JP5531270B2 - ワイパー - Google Patents
ワイパー Download PDFInfo
- Publication number
- JP5531270B2 JP5531270B2 JP2008077827A JP2008077827A JP5531270B2 JP 5531270 B2 JP5531270 B2 JP 5531270B2 JP 2008077827 A JP2008077827 A JP 2008077827A JP 2008077827 A JP2008077827 A JP 2008077827A JP 5531270 B2 JP5531270 B2 JP 5531270B2
- Authority
- JP
- Japan
- Prior art keywords
- cleaned
- wiper
- sliding
- sliding portion
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 claims description 60
- 230000001603 reducing effect Effects 0.000 claims description 47
- 239000002657 fibrous material Substances 0.000 claims description 34
- 229920001971 elastomer Polymers 0.000 description 37
- 239000005060 rubber Substances 0.000 description 37
- 235000019589 hardness Nutrition 0.000 description 27
- 239000002184 metal Substances 0.000 description 24
- 229910052751 metal Inorganic materials 0.000 description 24
- 239000000853 adhesive Substances 0.000 description 20
- 230000001070 adhesive effect Effects 0.000 description 19
- 239000000203 mixture Substances 0.000 description 12
- 239000000835 fiber Substances 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 9
- 238000002156 mixing Methods 0.000 description 8
- 239000010730 cutting oil Substances 0.000 description 7
- 239000013013 elastic material Substances 0.000 description 7
- 229920000459 Nitrile rubber Polymers 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 238000005498 polishing Methods 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 239000006229 carbon black Substances 0.000 description 4
- 239000010439 graphite Substances 0.000 description 4
- 229910002804 graphite Inorganic materials 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 229920001084 poly(chloroprene) Polymers 0.000 description 4
- 230000003712 anti-aging effect Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000007790 scraping Methods 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- -1 ethylene / propylene diene Chemical class 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 241000872198 Serjania polyphylla Species 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images








Landscapes
- Cleaning In General (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
Description
また、摩擦低減材となる繊維材料が、被清掃面と交差する方向に配向されていると、配向性が無い場合、あるいは、被清掃面と平行に配向されている場合に比べて、摺動部の形状が波打ち状になりにくく、外観形状の悪化といった問題が生じにくい。また、摺動部の被清掃面への密着性が高くなり、拭き取り性能が向上する。
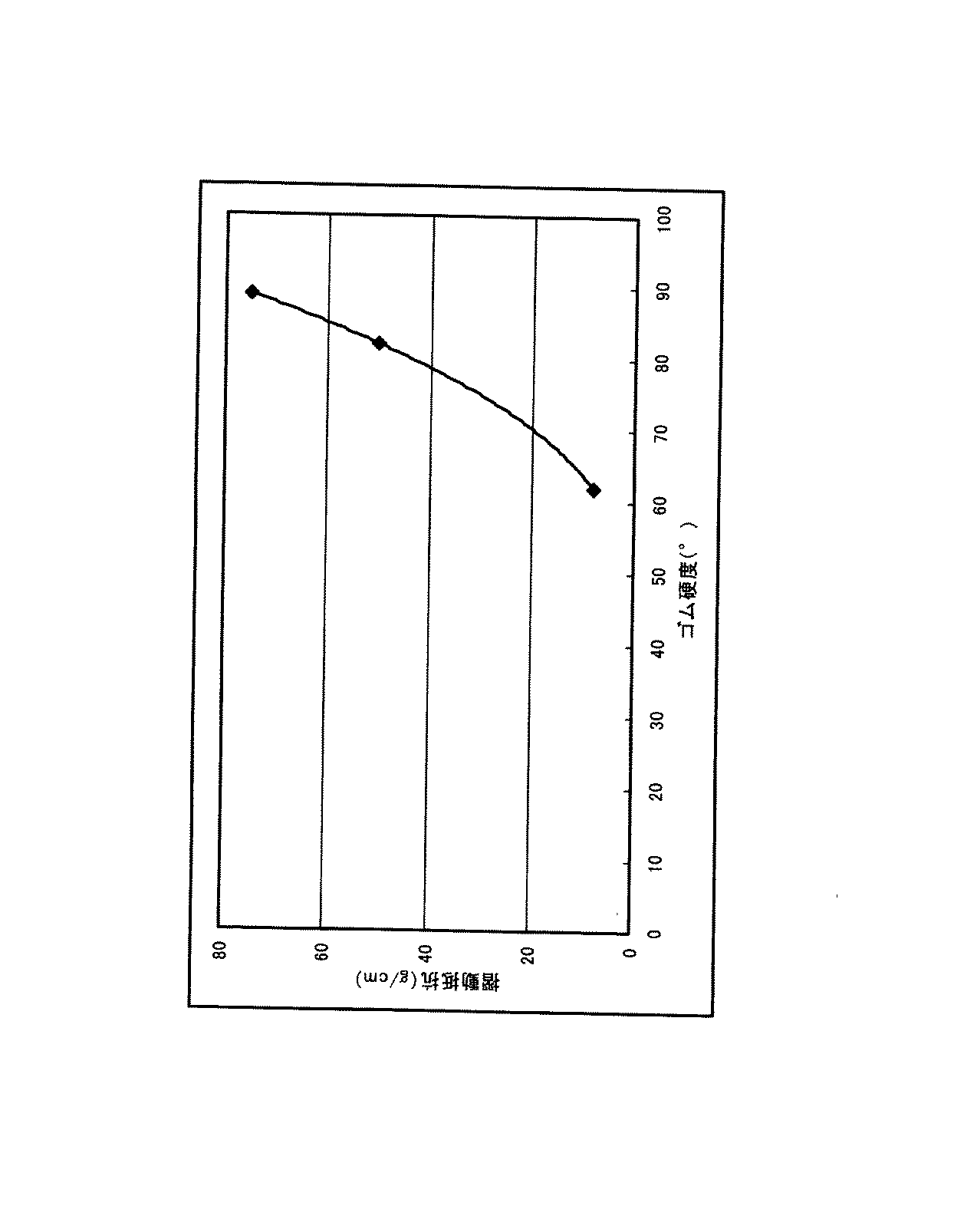
まず、本体部の硬度が、摺動部の摩擦抵抗(摺動抵抗)に及ぼす影響について検証した。本体部に硬度の異なる3種類のゴム配合をそれぞれ使用して、3種類のワイパーを作製した。一方、摺動部は、3種類のワイパーで共通のゴム配合とした。3種類のワイパーの本体部ゴム配合((1)〜(3))と共通の摺動部ゴム配合(単位:質量部)、及び、3種類のワイパーの本体部ゴム硬度(単位:°)を表1に示す。
次に、ワイパーの、金属板との接着部分に摩擦低減材としての繊維材料が配合されている場合と、繊維材料が配合されていない場合とで、金属板に対する接着力がどのように変わるかについて、以下のように検証した。
次に、摺動部(特に、被清掃面と接触する接触部)の表面を研磨しない場合と、研磨した場合のそれぞれについて、摺動抵抗(摩擦抵抗)を測定して検証した。ここで、摺動部の研磨は、エンドレス形状のヤスリに摺動部を押し当てて軽く接触させた状態で、ヤスリを4.5m/secの周速で走行させることによって行った。また、摺動抵抗は、前述した図4の方法により測定した。その測定結果を図8に示す。
最後に、摩擦低減材として繊維材料を使用したときの、その配向方向による摺動部形状の違いについて調べた。表3に、ワイパーの本体部を構成するゴム組成物のゴム配合と、摺動部を構成するゴム組成物のゴム配合を、それぞれ示す(単位:質量部)。
2 本体部
3 摺動部
4 取付部
5 屈曲部
6 フレーム
7 接着剤
8 切欠部
9 接触部
10 被清掃面
11 繊維材料
Claims (3)
- 対象物の被清掃面に対して摺動することにより、前記被清掃面を拭き取るワイパーであって、
本体部と、
前記本体部と一体化されるとともに前記被清掃面に接触可能な摺動部とを備え、
前記摺動部には前記被清掃面との間の摩擦抵抗を低減するための摩擦低減材が前記摺動部全体に分散されて配合される一方で、前記被清掃面に接触しない前記本体部には前記摩擦低減材が配合されておらず、
前記摩擦低減材が繊維材料を含み、
前記繊維材料は、前記摺動部内において前記被清掃面と交差する方向であって、ワイパーの幅方向と直交する方向に配向していることを特徴とするワイパー。 - 前記本体部の硬度が、JIS−A硬度で70°〜85°であることを特徴とする請求項1に記載のワイパー。
- 前記摺動部の前記被清掃面との接触部が研磨されていることを特徴とする請求項1又は2に記載のワイパー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008077827A JP5531270B2 (ja) | 2007-03-28 | 2008-03-25 | ワイパー |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007085222 | 2007-03-28 | ||
| JP2007085222 | 2007-03-28 | ||
| JP2008077827A JP5531270B2 (ja) | 2007-03-28 | 2008-03-25 | ワイパー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008264776A JP2008264776A (ja) | 2008-11-06 |
| JP5531270B2 true JP5531270B2 (ja) | 2014-06-25 |
Family
ID=40045029
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008077827A Active JP5531270B2 (ja) | 2007-03-28 | 2008-03-25 | ワイパー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5531270B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020032336A (ja) * | 2018-08-28 | 2020-03-05 | 三ツ星ベルト株式会社 | ワイパー |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012183468A (ja) * | 2011-03-04 | 2012-09-27 | Toshio Goto | 固着物剥離除去装置 |
| JP2014008575A (ja) * | 2012-06-29 | 2014-01-20 | Mitsuboshi Belting Ltd | ワイパーとその製造方法 |
| CN105722638B (zh) * | 2013-12-26 | 2018-12-04 | 霓达株式会社 | 刮刷器及其制造方法 |
| JP2017001177A (ja) * | 2015-06-11 | 2017-01-05 | ニッタ株式会社 | 工業用ワイパーおよびワイピング方法 |
| JP6088084B2 (ja) * | 2016-03-18 | 2017-03-01 | 三ツ星ベルト株式会社 | ワイパーの製造方法 |
| JP7000086B2 (ja) | 2017-09-12 | 2022-01-19 | ニッタ株式会社 | 工作機械用ワイパー及び工作機械用ワイパーの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS599231B2 (ja) * | 1977-12-16 | 1984-03-01 | 三菱鉱業セメント株式会社 | パイプライン内移動プラグ |
| JP3050875U (ja) * | 1997-11-11 | 1998-08-07 | 日本ジャバラ工業株式会社 | 二つの樹脂材料を組み合わせたワイパー装置。 |
| JP3193361B2 (ja) * | 1999-04-07 | 2001-07-30 | ニッタ株式会社 | 工作機械用ワイパー |
| JP2007050459A (ja) * | 2005-08-17 | 2007-03-01 | Mitsuboshi Belting Ltd | 防塵部材、弾性部材の製造用金型、及び弾性部材の製造方法 |
| JP2007083344A (ja) * | 2005-09-22 | 2007-04-05 | Nitta Ind Corp | 工業用ワイパー |
-
2008
- 2008-03-25 JP JP2008077827A patent/JP5531270B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020032336A (ja) * | 2018-08-28 | 2020-03-05 | 三ツ星ベルト株式会社 | ワイパー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008264776A (ja) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5531270B2 (ja) | ワイパー | |
| CN1120765C (zh) | 用于切削工具的擦净器 | |
| JP2008537996A (ja) | ゴムタイヤ及び固形ゴムホイール試験室試料の試験方法及び装置 | |
| JP6482472B2 (ja) | ワイパーブレードゴム用コーティング剤及びそれを用いたワイパーブレードゴム | |
| KR102428063B1 (ko) | 와이퍼 블레이드 고무 | |
| JP5192849B2 (ja) | ワイパー | |
| JP6943823B2 (ja) | ワイパー | |
| JPH11506071A (ja) | ワイパブレード | |
| JP2007083344A (ja) | 工業用ワイパー | |
| JP6454198B2 (ja) | ワイパー | |
| JP6088084B2 (ja) | ワイパーの製造方法 | |
| JP2017001176A (ja) | 工業用ワイパーおよびその製造方法ならびにワイピング方法 | |
| JP2014008575A (ja) | ワイパーとその製造方法 | |
| JP6018832B2 (ja) | ワイパーブレードゴム | |
| JP4865966B2 (ja) | 工作機械用のワイパー部材 | |
| JP2012131844A (ja) | ワイパー用ゴム組成物、およびその製造方法 | |
| JPH0446849A (ja) | ワイパブレードラバー | |
| JP2002046040A (ja) | 工作機械用スクレーパ | |
| JP2019064281A (ja) | ワイパーブレードゴム | |
| WO2024071206A1 (ja) | ブレードラバーの再生装置、ブレードラバーの再生方法及び再生ブレードラバーの製造方法 | |
| WO2024071181A1 (ja) | ブレードラバーの再生装置、ブレードラバーの再生方法及び再生ブレードラバーの製造方法 | |
| EP4257251A1 (en) | Wiper | |
| JP3908117B2 (ja) | 接着に供される加硫ゴム表面の処理方法 | |
| JPH1024803A (ja) | ワイパーブレードラバー | |
| JP2024050446A (ja) | ブレードラバーの再生装置、ブレードラバーの再生方法及び再生ブレードラバーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140327 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5531270 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |