JP5549552B2 - 真空処理装置の組み立て方法及び真空処理装置 - Google Patents
真空処理装置の組み立て方法及び真空処理装置 Download PDFInfo
- Publication number
- JP5549552B2 JP5549552B2 JP2010254093A JP2010254093A JP5549552B2 JP 5549552 B2 JP5549552 B2 JP 5549552B2 JP 2010254093 A JP2010254093 A JP 2010254093A JP 2010254093 A JP2010254093 A JP 2010254093A JP 5549552 B2 JP5549552 B2 JP 5549552B2
- Authority
- JP
- Japan
- Prior art keywords
- fixing
- exhaust pipe
- fixed
- exhaust port
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/458—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for supporting substrates in the reaction chamber
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/4412—Details relating to the exhausts, e.g. pumps, filters, scrubbers, particle traps
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0451—Apparatus for manufacturing or treating in a plurality of work-stations
- H10P72/0452—Apparatus for manufacturing or treating in a plurality of work-stations characterised by the layout of the process chambers
- H10P72/0458—Apparatus for manufacturing or treating in a plurality of work-stations characterised by the layout of the process chambers vertical arrangement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/0318—Processes
- Y10T137/0402—Cleaning, repairing, or assembling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Vapour Deposition (AREA)
Description
特許文献1には、縦型熱処理装置について記載されているが、既述の課題は検討されていない。
一端側が基板の搬入口として開口すると共に当該一端側に排気ポートが形成された石英製の反応容器内にて減圧雰囲気下で基板を真空処理する真空処理装置を組み立てる方法において、
前記反応容器の一端側に取り付け部材を取り付ける工程(a)と、
前記排気ポートに、排気管のうち少なくともフランジ部を接続して固定する工程(b)と、
前記工程(a)及び前記工程(b)の後、前記排気ポートに接続して固定された少なくともフランジ部を含む排気管の部分と前記取り付け部材とを固定部材により固定する工程(c)と、
反応容器に取り付け部材を取り付ける前記工程(a)の後、前記取り付け部材を支持部に固定する工程(d)と、
前記工程(a)から(d)の工程が終了した後、前記排気管を、前記取り付け部材に対する固定位置よりも下流側にて前記取り付け部材とは異なる排気管固定部位に固定する工程(e)と、を備えたことを特徴とする。
前記反応容器は、複数枚の基板が棚状に保持された保持具が一端側である下端側から搬入される縦型の反応管であり、
前記固定部材は、前記排気管における前記排気ポートに接続されるフランジ部に固定される構成。
前記排気管は、管路部材の一端側に着脱自在にフランジ部が設けられ、
排気ポートに、排気管のフランジ部を接続して固定する工程(b)は、管路部材から切り離された状態でフランジ部を排気ポートに固定する工程であり、
フランジ部と前記取り付け部材とを固定部材により固定する工程(c)を行った後に、当該フランジ部と前記管路部材の一端側とを接続して固定する工程を行い、
その後、排気管を排気管固定部位に固定する工程(e)を行う構成。
前記固定部材は、前記排気ポートの長さ方向に伸びる軸回りに互いに離間するように少なくとも3箇所に配置され、
各々の固定部材は、前記排気ポートの内部領域を介して他の固定部材に対向するように配置されている構成。
前記固定部材は、前記排気管の部分と前記取り付け部材との間における長さ寸法が調整自在に構成されている構成。
前記排気管は、前記排気管固定部位に固定される位置と前記固定部材により取り付け部材に固定される位置との間にベローズ体が介在して設けられている構成。
フランジ部を含む排気管の部分と前記取り付け部材とを固定部材により固定する工程(c)の後に、前記排気管を排気管固定部位に固定する工程(e)を行う代わりに、
前記工程(c)の前に、前記工程(e)を行う構成。
前記固定部材は、前記排気管の部分及び前記取り付け部材に夫々接続される接続部が各々角度調整自在に構成されている構成。
一端側が基板の搬入口として開口すると共に当該一端側に排気ポートが形成された石英製の反応容器内にて減圧雰囲気下で基板を真空処理する真空処理装置において、
前記反応容器の一端側に取り付けられる取り付け部材と、
前記排気ポートに固定されると共に、排気管の基端部として形成されたフランジ部と、
前記排気ポートに接続して固定された少なくともフランジ部を含む排気管の部分と前記取り付け部材とを固定する固定部材と、を備えたことを特徴とする。
前記取り付け部材が固定される支持部と、
前記取り付け部材に対する固定位置よりも下流側に設けられると共に、前記取り付け部材とは異なる部材により構成され、前記排気管を固定する排気管固定部位と、を備えていても良いし、前記排気管において、前記排気管固定部位に固定される位置と前記固定部材により取り付け部材に固定される位置との間には、ベローズ体が介在して設けられていても良い。
また、ガスインジェクター21から反応管11内に成膜ガスを供給する手法としては、当該ガスインジェクター21の側面に上下方向に亘って多数のガス孔21aを形成することに代えて、ガスインジェクター21の上端部をウエハボート13の上方位置において下方に向かってU字型に屈曲させ、当該上端部に設けられたガス孔21aから成膜ガスを供給するようにしても良い。
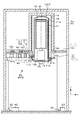
10 筐体
11 反応管
12 排気ポート
31 ボトムフランジ
35 固定部
41 排気管
52 フランジ部材
61 固定部
71 シャフト
Claims (11)
- 一端側が基板の搬入口として開口すると共に当該一端側に排気ポートが形成された石英製の反応容器内にて減圧雰囲気下で基板を真空処理する真空処理装置を組み立てる方法において、
前記反応容器の一端側に取り付け部材を取り付ける工程(a)と、
前記排気ポートに、排気管のうち少なくともフランジ部を接続して固定する工程(b)と、
前記工程(a)及び前記工程(b)の後、前記排気ポートに接続して固定された少なくともフランジ部を含む排気管の部分と前記取り付け部材とを固定部材により固定する工程(c)と、
反応容器に取り付け部材を取り付ける前記工程(a)の後、前記取り付け部材を支持部に固定する工程(d)と、
前記工程(a)から(d)の工程が終了した後、前記排気管を、前記取り付け部材に対する固定位置よりも下流側にて前記取り付け部材とは異なる排気管固定部位に固定する工程(e)と、を備えたことを特徴とする真空処理装置の組み立て方法。 - 前記反応容器は、複数枚の基板が棚状に保持された保持具が一端側である下端側から搬入される縦型の反応管であり、
前記固定部材は、前記排気管における前記排気ポートに接続されるフランジ部に固定されることを特徴とする請求項1記載の真空処理装置の組み立て方法。 - 前記排気管は、管路部材の一端側に着脱自在にフランジ部が設けられ、
排気ポートに、排気管のフランジ部を接続して固定する工程(b)は、管路部材から切り離された状態でフランジ部を排気ポートに固定する工程であり、
フランジ部と前記取り付け部材とを固定部材により固定する工程(c)を行った後に、当該フランジ部と前記管路部材の一端側とを接続して固定する工程を行い、
その後、排気管を排気管固定部位に固定する工程(e)を行うことを特徴とする請求項1または2記載の真空処理装置の組み立て方法。 - 前記固定部材は、前記排気ポートの長さ方向に伸びる軸回りに互いに離間するように少なくとも3箇所に配置され、
各々の固定部材は、前記排気ポートの内部領域を介して他の固定部材に対向するように配置されていることを特徴とする請求項1ないし3のいずれか一つに記載の真空処理装置の組み立て方法。 - 前記固定部材は、前記排気管の部分と前記取り付け部材との間における長さ寸法が調整自在に構成されていることを特徴とする請求項1ないし4のいずれか一つに記載の真空処理装置の組み立て方法。
- 前記排気管は、前記排気管固定部位に固定される位置と前記固定部材により取り付け部材に固定される位置との間にベローズ体が介在して設けられていることを特徴とする請求項1または2記載の真空処理装置の組み立て方法。
- フランジ部を含む排気管の部分と前記取り付け部材とを固定部材により固定する工程(c)の後に、前記排気管を排気管固定部位に固定する工程(e)を行う代わりに、
前記工程(c)の前に、前記工程(e)を行うことを特徴とする請求項6記載の真空処理装置の組み立て方法。 - 前記固定部材は、前記排気管の部分及び前記取り付け部材に夫々接続される接続部が各々角度調整自在に構成されていることを特徴とする請求項1ないし7のいずれか一つに記載の真空処理装置の組み立て方法。
- 一端側が基板の搬入口として開口すると共に当該一端側に排気ポートが形成された石英製の反応容器内にて減圧雰囲気下で基板を真空処理する真空処理装置において、
前記反応容器の一端側に取り付けられる取り付け部材と、
前記排気ポートに固定されると共に、排気管の基端部として形成されたフランジ部と、
前記排気ポートに接続して固定された少なくともフランジ部を含む排気管の部分と前記取り付け部材とを固定する固定部材と、を備えたことを特徴とする真空処理装置。 - 前記取り付け部材が固定される支持部と、
前記取り付け部材に対する固定位置よりも下流側に設けられると共に、前記取り付け部材とは異なる部材により構成され、前記排気管を固定する排気管固定部位と、を備えたことを特徴とする請求項9に記載の真空処理装置。 - 前記排気管において、前記排気管固定部位に固定される位置と前記固定部材により取り付け部材に固定される位置との間には、ベローズ体が介在して設けられていることを特徴とする請求項10に記載の真空処理装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254093A JP5549552B2 (ja) | 2010-11-12 | 2010-11-12 | 真空処理装置の組み立て方法及び真空処理装置 |
| US13/282,876 US8943669B2 (en) | 2010-11-12 | 2011-10-27 | Assembly method for vacuum processing apparatus |
| TW100141177A TWI501300B (zh) | 2010-11-12 | 2011-11-11 | 真空處理裝置的組裝方法及真空處理裝置 |
| CN201110358359.2A CN102465279B (zh) | 2010-11-12 | 2011-11-11 | 真空处理装置的组装方法以及真空处理装置 |
| KR1020110117514A KR101489548B1 (ko) | 2010-11-12 | 2011-11-11 | 진공 처리 장치의 조립 방법 및 진공 처리 장치 |
| US14/583,404 US20150107515A1 (en) | 2010-11-12 | 2014-12-26 | Vacuum processing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254093A JP5549552B2 (ja) | 2010-11-12 | 2010-11-12 | 真空処理装置の組み立て方法及び真空処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012104755A JP2012104755A (ja) | 2012-05-31 |
| JP5549552B2 true JP5549552B2 (ja) | 2014-07-16 |
Family
ID=46046638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010254093A Active JP5549552B2 (ja) | 2010-11-12 | 2010-11-12 | 真空処理装置の組み立て方法及び真空処理装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US8943669B2 (ja) |
| JP (1) | JP5549552B2 (ja) |
| KR (1) | KR101489548B1 (ja) |
| CN (1) | CN102465279B (ja) |
| TW (1) | TWI501300B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101308111B1 (ko) * | 2011-11-17 | 2013-09-26 | 주식회사 유진테크 | 복수의 배기포트를 포함하는 기판 처리 장치 및 방법 |
| CN103661527B (zh) * | 2013-11-29 | 2016-03-02 | 北京七星华创电子股份有限公司 | 半导体扩散设备中石英反应管的装卸装置及其装卸方法 |
| JP6567886B2 (ja) * | 2015-06-15 | 2019-08-28 | 株式会社日立ハイテクノロジーズ | プラズマ処理装置 |
| JP6484601B2 (ja) * | 2016-11-24 | 2019-03-13 | 株式会社Kokusai Electric | 処理装置及び半導体装置の製造方法 |
| CN109112503B (zh) * | 2017-06-23 | 2021-01-08 | 北京北方华创微电子装备有限公司 | 反应腔室的排气装置及反应腔室 |
| CN111712904B (zh) * | 2018-03-06 | 2023-11-28 | 株式会社国际电气 | 处理装置、排气系统、半导体器件的制造方法 |
| JP7228612B2 (ja) * | 2020-03-27 | 2023-02-24 | 株式会社Kokusai Electric | 基板処理装置、半導体装置の製造方法、基板処理方法及びプログラム |
| JP7616768B2 (ja) | 2021-03-19 | 2025-01-17 | 東京エレクトロン株式会社 | 配管接続構造及び処理装置 |
| JP7623085B2 (ja) | 2021-03-25 | 2025-01-28 | 東京エレクトロン株式会社 | フランジ構造及びこれを用いた真空排気システム |
| JP2025128457A (ja) | 2024-02-22 | 2025-09-03 | 東京エレクトロン株式会社 | 基板処理装置 |
| CN118149598B (zh) * | 2024-05-10 | 2024-07-19 | 安徽旭腾微电子设备有限公司 | 一种双管真空立式炉用升降炉门装置 |
Family Cites Families (117)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3836182A (en) * | 1970-08-07 | 1974-09-17 | Owens Illinois Inc | Pipe coupling system for glass or ceramic pipes and related materials |
| US4019705A (en) * | 1972-04-05 | 1977-04-26 | Habuda Sr Blair A | Pipe hanging apparatus |
| US4166306A (en) * | 1975-09-29 | 1979-09-04 | Janson Richard W | Curtain suspension assembly |
| US4076281A (en) * | 1976-04-13 | 1978-02-28 | Davis Samuel H | Bell fitting and support assembly for pipe |
| US4109941A (en) * | 1976-06-08 | 1978-08-29 | Phillips Petroleum Company | Coupling for plastic pipe |
| US4054293A (en) * | 1976-12-27 | 1977-10-18 | Borg-Warner Corporation | Hybrid magnetic fluid shaft seals |
| NL7704397A (nl) * | 1977-04-22 | 1978-10-24 | Philips Nv | Gasontladingslaserinrichting. |
| US4262694A (en) * | 1978-05-12 | 1981-04-21 | Tumac Industries, Inc. | Central pivot assembly for a self-propelled, center-pivot irrigation system |
| US4177676A (en) * | 1978-05-25 | 1979-12-11 | Welker Robert H | Sensor positioning apparatus |
| US4178673A (en) * | 1978-07-14 | 1979-12-18 | Rockford Machine Tool Co. | Pipe snapper machine and method |
| US4318252A (en) * | 1979-08-31 | 1982-03-09 | Janson Richard W | Joist assembly for stage equipment support system |
| SU960483A1 (ru) * | 1979-09-12 | 1982-09-23 | Институт Математики И Механики Ан Азсср | Гибка труба |
| US4531664A (en) * | 1979-12-03 | 1985-07-30 | Baski Henry A | Method of manufacturing a pitless adapter |
| US4305557A (en) * | 1980-03-12 | 1981-12-15 | B-Line Systems, Inc. | Pipe hanger |
| US4336959A (en) * | 1980-06-19 | 1982-06-29 | Uni-Flange Corporation | Joint restrainer system |
| US4365786A (en) * | 1980-11-28 | 1982-12-28 | Osteen James L | Construction moving, positioning and holding tool |
| DE3260915D1 (en) * | 1981-01-21 | 1984-11-15 | Nippon Steel Corp | Oxygen passage structure in a supporting trunnion of a steel converter vessel |
| US4351664A (en) * | 1981-03-16 | 1982-09-28 | Corning Glass Works | Furnace delivery system |
| US4429497A (en) * | 1981-04-10 | 1984-02-07 | Dibernardi Peter A | Pipe support system |
| US4379049A (en) * | 1981-07-08 | 1983-04-05 | Bassett Leo H | Fine material screw washer |
| US4445579A (en) * | 1981-08-10 | 1984-05-01 | Paul Bello | Pipe carousel for well-drilling rig |
| US4487387A (en) * | 1982-05-03 | 1984-12-11 | Tolco Incorporated | Composite pipe hanger ring nut |
| US4461440A (en) * | 1982-05-03 | 1984-07-24 | Tolco Incorporated | Pipe hanger for composite pipe hanger nut |
| US4492391A (en) * | 1982-05-03 | 1985-01-08 | Star Industries, Inc. | Thrust rod anchor for pipe joint restraint systems |
| US4688688A (en) * | 1982-06-04 | 1987-08-25 | Handling Systems, Inc. | Jib crane arrangement having a rotatable mast |
| US4659117A (en) * | 1982-08-10 | 1987-04-21 | Iwk Regler Und Kompensatoren Gmbh | Flexible coupling for pipes in exhaust systems of motor vehicles |
| JPS59118982A (ja) * | 1982-12-24 | 1984-07-09 | メタコ企業株式会社 | ロ−ルスクリ−ンの巻取り制動装置 |
| US4464162A (en) * | 1983-03-24 | 1984-08-07 | Bird Machine Company, Inc. | Centrifugal separator |
| US4688887A (en) * | 1984-05-02 | 1987-08-25 | Kei Mori | Connecting structure for an optical conductor tube |
| US4543218A (en) * | 1984-07-17 | 1985-09-24 | Ceramic Cooling Tower Company | Cooling tower with concrete support structure, fiberglass panels, and a fan supported by the liquid distribution system |
| US4685983A (en) * | 1984-08-28 | 1987-08-11 | Long Technologies, Inc. | Method and apparatus for the installation of a liner within a conduit |
| US4776370A (en) * | 1984-08-28 | 1988-10-11 | Long Technologies, Inc. | Apparatus for securing a cable to a tubular pipe liner |
| CN1008382B (zh) * | 1984-11-08 | 1990-06-13 | 林明鸾 | 打桩、拔桩和/或钻孔机 |
| EP0375656B1 (en) * | 1985-01-17 | 1993-11-24 | Mitsubishi Denki Kabushiki Kaisha | Cryogenic vessel for a superconducting apparatus |
| US4602810A (en) * | 1985-03-20 | 1986-07-29 | Babb Jr Howard R | Tie lug |
| US5004017A (en) * | 1985-04-18 | 1991-04-02 | White Loran L | Pipe stabilizing system for underwater use in joining flanged pipe sections |
| US4682772A (en) * | 1985-05-30 | 1987-07-28 | Victor Stanley, Inc. | Playground equipment including vandal resistant mechanical assembly |
| US4668125A (en) * | 1985-07-26 | 1987-05-26 | Long Technologies, Inc. | Self-contained, transportable apparatus for inserting a liner into a pipe |
| US4698640A (en) * | 1985-08-08 | 1987-10-06 | Gte Sprint Communications Corp | Adjustable platform mounteed horn antenna |
| US4698641A (en) * | 1985-08-08 | 1987-10-06 | Gte Sprint Communications Corp | Adjustment device for platform mounted horn antenna |
| US4645592A (en) * | 1985-09-20 | 1987-02-24 | Calltharp Glen R | Reactor piping and flow control system |
| US4724073A (en) * | 1985-09-20 | 1988-02-09 | Jet-Tech, Incorporated | Reactor piping and flow control system |
| US4775467A (en) * | 1985-09-20 | 1988-10-04 | Calltharp Glen R | Reactor piping with pump column |
| US4687016A (en) * | 1985-10-02 | 1987-08-18 | Niigata Engineering Co., Ltd. | Emergency release valve apparatus |
| US4823527A (en) * | 1985-12-12 | 1989-04-25 | Harbeke Gerold J | Plumbing concrete form accessory |
| US4779856A (en) * | 1987-07-31 | 1988-10-25 | Robert Beeler | Teaching apparatus for determining proper measurements for connecting two pieces of pipe |
| US4950869A (en) * | 1988-01-15 | 1990-08-21 | Rytec Corporation | Frost control system for high-speed mechanized doors |
| US4913379A (en) * | 1988-02-23 | 1990-04-03 | Japan as represented by Director General, Technical Research and Development Institute, Japan Defence Agency | Rocket flight direction control system |
| JPH01312293A (ja) * | 1988-06-10 | 1989-12-18 | Ngk Insulators Ltd | 防振継手 |
| US4927476A (en) * | 1988-06-27 | 1990-05-22 | Watkins Richard L T | Method for making a reinforced thermosetting resin structure with integral flanged nozzle |
| US4907766A (en) * | 1989-01-24 | 1990-03-13 | B-Line Systems, Inc. | Pipe positioning and support system |
| US4993867A (en) * | 1989-08-14 | 1991-02-19 | Usow Allen D | Rigid concrete stamping tool with flat handles |
| JP2925213B2 (ja) * | 1990-01-23 | 1999-07-28 | 株式会社長岡精機製作所 | 鱗茎の茎部と根部の切断装置 |
| US5090742A (en) * | 1990-02-09 | 1992-02-25 | Aegis Industries, Inc. | Pipe harness clamp |
| US5037144A (en) * | 1990-05-02 | 1991-08-06 | Amsted Industries Incorporated | Restrained pipe joint |
| US5094435A (en) * | 1990-11-09 | 1992-03-10 | Cogsdill Tool Products, Inc. | Flange alignment tool and method |
| US5110073A (en) * | 1991-03-12 | 1992-05-05 | Schoenky John H | Flanged pipe support |
| JP2581049Y2 (ja) * | 1991-03-22 | 1998-09-17 | 国際電気株式会社 | 半導体製造装置 |
| US5118147A (en) * | 1991-05-13 | 1992-06-02 | Grating Specialty Co., Inc. | Grating fastener |
| US5263796A (en) * | 1991-07-10 | 1993-11-23 | Canadian Rubber & Steel Ltd. | Self-closing clamping apparatus |
| US5275686A (en) * | 1991-09-25 | 1994-01-04 | University Of New Mexico | Radial epitaxial reactor for multiple wafer growth |
| US5580102A (en) * | 1991-11-27 | 1996-12-03 | The Dow Chemical Company | Pipe support and pipeline therewith |
| JP3230836B2 (ja) * | 1992-04-09 | 2001-11-19 | 東京エレクトロン株式会社 | 熱処理装置 |
| US5435516A (en) * | 1992-11-26 | 1995-07-25 | Toyoda Gosei Co., Ltd. | Cylindrical vibration insulator having bracket |
| US5444217A (en) * | 1993-01-21 | 1995-08-22 | Moore Epitaxial Inc. | Rapid thermal processing apparatus for processing semiconductor wafers |
| JP3267766B2 (ja) * | 1993-08-30 | 2002-03-25 | 東京エレクトロン株式会社 | 熱処理装置及びその運転方法 |
| US5578132A (en) * | 1993-07-07 | 1996-11-26 | Tokyo Electron Kabushiki Kaisha | Apparatus for heat treating semiconductors at normal pressure and low pressure |
| SE502165C2 (sv) * | 1993-12-13 | 1995-09-04 | Svenska Skum Ab | Hydrostatiskt lager för strålkanon |
| JP3747324B2 (ja) * | 1994-08-17 | 2006-02-22 | 株式会社バックス・エスイーブイ | 真空シール構造 |
| US5497616A (en) * | 1994-11-16 | 1996-03-12 | Rolls-Royce Inc. | High temperature mounting for stress relief of a dovetail |
| JPH08195332A (ja) * | 1995-01-18 | 1996-07-30 | Kokusai Electric Co Ltd | 半導体製造装置用排気装置 |
| US5671902A (en) * | 1995-03-15 | 1997-09-30 | Gauthiere; John Gustave | Axially moveable plate valve |
| US5676472A (en) * | 1995-07-10 | 1997-10-14 | Smart Machines | Rotary labyrinth seal |
| US5947424A (en) * | 1995-08-01 | 1999-09-07 | Tolco, Incorporated | Pipe support assembly with retaining strap |
| US5718407A (en) * | 1995-09-14 | 1998-02-17 | Hyundai Motor Company | Power unit mounting system |
| US5826885A (en) * | 1996-10-02 | 1998-10-27 | Rigaku/Usa, Inc. | Magnetic fluid sealing device |
| KR100461292B1 (ko) * | 1996-10-31 | 2005-02-28 | 동경 엘렉트론 주식회사 | 수직형열처리장치,수직형열처리장치의분해방법및수직형열처리장치의유지보수방법 |
| KR200160146Y1 (ko) * | 1996-12-27 | 1999-11-01 | 김영환 | 진공라인 연결장치 |
| US5871813A (en) * | 1997-03-05 | 1999-02-16 | Applied Materials, Inc. | Apparatus and method for controlling process chamber pressure |
| US5954342A (en) * | 1997-04-25 | 1999-09-21 | Mfs Technology Ltd | Magnetic fluid seal apparatus for a rotary shaft |
| FR2763374B1 (fr) * | 1997-05-13 | 1999-07-09 | Cogema | Raccordement etanche entre deux equipements tels que des tuyaux |
| JP3556804B2 (ja) * | 1997-05-20 | 2004-08-25 | 東京エレクトロン株式会社 | 処理装置及び処理方法 |
| US6257543B1 (en) * | 1997-07-02 | 2001-07-10 | Arnold W. Huelsmann | Vibrator bracket |
| US6207006B1 (en) * | 1997-09-18 | 2001-03-27 | Tokyo Electron Limited | Vacuum processing apparatus |
| US6321683B1 (en) * | 1998-09-14 | 2001-11-27 | Edward F. Schleinkofer | Aquarium wave-making water return device |
| US6402848B1 (en) * | 1999-04-23 | 2002-06-11 | Tokyo Electron Limited | Single-substrate-treating apparatus for semiconductor processing system |
| JP2001319921A (ja) * | 2000-05-09 | 2001-11-16 | Canon Inc | プロセスチャンバ |
| US6775890B2 (en) * | 2000-09-25 | 2004-08-17 | Frank Kolarik | Apparatus for urging two members apart or together |
| KR20020042279A (ko) * | 2000-11-30 | 2002-06-05 | 윤종용 | 버티컬 설비의 진공 라인 연결 구조 |
| JP2003031564A (ja) * | 2001-07-19 | 2003-01-31 | Hitachi Kokusai Electric Inc | 基板処理装置及び半導体装置の製造方法 |
| JP4963336B2 (ja) * | 2001-08-28 | 2012-06-27 | 東京エレクトロン株式会社 | 熱処理装置 |
| US20030233751A1 (en) * | 2002-04-05 | 2003-12-25 | Franks Mark W. | Syphon support flange |
| ITPD20030001A1 (it) * | 2003-01-03 | 2004-07-04 | Filmop Srl | Dispositivo perfezionato di collegamento e scollegamento |
| JP4319434B2 (ja) * | 2003-03-11 | 2009-08-26 | 東京エレクトロン株式会社 | ゲートバルブ及び真空容器 |
| KR100973666B1 (ko) * | 2003-06-17 | 2010-08-03 | 주성엔지니어링(주) | 원자층증착장치의 가스밸브 어셈블리 |
| US7408225B2 (en) * | 2003-10-09 | 2008-08-05 | Asm Japan K.K. | Apparatus and method for forming thin film using upstream and downstream exhaust mechanisms |
| JP4268069B2 (ja) * | 2003-10-24 | 2009-05-27 | 東京エレクトロン株式会社 | 縦型熱処理装置 |
| JP4513329B2 (ja) * | 2004-01-16 | 2010-07-28 | 東京エレクトロン株式会社 | 処理装置 |
| JP2005218899A (ja) * | 2004-02-03 | 2005-08-18 | Toshiba Corp | 塗布装置及びこれを備えた表示装置製造装置 |
| KR20060005563A (ko) * | 2004-07-13 | 2006-01-18 | 삼성전자주식회사 | 반도체 제조 장치 |
| KR20060094290A (ko) * | 2005-02-24 | 2006-08-29 | 삼성전자주식회사 | 배기라인 고정용 고정유닛 |
| JP2007027427A (ja) * | 2005-07-15 | 2007-02-01 | Hitachi Kokusai Electric Inc | 基板処理装置 |
| US7874435B2 (en) * | 2005-08-23 | 2011-01-25 | Integris Rentals, L.L.C. | Pipeline pig storage rack apparatus |
| JP5050369B2 (ja) * | 2006-03-06 | 2012-10-17 | 東京エレクトロン株式会社 | 処理装置 |
| JP5128168B2 (ja) * | 2006-04-24 | 2013-01-23 | 三菱電線工業株式会社 | 排気装置 |
| JP4994724B2 (ja) * | 2006-07-07 | 2012-08-08 | 株式会社東芝 | 成膜装置及び成膜方法 |
| JP4845782B2 (ja) * | 2007-03-16 | 2011-12-28 | 東京エレクトロン株式会社 | 成膜原料 |
| JP4472008B2 (ja) * | 2007-08-30 | 2010-06-02 | 株式会社日立国際電気 | 半導体装置の製造方法及び基板処理装置 |
| JP2009123795A (ja) * | 2007-11-13 | 2009-06-04 | Hitachi Kokusai Electric Inc | 半導体装置の製造方法及び基板処理装置 |
| US20100080670A1 (en) * | 2008-09-29 | 2010-04-01 | Premiere, Inc. | Pipe handling apparatus |
| US9175388B2 (en) * | 2008-11-01 | 2015-11-03 | Ultratech, Inc. | Reaction chamber with removable liner |
| JP5401944B2 (ja) * | 2008-11-25 | 2014-01-29 | コベルコ建機株式会社 | 建設機械のマフラー取付装置 |
| JP2010171388A (ja) * | 2008-12-25 | 2010-08-05 | Hitachi Kokusai Electric Inc | 基板処理装置及び半導体装置の製造方法及び基板処理用反応管 |
| CA2672674A1 (en) * | 2009-07-17 | 2011-01-17 | Murray J. Burke | Compression apparatus with variable speed screw and method |
| CN101694210A (zh) | 2009-08-25 | 2010-04-14 | 东莞宏威数码机械有限公司 | 缓冲减震装置 |
| US7918310B1 (en) * | 2009-09-02 | 2011-04-05 | The United States Of America As Represented By The Secretary Of The Navy | Noise attenuation device for reducing jet engine noise during testing |
| JP5278376B2 (ja) | 2010-05-31 | 2013-09-04 | 東京エレクトロン株式会社 | 熱処理装置及び熱処理方法 |
-
2010
- 2010-11-12 JP JP2010254093A patent/JP5549552B2/ja active Active
-
2011
- 2011-10-27 US US13/282,876 patent/US8943669B2/en active Active
- 2011-11-11 CN CN201110358359.2A patent/CN102465279B/zh active Active
- 2011-11-11 KR KR1020110117514A patent/KR101489548B1/ko active Active
- 2011-11-11 TW TW100141177A patent/TWI501300B/zh not_active IP Right Cessation
-
2014
- 2014-12-26 US US14/583,404 patent/US20150107515A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN102465279B (zh) | 2015-04-01 |
| US20150107515A1 (en) | 2015-04-23 |
| JP2012104755A (ja) | 2012-05-31 |
| KR20120051592A (ko) | 2012-05-22 |
| KR101489548B1 (ko) | 2015-02-03 |
| US8943669B2 (en) | 2015-02-03 |
| TW201236068A (en) | 2012-09-01 |
| CN102465279A (zh) | 2012-05-23 |
| TWI501300B (zh) | 2015-09-21 |
| US20120118229A1 (en) | 2012-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5549552B2 (ja) | 真空処理装置の組み立て方法及び真空処理装置 | |
| CN111081600B (zh) | 基板处理装置及基板处理方法 | |
| KR101847026B1 (ko) | 공유된 펌프를 갖는 진공 챔버들 | |
| CN102069492B (zh) | 手臂机构及具备该机构的真空机器人 | |
| US20140076494A1 (en) | Processing system | |
| KR102061373B1 (ko) | 기판 처리 장치 및 그 메인터넌스 방법 | |
| CN113903697B (zh) | 真空处理装置和真空处理装置的控制方法 | |
| KR20220143165A (ko) | 웨이퍼를 스핀하는 프로세스 모듈의 스테이션에 대한 자동-캘리브레이션 | |
| TW201812082A (zh) | 為改善晶圓邊緣之方位角厚度均勻性而施行的晶圓在凹槽內之定心 | |
| CN101689528B (zh) | 基板处理装置和基板处理方法 | |
| TWI836026B (zh) | 基板升降機構、基板支撐器及基板處理裝置 | |
| TWI912246B (zh) | 四站式製程模組的前級總成 | |
| WO2017110552A1 (ja) | ウェハ支持機構、化学気相成長装置およびエピタキシャルウェハの製造方法 | |
| KR101907247B1 (ko) | 기판 처리 장치 및 기판 적재 유닛의 제조 방법 | |
| JP2005262367A (ja) | 搬送ロボットの搬送ズレ確認方法及び処理装置 | |
| KR20220106046A (ko) | 기판 처리 장치 | |
| CN104347454B (zh) | 热处理装置用的腔室及热处理装置 | |
| JP2009124105A (ja) | 基板処理装置 | |
| JP2017092309A (ja) | 基板のアライメント装置 | |
| TWI436448B (zh) | 夾盤結構與半導體製程設備 | |
| JP2018148099A (ja) | 基板処理装置 | |
| CN115332048B (zh) | 基板处理装置及基板处理方法 | |
| JP2011108923A (ja) | 真空処理装置 | |
| CN105006443B (zh) | 具有来自侧壁的特征的处理室 | |
| CN212270224U (zh) | 可拆式波纹管结构及应用其的加热模块 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140505 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5549552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |