JP5638569B2 - ラビング処理方法及び光学フィルムの製造方法 - Google Patents
ラビング処理方法及び光学フィルムの製造方法 Download PDFInfo
- Publication number
- JP5638569B2 JP5638569B2 JP2012117880A JP2012117880A JP5638569B2 JP 5638569 B2 JP5638569 B2 JP 5638569B2 JP 2012117880 A JP2012117880 A JP 2012117880A JP 2012117880 A JP2012117880 A JP 2012117880A JP 5638569 B2 JP5638569 B2 JP 5638569B2
- Authority
- JP
- Japan
- Prior art keywords
- air
- rubbing
- web
- support
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012788 optical film Substances 0.000 title claims description 29
- 238000000034 method Methods 0.000 title claims description 23
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 239000010408 film Substances 0.000 claims description 37
- 239000011248 coating agent Substances 0.000 claims description 27
- 238000000576 coating method Methods 0.000 claims description 27
- 239000004744 fabric Substances 0.000 claims description 15
- 238000004804 winding Methods 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 2
- 238000003672 processing method Methods 0.000 claims 2
- 239000010410 layer Substances 0.000 description 16
- 239000004973 liquid crystal related substance Substances 0.000 description 16
- 229920000642 polymer Polymers 0.000 description 13
- 238000002474 experimental method Methods 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 10
- 238000001035 drying Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 239000000428 dust Substances 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000007756 gravure coating Methods 0.000 description 6
- 229920006254 polymer film Polymers 0.000 description 6
- 239000000835 fiber Substances 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 210000004027 cell Anatomy 0.000 description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 125000001165 hydrophobic group Chemical group 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229920002284 Cellulose triacetate Polymers 0.000 description 2
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 2
- 238000010306 acid treatment Methods 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical class OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920003174 cellulose-based polymer Polymers 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 210000002858 crystal cell Anatomy 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 208000028659 discharge Diseases 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- -1 fatty acid esters Chemical class 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- IZXDTJXEUISVAJ-UHFFFAOYSA-N n-methyl-n-octadecyloctadecan-1-amine;hydrochloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[NH+](C)CCCCCCCCCCCCCCCCCC IZXDTJXEUISVAJ-UHFFFAOYSA-N 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 238000007127 saponification reaction Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Landscapes
- Polarising Elements (AREA)
- Liquid Crystal (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
上記のウェブWが巻回された光学フィルムの製造ライン10の送り出し機66から、40m/分の搬送速度でウェブWを送り出し、ラビング処理装置70において、ウェブWを連続して40m/分で搬送しながら、樹脂層表面にラビング処理を施した。
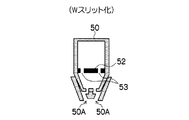
更に、エアプレス装置50を図8の水準1〜20の条件にして実験を行った。水準1〜4は形状1(図3(a)に相当)の圧損板、水準5〜8は形状2(図3(b)に相当)の圧損板、水準9〜12は形状3(図3(c)に相当)の圧損板、水準13〜16は形状4(図3(d)に相当)の圧損板を用いて実験を行い、水準17〜20はエアプレス装置50の圧損板の無い状態で実験を行った。そして、水準3、4、7、8、15、16、19及び20では、図5(a)の圧力チャンバー56を設け、水準2、4、6、8、10、12、14、16、18及び20では、図5(b)の多孔管58を設けて実験を行った。また、この実験では、図4の2つのノズルを有するエアプレス装置を使用した。
Claims (5)
- 帯状可撓性の支持体を連続走行させる工程と、
前記支持体をラビング布が表面に設けられた回転駆動するラビングローラに巻き掛ける工程と、
前記支持体の前記ラビングローラに接する面の裏側をエアプレス装置のノズルから前記支持体幅方向に亘ってエアの圧力をかけることにより前記支持体を前記ラビングローラに押圧させる工程と、を有し、
前記エアプレス装置は、前記支持体幅方向において端部より中央部のエア圧力の高いエアを、前記支持体幅方向において中央部より端部のほうが開口率の高い圧損板を介した後に、前記支持体幅方向において平準化されたエアを噴出するラビング処理方法。 - 前記エアプレス装置は、前記支持体幅方向に亘るノズルを前記支持体の長手方向に2つ有する請求項1に記載のラビング処理方法。
- 前記エアプレス装置にはエアの圧力を平準化するチャンバーが取り付けられており、前記チャンバーにエアが供給されて前記圧力が平準化されたエアを前記エアプレス装置に供給する請求項1または2に記載のラビング処理方法。
- 前記エアプレス装置内部にはエアの圧力を平準化する多孔管が取り付けられており、前記多孔管にエアが供給されて前記圧力が平準化されたエアを前記ノズルに供給する請求項1から3の何れか1項に記載のラビング処理方法。
- 請求項1から4の何れか1項に記載のラビング処理方法によりラビング処理を施し、ラビング処理後の前記支持体の表面に塗布手段によって塗布液を塗布することにより機能性膜を形成する光学フィルムの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012117880A JP5638569B2 (ja) | 2012-05-23 | 2012-05-23 | ラビング処理方法及び光学フィルムの製造方法 |
| CN201310181951.9A CN103424934B (zh) | 2012-05-23 | 2013-05-16 | 摩擦处理方法及光学薄膜的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012117880A JP5638569B2 (ja) | 2012-05-23 | 2012-05-23 | ラビング処理方法及び光学フィルムの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013246211A JP2013246211A (ja) | 2013-12-09 |
| JP2013246211A5 JP2013246211A5 (ja) | 2014-04-03 |
| JP5638569B2 true JP5638569B2 (ja) | 2014-12-10 |
Family
ID=49649904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012117880A Active JP5638569B2 (ja) | 2012-05-23 | 2012-05-23 | ラビング処理方法及び光学フィルムの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5638569B2 (ja) |
| CN (1) | CN103424934B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103809330B (zh) | 2014-01-26 | 2016-06-01 | 京东方科技集团股份有限公司 | 一种取向膜及其制作方法、液晶面板及显示装置 |
| CN103913894B (zh) * | 2014-03-27 | 2016-08-17 | 京东方科技集团股份有限公司 | 摩擦辊制作装置 |
| JP2015194539A (ja) * | 2014-03-31 | 2015-11-05 | 富士フイルム株式会社 | 光学フィルムの製造方法 |
| CN107621715B (zh) * | 2017-09-28 | 2020-06-16 | 上海天马微电子有限公司 | 一种显示面板及显示装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0674105B2 (ja) * | 1986-02-27 | 1994-09-21 | 三菱重工業株式会社 | フイルム等帯状物の巻取装置 |
| JP3697551B2 (ja) * | 2000-09-12 | 2005-09-21 | 株式会社日藤工業 | エアカーテン装置 |
| JP4289615B2 (ja) * | 2004-03-29 | 2009-07-01 | 富士フイルム株式会社 | 溶液製膜方法及びポリマーフィルム |
| JP4453019B2 (ja) * | 2005-03-25 | 2010-04-21 | 富士フイルム株式会社 | ラビング方法、光学フィルムの製造方法及び装置 |
| JP4813216B2 (ja) * | 2006-03-08 | 2011-11-09 | 富士フイルム株式会社 | テンタの送風装置、ポリマーフィルムの乾燥方法及びポリマーフィルムの製造方法 |
| JP5058647B2 (ja) * | 2007-03-28 | 2012-10-24 | 東邦化成株式会社 | 基板乾燥装置及び方法 |
| JP4552072B2 (ja) * | 2008-01-15 | 2010-09-29 | 富士電機リテイルシステムズ株式会社 | 自動販売機 |
| JP5192320B2 (ja) * | 2008-08-27 | 2013-05-08 | 富士フイルム株式会社 | ポリマーフィルムの巻取方法及びその装置 |
| WO2010024352A1 (ja) * | 2008-08-27 | 2010-03-04 | シャープ株式会社 | シート状部材清掃装置およびシート状部材製造方法 |
-
2012
- 2012-05-23 JP JP2012117880A patent/JP5638569B2/ja active Active
-
2013
- 2013-05-16 CN CN201310181951.9A patent/CN103424934B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013246211A (ja) | 2013-12-09 |
| CN103424934A (zh) | 2013-12-04 |
| CN103424934B (zh) | 2017-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100690231B1 (ko) | 광학 보상 시트 제조 방법 및 장치와, 열처리 방법 및장치와, 제진 방법 및 장치 | |
| JP5638569B2 (ja) | ラビング処理方法及び光学フィルムの製造方法 | |
| JP6482891B2 (ja) | 光学フィルムの製造方法 | |
| JP4453019B2 (ja) | ラビング方法、光学フィルムの製造方法及び装置 | |
| JP2007161769A (ja) | ポリマーフイルムのアルカリ鹸化方法及び装置 | |
| JP2009237343A (ja) | ラビング方法、ラビングローラ、及びラビング矯正装置 | |
| KR20120080525A (ko) | 필름 권취장치 및 필름 권취장치를 사용한 필름의 제조방법 | |
| CN101923252B (zh) | 摩擦方法、装置、取向膜及光学构件的制造方法 | |
| JP5215909B2 (ja) | ラビング用布材及びそれを用いたラビング処理方法 | |
| JP2008083244A (ja) | 長尺状搬送物の加工方法及び装置 | |
| JP2009205092A (ja) | 光学フィルムの製造方法及び光学フィルム | |
| JP2014215494A (ja) | ラビング処理方法及び装置 | |
| JP2007052049A (ja) | 光学補償シート及びその製造方法 | |
| JP2014206632A (ja) | ラビング処理方法 | |
| JP5636068B2 (ja) | フィルムの製造方法 | |
| JP4996273B2 (ja) | ラビング方法及び装置、それを用いた光学フィルムの製造方法及び装置 | |
| CN208661609U (zh) | 一种牵引机构 | |
| JP5409322B2 (ja) | 塗布装置及びこの塗布装置を用いた塗布膜製品の製造方法 | |
| JP2006290621A (ja) | フイルム巻取装置及びその除電方法 | |
| JP5294833B2 (ja) | 光学補償フィルムの製造方法 | |
| JP2008185981A (ja) | ラビング方法及び装置、それを用いた光学フィルムの製造方法及び装置 | |
| KR20150113867A (ko) | 광학 필름의 제조 방법 | |
| JP2013213158A (ja) | ポリマーフィルムの鹸化方法及び複合機能フィルムの製造方法 | |
| JP2007071992A (ja) | ラビング装置及び光学シートの製造方法 | |
| JP2009112923A (ja) | バー塗布装置及び塗布方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140527 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140929 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141016 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141022 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5638569 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |