JP5574772B2 - ばねの通電加熱方法及びその装置 - Google Patents
ばねの通電加熱方法及びその装置 Download PDFInfo
- Publication number
- JP5574772B2 JP5574772B2 JP2010065506A JP2010065506A JP5574772B2 JP 5574772 B2 JP5574772 B2 JP 5574772B2 JP 2010065506 A JP2010065506 A JP 2010065506A JP 2010065506 A JP2010065506 A JP 2010065506A JP 5574772 B2 JP5574772 B2 JP 5574772B2
- Authority
- JP
- Japan
- Prior art keywords
- spring
- electrode
- electrodes
- contact
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010438 heat treatment Methods 0.000 title claims description 63
- 238000000034 method Methods 0.000 title claims description 16
- 239000000463 material Substances 0.000 claims description 21
- 238000005485 electric heating Methods 0.000 claims description 13
- 230000007246 mechanism Effects 0.000 description 22
- 230000020169 heat generation Effects 0.000 description 4
- 229910000639 Spring steel Inorganic materials 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000005496 tempering Methods 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 206010037660 Pyrexia Diseases 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229910001026 inconel Inorganic materials 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/02—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for springs
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/40—Direct resistance heating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0004—Devices wherein the heating current flows through the material to be heated
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/03—Electrodes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Control Of Resistance Heating (AREA)
- Heat Treatment Of Articles (AREA)
- Resistance Heating (AREA)
Description
この方法で用いられる電極は、電気抵抗値の低い第1部分と、電気抵抗値の高い第2部分を有している。このため、ばねに電極を介して通電すると、第2部分が発熱し、この発熱によってばねの電極に接触する部分の近傍が加熱される。また、第2部分の発熱により、ばねの電極近傍からの放熱が抑えられる。その結果、1回の通電加熱によって、電極の近傍を含むばねの全体を加熱することができる。
このような条件が成立するように各電極16a〜16dの第2電極部20を構成することで、ワークWの通電加熱時に、ワークWの温度と略同程度の温度まで各電極16a〜16dの第2電極部20を昇温することができる。例えば、ワークWの抵抗値が大きく、ワークWが高温となり易い場合は、各電極16a〜16dの第2電極部20の寸法及び重量を小さくして、各電極16a〜16dの温度が高い温度まで昇温されるように調整する。また、上述の説明から明らかなように、係数αは通電加熱装置10の運転状況に応じて変化するため、第2電極部20に求められる条件も通電加熱装置10の運転状況に応じて変化する。
また、本願の通電加熱装置では、電極部分を予め加熱器(例えば、抵抗加熱器、プラズマ加熱器、誘導加熱器)により加熱した後に、ワークに通電加熱するようにしてもよい。これによって、ワークの電極部分と接触する部分の近傍を十分に加熱することができる。
さらに、サーモグラフ等の非接触式温度計によってワークの温度を計測し、その計測した温度に基づいて通電加熱量を制御するようにしてもよい。
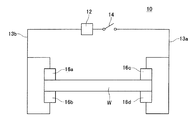
12:電源
13a,13b:配線
14:スイッチ
16a,16b,16c,16d:電極
Claims (4)
- ばねを通電加熱する方法であって、
ばねに少なくとも一対の電極を接触させる工程と、
ばねに接触させた一対の電極間に電圧を印加してばねを通電加熱する工程と、を有しており、
前記電極が、ばねの電気抵抗値よりも低い第1の電気抵抗値を有する第1部分と、第1の電気抵抗値より高く、かつ、ばねの電気抵抗値以上となる第2の電気抵抗値を有する第2部分を有しており、
前記一対の電極を接触させる工程では、第1部分がばねに接触する一方で、第2部分がばねと接触していないことを特徴とするばねの通電加熱方法。 - ばねの抵抗値をRWとし、ばねの重量をmWとし、ばねの比熱をCpWとし、電極の第2部分の抵抗値をREとし、電極の第2部分の重量をmEとし、電極の第2部分の比熱をCpEとし、通電開始時における電極の第2部分の温度に応じて決まる係数をαとしたときに、
α×RW/(mW×CpW)≦RE/(mE×CpE)
が成立する条件で、通電加熱工程を実行することを特徴とする請求項1に記載のばねの通電加熱方法。 - 電極は、ばねと接触する側から順に、Cu系材料を材料とする第1部分と、ばねと同一の材料又はばねの電気抵抗値以上の電気抵抗値を有する材料を材料とする第2部分と、Cu系材料を材料とする第3部分を有していることを特徴とする請求項1又は2に記載のばねの通電加熱方法。
- ばねを通電加熱する装置であって、
ばねに接触させる一対の電極と、
一対の電極間に電圧を印加する電源装置と、を有しており、
前記電極が、ばねの電気抵抗値よりも低い第1の電気抵抗値を有する第1部分と、第1の電気抵抗値より高く、かつ、ばねの電気抵抗値以上となる第2の電気抵抗値を有する第2部分を有しており、
第1部分が電極と接触する側に配置されており、第2部分が電極と接触しない側に配置されていることを特徴とするばねの通電加熱装置。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010065506A JP5574772B2 (ja) | 2010-03-23 | 2010-03-23 | ばねの通電加熱方法及びその装置 |
| EP11759258.4A EP2551360A4 (en) | 2010-03-23 | 2011-03-15 | METHOD FOR THE ELECTRIC HEATING OF A SPRING AND DEVICE THEREFOR |
| MX2012011028A MX2012011028A (es) | 2010-03-23 | 2011-03-15 | Metodo y aparato para calentar electricamente un resorte. |
| CA2793708A CA2793708A1 (en) | 2010-03-23 | 2011-03-15 | Method and apparatus for electrically heating spring |
| PCT/JP2011/056052 WO2011118452A1 (ja) | 2010-03-23 | 2011-03-15 | ばねの通電加熱方法及びその装置 |
| CN201180015274.2A CN102834530B (zh) | 2010-03-23 | 2011-03-15 | 弹簧的通电加热方法及其装置 |
| BR112012024030A BR112012024030A2 (pt) | 2010-03-23 | 2011-03-15 | método e aparelho para aquecimento elétrico de mola |
| KR1020127027305A KR20130050293A (ko) | 2010-03-23 | 2011-03-15 | 스프링의 통전 가열 방법 및 그 장치 |
| US13/636,259 US20130092675A1 (en) | 2010-03-23 | 2011-03-15 | Method and apparatus for electrically heating spring |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010065506A JP5574772B2 (ja) | 2010-03-23 | 2010-03-23 | ばねの通電加熱方法及びその装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011195919A JP2011195919A (ja) | 2011-10-06 |
| JP2011195919A5 JP2011195919A5 (ja) | 2013-03-14 |
| JP5574772B2 true JP5574772B2 (ja) | 2014-08-20 |
Family
ID=44673009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010065506A Active JP5574772B2 (ja) | 2010-03-23 | 2010-03-23 | ばねの通電加熱方法及びその装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20130092675A1 (ja) |
| EP (1) | EP2551360A4 (ja) |
| JP (1) | JP5574772B2 (ja) |
| KR (1) | KR20130050293A (ja) |
| CN (1) | CN102834530B (ja) |
| BR (1) | BR112012024030A2 (ja) |
| CA (1) | CA2793708A1 (ja) |
| MX (1) | MX2012011028A (ja) |
| WO (1) | WO2011118452A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013099821A1 (ja) * | 2011-12-26 | 2015-05-07 | 中央発條株式会社 | ばねの製造方法及びばね |
| JP5932431B2 (ja) * | 2012-03-28 | 2016-06-08 | 中央発條株式会社 | 加熱装置及び加熱方法 |
| JP6229223B2 (ja) * | 2013-03-08 | 2017-11-15 | 高周波熱錬株式会社 | 薄肉立体形状体の製造方法 |
| DE102013105678B4 (de) * | 2013-06-03 | 2023-07-27 | Witzenmann Gmbh | Verfahren zum Trennen von Wickelschläuchen |
| JP6127830B2 (ja) * | 2013-08-21 | 2017-05-17 | トヨタ自動車株式会社 | 通電加熱装置 |
| RU2578859C2 (ru) * | 2014-04-08 | 2016-03-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Балтийский государственный технический университет "ВОЕНМЕХ" им. Д.Ф. Устинова (БГТУ "ВОЕНМЕХ") | Способ повышения упругих свойств стальных витых пружин |
| KR101719151B1 (ko) * | 2016-03-18 | 2017-03-23 | 대원강업주식회사 | 중공 코일스프링 제조방법 |
| CN106011434A (zh) * | 2016-08-03 | 2016-10-12 | 苏州市虎丘区浒墅关弹簧厂 | 一种抗变形弹簧的退火工艺 |
| CN107809810A (zh) * | 2017-10-31 | 2018-03-16 | 山东华宁电伴热科技有限公司 | 一种弹簧加热器 |
| KR102016914B1 (ko) | 2018-09-04 | 2019-09-02 | 대원강업주식회사 | 저항가열을 이용한 자동차 현가장치 코일스프링의 핫세팅용 지그 |
| KR102065353B1 (ko) | 2018-09-12 | 2020-01-13 | 대원강업주식회사 | 뜨임 및 핫세팅 통합 공정에 의한 자동차 현가장치 코일스프링 생산 방법 |
| KR102122809B1 (ko) | 2019-02-07 | 2020-06-15 | 대원강업주식회사 | 자동차 현가장치 코일스프링 생산 방법 |
| KR102181670B1 (ko) * | 2019-03-12 | 2020-11-23 | 대원강업주식회사 | 자동차 현가장치용 코일스프링 생산 방법 |
| WO2023188536A1 (ja) * | 2022-03-30 | 2023-10-05 | 日本発條株式会社 | 加熱方法および加熱システム |
| WO2024075314A1 (ja) * | 2022-10-05 | 2024-04-11 | 日本発條株式会社 | コイルばねの製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1253296B (de) * | 1959-05-13 | 1967-11-02 | Hahn Fa Geb | Verfahren und Vorrichtung zur Waermebehandlung von Federn |
| JPS50139007A (ja) * | 1974-04-27 | 1975-11-06 | ||
| JPS5274511A (en) * | 1975-12-18 | 1977-06-22 | Shiroyama Seisakusho Kk | Method of heating steel bar etc by passage of electricity |
| JPS5938329A (ja) * | 1982-08-27 | 1984-03-02 | Nhk Spring Co Ltd | ばねの焼入れ方法 |
| DE8804059U1 (de) * | 1988-03-25 | 1988-08-18 | Meinhard, Wolfgang, 2308 Preetz | Vorrichtung zum Ausglühen auszubauender Spiralfedern |
| JP3261545B2 (ja) * | 1992-10-26 | 2002-03-04 | 川崎製鉄株式会社 | 導電性棒材の通電加熱方法及び装置 |
| JP2000336425A (ja) * | 1999-05-26 | 2000-12-05 | High Frequency Heattreat Co Ltd | 鋼板の部分焼入方法 |
| US6235131B1 (en) * | 1999-07-09 | 2001-05-22 | Mathew Warren Industries, Inc. | System for heat treating coiled springs |
| JP4042966B2 (ja) * | 2002-12-13 | 2008-02-06 | 本田技研工業株式会社 | 導電性ロッド状部材の通電加熱方法 |
| WO2007026420A1 (ja) * | 2005-08-31 | 2007-03-08 | Ihi Corporation | 熱処理用治具並びに熱処理装置及び方法 |
| CN101467484A (zh) * | 2006-03-16 | 2009-06-24 | 诺布尔先进技术公司 | 用于对物品进行均匀电阻加热的方法和设备 |
| US8506732B2 (en) * | 2009-08-07 | 2013-08-13 | Radyne Corporation | Heat treatment of helical springs or similarly shaped articles by electric resistance heating |
-
2010
- 2010-03-23 JP JP2010065506A patent/JP5574772B2/ja active Active
-
2011
- 2011-03-15 CN CN201180015274.2A patent/CN102834530B/zh not_active Expired - Fee Related
- 2011-03-15 US US13/636,259 patent/US20130092675A1/en not_active Abandoned
- 2011-03-15 CA CA2793708A patent/CA2793708A1/en not_active Abandoned
- 2011-03-15 BR BR112012024030A patent/BR112012024030A2/pt not_active IP Right Cessation
- 2011-03-15 EP EP11759258.4A patent/EP2551360A4/en not_active Withdrawn
- 2011-03-15 MX MX2012011028A patent/MX2012011028A/es active IP Right Grant
- 2011-03-15 WO PCT/JP2011/056052 patent/WO2011118452A1/ja active Application Filing
- 2011-03-15 KR KR1020127027305A patent/KR20130050293A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011118452A1 (ja) | 2011-09-29 |
| CA2793708A1 (en) | 2011-09-29 |
| EP2551360A1 (en) | 2013-01-30 |
| JP2011195919A (ja) | 2011-10-06 |
| MX2012011028A (es) | 2013-01-29 |
| BR112012024030A2 (pt) | 2016-08-30 |
| KR20130050293A (ko) | 2013-05-15 |
| CN102834530B (zh) | 2014-07-09 |
| EP2551360A4 (en) | 2014-01-15 |
| US20130092675A1 (en) | 2013-04-18 |
| CN102834530A (zh) | 2012-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5574772B2 (ja) | ばねの通電加熱方法及びその装置 | |
| JP5865246B2 (ja) | ばねの製造方法及び通電加熱装置 | |
| US7363822B2 (en) | Technique for applying direct resistance heating current to a specific location in a specimen under test while substantially reducing thermal gradients in the specimen gauge length | |
| JP6077790B2 (ja) | スタビライザの製造方法および加熱装置 | |
| US8506732B2 (en) | Heat treatment of helical springs or similarly shaped articles by electric resistance heating | |
| WO2013099821A1 (ja) | ばねの製造方法及びばね | |
| WO2013187213A1 (ja) | スタビライザの製造方法および加熱装置 | |
| JP2008010287A (ja) | 形状記憶合金を用いた可撓性発熱体及びその製造方法 | |
| JP5932431B2 (ja) | 加熱装置及び加熱方法 | |
| EP2192017A2 (en) | Method of straightening and calibrating a railway bogie frame by means of magnetic induction heating | |
| JP2009004482A (ja) | 配線基板の製造方法 | |
| JP6192606B2 (ja) | 圧延装置 | |
| JP6108613B2 (ja) | 誘導加熱装置及び熱処理方法 | |
| JP5108283B2 (ja) | 金属線材加熱装置 | |
| US20090020519A1 (en) | Method to supply electric current to a tube furnace | |
| JP5108282B2 (ja) | 金属線材加熱装置 | |
| WO2012147441A1 (ja) | 棒状部材の通電加熱方法及びその装置 | |
| JP3081719B2 (ja) | 被加熱体の鋼材の直接通電加熱法 | |
| JP5477738B2 (ja) | 鋼材加熱装置 | |
| JP6123089B2 (ja) | 通電加熱方法 | |
| WO2010129195A1 (en) | Welding assembly and associated method for welding, mechanically deforming and heat treating materials | |
| JP2002129243A (ja) | 円筒状金属コイルの加熱方法 | |
| JP2017020096A (ja) | 熱処理用治具 | |
| JPS6113589A (ja) | 被加熱材の電極加熱方法 | |
| CN102510593A (zh) | 加热装置及加热方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5574772 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |