JP5350593B2 - パネルの製造方法 - Google Patents
パネルの製造方法Info
- Publication number
- JP5350593B2 JP5350593B2 JP2007005524A JP2007005524A JP5350593B2 JP 5350593 B2 JP5350593 B2 JP 5350593B2 JP 2007005524 A JP2007005524 A JP 2007005524A JP 2007005524 A JP2007005524 A JP 2007005524A JP 5350593 B2 JP5350593 B2 JP 5350593B2
- Authority
- JP
- Japan
- Prior art keywords
- thin plate
- outer thin
- panel
- space
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 239000000853 adhesive Substances 0.000 claims abstract description 36
- 230000001070 adhesive effect Effects 0.000 claims abstract description 36
- 239000006261 foam material Substances 0.000 claims abstract description 16
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 13
- 238000010438 heat treatment Methods 0.000 claims description 24
- 239000000463 material Substances 0.000 claims description 24
- 230000002093 peripheral effect Effects 0.000 claims description 24
- 239000011248 coating agent Substances 0.000 claims description 13
- 238000000576 coating method Methods 0.000 claims description 13
- 238000005187 foaming Methods 0.000 claims description 10
- 239000000945 filler Substances 0.000 claims description 8
- 239000003973 paint Substances 0.000 claims description 4
- 238000003754 machining Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 claims description 3
- 239000011358 absorbing material Substances 0.000 abstract description 7
- 239000013585 weight reducing agent Substances 0.000 abstract description 3
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 239000006260 foam Substances 0.000 description 7
- 239000002184 metal Substances 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F9/00—Component parts of dredgers or soil-shifting machines, not restricted to one of the kinds covered by groups E02F3/00 - E02F7/00
- E02F9/08—Superstructures; Supports for superstructures
- E02F9/0858—Arrangement of component parts installed on superstructures not otherwise provided for, e.g. electric components, fenders, air-conditioning units
- E02F9/0891—Lids or bonnets or doors or details thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/10—Bonnets or lids, e.g. for trucks, tractors, busses, work vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
- B62D29/002—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material a foamable synthetic material or metal being added in situ
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1376—Foam or porous material containing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24496—Foamed or cellular component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24661—Forming, or cooperating to form cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/24996—With internal element bridging layers, nonplanar interface between layers, or intermediate layer of commingled adjacent foam layers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Civil Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Architecture (AREA)
- General Engineering & Computer Science (AREA)
- Component Parts Of Construction Machinery (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Laminated Bodies (AREA)
- Body Structure For Vehicles (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Panels For Use In Building Construction (AREA)
Description
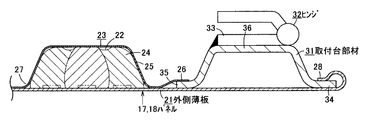
21 外側薄板
22 空間
23 内側薄板
24 発泡材
24a 未発泡材
28a〜28f 周縁部
38 接着剤
41 内側穴
42 外側穴
Claims (3)
- 外側薄板と、上記外側薄板の内側面に接着されるとともに上記外側薄板との間に空間を形成する内側薄板と、上記空間に充填された発泡材とを具備したパネルを製造するパネルの製造方法において、
上記空間と対応する場所に発泡性充填材の未発泡材を設置し、
上記外側薄板と上記内側薄板との間に熱硬化性の接着剤を供給し、
焼付塗装用加熱設備により上記接着剤を加熱して硬化させて上記未発泡材に対応する空間を形成した上記内側薄板を上記外側薄板に固定し、
その後上記焼付塗装用加熱設備により上記未発泡材を発泡させて上記空間に上記発泡材を充填させ、
上記焼付塗装用加熱設備により少なくとも上記外側薄板に予め吹付けられた塗料を焼付ける焼付塗装を終了させる
ことを特徴とするパネルの製造方法。 - 上記外側薄板の周縁部に上記接着剤を塗布する際に、部分的に上記接着剤の塗布を省略し、
上記外側薄板の全周縁部を折返して上記内側薄板の周縁部に固定する
ことを特徴とする請求項1記載のパネルの製造方法。 - 上記内側薄板に内側穴を穿設しておき、
上記内側穴内で上記外側薄板に外側穴をレーザ加工した
ことを特徴とする請求項1または2記載のパネルの製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007005524A JP5350593B2 (ja) | 2007-01-15 | 2007-01-15 | パネルの製造方法 |
| CN2007800006862A CN101360865B (zh) | 2007-01-15 | 2007-06-26 | 板及其制造方法 |
| PCT/JP2007/062742 WO2008087755A1 (ja) | 2007-01-15 | 2007-06-26 | パネルおよびその製造方法 |
| AT07767548T ATE506493T1 (de) | 2007-01-15 | 2007-06-26 | Verfahren zur herstellung einer platte |
| EP20070767548 EP2105537B1 (en) | 2007-01-15 | 2007-06-26 | Method for manufacturing a panel |
| DE200760014107 DE602007014107D1 (de) | 2007-01-15 | 2007-06-26 | Verfahren zur Herstellung einer Platte |
| US11/997,335 US8163211B2 (en) | 2007-01-15 | 2007-06-26 | Panel and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007005524A JP5350593B2 (ja) | 2007-01-15 | 2007-01-15 | パネルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008169662A JP2008169662A (ja) | 2008-07-24 |
| JP5350593B2 true JP5350593B2 (ja) | 2013-11-27 |
Family
ID=39635764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007005524A Active JP5350593B2 (ja) | 2007-01-15 | 2007-01-15 | パネルの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8163211B2 (ja) |
| EP (1) | EP2105537B1 (ja) |
| JP (1) | JP5350593B2 (ja) |
| CN (1) | CN101360865B (ja) |
| AT (1) | ATE506493T1 (ja) |
| DE (1) | DE602007014107D1 (ja) |
| WO (1) | WO2008087755A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4925138B2 (ja) * | 2008-08-21 | 2012-04-25 | キャタピラー エス エー アール エル | ドアパネル |
| JP5294317B2 (ja) * | 2009-01-07 | 2013-09-18 | キャタピラー エス エー アール エル | ヒンジおよびドア装置 |
| CN101861440B (zh) | 2008-09-02 | 2012-07-18 | 卡特彼勒Sarl公司 | 铰链和门装置 |
| CN106245705A (zh) * | 2016-08-24 | 2016-12-21 | 宁波东电电力设备制造有限公司 | 一种矿山机械用铲车侧面护板 |
| CA2990057A1 (en) | 2016-12-27 | 2018-06-27 | Stryker Corporation | Variable speed patient transer apparatus |
| US11963916B2 (en) | 2019-12-30 | 2024-04-23 | Stryker Corporation | Track assembly for patient transport apparatus |
| US11679045B2 (en) | 2019-12-30 | 2023-06-20 | Stryker Corporation | Patient transport apparatus user interface |
| US11938068B2 (en) | 2019-12-30 | 2024-03-26 | Stryker Corporation | Patient transport apparatus drive systems |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57151361A (en) * | 1981-03-16 | 1982-09-18 | Nissan Motor | Reinforcing material and reinforcing panel |
| JPS5943067A (ja) * | 1982-09-03 | 1984-03-09 | Nippon Paint Co Ltd | 飽和脂環族酸変性両性ポリエステル樹脂を含む塗料用樹脂組成物 |
| JPS61191954A (ja) * | 1985-02-20 | 1986-08-26 | Osaka Gas Co Ltd | スズ酸化物薄膜ガスセンサ素子 |
| JPS61191954U (ja) * | 1985-05-23 | 1986-11-29 | ||
| US4857698A (en) * | 1987-06-20 | 1989-08-15 | Mcdonnell Douglas Corporation | Laser perforating process and article produced therein |
| JPS6418622A (en) * | 1987-07-14 | 1989-01-23 | Kasai Kogyo Kk | Manufacture of interior trim for automobile |
| US4916284A (en) * | 1989-05-08 | 1990-04-10 | General Motors Corporation | Method of making hemmed joints utilizing laser welding |
| JP3073673B2 (ja) * | 1995-08-24 | 2000-08-07 | 株式会社ネオックスラボ | 中空構造物における発泡性材料の取付構造 |
| JP3409561B2 (ja) * | 1996-02-19 | 2003-05-26 | 東海ゴム工業株式会社 | 車両用構造体の製造方法 |
| JP3197812B2 (ja) * | 1996-02-22 | 2001-08-13 | 新キャタピラー三菱株式会社 | 建設機械におけるカバー体構造 |
| JP3457804B2 (ja) | 1996-05-15 | 2003-10-20 | 日立建機株式会社 | 建設機械のエンジンカバー |
| JP3493929B2 (ja) * | 1997-01-17 | 2004-02-03 | 三菱自動車工業株式会社 | 車体パネルの接合方法および接合構造 |
| JP4327961B2 (ja) * | 1999-10-26 | 2009-09-09 | 株式会社神戸製鋼所 | 防音性に優れた輸送機用パネル構造体の製造方法 |
| JP4476427B2 (ja) * | 2000-04-21 | 2010-06-09 | 富士重工業株式会社 | 自動車パネル部品及びその製造方法 |
| US6923499B2 (en) | 2002-08-06 | 2005-08-02 | L & L Products | Multiple material assembly for noise reduction |
| US6988757B2 (en) * | 2002-08-28 | 2006-01-24 | Dow Global Technologies Inc. | Composite panel and method of forming the same |
| CN1478651B (zh) * | 2002-08-30 | 2011-11-09 | 冷鹭浩 | 一种新型复合板及其加工工艺 |
| JP4051052B2 (ja) | 2004-07-09 | 2008-02-20 | 本田技研工業株式会社 | 車両のボンネットフード構造 |
-
2007
- 2007-01-15 JP JP2007005524A patent/JP5350593B2/ja active Active
- 2007-06-26 CN CN2007800006862A patent/CN101360865B/zh not_active Expired - Fee Related
- 2007-06-26 US US11/997,335 patent/US8163211B2/en active Active
- 2007-06-26 WO PCT/JP2007/062742 patent/WO2008087755A1/ja active Application Filing
- 2007-06-26 EP EP20070767548 patent/EP2105537B1/en not_active Not-in-force
- 2007-06-26 DE DE200760014107 patent/DE602007014107D1/de active Active
- 2007-06-26 AT AT07767548T patent/ATE506493T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE602007014107D1 (de) | 2011-06-01 |
| EP2105537A1 (en) | 2009-09-30 |
| US8163211B2 (en) | 2012-04-24 |
| CN101360865B (zh) | 2011-08-17 |
| EP2105537A4 (en) | 2010-01-13 |
| WO2008087755A1 (ja) | 2008-07-24 |
| US20100104818A1 (en) | 2010-04-29 |
| EP2105537B1 (en) | 2011-04-20 |
| CN101360865A (zh) | 2009-02-04 |
| ATE506493T1 (de) | 2011-05-15 |
| JP2008169662A (ja) | 2008-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5350593B2 (ja) | パネルの製造方法 | |
| JPH106417A (ja) | 改良されたパネル構造およびそれを製造するためのプロセス | |
| EP2554091A1 (de) | Schalldämpfende Sandwichplatte mit Perforation | |
| US10882569B2 (en) | Vehicle body reinforcing structure and manufacturing method of vehicle body reinforcing structure | |
| JP5120891B2 (ja) | ドアパネル | |
| JP2009084797A (ja) | ドアパネル | |
| CN107073892A (zh) | 用于消除部件的声音的装置和方法 | |
| KR20190026791A (ko) | 스피커 패널 | |
| JP5072768B2 (ja) | ドアパネル | |
| JP2020157795A (ja) | 車両の吸遮音構造、及び車両の吸遮音構造の製造方法 | |
| KR101139541B1 (ko) | 패널의 제조방법 | |
| JP2748683B2 (ja) | 自動車の車体骨格部材とその製造方法 | |
| CN209757281U (zh) | 车辆 | |
| JP4255856B2 (ja) | 吸音材とその製造方法 | |
| JP2009108540A (ja) | ドアパネル | |
| JP2009097322A (ja) | ドアパネル製造方法 | |
| JP2007007274A (ja) | 浴槽 | |
| JP2010047965A (ja) | ドア装置の製造方法 | |
| JP4361184B2 (ja) | 作業車両のキャブ及びキャブ壁製造方法 | |
| JP4925138B2 (ja) | ドアパネル | |
| JP2009084843A (ja) | ドアパネル製造方法 | |
| JP2010047966A (ja) | ドアパネル | |
| JP2010047935A (ja) | ドアパネル | |
| JP5078803B2 (ja) | ドアパネル | |
| JPS6348449Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091124 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100817 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120202 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5350593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |