JP5441341B2 - 液体塗布装置、および液体塗布装置の制御方法 - Google Patents
液体塗布装置、および液体塗布装置の制御方法 Download PDFInfo
- Publication number
- JP5441341B2 JP5441341B2 JP2008013068A JP2008013068A JP5441341B2 JP 5441341 B2 JP5441341 B2 JP 5441341B2 JP 2008013068 A JP2008013068 A JP 2008013068A JP 2008013068 A JP2008013068 A JP 2008013068A JP 5441341 B2 JP5441341 B2 JP 5441341B2
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- application
- coating
- roller
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000007788 liquid Substances 0.000 title claims description 653
- 238000000576 coating method Methods 0.000 title claims description 331
- 239000011248 coating agent Substances 0.000 title claims description 324
- 238000000034 method Methods 0.000 title claims description 33
- 230000007246 mechanism Effects 0.000 claims description 51
- 238000001514 detection method Methods 0.000 claims description 47
- 238000007599 discharging Methods 0.000 claims description 2
- 238000004891 communication Methods 0.000 description 41
- 238000003860 storage Methods 0.000 description 28
- 238000011084 recovery Methods 0.000 description 27
- 239000012298 atmosphere Substances 0.000 description 19
- 230000002093 peripheral effect Effects 0.000 description 18
- 230000008569 process Effects 0.000 description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 18
- 239000000243 solution Substances 0.000 description 17
- 239000000463 material Substances 0.000 description 16
- 238000010586 diagram Methods 0.000 description 10
- 238000001704 evaporation Methods 0.000 description 7
- 230000008020 evaporation Effects 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000004090 dissolution Methods 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000005429 filling process Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 230000008719 thickening Effects 0.000 description 5
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 244000223014 Syzygium aromaticum Species 0.000 description 3
- 235000016639 Syzygium aromaticum Nutrition 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 3
- 238000004220 aggregation Methods 0.000 description 3
- 230000002776 aggregation Effects 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000000740 bleeding effect Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000010992 reflux Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- GGCZERPQGJTIQP-UHFFFAOYSA-N sodium;9,10-dioxoanthracene-2-sulfonic acid Chemical compound [Na+].C1=CC=C2C(=O)C3=CC(S(=O)(=O)O)=CC=C3C(=O)C2=C1 GGCZERPQGJTIQP-UHFFFAOYSA-N 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- ZHJGWYRLJUCMRT-UHFFFAOYSA-N 5-[6-[(4-methylpiperazin-1-yl)methyl]benzimidazol-1-yl]-3-[1-[2-(trifluoromethyl)phenyl]ethoxy]thiophene-2-carboxamide Chemical compound C=1C=CC=C(C(F)(F)F)C=1C(C)OC(=C(S1)C(N)=O)C=C1N(C1=C2)C=NC1=CC=C2CN1CCN(C)CC1 ZHJGWYRLJUCMRT-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J11/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form
- B41J11/0015—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, for supporting or handling copy material in sheet or web form for treating before, during or after printing or for uniform coating or laminating the copy material before or after printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0873—Controlling means responsive to conditions of the liquid or other fluent material, of the ambient medium, of the roller or of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
- B05C1/083—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets being passed between the coating roller and one or more backing rollers
Landscapes
- Coating Apparatus (AREA)
- Ink Jet (AREA)
Description
このように、特許文献4に開示の液体塗布装置では、液体保持手段からの液体の回収動作と、液体貯蔵手段を大気から遮断可能にする大気連通弁とにより、使用時外の運搬等での塗布液の漏出を防止し得るようになっている。この回収動作と大気から遮断する機構により使用時外の運搬等での塗布液のもれを防止することを可能とする。
1.液体塗布装置の実施形態
1−1.全体構成
図1は、本発明の液体塗布装置100に係る実施形態の全体構成を示す斜視図である。
ここに示す液体塗布装置100は、概略、液体の塗布対象である媒体(以下、塗布媒体ともいう)に対し所定の液体(塗布液)を塗布可能な液体塗布手段と、この液体塗布手段に対する塗布液を供給可能な液体供給手段と、を有する。
塗布する液体の成分の一例を以下に記述する。
硝酸カルシウム・4水和物 10%
グリセリン 42%
界面活性剤 1%
水 残量
なお、本発明の適用において塗布液は、上記のものに限られないことは勿論である。例えば、別の塗布液として、染料を不溶化あるいは凝集させる成分を含有する液体を用いることも可能である。また、別の塗布液として、塗布媒体のカール(媒体が湾曲形状となる現象)を抑制する成分を含有する液体を用いることも可能である。
する。
1−2.液体塗布機構
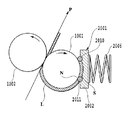
図2は、塗布ローラ1001、カウンタローラ1002および液体保持部材2001などの配置の一例を示す説明縦断側面図である。
カウンタローラ1002は、バネ部材2006によって塗布ローラ1001の周面に向けて付勢されている。塗布ローラ1001を図中、時計方向に回転させることにより、両ローラの間に塗布液を塗布すべき塗布媒体Pを挟持し得ると共に、塗布媒体Pを図中の矢印方向に搬送し得るようになっている。
図3に示すように、液体保持部材2001は、空間形成基材2002と、この空間形成
基材2002の一方の面に設けられた環状の当接部材2009とを有して構成されている。空間形成基材2002には、その中央部分における長手方向に沿って、凹部2003が形成される。そして、当接部材2009は、その直線部分がこの凹部2003の上縁部に沿って固着され、また、円周部分が上記上縁部から底部を経て反対側の上縁部に至るように固着される。これにより、液体保持部材2001の当接部2009が塗布ローラ1001に当接したとき、塗布ローラの周面形状に沿った当接が可能となる。よって、均一な圧力での当接を実現することができる。
図11は、本実施形態における液体流路3000と、液体保持部材2001に供給する液体を貯蔵するバッファタンク3002と、このバッファタンクに補給する液体を貯蔵する交換タンク(液体補給手段)3001などを示す説明図である。
この液体流路3000は、液体保持部材2001を構成する空間形成基材2002の液体供給口2004と塗布液を貯蔵するバッファタンク(貯蔵手段)3002とを連結する第1流路(供給流路)を有する。この第1流路は、チューブ3101、第1丁字管3301およびチューブ3102を有する。
液体検知センサY001のジョイント部Y001b、Y001cには、チューブ3103及び3103aがそれぞれ接続されている。また、この液体検知センサY001の内部には、両ジョイント部Y001b、Y001cを連通させる流路Y001aが形成されている。流路Y001a内には金属で形成された電極部材Y001d、Y001eが突出している。電極部材Y001d、Y001eの各電極部材Y001d、Y001eにはコネクタY005が電気的に接続されており、さらにコネクタY005は所定の接続手段によって液体検出回路Y006に電気的に接続されている。この液体検出回路Y006は後述の制御部4000に接続されている。液体検知センサY001は、電極部材Y001d、Y001eに通電することにより、流路Y001a内に塗布液の有無を検知する。すなわち、流路Y001a内に液体が存在する場合には、その塗布液を介して両電極が導通状態となり、逆に流路Y001a内に塗布液が存在しない場合には、両電極は電気的に遮断される。そして、液体検知回路Y006からは両電極の通電、遮断状態に応じた信号が制御部4000に送出される。
さらに液体流路3000は、塗布液を貯蔵する交換可能な交換タンク3001と前記第2流路とを連結する第3流路(補給流路)と、バッファタンク3002と交換タンク3001とを連結する第4流路と有する。
図13は、本実施形態の液体塗布装置における制御系の概略構成を示すブロック図である。
図13において、4000は液体塗布装置全体を制御する制御手段としての制御部である。この制御部4000は、種々の演算、制御および判断などの処理動作を実行するCPU(判別手段)4001を有する。また、制御部4000は、CPU4001によって実行される、図14にて後述される処理などの制御プログラムなどを格納するROM4002と、CPU4001の処理動作中のデータや入力データなどを一時的に格納するRAM4003などを有する。
なお、上記各遮断弁の連通、遮断の切換えは、後述の制御部4000からの制御信号によって行われ、これによって塗布液の充填、供給、回収などが行われる。具体的な動作の詳細は後述する。
次に、本実施形態の液体塗布装置の制御部4000によって実行される液体塗布動作にかかる制御手順を説明する。
図14におけるステップS1では、塗布空間Sに対する塗布液の充填工程を行う。この充填工程では、図15のフローチャートに従って、「放置」、「補給」、「塗布」、「回収」などの動作を実行する。これらの動作は、前述の各遮断弁を表1に示すような組み合わせで切換えることによって実行される。なお、各遮断弁の開閉組み合わせは、表1に示される装置の4つの状態、すなわち「放置」、「補給」、「塗布」、「回収」の状態に応じて定められている。制御部4000は、塗布装置において実行すべき各状態に応じて、各遮断弁へとその開閉を指示する制御信号を送信する。

(1)ポンプ或いは循環経路の不良。
(2)塗布液がポンプ内で増粘して粘性抵抗が高くなり、ポンプ駆動速度では液体が正常に流動しない。
(3)塗布液が液体流路内で増粘し、流動速度が遅くなっている。
(4)液体検知センサY001の流路Y001aに塗布液があっても、液体「有」の状態が検知されない。
まず、ポンプ3007を十分な時間駆動しても液体検知センサY001が液体「有」状態を検知しなかった場合(S102)、ローラ駆動モータ1004を駆動して塗布ローラ1001を回転させ(S103)、このときの駆動負荷を検出する(S104)。この駆動負荷の検出は、ローラ駆動モータ1004の駆動電流或いはPWM制御のデューティなどに基づき制御部4000が行う。すなわち、本実施形態では、制御部4000は駆動負荷を検出する負荷検出手段としての機能を有する。また、検出した負荷が所定の閾値以下の場合には、液体塗布空間S内に塗布液が存在していると判断し(S105)、その後の塗布動作を行う(S106)。
駆動負荷が再度閾値以上だった場合は、ポンプ3007あるいは流体流路3000に何らかの異常が発生していると判断し、ステップS107へと移行する。この場合は、第2回目の駆動であるため、所定の報知部を駆動し、エラーが生じている旨をユーザに知らせる(S109)。
次に、液体保持空間Sに対する塗布液の補給工程を説明する。
ステップS1で、液体保持部材内の液面の高さを検知するための液面管理用のセンサ(液面検出手段)等により、バッファタンク3002内の塗布液が不十分であると判断された場合は、各遮断弁を「補給」の開閉組み合わせにする。その後、ポンプ3007を一定時間駆動する。この開閉組み合わせにすると、交換タンク3001に対して第3流路および第4流路によってバッファタンク3002が連通する。これにより、バッファタンク3002に塗布液が補給されていく。
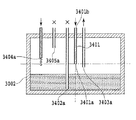
図24に示すように、本実施形態におけるバッファタンク3002の内部空間は直方体となっている。バッファタンク3002の上面には、前述のように、連結管3401〜3405が設けられている。このうち、連結管3401は大気連通管である。また、連結管3402にはチューブ3101が、連結管3403にはチューブ3107が、連結管3404にはチューブ3105がそれぞれ連結されている。
図14に示すように、液体保持空間Sへの充填工程が終了し、塗布開始指令が入力されると(ステップS2)、再びポンプ3007が作動を開始し(ステップS3)、塗布ローラ1001が図1の矢印に示すように時計周りに回転を開始する(ステップS4)。この塗布ローラ1001の回転により、液体保持空間Sに充填された塗布液Lは、塗布ローラ1001に対する液体保持部材2001の当接部材2009の押圧力に抗して、塗布ローラ1001と当接部材2009の下縁部2011との間を摺り抜ける。この摺り抜けた塗布ローラ1001の外周に層状態となって付着する。塗布ローラ1001に付着した塗布液Lは、塗布ローラ1001とカウンタローラ1002との当接部に送られる。
図21は塗布ローラ1001とカウンタローラ1002とのニップ部より上流側での状態を示している。図21において塗布ローラ1001の塗布面には液体が塗布面の表面の微細な凹凸をわずかに被うように液体が付着している。
図22は塗布ローラ1001とカウンタローラ1002とのニップ部での、塗布媒体Pである普通紙の表面と塗布ローラ1001の塗布面の状態を示している。図22において、塗布媒体Pである普通紙の表面の凸部は塗布ローラ1001の塗布面と接触し、接触した部分より液体が瞬時に媒体Pである普通紙の表面の繊維に浸透ないし吸着する。また塗布ローラ1001の塗布面には普通紙の表面の凸部と接触しない部分に付着した液体が残留される。
図23は塗布ローラ1001とカウンタローラ1002とのニップ部より下流側での状態を示している。同図は媒体と塗布ローラ1001の塗布面が完全に離脱した状態である。塗布ローラ1001の塗布面には普通紙の表面の凸部と接触しない部分に残留した液体と接触部における液体も極微量ながら塗布面に残留する。
本実施形態では、前述の塗布液の戻し動作の際、塗布液の多くは当接部材2009の上縁部2010と塗布ローラ1001との間をすり抜けるが、当接部材2009の上縁部2010に掻き取られる塗布液もある。図27に示すように、塗布ローラ1001と当接部材2009とのニップ部およびその付近に残留する塗布液Tも存在する。また、液体の表面張力によっては、塗布された液体がまとまって滴状になる場合もある。この状態で長時間放置すると、塗布液内の水分が蒸発し、塗布液の粘度が上昇した状態で塗布ローラ1001の表面上に存在することになる。さらに、放置し続けると塗布液内の不揮発成分のみが残留し、塗布ローラ1001と当接部材2009とのニップ部に塗布液が固着する現象が起こる。このように塗布ローラ1001の表面の中の一部(例えば、当接部材2009とのニップ部)に、増粘した塗布液または塗布液の不揮発成分が固着した状態で塗布動作が開始されると、その部分のみに多量の塗布液が付着することとなる。従って、塗布ローラ1001上に均一な塗布液の層を形成することができず、塗布媒体Pへの塗布状態が不均一になる。
表3に、本実施形態の固着液除去動作における、放置時間と塗布ローラ1001の駆動条件(塗布ローラの回転速度および回転量)の一例を示す。
塗布ローラ1001に対する塗布液の均一な塗布を実現する上で、上記のような固着液除去動作を行うことに加え、塗布ローラ1001に固着する液量を減少させることも有効である。このため、本実施形態では、塗布ローラ1001と当節部材2009との当接部に残存する塗布液の量を低減するために、塗布動作終了後に、塗布ローラ1001の表面上に残存する塗布液の量を低減する動作(以下、残存液低減動作)も実行している。
上記のようにして、塗布媒体への塗布動作が実行されると、次に塗布工程を終了して良いか否かの判断を行い(ステップS6)、塗布工程を終了しない場合は、ステップS5に戻り、塗布媒体の塗布が必要な部分全体に塗布工程を終了するまで塗布動作を繰り返す。塗布工程を終了すると、塗布ローラ1001を停止させ(ステップS7)、さらに、ポンプ3007の駆動を停止させる(ステップS8)。この後、ステップS2へ移行し、塗布開始指令が入力されていれば、前述のステップS2〜S8の動作を繰り返す。一方、塗布開始指令が入力されていなければ、塗布空間Sおよび液体流路内の塗布液を回収する回収動作などの後処理を行い(ステップ9)、塗布にかかる処理を終了する。
上記第1の実施形態では、液体流路3000における第2流路に液体検知センサY001を搭載した場合を示したが、本発明は、液体検知センサY001を搭載しない液体塗布装置においても適用可能である。つまり図1に示した構成において、液体検知センサY001を削除し、チューブ3103とチューブ3013aとを連結ないしは一体的に形成したものにおいても、本発明の適用が可能である。
すなわち、この充填工程では、まず、各遮断弁の開閉状態を「循環」の組み合わせにする(S200a)。これにより、液体塗布空間Sとバッファタンク3002とが第1流路および第2流路を介して連通する。その後、ポンプ3007を所定量駆動する(S201)。これにより、第1流路、液体塗布空間Sおよび第2流路の順に塗布液が供給される。この工程によって、塗布ローラ1001に対し塗布液が供給された状態となり、塗布媒体への塗布が可能となる(S205)。
(1)ポンプあるいは循環経路の不良。
(2)塗布液が増粘して流動速度が遅くなっている。
3−1.全体構成
図17は、上述の液体塗布装置とほぼ同様の構成を有した塗布機構を備えたインクジェット記録装置1の概略構成を示す図である。
このインクジェット記録装置1には、複数枚の記録媒体Pを積載する給送トレイ2が設けられており、半月形状の分離ローラ3が、給送トレイに積載された記録媒体Pを1枚ずつ分離して搬送経路に給送する。搬送経路中には、上記液体塗布機構を構成する塗布ローラ1001およびカウンタローラ1002が配置されており、給送トレイ2から給送された記録媒体Pは、両ローラ1001,1002の間に送られる。塗布ローラ1001はローラ駆動モータの回転によって図17において時計周り方向に回転し、記録媒体Pを搬送しながら塗布液を記録媒体Pの記録面に塗布する。塗布液が塗布された記録媒体Pは、搬送ローラ4とピンチローラ5との間に送られ、搬送ローラ4が、図17において反時計周り方向へと回転することによって、記録媒体Pはプラテン6の上を搬送され、記録手段を構成する記録ヘッド7に対向する位置へと移動する。記録ヘッド7は所定数のインク吐出用のノズルを配設したインクジェット記録ヘッドであり、この記録ヘッド7が図の紙面と垂直方向に走査する間に、記録データに従ってノズルから記録媒体Pの記録面に対してインク滴を吐出して記録を行う。この記録動作と搬送ローラ4による所定量の搬送動作とを交互に繰り返しながら、記録媒体に画像を形成して行く。この画像形成動作とともに、記録媒体の搬送路において記録ヘッドの走査領域の後流側に設けられた、排紙ローラ8と排紙拍車9によって記録媒体Pが挟持され、排紙ローラ8の回転によって排紙トレイ10上に排紙される。
CPU5001は、図20にて後述する処理手順のプログラムに従い、塗布機構の各要素の駆動を制御する。また、CPU5001は、記録機構にかかるLFモータ5013、CRモータ5015、および記録ヘッド7の駆動を、それぞれの駆動回路5012、5014、5016を介して制御する。すなわち、LFモータ5013の駆動によって搬送ローラ4などを回転させ、また、CRモータの駆動によって記録ヘッド7を搭載したキャリッジを移動させる。さらに、記録ヘッドのノズルからインクを吐出させる制御を行う。
図20は、本実施形態のインクジェット記録装置における液体塗布およびそれに伴う記録動作の手順を示すフローチャートである。
図20において、ステップS101、S103〜S105の処理、およびステップS108〜S110の処理は、図14に示した、それぞれ、ステップS1、S3〜S5、S7〜S9の処理と同様である。
また、銀塩写真方式の記録装置において、媒体の白色度を向上させる蛍光白色材を含有する液体を塗布してもよく、また銀塩写真方式の記録装置において記録前に、感光剤を塗布してもよい。
1001 塗布ローラ
1004 ローラ駆動モータ
1006 塗布媒体送給機構
2001 液体保持部材
2002 空間形成部材
2004 液体供給口
2005 液体回収口
2009 当接部材
3000 液体流路
3001 交換タンク
3001a 大気連通パイプ
3002 バッファタンク
3004 大気連通口
3005 第一連結口
3006 第二連結口
3007 ポンプ
3008 連通口
3101 供給流路
3105 回収流路
3101、3102、3103、3103a、3104、3105、3106、3107、3108、3109 チューブ
3201 第1遮断弁
3202 第2遮断弁
3203 第3遮断弁
3204 第4遮断弁
3205 第5遮断弁
4000 制御部
4001 CPU
4002 ROM
4003 RAM
4007 駆動回路
4008 駆動回路
4009 ポンプ駆動モータ
P 塗布媒体
S 液体保持空間
Claims (11)
- 塗布ローラおよび液体保持部を備え、液体を前記塗布ローラの回転により媒体に塗布するように構成された塗布機構と、
前記塗布ローラを駆動するモータを備えた駆動手段と、
前記液体保持部に前記液体を供給するように構成されたポンプを備えた液体供給手段と、
前記モータの駆動負荷を検出する検出手段と、
前記液体供給手段により前記液体保持部に対して前記液体が供給された後、前記モータが駆動されている間に前記検出手段により前記駆動負荷が検出され、検出された駆動負荷が閾値を超える場合には、前記液体供給手段による前記液体の再供給動作が行われるように、前記モータと前記ポンプとを制御するように構成された制御部と、
を備えたことを特徴とする液体塗布装置。 - 前記検出手段は、前記モータの駆動電流の値に基づき前記駆動負荷を検出することを特徴とする請求項1に記載の液体塗布装置。
- 前記検出手段は、前記モータに対して行われるPWM制御におけるデューティ比に基づき前記駆動負荷を検出することを特徴とする請求項1または2に記載の液体塗布装置。
- 前記液体供給手段の再供給動作は、当該再供給動作の前に行われた液体供給動作における液体の供給の速度と異なる速度で液体を供給するように行われることを特徴とする請求項1ないし3のいずれかに記載の液体塗布装置。
- 前記液体供給手段は、前記再供給動作の前に行われた液体供給動作より高速で液体の再
供給動作を行うことを特徴とする請求項4に記載の液体塗布装置。 - 前記液体供給手段は、前記液体供給動作の前に行われた液体供給動作より低速で液体の再供給動作を行うことを特徴とする請求項4に記載の液体塗布装置。
- 前記再供給動作の後に前記検出手段によって検出された駆動負荷が前記閾値を超える場合には、前記制御部は、少なくとも前記駆動手段の駆動を停止させることを特徴とする請求項1ないし6のいずれかに記載の液体塗布装置。
- 前記液体供給手段は、液体タンクと、前記液体保持部および前記液体タンクを互いに連通させる液体流路と、
前記液体流路内に設けられた前記液体保持部より下流側における液体検知手段と、を有し、
前記制御部は、さらに、前記液体供給手段が前記液体保持部に前記液体を供給した後に前記液体が存在することが前記液体検知手段によって判断された場合に、前記検出手段が前記検出動作をスキップし、前記液体供給手段が前記再供給動作をスキップするように制御するように構成されていることを特徴とする請求項1ないし7のいずれかに記載の液体塗布装置。 - 前記液体供給手段の駆動負荷を検出する負荷検出手段をさらに備えることを特徴とする請求項1ないし8のいずれかに記載の液体塗布装置。
- 塗布ローラおよび液体保持部を備え、液体を前記塗布ローラの回転により媒体に塗布するように構成された塗布機構と、前記塗布ローラを駆動するモータを備えた駆動手段と、前記液体保持部に前記液体を供給するように構成されたポンプを備えた液体供給手段と、
を備えた液体供給装置の制御方法であって、
前記液体供給手段により前記液体保持部に対して前記液体が供給された後、前記モータが駆動されている間に前記モータの駆動負荷を検出し、検出された駆動負荷が閾値以上である場合には、前記液体供給手段による前記液体の再供給動作が行われるように、前記モータと前記ポンプとを制御する制御工程を備えたことを特徴とする液体塗布装置の制御方法。 - そこに供給された前記液体を用いて記録ヘッドから媒体にインクを吐出して前記媒体に画像を記録する記録部をさらに備えることを特徴とする請求項1ないし9のいずれかに記載の液体塗布装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008013068A JP5441341B2 (ja) | 2008-01-23 | 2008-01-23 | 液体塗布装置、および液体塗布装置の制御方法 |
| US12/357,838 US8220411B2 (en) | 2008-01-23 | 2009-01-22 | Liquid applying apparatus, method of controlling the same, and ink jet printing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008013068A JP5441341B2 (ja) | 2008-01-23 | 2008-01-23 | 液体塗布装置、および液体塗布装置の制御方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009172506A JP2009172506A (ja) | 2009-08-06 |
| JP2009172506A5 JP2009172506A5 (ja) | 2011-01-20 |
| JP5441341B2 true JP5441341B2 (ja) | 2014-03-12 |
Family
ID=40875428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008013068A Expired - Fee Related JP5441341B2 (ja) | 2008-01-23 | 2008-01-23 | 液体塗布装置、および液体塗布装置の制御方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8220411B2 (ja) |
| JP (1) | JP5441341B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5063385B2 (ja) * | 2008-01-23 | 2012-10-31 | キヤノン株式会社 | 液体塗布装置およびインクジェット記録装置 |
| JP2011050823A (ja) * | 2009-08-31 | 2011-03-17 | Fujifilm Corp | 液付与装置及び画像形成装置 |
| JP5381651B2 (ja) | 2009-11-27 | 2014-01-08 | ブラザー工業株式会社 | 液体吐出装置 |
| JP5730825B2 (ja) | 2012-07-13 | 2015-06-10 | 富士フイルム株式会社 | 塗布装置およびインクジェット記録装置 |
| JP6327882B2 (ja) | 2014-02-25 | 2018-05-23 | キヤノン株式会社 | 記録装置 |
| JP6116525B2 (ja) | 2014-06-10 | 2017-04-19 | キヤノン株式会社 | キャリッジ装置 |
| JP2023020127A (ja) | 2021-07-30 | 2023-02-09 | キヤノン株式会社 | ハンドヘルド型の記録装置 |
| JP2023020124A (ja) | 2021-07-30 | 2023-02-09 | キヤノン株式会社 | ハンドヘルド型の記録装置 |
| JP2023020119A (ja) | 2021-07-30 | 2023-02-09 | キヤノン株式会社 | ハンドヘルド型の記録装置 |
| CN113843098B (zh) * | 2021-10-11 | 2023-01-10 | 杭州富丽来装饰材料有限公司 | 一种用于安全可靠性高的阻燃板的加工设备及加工工艺 |
| CN216323035U (zh) * | 2021-11-02 | 2022-04-19 | 江苏时代新能源科技有限公司 | 一种涂布装置及涂布系统 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3141182B2 (ja) | 1992-12-15 | 2001-03-05 | 株式会社望月機工製作所 | ロールコータ |
| JPH0715128A (ja) * | 1993-06-28 | 1995-01-17 | Matsushita Electric Ind Co Ltd | 電子部品実装設備 |
| JPH0872227A (ja) | 1994-09-02 | 1996-03-19 | Canon Inc | 画像形成装置 |
| US6183079B1 (en) | 1998-06-11 | 2001-02-06 | Lexmark International, Inc. | Coating apparatus for use in an ink jet printer |
| JP2001070858A (ja) | 1999-07-07 | 2001-03-21 | Canon Inc | 塗料の塗工装置および塗工方法 |
| JP4263895B2 (ja) * | 2001-12-20 | 2009-05-13 | ジョンソンディバーシー株式会社 | 液切れセンサおよびそれを用いた液体供給装置 |
| JP4234339B2 (ja) * | 2001-12-25 | 2009-03-04 | パナソニック株式会社 | 液体塗布装置 |
| JP4008871B2 (ja) * | 2003-09-19 | 2007-11-14 | シャープ株式会社 | 円筒状基体に対する塗工液の塗布方法および塗布装置ならびに電子写真感光体の製造方法 |
| JP4498148B2 (ja) * | 2004-02-12 | 2010-07-07 | キヤノン株式会社 | 液体塗布装置、記録装置 |
| US7604344B2 (en) * | 2005-02-09 | 2009-10-20 | Canon Kabushiki Kaisha | Liquid application device and inkjet recording apparatus |
| JP2006338100A (ja) | 2005-05-31 | 2006-12-14 | Itochu Techno-Science Corp | 電子化コンテンツ運用装置およびコンピュータプログラム |
| JP4533274B2 (ja) * | 2005-08-11 | 2010-09-01 | キヤノン株式会社 | 液体塗布装置およびインクジェット記録装置 |
| JP4480166B2 (ja) * | 2005-08-11 | 2010-06-16 | キヤノン株式会社 | 液体塗布装置およびインクジェット記録装置 |
| JP4669347B2 (ja) * | 2005-08-15 | 2011-04-13 | キヤノン株式会社 | 液体塗布装置およびインクジェット記録装置 |
| JP4845499B2 (ja) * | 2005-12-07 | 2011-12-28 | キヤノン株式会社 | インクジェット記録装置および記録装置 |
| US20080011225A1 (en) * | 2006-07-11 | 2008-01-17 | Mcclure Donald J | Apparatus and methods for continuously depositing a pattern of material onto a substrate |
| JP5063385B2 (ja) * | 2008-01-23 | 2012-10-31 | キヤノン株式会社 | 液体塗布装置およびインクジェット記録装置 |
| JP5063384B2 (ja) * | 2008-01-23 | 2012-10-31 | キヤノン株式会社 | 液体塗布装置および記録装置 |
| US20100154706A1 (en) * | 2008-12-19 | 2010-06-24 | Canon Kabushiki Kaisha | Liquid applying apparatus |
-
2008
- 2008-01-23 JP JP2008013068A patent/JP5441341B2/ja not_active Expired - Fee Related
-
2009
- 2009-01-22 US US12/357,838 patent/US8220411B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009172506A (ja) | 2009-08-06 |
| US8220411B2 (en) | 2012-07-17 |
| US20090183678A1 (en) | 2009-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5441341B2 (ja) | 液体塗布装置、および液体塗布装置の制御方法 | |
| JP5063384B2 (ja) | 液体塗布装置および記録装置 | |
| JP4533274B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP4915529B2 (ja) | 液体塗布装置 | |
| JP4498148B2 (ja) | 液体塗布装置、記録装置 | |
| JP5414356B2 (ja) | インクジェット記録装置、液体塗布機構及びその液体塗布機構の制御方法 | |
| JP5116471B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP4617383B2 (ja) | インクジェット記録装置 | |
| JP4355586B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| US7650850B2 (en) | Liquid applying apparatus and ink jet printing apparatus | |
| JP2007044650A (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP6036543B2 (ja) | インクジェット記録装置 | |
| JP5371226B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP2010143014A (ja) | 記録装置および記録方法 | |
| JP4677246B2 (ja) | インクジェット記録装置 | |
| JP2010274255A (ja) | 液体貯留容器、塗布液体供給システムおよびインクジェット記録装置 | |
| JP4642360B2 (ja) | 液体塗布装置、記録装置 | |
| JP4748768B2 (ja) | インクジェット記録装置 | |
| JP4906460B2 (ja) | 液体塗布装置 | |
| JP2008149231A (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP2016159463A (ja) | インクジェット記録装置及びインクカートリッジ | |
| JP4533120B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP2015020391A (ja) | インクジェットプリンタ用処理剤液塗布装置 | |
| JP4508978B2 (ja) | 液体塗布装置およびインクジェット記録装置 | |
| JP4355662B2 (ja) | インクジェット記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101129 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131217 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5441341 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |