樹脂成型体の製造方法である。
また、本発明の第2の発明のハードコート樹脂成型体は、第1の発明のハードコートフィルムとポリカーボネート樹脂基体とを有することを特徴とする。
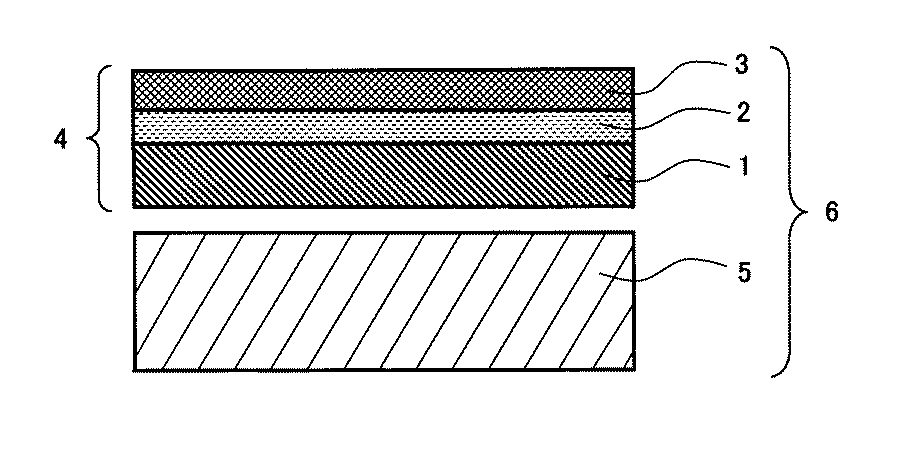
第1の発明のハードコートフィルム4は、少なくとも基材1とハードコート層3を有し、基材1とハードコート層3との間に、更に所望によりプライマー層2を有することが好ましい。
本発明の第3の発明のハードコート樹脂成型体6の製造方法は、紫外線吸収剤を含有しないアクリル樹脂フィルムからなる基材1の上に、電子線硬化型樹脂及びトリアジン系紫外線吸収剤を含有する電子線硬化型樹脂組成物を積層する工程(以下、「第1工程」ということがある。)と、該電子線硬化型樹脂組成物の層に電子線照射し該層を架橋硬化してハードコート層3を形成しハードコートフィルム4を製造する工程(以下、「第2工程」ということがある。)と、該ハードコートフィルム4をポリカーボネート樹脂基体5に該基材側が該樹脂基体に対向するように熱融着する工程(以下、「第3工程」ということがある。)とを含むことを特徴とする。上記の第1工程は、アクリル樹脂フィルムからなる基材1の上に、プライマー層2を積層する工程(以下、「第1−a工程」ということがある。)と、プライマー層2の上に電子線硬化型樹脂及びトリアジン系紫外線吸収剤を含有する電子線硬化型樹脂組成物を積層する工程(以下、「第1−b工程」ということがある。)とを含むことが好ましい。
例えば、上記の製造法により、第2の発明のハードコート樹脂成型体6が得られる。
本発明で用いられる基材1は、その表面にハードコート層などの層を形成でき、かつポリカーボネート樹脂基体5などの被転写体に熱融着し得るもの又は接着剤層や易接着層を介して接着し得るものであるという観点からアクリル樹脂フィルムが用いられる。アクリル樹脂は、アクリル酸エステル又はメタクリル酸エステルの重合体であり、例えば、ポリメタクリル酸メチル樹脂が挙げられる。
本発明において、基材1として用いられるアクリル樹脂フィルムは紫外線吸収剤を含有しない。これにより、アクリル樹脂フィルムの電子線照射後の着色を好適に抑制することができる。
本発明に係るアクリル樹脂フィルムは、後述する光安定剤、好ましくはヒンダードアミン系の光安定剤(HALS)を含有することが好ましい。この光安定剤の含有量は、アクリル樹脂100質量部に対して、通常0.05〜10質量部であり、好ましくは0.5〜7質量部、より好ましくは1〜5質量部であり、特に好ましくは2〜5質量部である。
基材1の厚さとしては、通常は25〜200μm程度である。厚さが25μm以上であれば、樹脂フィルムに皺、カール等の欠点が発生し難く、取り扱い易いので好ましい。一方、200μm以下であれば、熱融着時の熱伝導が早く、熱融着の作業性が良くなるので好ましい。上記の理由より、基材1の厚さは40〜125μmが好ましく、50〜100μmがより好ましい。
なお、基材1は、可撓性を持つ限り、印刷などで模様や文字などが付与されていても良い。
ハードコート層3は、耐候性と耐傷性などのハードコート性などを付与する層であり、図1に示すように基材1の一方の面に設けられる。このハードコート層3は、電子線硬化型樹脂組成物を架橋硬化してなり、電子線硬化型樹脂としては、従来から電子線硬化型の樹脂として慣用されている重合性オリゴマー及び重合性モノマーの中から適宜選択して用いることができる。そのような電子線硬化型樹脂としては、重合性オリゴマー及び/又は重合性モノマー、特には、多官能の重合性オリゴマー及び/又は多官能の重合性モノマーが挙げられる。
電子線硬化型樹脂は、無溶媒で塗布することができ、取り扱いが容易である。
また、電子線硬化型樹脂組成物は光重合開始剤を含まないので、光重合開始剤に起因する臭気やハードコート層の着色を防ぐことができる。
重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えば、エポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系やポリエーテル系ウレタン(メタ)アクリレートやカプロラクトン系ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系のオリゴマーなどが好ましく挙げられ、これらのうち、特に多官能性のウレタン(メタ)アクリレート系が、耐候性とハードコート性を両立させる点で好ましく、分子量としては、1000〜5000程度のものが好ましい。
ここで、多官能性とは、重合性オリゴマー又は重合性モノマーが、分子内に、複数のラジカル重合性不飽和基、好ましくは2〜20のラジカル重合性不飽和基、より好ましくは3〜10のラジカル重合性不飽和基を有することをいう。
重合性モノマーとしては、例えば、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイドトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。
上述の重合性オリゴマー及び重合性モノマーは1種を単独で用いても良いし、2種以上を組み合わせて用いても良い。
本発明に係るハードコート層には、紫外線吸収剤(UVA)として、トリアジン系紫外線吸収剤が用いられる。トリアジン系の耐候剤は、樹脂との相溶性に問題がなければ、従来の系よりも分子量が大きく、トリアジン骨格がブリードアウトを抑制し、従来よりもブリードアウトが少なく揮発も少ないために長期に渡る紫外線吸収能を保持することが可能である。また紫外線などの高エネルギーに対しても劣化しにくいため、電子線照射時におけるハードコート層の変色を軽減することができる。
トリアジン系紫外線吸収剤としては、ヒドロキシフェニルトリアジン系紫外線吸収剤である2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)、2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{特に、[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」)、2−(2,4−ジヒドロキシフェニル)−4,6−ビス−(2,4−ジメチルフェニル)−1,3,5−トリアジンと(2−エチルヘキシル)−グリシド酸エステルの反応生成物(BASF社製、商品名「TINUVIN 405」)、2,4−ビス[2−ヒドロキシ-4-ブトキシフェニル]−6−(2,4−ジブトキシフェニル)−1,3−5−トリアジン(BASF社製、商品名「TINUVIN 460」)などが挙げられる。少ない添加量にて十分な耐候性を付与できる点で、2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」)が好ましい。
本発明に係るハードコート層3中の紫外線吸収剤の含有量は、ハードコート層3を形成する樹脂100質量部に対して、好ましくは0.1〜25質量部、より好ましくは0.3〜10質量部、更に好ましくは0.5〜5質量部である。含有量が0.1質量部以上であればハードコート層が光劣化によって割れ、剥離等が生じるのを抑制でき、25質量部以下であれば電子線硬化型樹脂の架橋が阻害されることによるハードコート性の低下を軽減できる。
本発明に係るハードコート層3には、耐候性を更に向上させるために光安定剤などの耐候性改善剤を含有させることが好ましい。
光安定剤としては、ヒンダードアミン系の光安定剤(HALS)などが好ましく挙げられる。また、光安定剤として、分子内に電子線反応性基{(メタ)アクリロイル基、ビニル基、アリル基などのエチレン性二重結合を有する官能基}を有する光安定剤(以下、「電子線反応性光安定剤」という。)を用いることが好ましく、電子線反応性ヒンダードアミン系光安定剤を含有することが更に好ましい。電子線反応性光安定剤を用いることにより、光安定剤のブリードアウトが軽減されるだけでなく、電子線硬化型樹脂の架橋密度が向上することにより、紫外線吸収剤等の他の添加剤のブリードアウトをも軽減でき、これらのブリードアウトによる性能低下を効果的に抑制することが可能となる。
光安定剤としては、1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)又は(日立化成工業株式会社製、商品名「FA−711MM」)、2,2,6,6−テトラメチル−4−ピペリジニルメタクリレート(日立化成工業株式会社製、商品名「FA−712HM」)などの電子線反応性ヒンダードアミン系光安定剤、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート(BASF社製、商品名「TINUVIN 292」)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、メチル(1,2,2,6,6−ペンタメチル−4−ピペリジニル)セバケート、2,4−ビス[N−ブチル−N−(1−シクロヘキシルオキシ−2,2,6,6−テトラメチルピペリジン−4−イル)アミノ]−6−(2−ヒドロキシエチルアミン)−1,3,5−トリアジン)などのヒンダードアミン系光安定剤が挙げられる。
本発明に係るハードコート層3中の光安定剤の含有量は、ハードコート層3を形成する樹脂100質量部に対して、好ましくは0.05〜20質量部、より好ましくは0.1〜10質量部、更に好ましくは0.5〜5質量部である。
本発明において、所望により用いられる耐傷フィラーとしては、無機系と有機系のフィラーがあり、無機物では、例えば、α−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。
また、本発明で用いられるハードコート層3用の電子線硬化型樹脂組成物には、その性能を阻害しない範囲で各種添加剤を含有することができる。各種添加剤としては、例えば重合禁止剤、架橋剤、帯電防止剤、接着性向上剤、酸化防止剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤などが挙げられる。
ハードコート層3の厚さとしては、通常は1〜20μm程度であり、優れた耐候性とその持続性、更には耐傷性や透明性、鏡面性とを得る観点から、3〜15μmが好ましい。
本発明において、基材1とハードコート層3との間にプライマー層2が配設されることが好ましい。
このプライマー層2は、ハードコート層3と基材1との層間密着性を向上させるために設けられる。それだけでなく、ハードコート層3に対する応力緩和層として機能し、ハードコート層3の耐候劣化による割れを抑制する効果も期待できる。
プライマー層としてはプライマー層を挟んで対峙する両層の密着性が向上する樹脂を適宜選定すれば良く、特に制限は無いが、柔軟性、強靭性及び弾性に優れている点で熱可塑性ウレタン樹脂が好ましい。このような特定のプライマー層3を設けることで、表面保護層3にかかるせん断力を緩和することができ、光劣化等により表面保護層3にクラックが発生することを抑制できる。
プライマー層2に、ハードコート層3で用いられる電子線硬化型樹脂と反応性を有する樹脂を含有しても良い。これにより、プライマー層2とハードコート層3の層間密着性が向上する。特に、厳しい耐候性試験の後であってもその密着性は落ちないことから、本発明に係るハードコートフィルム4は、耐久性の高い、すなわち、長時間屋外で使用されても密着性が維持されるものとなる。
ここで、ジイソシアネートとしては、ヘキサメチレンジイソシアネートなどの脂肪族系イソシアネートや、イソホロンジイソシアネート、水素転化キシリレンジイソシアネートなどの脂環式系イソシアネートが好ましく挙げられる。アクリルモノマーとしては、(メタ)アクリル酸やアルキル基の炭素数が1〜6程度の(メタ)アクリル酸アルキルエステルが好ましく挙げられ、これらを単独で又は2種以上を組み合わせて使用することができる。
プライマー層2中のトリアジン系紫外線吸収剤の含有量は、プライマー層2を形成する樹脂100質量部に対して、好ましくは0.1〜50質量部、より好ましくは1〜40質量部、更に好ましくは10〜35質量部であり、特に好ましくは20〜35質量部である。
また、プライマー層2中のヒンダードアミン系光安定剤の含有量は、プライマー層2を形成する樹脂100質量部に対して、0.05〜15質量部、より好ましくは0.5〜12質量部、更に好ましくは1〜10質量部であり、特に好ましくは3〜10質量部である。
以上のようにして得られるハードコートフィルム4の基材1側を、ポリカーボネート樹脂基体5に、接着又は熱融着して、ハードコート層3を有するハードコート樹脂成型体6が得られる(図1参照)。
ハードコート樹脂成型体を形成するポリカーボネート樹脂基体5は、いわゆるポリカーボネートシートと呼ばれるものであり、通常、板状のものが用いられる。その厚さは、通常は0.5〜30mmであり、加工性や施工しやすさ、透明性等により2〜15mmの範囲が好ましい。
(第1−a工程)
紫外線吸収剤を含有しないアクリル樹脂フィルムからなる基材1の上に、所望によりプライマー層2を積層する工程である。プライマー層2の樹脂組成物として、上記熱可塑性ウレタン樹脂を含む組成物をそのままで又は溶媒に溶解若しくは分散させた状態のものを用い、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式、好ましくはグラビアコートにより塗布が行われる。塗布後、必要に応じ、乾燥が行われる。
(第1工程又は第1−b工程)
基材1又はプライマー層2の上に電子線硬化型樹脂及びトリアジン系紫外線吸収剤を含有する電子線硬化型樹脂組成物を積層する工程である。硬化後の厚さが通常1〜20μm程度となるように、第1−a工程と同様の公知の方式、好ましくはグラビアコートにより行われる。
なお、樹脂組成物が溶剤を含むような場合は、樹脂組成物の架橋反応が阻害されないよう、塗布後、熱風乾燥機などにより塗布層を予め加熱乾燥してから電子線を照射することが好ましい。
上記の電子線硬化型樹脂組成物の層に電子線照射し該層を架橋硬化してハードコート層3を形成しハードコートフィルム4を製造する工程である。ここで、電子線の加速電圧については、用いる樹脂や層の厚さに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
本発明において、架橋硬化するための電子線照射線量は、通常30〜150kGyの範囲である。30kGy以上であれば、架橋硬化に十分であり、150kGy以下であれば、架橋以外の崩壊が起こる影響が耐傷性等の物性面において寄与しない。以上の点から更に50〜120kGyがより好ましい。
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
得られたハードコートフィルム4をポリカーボネート樹脂基体5に、ハードコートフィルム4の基材1側がポリカーボネート樹脂基体5に対向するように、熱融着する工程である。熱融着する部分を、ホットエアー処理、フレーム処理(ガス火炎等により被熱融着部を加熱溶融する。)などの公知処理方法により熱融着すれば良い。この手法の場合、接着剤層又は易接着層を設けなくても良いので、工程を簡素化でき、経済性も高いので、好ましい。
より密着性を向上させるために、ハードコートフィルム4とポリカーボネート樹脂基体5との少なくとも一方に接着剤層又は易接着層を設けて、上記方法にて熱融着させても良い。また、熱融着処理方法を望まない場合は、ハードコートフィルム4とポリカーボネート樹脂基体5との少なくとも一方に接着剤層又は易接着層を設けて、接着処理(ラミネート)により本発明のハードコート樹脂成型体を製造しても良い。
これらの接着手法では、接着時に電子線照射するような接着処理(ラミネート)ではないので、ポリカーボネート基体に電子線照射することがなく、電子線照射によるポリカーボネート基体の変色を防止できる。
上記の製造法のいずれかにより、第2の発明のハードコート樹脂成型体6が得られる。
(評価方法)
(1)色差
実施例及び比較例で得られた耐候ハードコートフィルム4において、各硬化反応終了後7日後の色差と基材フィルム1の色差との差ΔEを測定し、その値を下記の基準で評価した。
○ :ΔE≦1.0
× :ΔE>1.0
実施例及び比較例で得られたハードコート樹脂成型体6を、ダイプラ・ウィンテス株式会社製メタルウェザーにセットし、ライト条件(照度:60mW/cm2、ブラックパネル温度63℃、層内湿度50%RH)で20時間、結露条件(照度:0mW/cm2、ブラックパネル温度30℃、層内湿度98%RH)で4時間、水噴霧条件(結露条件の前後10秒間)の条件で500時間放置する耐候性試験を行った。該試験後、25℃50%RHの条件下で2日間保持してから、成型体6表面にクラックや黄変などの外観を目視で下記の基準により評価した。
◎ :外観変化は全くなかった
○ :黄変がみられるものの、表面のクラックは全くなかった
△ :黄変がみられ、表面に微細のクラックがあった
× :著しく黄変し、表面に無数のクラックがあった
実施例及び比較例で得られたハードコート樹脂成型体6について、スチールウール(日本スチールウール株式会社製、ボンスター#0000)を用いて、300g/cm2の荷重をかけて5往復擦り、外観を目視で評価した。評価基準は以下のとおりである。
○ :外観にほとんど変化なかった
× :外観に傷つきがあり、艶変化があった
(4)耐薬品性
実施例及び比較例で得られたハードコート樹脂成型体6について、ラッカーシンナー(小原化学塗料株式会社製)をスポイトで数滴滴下し時計皿で蓋をして24時間放置した後、滴下したラッカーシンナーを拭き取り、外観を目視で評価した。評価基準は以下のとおりである。
○ :外観にほとんど変化なかった
× :外観に溶解や変色、艶変化があった
基材1に厚さ100μmの紫外線吸収剤を有しないアクリル樹脂(ポリメタクリル酸メチル樹脂)フィルムを用い、基材1の片面に下記プライマー層2を膜厚3μmとなるように塗布し、その上から下記ハードコート層3を膜厚5μmとなるように塗布した後、165kV−100kGyの条件で電子線を照射して硬化させ、ハードコートフィルム4を得た。得られたハードコートフィルム4の基材1側を樹脂成型体5(ポリカーボネート板、厚さ2mm)の片面に160℃の条件でホットエアー処理により熱融着して、ハードコート樹脂成型体6を得た。得られたハードコート樹脂成型体6を上記の方法により、色差、耐候性(外観)、耐傷性及び耐薬品性を評価した。結果を第1表に示す。
(プライマー層)
ポリカーボネート系ウレタンアクリル共重合体100質量部に対して、トリアジン系紫外線吸収剤(後述の*2参照)30質量部、ヒンダードアミン系光安定剤(後述の*3参照)8質量部、ヘキサメチレンジイソシアネート硬化剤7質量部を添加した。
(ハードコート層)
6官能ウレタンアクリレート100質量部に対してトリアジン系紫外線吸収剤(後述の*5参照)0.7質量部、電子線反応性ヒンダードアミン系光安定剤(後述の*6参照)4.3質量部を添加した。
プライマー層を塗布せず、基材1の片面にハードコート層3を膜厚5μmとなるように塗布した以外は、実施例1と同じようにしてハードコート樹脂成型体6を得た。実施例1と同様にして評価した結果を第1表に示す。
基材として、アクリル樹脂100質量部に対してベンゾトリアゾール系紫外線吸収剤(後述の*1参照)1質量部を含有するアクリル樹脂(ポリメタクリル酸メチル樹脂)フィルム(厚さ100μm)を用いた以外は実施例1と同じようにしてハードコート樹脂成型体を得た。実施例1と同様にして評価した結果を第1表に示す。
ハードコート層組成物として6官能ウレタンアクリレート100質量部に対してトリアジン系紫外線吸収剤(後述の*5参照)を添加せず、電子線反応性ヒンダードアミン系光安定剤(後述の*6参照)4.3質量部を添加した組成物を用いた以外は実施例1と同じようにしてハードコート樹脂成型体を得た。実施例1と同様にして評価した結果を第1表に示す。
ハードコート層組成物としてアクリルポリオール(後述の*4参照)100質量部に対してヘキサメチレンジイソシアネート硬化剤7質量部、トリアジン系紫外線吸収剤(後述の*5参照)0.7質量部、電子線反応性ヒンダードアミン系光安定剤(後述の*6参照)4.3質量部を添加した組成物を用いて熱硬化によりハードコートフィルムを得た以外は、実施例1と同じようにしてハードコート樹脂成型体を得た。実施例1と同様にして評価した結果を第1表に示す。
*1: 2−(2−ヒドロキシ−5−t−ブチルフェニル)−2H−ベンゾトリアゾール、(BASF社製、商品名「TINUVIN PS」)
*2: 2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヒドロキシフェニル、とオキシラン{[(C10―C16、主としてC12―C13アルキルオキシ)メチル]オキシラン}との反応生成物(BASF社製、商品名「TINUVIN 400」):17質量部
2−(2−ヒドロキシ−4−[1−オクチルオキシカルボニルエトキシ]フェニル)−4,6−ビス(4−フェニルフェニル)−1,3,5−トリアジン(BASF社製、商品名「TINUVIN 479」):13質量部
*3: デカン二酸ビス(2,2,6,6−テトラメチル−1−(オクチルオキシ)−4−ピペリジニル)エステル、1,1−ジメチルエチルヒドロペルオキシドとオクタンの反応生成物、(BASF社製、商品名「TINUVIN 123」)
*4: 大日本インキ工業株式会社製、商品名「UCグロスG−120」、
*5: BASF社製、商品名「TINUVIN 479」
*6: 1,2,2,6,6−ペンタメチル−4−ピペリジニルメタクリレート(BASF社製、商品名「サノール LS−3410」)
また、実施例1及び2のハードコート樹脂成型体は、いずれも耐候性(外観)及び耐傷性の両方が良好であった。一方、比較例2のハードコート樹脂成型体は、表面が著しく黄変し、表面に無数のクラックがあり、耐候性(外観)に劣った。また、比較例3のハードコート樹脂成型体は、耐傷性の評価において外観に傷つき及び艶変化があり、耐傷性に劣った。
2.プライマー層
3.ハードコート層
4.ハードコートフィルム
5.ポリカーボネート樹脂基体
6.ハードコート樹脂成型体
Claims (4)
- アクリル樹脂フィルムからなる基材と、電子線硬化型樹脂、トリアジン系紫外線吸収剤及び電子線反応性ヒンダードアミン系光安定剤を含有する電子線硬化型樹脂組成物の電子線硬化物からなるハードコート層とを有するハードコートフィルムであって、前記基材と前記ハードコート層との間に、ポリカーボネート系ウレタンアクリル共重合体樹脂からなるプライマー層を有し、前記アクリル樹脂フィルムが紫外線吸収剤を含有しないことを特徴とするハードコートフィルム。
- 前記プライマー層がトリアジン系紫外線吸収剤及び/又はヒンダードアミン系光安定剤を含有する請求項1に記載のハードコートフィルム。
- 請求項1又は2に記載のハードコートフィルムとポリカーボネート樹脂基体とを有するハードコート樹脂成型体。
- 紫外線吸収剤を含有しないアクリル樹脂フィルムからなる基材の上に、ポリカーボネート系ウレタンアクリル共重合体樹脂からなるプライマー層を配設し、前記プライマー層の上に、電子線硬化型樹脂、トリアジン系紫外線吸収剤及び電子線反応性ヒンダードアミン系光安定剤を含有する電子線硬化型樹脂組成物を積層する工程と、該電子線硬化型樹脂組成物の層に電子線照射し該層を架橋硬化してハードコート層を形成しハードコートフィルムを製造する工程と、該ハードコートフィルムをポリカーボネート樹脂基体に該基材側が該樹脂基体に対向するように熱融着する工程とを含むハードコート樹脂成型体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011073624A JP5779939B2 (ja) | 2011-03-29 | 2011-03-29 | ハードコートフィルム及びそれを用いたハードコート樹脂成型体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011073624A JP5779939B2 (ja) | 2011-03-29 | 2011-03-29 | ハードコートフィルム及びそれを用いたハードコート樹脂成型体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012207120A JP2012207120A (ja) | 2012-10-25 |
| JP5779939B2 true JP5779939B2 (ja) | 2015-09-16 |
Family
ID=47187146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011073624A Active JP5779939B2 (ja) | 2011-03-29 | 2011-03-29 | ハードコートフィルム及びそれを用いたハードコート樹脂成型体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5779939B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015030165A (ja) * | 2013-08-01 | 2015-02-16 | 旭硝子株式会社 | ハードコート被膜付き樹脂基板の製造方法およびハードコート被膜付き樹脂基板 |
| JP6485022B2 (ja) * | 2014-12-05 | 2019-03-20 | 大日本印刷株式会社 | 表面保護フィルム |
| WO2019004142A1 (ja) * | 2017-06-28 | 2019-01-03 | 三菱瓦斯化学株式会社 | 膜形成材料、リソグラフィー用膜形成用組成物、光学部品形成用材料、レジスト組成物、レジストパターン形成方法、レジスト用永久膜、感放射線性組成物、アモルファス膜の製造方法、リソグラフィー用下層膜形成材料、リソグラフィー用下層膜形成用組成物、リソグラフィー用下層膜の製造方法及び回路パターン形成方法 |
| JPWO2024203401A1 (ja) * | 2023-03-30 | 2024-10-03 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6364744A (ja) * | 1986-09-08 | 1988-03-23 | 三菱レイヨン株式会社 | 表面硬化樹脂フイルム |
| JP2946573B2 (ja) * | 1989-12-06 | 1999-09-06 | 大日本印刷株式会社 | 表面保護用フィルムおよび表面保護層を有する合成樹脂成型品の製造方法 |
| JPH06126854A (ja) * | 1992-04-23 | 1994-05-10 | Nippon Steel Chem Co Ltd | 機能性ポリカーボネートシートの連続製造法 |
| JP4111409B2 (ja) * | 1998-05-21 | 2008-07-02 | 大日本印刷株式会社 | 化粧シート |
| JP4620816B2 (ja) * | 1998-10-07 | 2011-01-26 | 株式会社日本触媒 | 重合性アクリルポリマー |
| JP4257810B2 (ja) * | 1999-07-09 | 2009-04-22 | 大日本印刷株式会社 | 化粧材 |
| JP5077973B2 (ja) * | 2003-03-24 | 2012-11-21 | リケンテクノス株式会社 | ウレア結合及び光重合性不飽和結合含有アクリレート系誘導体の製造方法、電離放射線感応型塗料組成物及びそれを用いた積層体 |
| JP4508635B2 (ja) * | 2003-12-26 | 2010-07-21 | リンテック株式会社 | 画像表示装置用ハードコートフィルム |
| JP5034205B2 (ja) * | 2005-03-31 | 2012-09-26 | 大日本印刷株式会社 | 化粧シート |
| DE102005017023A1 (de) * | 2005-04-13 | 2006-10-19 | Bayer Materialscience Ag | UV-stabilisierte Polycarbonatformkörper |
| JP4816530B2 (ja) * | 2006-09-28 | 2011-11-16 | 大日本印刷株式会社 | 化粧シート |
| JP4770771B2 (ja) * | 2007-03-26 | 2011-09-14 | 大日本印刷株式会社 | 化粧シート |
| JP2010007027A (ja) * | 2008-06-30 | 2010-01-14 | Nippon Shokubai Co Ltd | 紫外線吸収性樹脂組成物、および該紫外線吸収性樹脂組成物を用いた積層体 |
| CN101792644A (zh) * | 2008-12-25 | 2010-08-04 | 仁宝电脑工业股份有限公司 | 热贴合膜片 |
| JP5732967B2 (ja) * | 2011-03-29 | 2015-06-10 | 大日本印刷株式会社 | ハードコート樹脂成型体 |
-
2011
- 2011-03-29 JP JP2011073624A patent/JP5779939B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012207120A (ja) | 2012-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6264214B2 (ja) | 熱転写フィルム及びこれを用いたハードコート体 | |
| JP5967097B2 (ja) | 化粧シート及びこれを用いた化粧金属板 | |
| JP5949053B2 (ja) | 化粧シート及びこれを用いた化粧金属板 | |
| JP5732967B2 (ja) | ハードコート樹脂成型体 | |
| JP6119381B2 (ja) | 熱転写フィルムの製造方法 | |
| JP5678767B2 (ja) | 熱転写フィルムの製造方法 | |
| JP5690094B2 (ja) | 耐候ハードコートフィルム | |
| JP5581950B2 (ja) | 耐候ハードコートフィルム | |
| JP5962138B2 (ja) | 化粧シート及びこれを用いた化粧金属板 | |
| US10040945B2 (en) | Active energy ray curable resin composition, resin molded article, and method for producing resin molded article | |
| JP5772150B2 (ja) | 耐候性ハードコートフィルムの製造方法 | |
| JP5779939B2 (ja) | ハードコートフィルム及びそれを用いたハードコート樹脂成型体 | |
| JP5577894B2 (ja) | 熱転写フィルム及びこれを用いたハードコート体 | |
| US20160185925A1 (en) | Laminating film for use in organic glass | |
| JP2016190487A (ja) | 転写シート、ハードコート積層体及びハードコート積層体の製造方法 | |
| JP6011710B2 (ja) | 耐候性フィルム | |
| JP2013212610A (ja) | 有機ガラス積層用フィルム | |
| JP5900584B2 (ja) | 耐候ハードコートフィルム | |
| JP5740828B2 (ja) | 化粧シート及びこれを用いた化粧板 | |
| JP5861338B2 (ja) | 耐候性フィルム | |
| JP2025083019A (ja) | 化粧シート、化粧部材及び建具 | |
| JP2020055135A (ja) | 化粧材 | |
| JP2015166192A (ja) | 耐候性ハードコートフィルムの製造方法 | |
| JP5887888B2 (ja) | 有機ガラス用積層体 | |
| JP7293811B2 (ja) | 化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140610 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140807 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150203 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150219 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150406 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150629 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Ref document number: 5779939 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |