JP5438422B2 - 脆性材料基板の加工方法並びに加工装置 - Google Patents
脆性材料基板の加工方法並びに加工装置 Download PDFInfo
- Publication number
- JP5438422B2 JP5438422B2 JP2009179852A JP2009179852A JP5438422B2 JP 5438422 B2 JP5438422 B2 JP 5438422B2 JP 2009179852 A JP2009179852 A JP 2009179852A JP 2009179852 A JP2009179852 A JP 2009179852A JP 5438422 B2 JP5438422 B2 JP 5438422B2
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- brittle material
- angle
- blade
- cutter wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/07—Cutting armoured, multi-layered, coated or laminated, glass products
- C03B33/074—Glass products comprising an outer layer or surface coating of non-glass material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/22—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising
- B28D1/225—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising for scoring or breaking, e.g. tiles
- B28D1/226—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by cutting, e.g. incising for scoring or breaking, e.g. tiles with plural scoring tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0005—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing
- B28D5/0011—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by breaking, e.g. dicing with preliminary treatment, e.g. weakening by scoring
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/105—Details of cutting or scoring means, e.g. tips
- C03B33/107—Wheel design, e.g. materials, construction, shape
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Laser Beam Processing (AREA)
Description
続いて、図13に示すように、ガラス基板Wを反転させ、先にスクライブした切溝31の真裏側となるガラス板20の位置に、刃先稜線角の大きなガラス用のカッターホイール32を転動させて、スクライブ溝33を加工する。刃先稜線角の大きなカッターホイール32でスクライブするのは、稜線角が小さい刃先ではスクライブ溝が形成できず、荷重が少しでもかかりすぎるといきなり割れてしまうからである。
このようにして、樹脂層を固定刃で片側面から切り出し、基板を反転させ、ガラスをカッターホイールで他方の片面からスクライブするようにして、分断加工を行うようにしていた。
一般に、ガラス等の脆性材料のスクライブ用のカッターホイールは、ガラスを圧接しながら転動することによりスクライブ溝を形成する構造のため、刃先稜線角αを大きくしてある。もし刃先稜線角αが小さいカッターホイールにすると、荷重が小さいときはスクライブ溝が形成できず、荷重が大きくなるとスクライブ溝が形成されることなく、いきなり割れてしまうことになる。
一方、刃先稜線角αが大きい脆性材料スクライブ用カッターホイールを、樹脂層に形成された切溝の上から転動させると、刃先面の一部が樹脂層に接触し、カッターホイールに接した樹脂層の部分が不規則に引き裂かれてしまうことになる。
そのため、2段角度の傾斜面を備えたカッターホイールにして、カッターホイールの樹脂層に嵌り込む部分の厚みを薄くするようにし、刃先稜線角αが大きい刃先面(第1傾斜面)で脆性材料基板をスクライブするときに、第2の傾斜面が樹脂層に当たらないようにすることで、樹脂層の切溝の周縁部分が破壊されたり、引き裂かれたりすることを未然に防止する。
本発明は、樹脂層に形成する切溝の幅が、例えば、200μm以下、特に100μm以下(通常は20μm以上)の範囲にある場合に特に有効である。
これにより、スクライブ部分に塵芥物やバリが発生した場合に、塵芥物を吸引除去するとともに、バリを平坦に押しならして高品質の製品を加工することができる。またこれらの作業が1回の動作で達成できるので、加工の効率化を図ることができる。
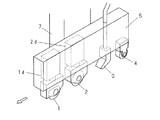
前記した刃先2aの稜線角αは80度〜160度、通常は90度〜145度、特に90度〜130度程度が好ましく、第2の傾斜面に沿った仮想直線の交差する角度βは10度〜70度、通常は15度〜55度、例えば25度〜40度、特に30度程度とするのが好ましい。また、カッターホイール2は、固定刃1と同様に、上下調節機構2d(図2参照)により上下位置が微調整できるようになっている。
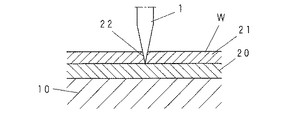
図8〜図11は、樹脂層が形成されたガラス基板を分断加工する際の手順を示す図である。本発明によってスクライブされるガラス基板Wは、ガラス板20の一方の面に薄い樹脂層21が形成されたタッチパネル等の基板である。このガラス基板Wを、図8に示すように樹脂層21が上側になるようにテーブル10上へ載置し、固定する。このあと取付ベース5を降下させて固定刃1、カッターホイール2をスクライブ位置に位置合わせした状態で、取付ベース5の固定刃1が先導となるようにガラス基板Wに押しつけて移動させる。
さらに、以上の説明では、樹脂層が形成されたガラス基板を分断加工する際の手順を例にとって説明したが、本発明は、樹脂層が形成されたガラス基板以外の樹脂層が形成された脆性材料基板(例えば、セラミックス基板、半導体材料基板)にも適宜適用することができる。
2 カッターホイール
2a カッターホイールのガラススクライブ用刃先
2b 第1の傾斜面
2c 第2の傾斜面
3 吸引装置
4 押さえローラ
5 取付ベース
6 レーザ光照射光学系
20 ガラス基板のガラス板
21 ガラス基板の樹脂層
22 切溝
23 スクライブ溝
W ガラス基板
α カッターホイールの刃先稜線角
β カッターホイールの第2の傾斜面の角度
Σ 固定刃の刃先稜線角
Claims (9)
- 脆性材料板の一方の面に樹脂層が形成された脆性材料基板の加工方法であって、
樹脂層上面から樹脂分離手段により樹脂層に切溝を加工し、
刃先先端部分に稜線角αを有する脆性材料スクライブ用刃先を備え、該脆性材料スクライブ用刃先の左右に形成される第1の傾斜面から連続する第2の傾斜面を備え、前記刃先先端から前記第1の傾斜面までの深さは前記樹脂層の厚さよりも小さく形成され、前記左右の第2の傾斜面に沿った仮想直線の交差する角度βが前記先端部分の稜線角αより小さくした2段角度の傾斜面を備えた構造のカッターホイールを使用し、このカッターホイールを前記樹脂層上面から前記切溝に沿って押しつけながら転動させることによって脆性材料板にスクライブ溝を形成する脆性材料基板の加工方法。 - 前記樹脂分離手段は、固定刃をスライドさせることにより前記切溝を樹脂層に形成する請求項1に記載の脆性材料基板の加工方法。
- 前記樹脂分離手段は、レーザ光を照射することにより前記切溝を樹脂層に形成する請求項1に記載の脆性材料基板の加工方法。
- 前記切溝を加工するための固定刃もしくはレーザ光照射光学系と、脆性材料板にスクライブ溝を加工するためのカッターホイールとが同一直線上に配置され、樹脂層への切溝の形成、脆性材料板へのスクライブ溝の形成を、1回の動作で連続的に加工するようにした請求項2または請求項3のいずれかに記載の脆性材料基板の加工方法。
- 前記カッターホイールに後続して、塵芥物を吸引する吸引装置と、表面を平坦化する押さえローラとが同一直線上に配置され、樹脂層への切溝の形成、脆性材料板へのスクライブ溝の形成、塵芥物の吸引、表面平坦化の各動作を、1回の動作で順次連続的に行うようにした請求項4に記載の脆性材料基板の加工方法。
- 前記カッターホイールの刃先先端部分の稜線角αが80度〜160度であり、第2の傾斜面に沿った仮想直線の交差する角度βが10度〜70度である請求項1〜請求項5のいずれかに記載の脆性材料基板の加工方法。
- 一方の面に樹脂層が形成された脆性材料基板の加工装置であって、
前記樹脂層上面の側に配置され、前記樹脂層に切溝を加工するための固定刃もしくはレーザ光照射光学系と、
前記固定刃もしくはレーザ光照射光学系と同一直線上に配置され、かつ、樹脂層上面の側から切溝に沿って転動させることにより脆性材料板にスクライブ溝を形成するカッターホイールとを備え、
前記カッターホイールは、刃先先端部分に稜線角αを有する脆性材料スクライブ用刃先を備え、前記脆性材料スクライブ用刃先の左右に形成される第1の傾斜面から連続して第2の傾斜面が設けられ、前記刃先先端から前記第1の傾斜面までの深さは前記樹脂層の厚さよりも小さく形成され、前記左右の第2の傾斜面に沿った仮想直線の交差する角度βが前記先端部分の稜線角αより小さく形成されており、これにより刃の左右両面が2段角度の傾斜面で形成されていることを特徴とする脆性材料基板の加工装置。 - 前記切溝およびスクライブ溝の加工によって生じる塵芥物を吸引する吸引装置、前記スクライブ溝の表面を平坦化する押さえローラを備え、固定刃もしくはレーザ光照射光学系を先頭にして順次カッターホイール、吸引装置、押さえローラが同一直線上に配置されている請求項7に記載の脆性材料基板の加工装置。
- 前記カッターホイールの刃先先端部分の稜線角αが80度〜160度であり、第2の傾斜面に沿った仮想直線の交差する角度βが10度〜70度である請求項7または請求項8に記載の脆性材料基板の加工装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009179852A JP5438422B2 (ja) | 2009-07-31 | 2009-07-31 | 脆性材料基板の加工方法並びに加工装置 |
| KR20100044317A KR101200788B1 (ko) | 2009-07-31 | 2010-05-12 | 취성 재료 기판의 가공 방법 그리고 가공 장치 |
| TW99116978A TWI432387B (zh) | 2009-07-31 | 2010-05-27 | Processing method and processing device for brittle material substrate |
| CN 201010202851 CN101987775B (zh) | 2009-07-31 | 2010-06-11 | 脆性材料基板的加工方法及加工装置 |
| EP10165986.0A EP2279983A3 (en) | 2009-07-31 | 2010-06-15 | Method and Apparatus for Processing Brittle Material Substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009179852A JP5438422B2 (ja) | 2009-07-31 | 2009-07-31 | 脆性材料基板の加工方法並びに加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011031483A JP2011031483A (ja) | 2011-02-17 |
| JP5438422B2 true JP5438422B2 (ja) | 2014-03-12 |
Family
ID=42938248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009179852A Expired - Fee Related JP5438422B2 (ja) | 2009-07-31 | 2009-07-31 | 脆性材料基板の加工方法並びに加工装置 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2279983A3 (ja) |
| JP (1) | JP5438422B2 (ja) |
| KR (1) | KR101200788B1 (ja) |
| CN (1) | CN101987775B (ja) |
| TW (1) | TWI432387B (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011218607A (ja) * | 2010-04-06 | 2011-11-04 | Sharp Corp | 基板分割装置および基板分割方法 |
| JP5244202B2 (ja) * | 2011-01-27 | 2013-07-24 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のスクライブ方法 |
| US9446566B2 (en) | 2011-05-13 | 2016-09-20 | Nippon Electric Glass Co., Ltd. | Laminate, method for cutting laminate, method for processing laminate, and device and method for cutting brittle plate-like object |
| JP5271394B2 (ja) * | 2011-07-20 | 2013-08-21 | 三星ダイヤモンド工業株式会社 | レーザスクライブ装置 |
| KR101144264B1 (ko) | 2011-10-07 | 2012-05-11 | 전선화 | 디스플레이용 강화유리창 제조방법 및 이에 의해 제조된 강화유리창 |
| TWI458108B (zh) * | 2011-12-07 | 2014-10-21 | Ind Tech Res Inst | 渠道刻劃裝置以及渠道刻劃方法 |
| JP6043150B2 (ja) * | 2012-10-29 | 2016-12-14 | 三星ダイヤモンド工業株式会社 | 積層脆性材料基板のブレイク装置および積層脆性材料基板のブレイク方法 |
| ES2478115B1 (es) * | 2012-12-18 | 2015-04-28 | Bellota Herramientas, S.A. | Cuchilla para herramienta de corte de una máquina cortadora de cerámica |
| CN103085106B (zh) * | 2013-02-01 | 2015-09-30 | 四川虹视显示技术有限公司 | Oled基板切割系统 |
| JP6357746B2 (ja) * | 2013-09-24 | 2018-07-18 | 三星ダイヤモンド工業株式会社 | スクライビングホイール、ホルダユニット、スクライブ装置、スクライビングホイールの製造方法及びスクライブ方法 |
| JP6268917B2 (ja) * | 2013-10-25 | 2018-01-31 | 三星ダイヤモンド工業株式会社 | ブレイク装置 |
| CN103739191A (zh) * | 2013-11-13 | 2014-04-23 | 上海和辉光电有限公司 | 切割吸尘装置及切割方法 |
| CN104766904B (zh) * | 2014-01-06 | 2017-01-11 | 大族激光科技产业集团股份有限公司 | Cigs薄膜太阳能电池刻划设备 |
| JP6332618B2 (ja) * | 2014-04-24 | 2018-05-30 | 三星ダイヤモンド工業株式会社 | スクライブ用カッターホイール並びにスクライブ装置 |
| JP6287547B2 (ja) * | 2014-04-28 | 2018-03-07 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の反転装置 |
| JP6299405B2 (ja) * | 2014-05-13 | 2018-03-28 | 旭硝子株式会社 | 複合体の製造方法および積層体の製造方法 |
| EP3034478B1 (en) * | 2014-12-18 | 2022-11-16 | Macotec S.R.L. | Apparatus for treating the surface of sheet elements, such as glass sheets |
| KR102446856B1 (ko) * | 2016-06-29 | 2022-09-23 | 삼성디스플레이 주식회사 | 커버 윈도우 및 그 제조 방법 |
| CN107363877B (zh) * | 2017-07-25 | 2019-02-12 | 武汉华星光电半导体显示技术有限公司 | 一种切割装置及切割方法 |
| JP6949371B2 (ja) * | 2017-12-15 | 2021-10-13 | 三星ダイヤモンド工業株式会社 | 基板分断装置 |
| CN108059335B (zh) * | 2018-01-04 | 2021-01-26 | 京东方科技集团股份有限公司 | 切割方法 |
| DE102018010277B4 (de) | 2018-03-29 | 2022-01-13 | Hegla Boraident Gmbh & Co. Kg | Entschichtungsverfahren und Verwendung einer Entschichtungseinrichtung zum Entschichten von Glastafeln, vorzugsweise Verbundglastafeln |
| DE102018107697B4 (de) | 2018-03-29 | 2020-12-10 | Hegla Boraident Gmbh & Co. Kg | Entschichtungseinrichtungen und -verfahren zum Entschichten von Glastafeln, vorzugsweise Verbundglastafeln |
| CN108588636B (zh) * | 2018-04-26 | 2019-10-01 | 山东大学 | 一种提高脆性材料机械加工表面完整性的方法 |
| CN109333831A (zh) * | 2018-12-13 | 2019-02-15 | 佛山市爱陶机电设备有限公司 | 一种瓷砖切割工艺及瓷砖切割设备 |
| CN109808080A (zh) * | 2019-03-26 | 2019-05-28 | 云浮市科特机械有限公司 | 一种双刀切割工艺 |
| CN111844478B (zh) * | 2020-06-29 | 2022-03-18 | 深圳市鸿昇自动化设备有限公司 | 一种手机屏幕切割加工设备及手机屏幕切割加工方法 |
| CN112757506B (zh) * | 2020-12-31 | 2022-07-05 | 青岛建设集团股份有限公司 | 带有扶正限位的坡面与墙体交接处开槽器 |
| CN113696248B (zh) * | 2021-10-29 | 2022-01-07 | 四川英创力电子科技股份有限公司 | 一种高精密在ptfe高频电路板上成型深槽的设备及方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62158129A (ja) * | 1985-12-27 | 1987-07-14 | Kyocera Corp | ガラス切断用ホイ−ルカツタ |
| JPH01256956A (ja) * | 1988-04-08 | 1989-10-13 | Shinkiyokutou Sangyo Kk | 生理吸収具の表面材の製造方法 |
| JPH11105141A (ja) * | 1997-08-04 | 1999-04-20 | Kyodo Giken Kagaku Kk | 多孔性フィルム及びその製造方法 |
| JP3759317B2 (ja) * | 1998-08-04 | 2006-03-22 | トーヨー産業株式会社 | ガラス切断専用のカッターホイール |
| JP2001058317A (ja) * | 1999-08-20 | 2001-03-06 | Berudekkusu:Kk | スクライブ方法および装置 |
| JP4433555B2 (ja) * | 2000-03-23 | 2010-03-17 | 坂東機工株式会社 | ガラス板の加工方法及びその装置 |
| JP2001347416A (ja) * | 2000-06-06 | 2001-12-18 | Matsushita Electric Ind Co Ltd | 切断装置及び切断方法 |
| JP2002060234A (ja) * | 2000-08-16 | 2002-02-26 | Nippon Electric Glass Co Ltd | 透明板状物の切断方法及び装置 |
| JPWO2003040049A1 (ja) * | 2001-11-08 | 2005-03-03 | シャープ株式会社 | ガラス基板の分断方法、ガラス基板の分断装置、液晶パネル、及び液晶パネル製造装置 |
| CN101042487A (zh) * | 2001-11-08 | 2007-09-26 | 夏普株式会社 | 液晶板 |
| KR100568091B1 (ko) * | 2003-03-17 | 2006-04-07 | 신한다이아몬드공업 주식회사 | 원추형 피시디 스크라이버 커터와 그의 커팅홈 성형장치 |
| KR100923680B1 (ko) * | 2003-04-29 | 2009-10-28 | 엘지디스플레이 주식회사 | 액정 표시패널의 절단장치 |
| WO2005072926A1 (ja) * | 2004-02-02 | 2005-08-11 | Mitsuboshi Diamond Industrial Co., Ltd. | カッターホイールおよびこれを用いた脆性材料基板のスクライブ方法および分断方法、ならびにカッターホイールの製造方法 |
| CN1321082C (zh) * | 2004-10-28 | 2007-06-13 | 中国洛阳浮法玻璃集团有限责任公司 | 超薄玻璃的在线无油痕切割润滑剂 |
| KR100596130B1 (ko) | 2006-02-06 | 2006-07-03 | 주식회사 탑 엔지니어링 | 평판 디스플레이용 기판 절단장치 |
| JP4219945B2 (ja) * | 2006-08-10 | 2009-02-04 | トーヨー産業株式会社 | ガラス切断用カッターホイル |
| JP2008094635A (ja) * | 2006-10-06 | 2008-04-24 | Citizen Seimitsu Co Ltd | カッターホルダーユニット、およびそのカッターホルダーユニットを備えたスクライブ装置。 |
| CN102672741B (zh) * | 2008-01-15 | 2015-06-03 | 三星钻石工业股份有限公司 | 切刀 |
-
2009
- 2009-07-31 JP JP2009179852A patent/JP5438422B2/ja not_active Expired - Fee Related
-
2010
- 2010-05-12 KR KR20100044317A patent/KR101200788B1/ko active IP Right Grant
- 2010-05-27 TW TW99116978A patent/TWI432387B/zh not_active IP Right Cessation
- 2010-06-11 CN CN 201010202851 patent/CN101987775B/zh not_active Expired - Fee Related
- 2010-06-15 EP EP10165986.0A patent/EP2279983A3/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| KR101200788B1 (ko) | 2012-11-13 |
| KR20110013203A (ko) | 2011-02-09 |
| JP2011031483A (ja) | 2011-02-17 |
| CN101987775B (zh) | 2013-01-09 |
| TWI432387B (zh) | 2014-04-01 |
| TW201103874A (en) | 2011-02-01 |
| EP2279983A2 (en) | 2011-02-02 |
| CN101987775A (zh) | 2011-03-23 |
| EP2279983A3 (en) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5438422B2 (ja) | 脆性材料基板の加工方法並びに加工装置 | |
| JP5078354B2 (ja) | カッターホイールの製造方法 | |
| US20080311817A1 (en) | Display device having pair of glass substrates and method for cutting it | |
| KR101140164B1 (ko) | 취성재료 기판의 스크라이브 라인 형성방법 및 스크라이브라인 형성장치 | |
| JP5210356B2 (ja) | 脆性材料基板のスクライブ方法 | |
| JP5331078B2 (ja) | 脆性材料基板のスクライブ方法 | |
| JP2009132614A (ja) | 脆性材料基板のスクライブ方法及びその装置 | |
| JP5478957B2 (ja) | 脆性材料基板の割断方法 | |
| JP2010150068A (ja) | 脆性材料基板の割断方法 | |
| JP6673452B2 (ja) | ブレイク装置 | |
| JP5779074B2 (ja) | 強化ガラス基板のスクライブ方法 | |
| TW201323363A (zh) | 強化玻璃基板之刻劃方法及刻劃裝置 | |
| JP2003292332A (ja) | スクライブ方法及びスクライブ装置 | |
| JP2012000792A (ja) | 脆性材料基板のスクライブ方法 | |
| JP5309107B2 (ja) | 脆性材料基板の分断装置 | |
| JP6507600B2 (ja) | 脆性材料基板の分断方法及び加工装置 | |
| JP2014031293A (ja) | 脆性材料基板のスクライブ方法 | |
| TWI482693B (zh) | The cutting method of the laminated body and the cutter used in the method | |
| WO2004009311A1 (ja) | 脆性材料のスクライブ方法及びスクライブヘッド並びにこのスクライブヘッドを備えたスクライブ装置 | |
| JP2014031292A (ja) | 強化ガラス基板のスクライブ方法 | |
| JP5330907B2 (ja) | 脆性材料基板の分断方法 | |
| KR20160003583A (ko) | 강화 유리 기판의 스크라이브 방법 및 스크라이브 장치 | |
| TWI254702B (en) | Cutter wheel for nonmetal material, and method and device for scribing using the cutter wheel | |
| KR101819608B1 (ko) | 유리 접합체 커팅 방법 및 커팅 장치 | |
| KR20130110054A (ko) | 강화 유리 기판의 스크라이브 방법 및 스크라이브 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130425 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5438422 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |