JP5650912B2 - 穿孔装置 - Google Patents
穿孔装置 Download PDFInfo
- Publication number
- JP5650912B2 JP5650912B2 JP2010029421A JP2010029421A JP5650912B2 JP 5650912 B2 JP5650912 B2 JP 5650912B2 JP 2010029421 A JP2010029421 A JP 2010029421A JP 2010029421 A JP2010029421 A JP 2010029421A JP 5650912 B2 JP5650912 B2 JP 5650912B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- holder
- punches
- eccentric cam
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/08—Means for actuating the cutting member to effect the cut
- B26D5/16—Cam means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/04—Perforating by punching, e.g. with relatively-reciprocating punch and bed with selectively-operable punches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D2007/0012—Details, accessories or auxiliary or special operations not otherwise provided for
- B26D2007/0018—Trays, reservoirs for waste, chips or cut products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/0092—Perforating means specially adapted for printing machines
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8828—Plural tools with same drive means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8841—Tool driver movable relative to tool support
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8841—Tool driver movable relative to tool support
- Y10T83/8843—Cam or eccentric revolving about fixed axis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8841—Tool driver movable relative to tool support
- Y10T83/8853—Including details of guide for tool or tool support
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
複数の前記パンチ(5)及び該パンチ(5)と同数の前記ダイ(6)を保持するホルダ(2、50)と、
前記ホルダ(2、50)を被穿孔材(S)に明けるべき複数の孔の配列方向に移動させる移動手段(16)と、
回転軸(30a、40a)が前記配列方向と平行に配置され、前記パンチ(5)の一部(5b)と係合して該パンチ(5)を前記ダイ(6)に向けて移動させる位置から、前記ホルダ(2、50)の移動の際に前記パンチ(5)に干渉しない位置までの間を回転する偏心カム(30、40)と、該偏心カム(30、40)を回転駆動する駆動源(17a)と、を有し、前記パンチ(5)の移動位置に拘らず該パンチ(5)を前記ダイ(6)に向けて移動させて被穿孔材(S)に孔を明ける駆動手段(17)と、
前記パンチ(5)を前記ダイ(6)と反対方向に移動させる復帰手段(12a〜12c)と、
前記偏心カム(30、40)の回転位置を検知する回転検知手段(17c)と、
前記回転検知手段(17c)の検知に基づき前記駆動源(17a)を制御する制御手段(18)と、を有し、
前記偏心カム(30、40)は、偏心方向の位相が異なる複数のカム部(31、32、33)を有し、
前記偏心カム(30、40)の回転により、前記複数のカム部(31、32、33)が前記複数のパンチ(5)の一部(5b)とそれぞれ位相がずれた状態で係合し、
前記移動手段(16)により前記ホルダ(2、50)を移動して前記パンチ(5)の位置を被穿孔材(S)に対し移動させることにより、前記ホルダ(2、50)に保持された前記パンチ(5)の数よりも多い孔を、被穿孔材(S)に明けることを可能としたことを特徴とする穿孔装置にある。
前記パンチ(5)は、軸方向の往復動の際に前記突起部(11b)と前記ガイド溝(11a)との係合に基づいて回転する。
前記制御手段(18)は、前記移動検知手段(16c)の検知に基づき前記移動手段(16)を制御する。
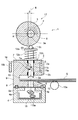
本発明に係る参考例について、図1及び図2を用いて説明する。穿孔装置1は、シート状の被穿孔材Sに明けるべき複数の孔の配列方向(図1の表裏方向、図2の左右方向)に沿って移動自在なホルダ2と、ホルダ2の上側に、その回転軸が複数の孔の配列方向と平行に配置された偏心カム3と、ホルダ2の下側にこの配列方向と平行に配置されたガイドビーム4と、を有する。
本発明に係る第1の実施形態について、図3及び図4を用いて説明する。なお、本実施形態の穿孔装置100は、偏心カム30に関する構成以外は、上述の参考例と同様であるため、同等部分には同じ符号を付し、重複する説明は省略又は簡略にし、以下、参考例と異なる部分を中心に説明する。
本発明に係る第2の実施形態について、図5を用いて説明する。なお、図5は、図4の一部を拡大した図面に相当する。また、本実施形態の穿孔装置は、偏心カム40とホルダ50を一体に移動させる点に関する構成以外は、上述の第1の実施形態と同様であるため、同等部分には同じ符号を付し、重複する説明は省略又は簡略にし、以下、第1の実施形態と異なる部分を中心に説明する。
2、50 ホルダ
3、30、40 偏心カム
3a、30a、40a 回転軸
4 ガイドビーム
5 パンチ
5b 球面部
6 ダイ
7 パンチ保持部
7a ガイド孔
8 ダイ保持部
8a レール溝
9 連結部
11a ガイド溝
11b 突起部
12a、12b 鍔部
12c ばね(付勢手段)
13 レール
16 移動手段
16a モータ(駆動源)
16b ベルト
16c 回転検知センサ(移動検知手段)
16d ホームポジションセンサ
17 駆動手段
17a モータ(駆動源)
17b 減速機構
17c 回転検知センサ(回転検知手段)
18 制御部(制御手段)
31、32、33 カム部
S 被穿孔材
Claims (4)
- 軸方向に往復動するパンチと、該パンチと軸方向に対向して配置されるダイと、を備え、該パンチ及びダイによりシート状の被穿孔材に複数の孔を明ける穿孔装置において、
複数の前記パンチ及び該パンチと同数の前記ダイを保持するホルダと、
前記ホルダを被穿孔材に明けるべき複数の孔の配列方向に移動させる移動手段と、
回転軸が前記配列方向と平行に配置され、前記パンチの一部と係合して該パンチを前記ダイに向けて移動させる位置から、前記ホルダの移動の際に前記パンチに干渉しない位置までの間を回転する偏心カムと、該偏心カムを回転駆動する駆動源と、を有し、前記パンチの移動位置に拘らず該パンチを前記ダイに向けて移動させて被穿孔材に孔を明ける駆動手段と、
前記パンチを前記ダイと反対方向に移動させる復帰手段と、
前記偏心カムの回転位置を検知する回転検知手段と、
前記回転検知手段の検知に基づき前記駆動源を制御する制御手段と、を有し、
前記偏心カムは、偏心方向の位相が異なる複数のカム部を有し、
前記偏心カムの回転により、前記複数のカム部が前記複数のパンチの一部とそれぞれ位相がずれた状態で係合し、
前記移動手段により前記ホルダを移動して前記パンチの位置を被穿孔材に対し移動させることにより、前記ホルダに保持された前記パンチの数よりも多い孔を、被穿孔材に明けることを可能としたことを特徴とする穿孔装置。 - 前記ホルダに配置され前記パンチを案内するガイド孔と、該パンチの外周面と該ガイド孔の内周面との何れか一方に、該パンチの軸方向に対し傾斜するように形成されたガイド溝と、前記外周面と内周面との他方に突設し、該ガイド溝と係合する突起部と、を有し、
前記パンチは、軸方向の往復動の際に前記突起部と前記ガイド溝との係合に基づいて回転することを特徴とする、請求項1に記載の穿孔装置。 - 前記復帰手段は、前記パンチを前記ダイと反対方向に付勢する付勢手段を有することを特徴とする、請求項1又は2に記載の穿孔装置。
- 前記ホルダの移動位置を検知する移動検知手段を有し、
前記制御手段は、前記移動検知手段の検知に基づき前記移動手段を制御することを特徴とする、請求項1ないし3のうちの何れか1項に記載の穿孔装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010029421A JP5650912B2 (ja) | 2010-02-12 | 2010-02-12 | 穿孔装置 |
| US13/023,977 US20110197725A1 (en) | 2010-02-12 | 2011-02-09 | Punching unit |
| CN2011100382943A CN102189564A (zh) | 2010-02-12 | 2011-02-12 | 穿孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010029421A JP5650912B2 (ja) | 2010-02-12 | 2010-02-12 | 穿孔装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011161601A JP2011161601A (ja) | 2011-08-25 |
| JP2011161601A5 JP2011161601A5 (ja) | 2013-02-28 |
| JP5650912B2 true JP5650912B2 (ja) | 2015-01-07 |
Family
ID=44368698
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010029421A Expired - Fee Related JP5650912B2 (ja) | 2010-02-12 | 2010-02-12 | 穿孔装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20110197725A1 (ja) |
| JP (1) | JP5650912B2 (ja) |
| CN (1) | CN102189564A (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102423883A (zh) * | 2011-11-03 | 2012-04-25 | 无锡市伟丰印刷机械厂 | 压舌板机凸轮截断机构 |
| CN103128793B (zh) * | 2011-11-28 | 2015-05-06 | 上海新安汽车隔音毡有限公司 | 一种隔音毡的成型冲切模具组件 |
| US20130319198A1 (en) * | 2012-06-04 | 2013-12-05 | Tsung-Wen Huang | Control device for paper punch |
| CN103317554A (zh) * | 2013-05-24 | 2013-09-25 | 上海卫星装备研究所 | 一种新型卫星温控薄型材料打孔机 |
| CN103286820B (zh) * | 2013-05-30 | 2015-02-04 | 江苏大学 | 一种上置式一体化冲裁贴片的装置及其方法 |
| ES2542216B1 (es) * | 2014-02-03 | 2016-05-10 | Volpak, S.A.U. | Un aparato y un método para practicar perforaciones en un material en movimiento en forma de banda |
| CN104441041A (zh) * | 2014-11-05 | 2015-03-25 | 凌云工业股份(芜湖)有限公司 | 一种新型冲孔模具及其冲孔方法 |
| CN104626312B (zh) * | 2014-12-23 | 2016-06-08 | 姜阔 | 板材开孔装置 |
| CN104647465B (zh) * | 2014-12-23 | 2016-06-08 | 奉化科创科技服务有限公司 | 板材开孔设备 |
| US20170210119A1 (en) * | 2016-01-21 | 2017-07-27 | Kabushiki Kaisha Toshiba | Punching mechanism and sheet processing apparatus |
| CN105887460B (zh) * | 2016-04-11 | 2017-12-01 | 嵊州北航投星空众创科技有限公司 | 一种多冲头布料打孔装置 |
| CN106625811B (zh) * | 2016-12-29 | 2019-10-18 | 长春工程学院 | 一种机械运动控制装置 |
| KR101941263B1 (ko) * | 2017-04-21 | 2019-01-22 | (주)동양전기 | 펀칭장치 |
| CN107415324B (zh) * | 2017-08-02 | 2023-04-07 | 浙江正博智能机械有限公司 | 纸袋机的打孔装置 |
| CN107671937A (zh) * | 2017-10-27 | 2018-02-09 | 惠州市齐力建筑工程有限公司 | 一种用于对建筑材料打孔的自动打孔机构 |
| CN109623939A (zh) * | 2018-11-23 | 2019-04-16 | 冯国华 | 一种pvc管加工用外壁升降旋转式开孔装置 |
| CN111113930A (zh) * | 2020-01-17 | 2020-05-08 | 深圳市新嘉拓自动化技术有限公司 | 一种离合式同步冲孔、贴胶、裁断多功能贴胶机构 |
| CN112792905A (zh) * | 2021-02-01 | 2021-05-14 | 广东暖丰电热科技有限公司 | 一种胶膜冲孔机 |
| CN113119218A (zh) * | 2021-04-28 | 2021-07-16 | 北京兆维电子(集团)有限责任公司 | 一种打孔装置以及存折自助服务设备 |
| US11931913B2 (en) * | 2021-10-15 | 2024-03-19 | D-Cut Products, Inc. | Universal flooring cutter |
| US20230123685A1 (en) * | 2021-10-15 | 2023-04-20 | D-Cut Products, Inc. | Universal flooring cutter |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2163641A (en) * | 1938-04-25 | 1939-06-27 | George F Wales | Punching press |
| US2327646A (en) * | 1941-06-09 | 1943-08-24 | Hutchinson Charles | Paper punch |
| US2317424A (en) * | 1942-03-12 | 1943-04-27 | George F Wales | Apparatus for perforating sheet material |
| US2781096A (en) * | 1953-10-12 | 1957-02-12 | Walter Lantz Productions Inc | Adjustable punching device |
| US3207021A (en) * | 1962-08-20 | 1965-09-21 | James W Bradley | Registry punch |
| US3982457A (en) * | 1975-03-21 | 1976-09-28 | Berry Robert N | Notching machine |
| DE3515112A1 (de) * | 1985-04-26 | 1986-10-30 | Schön & Cie GmbH, 6780 Pirmasens | Stanzmaschine |
| US4696210A (en) * | 1986-06-30 | 1987-09-29 | Chief Technology Systems, Inc. | Two hole automatic precision punch |
| US5193426A (en) * | 1991-08-19 | 1993-03-16 | Dunn David C | Linear type punch press |
| JP3170737B2 (ja) * | 1993-08-25 | 2001-05-28 | カール事務器株式会社 | 多穴孔明けパンチ |
| EP0960704B1 (en) * | 1993-12-28 | 2002-05-22 | Sharp Kabushiki Kaisha | Paper-punching device for use in an image-forming apparatus |
| JP3141227B2 (ja) * | 1995-04-14 | 2001-03-05 | カール事務器株式会社 | 多機能孔明け機の紙位置決装置 |
| JP3442590B2 (ja) * | 1995-11-20 | 2003-09-02 | 株式会社アマダ | パンチング加工機およびその加工方法 |
| JP3196069B2 (ja) * | 1996-10-25 | 2001-08-06 | カール事務器株式会社 | 孔明け装置 |
| US6374715B1 (en) * | 1998-12-18 | 2002-04-23 | Hitachi Metals, Ltd. | Apparatus for punching sheet |
| JP4553497B2 (ja) * | 2001-01-26 | 2010-09-29 | リコーエレメックス株式会社 | 用紙穿孔装置 |
| JP3684166B2 (ja) * | 2001-03-13 | 2005-08-17 | キヤノン株式会社 | 孔あけ装置とこの装置を備えたシート処理装置および画像形成装置 |
| US20020139232A1 (en) * | 2001-03-27 | 2002-10-03 | Liang-Ching Hsu | Motor-driven eyeleting machine |
| JP2002346988A (ja) * | 2001-05-29 | 2002-12-04 | Yutaka Haitekku Kk | 高速cncパンチング装置 |
| JP4995421B2 (ja) * | 2002-10-21 | 2012-08-08 | 大同工業株式会社 | 孔明け装置 |
| JP4500746B2 (ja) * | 2005-08-29 | 2010-07-14 | 株式会社リコー | 穿孔処理装置、シート処理装置および画像形成装置 |
| JP2007098546A (ja) * | 2005-10-07 | 2007-04-19 | Kyocera Mita Corp | 穿孔装置 |
| US7823494B2 (en) * | 2006-03-31 | 2010-11-02 | Seiko Ltd. | Sheet hole punching apparatus and sheet hole punching method |
| JP4865609B2 (ja) * | 2007-03-14 | 2012-02-01 | 株式会社リコー | 用紙穿孔装置及び画像形成装置 |
| JP2010163279A (ja) * | 2008-12-18 | 2010-07-29 | Canon Inc | シート処理装置及び画像形成システム |
-
2010
- 2010-02-12 JP JP2010029421A patent/JP5650912B2/ja not_active Expired - Fee Related
-
2011
- 2011-02-09 US US13/023,977 patent/US20110197725A1/en not_active Abandoned
- 2011-02-12 CN CN2011100382943A patent/CN102189564A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20110197725A1 (en) | 2011-08-18 |
| CN102189564A (zh) | 2011-09-21 |
| JP2011161601A (ja) | 2011-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5650912B2 (ja) | 穿孔装置 | |
| JP5105911B2 (ja) | シート穿孔装置 | |
| JP2011161601A5 (ja) | ||
| JP4950588B2 (ja) | 穿孔装置及びこれを備えた画像形成装置に於ける後処理装置 | |
| JP5106080B2 (ja) | ロータリカッタ装置及び該ロータリカッタ装置を備えたプリンタ装置 | |
| JP2017007014A (ja) | 穿孔装置 | |
| JP5249729B2 (ja) | 穿孔装置 | |
| JP6140392B2 (ja) | シート穿孔装置及びこれを備えた後処理装置 | |
| JP5183180B2 (ja) | 穿孔装置 | |
| JP4906091B2 (ja) | シート穿孔装置 | |
| JP6067217B2 (ja) | シート穿孔装置及びこれを備えた後処理装置 | |
| JP5334255B2 (ja) | 穿孔装置及びこれを備えた後処理装置 | |
| JP2009291881A (ja) | 用紙穿孔装置および画像形成システム | |
| JP2017007015A (ja) | 穿孔システム | |
| JP5562078B2 (ja) | 穿孔装置 | |
| JP6716362B2 (ja) | 潤滑構造、穿孔装置、シート処理装置及び画像形成装置 | |
| JP4553497B2 (ja) | 用紙穿孔装置 | |
| JP5930457B2 (ja) | 紙葉類穿孔装置及びこれを備えた後処理装置 | |
| JP4609969B2 (ja) | 用紙穿孔装置 | |
| JP5088858B2 (ja) | シート穿孔装置 | |
| JP2012157920A (ja) | 紙葉穿孔装置 | |
| JP6649066B2 (ja) | バリ取り装置 | |
| JP5063236B2 (ja) | シートパンチ装置 | |
| JP6083895B2 (ja) | 穿孔装置 | |
| JP2017064833A (ja) | 穿孔装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140326 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141008 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5650912 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |