JP5580337B2 - 基材上に基準を作製するための装置 - Google Patents
基材上に基準を作製するための装置 Download PDFInfo
- Publication number
- JP5580337B2 JP5580337B2 JP2011544450A JP2011544450A JP5580337B2 JP 5580337 B2 JP5580337 B2 JP 5580337B2 JP 2011544450 A JP2011544450 A JP 2011544450A JP 2011544450 A JP2011544450 A JP 2011544450A JP 5580337 B2 JP5580337 B2 JP 5580337B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- reference device
- along
- longitudinal axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 116
- 230000007246 mechanism Effects 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 6
- 238000000034 method Methods 0.000 description 30
- 230000008569 process Effects 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 9
- 230000000737 periodic effect Effects 0.000 description 8
- 238000001514 detection method Methods 0.000 description 4
- 238000007641 inkjet printing Methods 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 238000002679 ablation Methods 0.000 description 2
- 238000002508 contact lithography Methods 0.000 description 2
- 238000007648 laser printing Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 239000011295 pitch Substances 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 239000013643 reference control Substances 0.000 description 2
- CLXPYTBRAZHUFD-UHFFFAOYSA-N 2-(4-fluorophenyl)-3-methylmorpholine Chemical compound CC1NCCOC1C1=CC=C(F)C=C1 CLXPYTBRAZHUFD-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000036039 immunity Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 238000010330 laser marking Methods 0.000 description 1
- 239000002105 nanoparticle Substances 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007430 reference method Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0266—Marks, test patterns or identification means
- H05K1/0269—Marks, test patterns or identification means for visual or optical inspection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/36—Blanking or long feeds; Feeding to a particular line, e.g. by rotation of platen or feed roller
- B41J11/42—Controlling printing material conveyance for accurate alignment of the printing material with the printhead; Print registering
- B41J11/46—Controlling printing material conveyance for accurate alignment of the printing material with the printhead; Print registering by marks or formations on the paper being fed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/54—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed with two or more sets of type or printing elements
- B41J3/543—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed with two or more sets of type or printing elements with multiple inkjet print heads
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09818—Shape or layout details not covered by a single group of H05K2201/09009 - H05K2201/09809
- H05K2201/09918—Optically detected marks used for aligning tool relative to the PCB, e.g. for mounting of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/01—Tools for processing; Objects used during processing
- H05K2203/0104—Tools for processing; Objects used during processing for patterning or coating
- H05K2203/013—Inkjet printing, e.g. for printing insulating material or resist
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/10—Using electric, magnetic and electromagnetic fields; Using laser light
- H05K2203/107—Using laser light
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/15—Position of the PCB during processing
- H05K2203/1545—Continuous processing, i.e. involving rolls moving a band-like or solid carrier along a continuous production path
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0073—Masks not provided for in groups H05K3/02 - H05K3/46, e.g. for photomechanical production of patterned surfaces
- H05K3/0082—Masks not provided for in groups H05K3/02 - H05K3/46, e.g. for photomechanical production of patterned surfaces characterised by the exposure method of radiation-sensitive masks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Ink Jet (AREA)
- Coating Apparatus (AREA)
- Apparatuses And Processes For Manufacturing Resistors (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description

印字ヘッド−Specta/Dimatix SE−128
アクチュエータ/サーボ−永久磁石リニアモーター、20μm Renishawリニアエンコーダ、Kollmorgen Servostar増幅器
機械−ウェブハンドリング精密機械、ウェブ速度は位置ループによって制御。
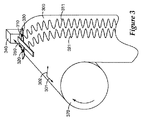
Spectra/Dimatix SE−128印字ヘッドを、機械のダウンウェブ(長軸方向)の方向に垂直に配向したリニアサーボモーターに取り付けた。印字ヘッドとサーボモーターとの間には、Z軸及びθ軸の位置決めが可能な極微操作ステージがあった。
Claims (1)
- 長手方向軸と横方向軸とを有する基材上に基準を作製するように構成される装置であって、
前記基材上に、前記長手方向軸に対して有限でゼロでない傾斜を有する少なくとも1つの連続的な部分を含む1つの基準を作製するように構成される第1の基準デバイスと、
前記第1の基準デバイスに機械的に連結され、前記基材上に前記長手方向軸に対して有限でゼロでない傾斜を有する少なくとも1つの連続的な部分を含む別の基準を作製するように構成される第2の基準デバイスと、
前記長手方向軸に沿って、前記基材と前記第1の基準デバイス及び前記第2の基準デバイスとの間に相対運動を提供するように構成される移動機構と、
前記基準を作製するための前記第1の基準デバイス及び前記第2の基準デバイスの動作中、並びに前記基材と前記第1の基準デバイス及び前記第2の基準デバイスとの間の前記相対運動中に、横方向軸の構成要素を有する軌道に沿って、前記第1の基準デバイス及び前記第2の基準デバイスを共に前記基材を横切って往復移動させるように構成されるアクチュエータと、を備え、
前記第1の基準デバイスと前記第2の基準デバイスとが、互いに前記基材の前記横方向軸に対しゼロでない角度を成す位置に配置されている装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14130808P | 2008-12-30 | 2008-12-30 | |
| US61/141,308 | 2008-12-30 | ||
| PCT/US2009/067273 WO2010077719A2 (en) | 2008-12-30 | 2009-12-09 | Apparatus and method for making fiducials on a substrate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012513896A JP2012513896A (ja) | 2012-06-21 |
| JP2012513896A5 JP2012513896A5 (ja) | 2012-12-13 |
| JP5580337B2 true JP5580337B2 (ja) | 2014-08-27 |
Family
ID=42310504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011544450A Expired - Fee Related JP5580337B2 (ja) | 2008-12-30 | 2009-12-09 | 基材上に基準を作製するための装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8992104B2 (ja) |
| EP (1) | EP2389478B1 (ja) |
| JP (1) | JP5580337B2 (ja) |
| KR (1) | KR101578259B1 (ja) |
| CN (1) | CN102272375B (ja) |
| BR (1) | BRPI0918692A2 (ja) |
| SG (1) | SG172781A1 (ja) |
| WO (1) | WO2010077719A2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8847185B2 (en) | 2008-12-29 | 2014-09-30 | 3M Innovative Properties Company | Phase-locked web position signal using web fiducials |
| US9108435B2 (en) * | 2010-10-05 | 2015-08-18 | Hewlett-Packard Development Company, L.P. | Registering images during two-sided printing |
| JP5782197B2 (ja) | 2011-12-15 | 2015-09-24 | スリーエム イノベイティブ プロパティズ カンパニー | 移動ウェブを導くための装置 |
| US9817257B2 (en) | 2012-12-06 | 2017-11-14 | 3M Innovative Properties Company | Discrete coating of liquid on a liquid-coated substrate and use in forming laminates |
| WO2014088936A1 (en) | 2012-12-06 | 2014-06-12 | 3M Innovative Properties Company | Precision coating of viscous liquids and use in forming laminates |
| KR102157170B1 (ko) * | 2012-12-20 | 2020-09-18 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 후속 처리 동안 정확한 정합을 달성하기 위한 복수의 잉크의 인쇄 |
| US8931874B1 (en) * | 2013-07-15 | 2015-01-13 | Eastman Kodak Company | Media-tracking system using marking heat source |
| KR102182751B1 (ko) | 2013-08-28 | 2020-11-25 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 후속 처리 단계 동안의 정확한 정합을 위한 기준 마크를 갖는 전자 조립체 |
| EP3517308B1 (en) | 2014-06-20 | 2022-03-16 | 3M Innovative Properties Company | Printing of multiple inks to achieve precision registration during subsequent processing |
| KR20180002769A (ko) | 2015-05-05 | 2018-01-08 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 웜 멜트형의 광학적으로 투명한 접착제 및 디스플레이 조립체를 위한 그의 용도 |
| US9698093B2 (en) | 2015-08-24 | 2017-07-04 | Nxp Usa,Inc. | Universal BGA substrate |
| DE102016117211A1 (de) * | 2016-09-13 | 2018-03-15 | Schmid Rhyner Ag | Verfahren und Vorrichtung zum Ink-Jet-Auftrag auf flächigen Substraten |
| WO2018106489A1 (en) | 2016-12-07 | 2018-06-14 | 3M Innovative Properties Company | Methods of passivating adhesives |
| CN108169560A (zh) * | 2017-12-21 | 2018-06-15 | 哈尔滨工程大学 | 一种分段正弦拟合分解方法 |
Family Cites Families (91)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1898723A (en) | 1930-05-15 | 1933-02-21 | Package Machinery Co | Method and apparatus for registering printed webs of paper |
| US3570735A (en) | 1968-11-18 | 1971-03-16 | Gpe Controls Inc | Method and apparatus of guiding moving webs |
| US3615048A (en) | 1969-04-03 | 1971-10-26 | Martin Automatic Inc | Apparatus for adjusting the lateral position of a continuous moving web |
| US3667031A (en) | 1970-08-18 | 1972-05-30 | Massachusetts Inst Technology | Phase-locked resolver tracking system |
| US4010463A (en) | 1975-04-21 | 1977-03-01 | The United States Of America As Represented By The Secretary Of The Air Force | Phase locked loop resolver to digital converter |
| DD123663A1 (ja) | 1975-05-12 | 1977-01-12 | ||
| CA1127259A (en) | 1978-10-19 | 1982-07-06 | Jean Burtin | Method and device for inspecting a moving sheet material for streaklike defects |
| DE2851894A1 (de) | 1978-11-30 | 1980-06-12 | Agfa Gevaert Ag | Einrichtung zum trennen von vorperforierten baendern, vorzugsweise zusammenhaengenden taschen |
| GB2065871A (en) | 1979-12-17 | 1981-07-01 | Crosfield Electronics Ltd | Web register control |
| DE3006072C2 (de) | 1980-02-19 | 1984-11-29 | Erwin Sick Gmbh Optik-Elektronik, 7808 Waldkirch | Fehlstellenermittlungsvorrichtung für Materialbahnen |
| US4945252A (en) | 1980-07-07 | 1990-07-31 | Automated Packaging Systems, Inc. | Continuous web registration |
| US4401893A (en) | 1981-07-29 | 1983-08-30 | Intec Corporation | Method and apparatus for optically inspecting a moving web of glass |
| JPS5990114A (ja) | 1982-11-15 | 1984-05-24 | Toshiba Mach Co Ltd | レゾルバによる位置決め装置 |
| US4618518A (en) | 1984-08-10 | 1986-10-21 | Amerace Corporation | Retroreflective sheeting and methods for making same |
| US4610739A (en) | 1984-11-02 | 1986-09-09 | Adolph Coors Company | Method and device for providing longitudinal and lateral stretch control in laminated webs |
| JPS62111860A (ja) | 1985-11-08 | 1987-05-22 | Matsushita Graphic Commun Syst Inc | 走行紙の位置検出装置 |
| JPH0641937B2 (ja) * | 1985-12-04 | 1994-06-01 | 住友金属工業株式会社 | クラッド材の端部マ−キング方法及び装置 |
| US4697485A (en) | 1986-04-16 | 1987-10-06 | Preco Industries, Inc. | Die press having 3-axis registration system operable during material advancement |
| GB2195179B (en) | 1986-09-11 | 1991-05-15 | Synergy Computer Graphics | Registration system for a moving substrate |
| JPH0237963A (ja) | 1988-04-28 | 1990-02-07 | Toshiba Corp | 通電加熱部材 |
| US4893135A (en) | 1988-09-23 | 1990-01-09 | Eastman Kodak Company | Laser printer with position registration enhancement |
| DE58901190D1 (de) | 1989-04-12 | 1992-05-21 | Landis & Gyr Betriebs Ag | Anordnung zur messung einer spurabweichung einer bewegbaren folienbahn. |
| JP2586244B2 (ja) | 1991-07-05 | 1997-02-26 | 東洋製罐株式会社 | 金属ウエブの位置検出方法 |
| JPH0629661A (ja) | 1991-09-12 | 1994-02-04 | Matsushita Electric Ind Co Ltd | 薄膜多層基板のヴィアホール形成方法 |
| JPH0629661U (ja) * | 1992-09-09 | 1994-04-19 | ナショナル住宅産業株式会社 | 塗布装置 |
| US5355154A (en) | 1992-12-23 | 1994-10-11 | Xerox Corporation | Electronic color printers multiple-pass image self-registration |
| EP0606731B1 (en) | 1992-12-25 | 1997-08-06 | ISHIDA CO., Ltd. | Apparatus for correcting zigzag motion of an elongated travelling web |
| FR2700298B1 (fr) * | 1993-01-12 | 1995-03-10 | Sextant Avionique | Procédé et dispositif pour le contrôle de l'avance papier dans une imprimante pilotée par un processeur. |
| US5450116A (en) | 1993-09-14 | 1995-09-12 | P-M Acquisition Corp. | Apparatus for generating a spreading information tape |
| US7171016B1 (en) | 1993-11-18 | 2007-01-30 | Digimarc Corporation | Method for monitoring internet dissemination of image, video and/or audio files |
| US5448020A (en) * | 1993-12-17 | 1995-09-05 | Pendse; Rajendra D. | System and method for forming a controlled impedance flex circuit |
| US5979732A (en) | 1994-11-04 | 1999-11-09 | Roll Systems, Inc. | Method and apparatus for pinless feeding of web to a utilization device |
| US5868074A (en) | 1995-05-08 | 1999-02-09 | Flex Products, Inc. | Laser imageable direct-write printing member |
| US5778724A (en) | 1995-09-07 | 1998-07-14 | Minnesota Mining & Mfg | Method and device for monitoring web bagginess |
| US5760414A (en) | 1995-12-19 | 1998-06-02 | Monarch Marking Systems, Inc. | Web of record members and method of and apparatus for making same and system for detecting indicia |
| KR970062816A (ko) | 1996-02-13 | 1997-09-12 | 박병재 | 헤드 램프를 이용한 엔진룸 조사 장치 |
| US5870203A (en) | 1996-03-15 | 1999-02-09 | Sony Corporation | Adaptive lighting control apparatus for illuminating a variable-speed web for inspection |
| JPH10132612A (ja) | 1996-10-28 | 1998-05-22 | Mitsutoyo Corp | 光学式変位検出装置 |
| DE19721170A1 (de) | 1997-05-21 | 1998-11-26 | Emtec Magnetics Gmbh | Verfahren und Vorrichtung zum Herstellen eines Films oder einer Schicht mit beidseitiger Oberflächenstruktur |
| DE19754776A1 (de) * | 1997-11-28 | 1999-06-02 | Ralf Dr Paugstadt | Verfahren und Vorrichtungen zur Herstellung von grafischen Sicherheitsmerkmalen |
| JPH11167165A (ja) | 1997-12-03 | 1999-06-22 | Fuji Photo Film Co Ltd | マイクロフィルム検索装置のコマ検出部位置合せ方法および位置合せ用マイクロフィルム |
| US6087655A (en) | 1998-05-19 | 2000-07-11 | Kobrin; Boris | Fiber grating encoders and methods for fabricating the same |
| US6164201A (en) | 1998-09-11 | 2000-12-26 | Heidelberger Druckmachinen Ag | Method and apparatus for web steering |
| US6056454A (en) * | 1998-10-05 | 2000-05-02 | Gerber Technology, Inc. | Method and apparatus for printing on a continuously moving sheet of work material |
| EP1003078A3 (en) | 1998-11-17 | 2001-11-07 | Corning Incorporated | Replicating a nanoscale pattern |
| US6666075B2 (en) | 1999-02-05 | 2003-12-23 | Xidex Corporation | System and method of multi-dimensional force sensing for scanning probe microscopy |
| US6273313B1 (en) | 1999-06-02 | 2001-08-14 | The Proctor & Gamble Company | Process and apparatus for controlling the registration of converting operations with prints on a web |
| AU7679600A (en) * | 1999-09-20 | 2001-04-24 | Scanvec Garment Systems, Ltd. | Synchronized motion printer with continuous paper movement |
| US6521905B1 (en) | 1999-09-22 | 2003-02-18 | Nexpress Solutions Llc | Method and device for detecting the position of a transparent moving conveyor belt |
| JP4444469B2 (ja) | 2000-08-07 | 2010-03-31 | 株式会社ミツトヨ | 光学式変位測定装置 |
| US6632575B1 (en) | 2000-08-31 | 2003-10-14 | Micron Technology, Inc. | Precision fiducial |
| CN2447719Y (zh) | 2000-10-30 | 2001-09-12 | 中南大学 | 直线位移传感器 |
| JP4280447B2 (ja) | 2001-02-20 | 2009-06-17 | キヤノン株式会社 | 反射スケールおよびそれを用いた変位検出装置 |
| US6668449B2 (en) * | 2001-06-25 | 2003-12-30 | Micron Technology, Inc. | Method of making a semiconductor device having an opening in a solder mask |
| US6505906B1 (en) | 2001-12-28 | 2003-01-14 | Phogenix Imaging, Llc | Method of exercising nozzles of an inkjet printer and article |
| ITTO20011045A1 (it) | 2001-11-02 | 2003-05-02 | Tetra Laval Holdings E Finance | Materiale in foglio per la produzione di confezioni di prodotti alimentari, e confezioni realizzate con tale materiale. |
| JP2003200385A (ja) * | 2001-12-28 | 2003-07-15 | Fuji Photo Film Co Ltd | ウエブ加工装置 |
| US6842602B2 (en) | 2002-03-22 | 2005-01-11 | Ricoh Company, Ltd. | Drive control device and image forming apparatus including the same |
| JP4208483B2 (ja) | 2002-05-21 | 2009-01-14 | キヤノン株式会社 | 光学式エンコーダ |
| US6999007B2 (en) | 2003-05-15 | 2006-02-14 | Delphi Technologies, Inc. | Linear position sensor |
| US7025498B2 (en) | 2003-05-30 | 2006-04-11 | Asml Holding N.V. | System and method of measuring thermal expansion |
| JP4428948B2 (ja) | 2003-06-30 | 2010-03-10 | キヤノン株式会社 | 光学式エンコーダ |
| JP4755400B2 (ja) | 2003-08-29 | 2011-08-24 | 株式会社リコー | 無端移動部材駆動装置と画像形成装置と感光体駆動装置と無端移動部材の劣化警告方法 |
| US7121496B2 (en) | 2003-10-23 | 2006-10-17 | Hewlett-Packard Development Company, L.P. | Method and system for correcting web deformation during a roll-to-roll process |
| US7296717B2 (en) | 2003-11-21 | 2007-11-20 | 3M Innovative Properties Company | Method and apparatus for controlling a moving web |
| JP4292979B2 (ja) | 2003-12-18 | 2009-07-08 | 株式会社村田製作所 | 被搬送物の位置認識方法及び位置認識装置 |
| US20050219299A1 (en) | 2004-04-02 | 2005-10-06 | Kia Silverbrook And Paul Lapstun | Integrated printhead and image sensor |
| US7623699B2 (en) * | 2004-04-19 | 2009-11-24 | 3M Innovative Properties Company | Apparatus and method for the automated marking of defects on webs of material |
| JP2005337843A (ja) | 2004-05-26 | 2005-12-08 | Canon Inc | 光学式エンコーダ |
| JP4498024B2 (ja) | 2004-06-15 | 2010-07-07 | キヤノン株式会社 | 光学式エンコーダ |
| JP2006017615A (ja) | 2004-07-02 | 2006-01-19 | Ricoh Co Ltd | マーク検出装置、回転体駆動装置及び画像形成装置 |
| JP4437723B2 (ja) | 2004-09-03 | 2010-03-24 | ヤマハ発動機株式会社 | スクリーン印刷装置 |
| JP2006071551A (ja) * | 2004-09-03 | 2006-03-16 | Bridgestone Corp | マーキング形成装置及びマーキング位置検出装置 |
| JP2006272883A (ja) | 2005-03-30 | 2006-10-12 | Nissha Printing Co Ltd | 転写成形装置及び転写成形方法 |
| US20060093751A1 (en) * | 2004-11-04 | 2006-05-04 | Applied Materials, Inc. | System and methods for inkjet printing for flat panel displays |
| US20060174992A1 (en) | 2005-02-09 | 2006-08-10 | Brost Randolph C | Web stabilization for accurate pattern registration |
| EP1871584B1 (en) | 2005-03-09 | 2009-11-18 | 3M Innovative Properties Company | Apparatus and method for producing two-sided patterned web in registration |
| DE102005021768A1 (de) | 2005-05-11 | 2006-11-16 | Dürkopp Adler AG | Knopfloch-Nähmaschine |
| JP4584766B2 (ja) | 2005-05-12 | 2010-11-24 | ヤマハ発動機株式会社 | スキージの角度制御方法およびスクリーン印刷装置 |
| ATE378574T1 (de) | 2005-07-01 | 2007-11-15 | Texmag Gmbh Vertriebsges | Verfahren zum erfassen einer markierung auf einer laufenden warenbahn |
| WO2007027757A2 (en) | 2005-08-30 | 2007-03-08 | Georgia Tech Research Corporation | Direct write nanolithography using heated tip |
| JP2007150258A (ja) * | 2005-10-27 | 2007-06-14 | Seiko Epson Corp | パターン形成方法、膜構造体、電気光学装置及び電子機器 |
| US20070138153A1 (en) | 2005-12-20 | 2007-06-21 | Redman Dean E | Wide web laser ablation |
| US20080039718A1 (en) | 2006-08-12 | 2008-02-14 | Philometron | Platform for detection of tissue structure change |
| JP4928206B2 (ja) | 2006-09-22 | 2012-05-09 | キヤノン株式会社 | エンコーダ |
| WO2008088650A1 (en) | 2007-01-11 | 2008-07-24 | 3M Innovative Properties Company | Web longitudinal position sensor |
| JP2010530543A (ja) | 2007-06-19 | 2010-09-09 | スリーエム イノベイティブ プロパティズ カンパニー | 変位スケールを製作するシステム及び方法 |
| CN101680780A (zh) | 2007-06-19 | 2010-03-24 | 3M创新有限公司 | 全内反射位移刻度尺 |
| US8405831B2 (en) | 2007-06-19 | 2013-03-26 | 3M Innovative Properties Company | Systems and methods for indicating the position of a web |
| ES2351944T3 (es) * | 2007-10-31 | 2011-02-14 | Xennia Holland Bv | Disposición de cabezales de impresión y procedimiento para la deposición de una sustancia. |
| JP4260870B1 (ja) | 2008-03-05 | 2009-04-30 | 太洋電機産業株式会社 | 見当マーク検出装置 |
-
2009
- 2009-12-09 CN CN200980153615.5A patent/CN102272375B/zh not_active Expired - Fee Related
- 2009-12-09 EP EP09836752.7A patent/EP2389478B1/en not_active Not-in-force
- 2009-12-09 JP JP2011544450A patent/JP5580337B2/ja not_active Expired - Fee Related
- 2009-12-09 WO PCT/US2009/067273 patent/WO2010077719A2/en not_active Ceased
- 2009-12-09 SG SG2011046208A patent/SG172781A1/en unknown
- 2009-12-09 KR KR1020117017595A patent/KR101578259B1/ko not_active Expired - Fee Related
- 2009-12-09 BR BRPI0918692A patent/BRPI0918692A2/pt not_active IP Right Cessation
- 2009-12-09 US US13/130,610 patent/US8992104B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR101578259B1 (ko) | 2015-12-16 |
| EP2389478B1 (en) | 2018-01-24 |
| WO2010077719A2 (en) | 2010-07-08 |
| EP2389478A4 (en) | 2012-08-08 |
| EP2389478A2 (en) | 2011-11-30 |
| US8992104B2 (en) | 2015-03-31 |
| CN102272375B (zh) | 2014-01-08 |
| CN102272375A (zh) | 2011-12-07 |
| KR20110112379A (ko) | 2011-10-12 |
| BRPI0918692A2 (pt) | 2015-12-01 |
| SG172781A1 (en) | 2011-08-29 |
| JP2012513896A (ja) | 2012-06-21 |
| WO2010077719A3 (en) | 2010-09-16 |
| US20110247511A1 (en) | 2011-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5580337B2 (ja) | 基材上に基準を作製するための装置 | |
| CN108569041B (zh) | 液滴排出装置、液滴排出方法和计算机存储介质 | |
| CN101578560B (zh) | 幅材纵向位置传感器 | |
| EP2488429B1 (en) | Apparatus and method for processing long, continuous flexible substrates | |
| KR20110099055A (ko) | 웨브 기점을 사용한 위상-고정된 웨브 위치 신호 | |
| CN108569042B (zh) | 工件加工装置、工件加工方法和计算机存储介质 | |
| KR20060038439A (ko) | 기판 상에 패턴의 위치를 정확하게 선정하기 위한 방법 및디바이스 | |
| JP6656102B2 (ja) | 塗布装置及び塗布方法 | |
| TW200908835A (en) | Method of printing smooth micro-scale features | |
| JP7442128B2 (ja) | インクジェット印刷方法、およびインクジェット印刷装置 | |
| WO2018030256A1 (ja) | 膜形成方法及び膜形成装置 | |
| JP2006258845A (ja) | パターン形成装置、ヘッドの補正方法 | |
| KR100993345B1 (ko) | 잉크젯 프린터 및 이를 이용한 인쇄방법 | |
| US20220134636A1 (en) | Method for printing a three-dimensional optical component | |
| KR20230008866A (ko) | 스트로브 led 광원을 이용한 액적 측정 | |
| KR100901490B1 (ko) | 배선형성장치 및 인쇄회로기판 제조방법 | |
| JP2006247495A (ja) | 微細パターンの描画方法およびその装置 | |
| JP2004040603A (ja) | 圧電共振子の周波数調整方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121023 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121023 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140610 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5580337 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |