JP5258478B2 - シート処理装置及び画像形成装置 - Google Patents
シート処理装置及び画像形成装置 Download PDFInfo
- Publication number
- JP5258478B2 JP5258478B2 JP2008245984A JP2008245984A JP5258478B2 JP 5258478 B2 JP5258478 B2 JP 5258478B2 JP 2008245984 A JP2008245984 A JP 2008245984A JP 2008245984 A JP2008245984 A JP 2008245984A JP 5258478 B2 JP5258478 B2 JP 5258478B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- unit
- conveyance
- shift
- abutting member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
- B65H35/04—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers from or with transverse cutters or perforators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/65—Apparatus which relate to the handling of copy material
- G03G15/6582—Special processing for irreversibly adding or changing the sheet copy material characteristics or its appearance, e.g. stamping, annotation printing, punching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/0092—Perforating means specially adapted for printing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/31—Features of transport path
- B65H2301/311—Features of transport path for transport path in plane of handled material, e.g. geometry
- B65H2301/3113—Features of transport path for transport path in plane of handled material, e.g. geometry vertical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/33—Modifying, selecting, changing orientation
- B65H2301/331—Skewing, correcting skew, i.e. changing slightly orientation of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/512—Changing form of handled material
- B65H2301/5121—Bending, buckling, curling, bringing a curvature
- B65H2301/51212—Bending, buckling, curling, bringing a curvature perpendicularly to the direction of displacement of handled material, e.g. forming a loop
- B65H2301/512125—Bending, buckling, curling, bringing a curvature perpendicularly to the direction of displacement of handled material, e.g. forming a loop by abutting against a stop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/515—Cutting handled material
- B65H2301/5152—Cutting partially, e.g. perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/14—Roller pairs
- B65H2404/142—Roller pairs arranged on movable frame
- B65H2404/1424—Roller pairs arranged on movable frame moving in parallel to their axis
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00535—Stable handling of copy medium
- G03G2215/00556—Control of copy medium feeding
- G03G2215/00561—Aligning or deskewing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00789—Adding properties or qualities to the copy medium
- G03G2215/00818—Punch device
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Forming Counted Batches (AREA)
- Pile Receivers (AREA)
- Paper Feeding For Electrophotography (AREA)
Description
図1は本発明の第1の実施の形態に係るシート処理装置が装着されている画像形成装置の構成を模式的に示す縦断面図である。
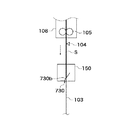
次に、本発明の第2の実施の形態について図14〜図19を参照しながら説明する。図14は本発明の第2の実施の形態に係るシート処理装置に設けられている突き当て部材の構成を模式的に示す図である。図15〜図18は本発明の第2の実施の形態において、シートに穿孔し、当該穿孔されたシートの仕分けを行う場合のシートの搬送状態を模式的に示す図である。図19は本発明の第2の実施の形態において、シートに穿孔し、当該穿孔されたシートの仕分けを行う場合のパンチ処理を行う場合の制御部501による制御の手順を示すフローチャートである。図19のフローチャートに示す手順は、制御部501のROM402に格納されているプログラムに従って、CPU401により実行されるものである。
T2−T1>0
上記関係式が成立する。よって、上記関係式を満足するような搬送速度V1が設定されることになる。
101 入口センサ
102 入口ローラ対
103 搬送パス
104 横ずれセンサ
105,106 シフトローラ対
107 シートセンサ
108 シフトユニット
150 パンチユニット
151,730 突き当て部材
153 HPセンサ
300 複写機
401 CPU
501 制御部
M2 搬送モータ
M3 シフトモータ
M4 センサ移動モータ
M5 パンチモータ
M6 突き当てモータ
Claims (3)
- シートの辺の斜行を補正するためにシートが突き当てられる突き当て部材と、
前記突き当て部材をシートの搬送パスに出現及び搬送パスから退避させる駆動手段と、
前記突き当て部材が前記搬送パスから退避したことを検知する検知手段と、
前記駆動手段により前記搬送パスに出現した前記突き当て部材にシートが突き当たり、且つシートが突き当たった状態で撓むようにシートを搬送する搬送手段と、
前記突き当て部材に突き当てられ、撓んだ状態のシートに穿孔する穿孔手段と、
前記穿孔手段により穿孔されたシートを搬送方向に直交する方向へ移動させる移動手段と、
前記穿孔手段によるシートへの穿孔が終了すると、シートが突き当て部材から離間するように前記駆動手段により前記突き当て部材を前記搬送パスから退避させ、前記検知手段により前記突き当て部材が前記搬送パスから退避したことが検知されると、前記移動手段によるシートの移動を開始させる制御手段と、
を備えることを特徴とするシート処理装置。 - 前記制御手段は、前記移動手段によるシートの移動が終了すると、前記搬送手段により前記穿孔されたシートを前記搬送パスの下流側に向けて搬送させることを特徴とする請求項1に記載のシート処理装置。
- 請求項1又は2に記載のシート処理装置を備えることを特徴とする画像形成装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245984A JP5258478B2 (ja) | 2008-09-25 | 2008-09-25 | シート処理装置及び画像形成装置 |
| US12/561,564 US7954811B2 (en) | 2008-09-25 | 2009-09-17 | Sheet processing apparatus, method of controlling the same, and image forming apparatus |
| EP09171382A EP2168897B1 (en) | 2008-09-25 | 2009-09-25 | Sheet processing apparatus, method of controlling the same, and image forming apparatus |
| AT09171382T ATE532730T1 (de) | 2008-09-25 | 2009-09-25 | Blattverarbeitungsvorrichtung, steuerverfahren dafür und bilderzeugungsvorrichtung |
| CN200910181139XA CN101683938B (zh) | 2008-09-25 | 2009-09-25 | 片材处理设备及其控制方法以及图像形成设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008245984A JP5258478B2 (ja) | 2008-09-25 | 2008-09-25 | シート処理装置及び画像形成装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010076879A JP2010076879A (ja) | 2010-04-08 |
| JP2010076879A5 JP2010076879A5 (ja) | 2011-11-10 |
| JP5258478B2 true JP5258478B2 (ja) | 2013-08-07 |
Family
ID=41408841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008245984A Expired - Fee Related JP5258478B2 (ja) | 2008-09-25 | 2008-09-25 | シート処理装置及び画像形成装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7954811B2 (ja) |
| EP (1) | EP2168897B1 (ja) |
| JP (1) | JP5258478B2 (ja) |
| CN (1) | CN101683938B (ja) |
| AT (1) | ATE532730T1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5267231B2 (ja) * | 2009-03-11 | 2013-08-21 | コニカミノルタビジネステクノロジーズ株式会社 | 穿孔装置、後処理装置及び画像形成システム |
| JP5521637B2 (ja) * | 2010-02-25 | 2014-06-18 | 株式会社リコー | シート搬送装置及び画像形成装置 |
| JP5551096B2 (ja) * | 2011-02-17 | 2014-07-16 | 京セラドキュメントソリューションズ株式会社 | 用紙後処理装置 |
| JP5386526B2 (ja) * | 2011-02-17 | 2014-01-15 | 京セラドキュメントソリューションズ株式会社 | 用紙後処理装置 |
| TWI462019B (zh) * | 2012-11-13 | 2014-11-21 | Upi Semiconductor Corp | 具有多功能參數設定的積體電路及其多功能參數設定方法 |
| JP2015009977A (ja) * | 2013-07-01 | 2015-01-19 | 富士ゼロックス株式会社 | 処理装置、画像形成装置 |
| US9579814B2 (en) * | 2014-04-22 | 2017-02-28 | Lexmark International, Inc. | Motor control system and method for a rotary hole punch system |
| JP5744282B2 (ja) * | 2014-05-21 | 2015-07-08 | 京セラドキュメントソリューションズ株式会社 | 用紙後処理装置 |
| JP6689056B2 (ja) * | 2015-10-30 | 2020-04-28 | キヤノンファインテックニスカ株式会社 | シート集積装置及び画像形成装置 |
| US10562731B2 (en) * | 2016-12-09 | 2020-02-18 | Canon Finetech Nisca Inc. | Apparatus for processing sheets and apparatus for forming images provided with the apparatus |
| US10604369B2 (en) * | 2016-12-09 | 2020-03-31 | Canon Finetech Nisca Inc. | Apparatus for processing sheets and apparatus for forming images provided with the apparatus |
| JP2021020779A (ja) * | 2019-07-26 | 2021-02-18 | キヤノン株式会社 | シート搬送装置及び画像形成システム |
| JP2022097930A (ja) * | 2020-12-21 | 2022-07-01 | セイコーエプソン株式会社 | 後処理装置 |
| JP2022124019A (ja) * | 2021-02-15 | 2022-08-25 | セイコーエプソン株式会社 | 後処理装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5639078A (en) * | 1995-12-01 | 1997-06-17 | Xerox Corporation | Automatic sheet stacking edge registration members repositioning system with transverse tamper positioning |
| JP3349922B2 (ja) * | 1997-06-13 | 2002-11-25 | 富士通株式会社 | プリンタ装置 |
| JP3769913B2 (ja) * | 1997-12-26 | 2006-04-26 | 富士ゼロックス株式会社 | 用紙整合装置およびこれを備えた画像形成装置 |
| JP3920105B2 (ja) | 2002-02-05 | 2007-05-30 | リコーエレメックス株式会社 | 用紙穿孔装置 |
| DE60321240D1 (de) | 2002-12-11 | 2008-07-03 | Konica Minolta Holdings Inc | Vorrichtung und Methode zum Durchschlagen eines Loches in Papier |
| JP4042568B2 (ja) * | 2003-01-10 | 2008-02-06 | コニカミノルタホールディングス株式会社 | 後処理装置、画像形成システム、及び用紙穿孔方法 |
| JP4590285B2 (ja) * | 2004-03-23 | 2010-12-01 | キヤノン株式会社 | シート処理装置、及びそれを備えた画像形成装置 |
| JP4459879B2 (ja) * | 2004-11-11 | 2010-04-28 | 株式会社リコー | 用紙穿孔装置、及びこれを備える用紙後処理装置、画像形成装置 |
| WO2007013650A1 (ja) | 2005-07-26 | 2007-02-01 | Max Co., Ltd. | 用紙処理装置及び用紙処理方法 |
| JP4708900B2 (ja) * | 2005-07-28 | 2011-06-22 | キヤノン株式会社 | シート搬送装置及び画像形成装置 |
| JP4649286B2 (ja) | 2005-08-02 | 2011-03-09 | 株式会社リコー | 用紙後処理装置、用紙折り装置及び画像形成装置 |
| JP4939123B2 (ja) * | 2005-08-31 | 2012-05-23 | キヤノン株式会社 | シート搬送装置とシート後処理装置及びそれらを備えた画像形成装置 |
| JP4827690B2 (ja) * | 2005-10-28 | 2011-11-30 | キヤノン株式会社 | シート処理装置及び画像形成装置 |
| JP4717719B2 (ja) * | 2006-05-29 | 2011-07-06 | キヤノン株式会社 | シート処理装置、及び画像形成装置 |
| US7845626B2 (en) * | 2007-06-13 | 2010-12-07 | Kabushiki Kaisha Toshiba | Sheet processing apparatus and sheet processing method |
| US20090100976A1 (en) * | 2007-10-17 | 2009-04-23 | Kabushiki Kaisha Toshiba | Sheet punching apparatus and control method |
-
2008
- 2008-09-25 JP JP2008245984A patent/JP5258478B2/ja not_active Expired - Fee Related
-
2009
- 2009-09-17 US US12/561,564 patent/US7954811B2/en active Active
- 2009-09-25 EP EP09171382A patent/EP2168897B1/en active Active
- 2009-09-25 AT AT09171382T patent/ATE532730T1/de active
- 2009-09-25 CN CN200910181139XA patent/CN101683938B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20100072693A1 (en) | 2010-03-25 |
| CN101683938A (zh) | 2010-03-31 |
| US7954811B2 (en) | 2011-06-07 |
| ATE532730T1 (de) | 2011-11-15 |
| EP2168897B1 (en) | 2011-11-09 |
| EP2168897A2 (en) | 2010-03-31 |
| JP2010076879A (ja) | 2010-04-08 |
| CN101683938B (zh) | 2011-11-02 |
| EP2168897A3 (en) | 2010-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5258478B2 (ja) | シート処理装置及び画像形成装置 | |
| JP4340582B2 (ja) | 用紙処理装置及び画像形成装置 | |
| JP4721463B2 (ja) | シート処理装置、及びそれを備えた画像形成装置 | |
| JP2009190824A (ja) | シート折り装置、シート処理装置、画像形成装置、およびシート折り方法 | |
| JP6548504B2 (ja) | シート処理方法、シート処理装置及び画像形成装置 | |
| US20100230886A1 (en) | Sheet processing apparatus and image forming apparatus equipped with the same | |
| JP2014136642A (ja) | シート処理装置および画像処理システム | |
| JP4827506B2 (ja) | シート処理装置及び画像形成装置 | |
| JP5129036B2 (ja) | 用紙折り装置、用紙搬送装置、用紙後処理装置並びに画像形成装置 | |
| US20110278783A1 (en) | Sheet processing apparatus and image forming apparatus | |
| JP2013112479A (ja) | シート積載装置、シート処理装置及び画像形成システム | |
| JP5151840B2 (ja) | シート束折り装置、画像形成システム及びシート束折り処理方法 | |
| JP4355255B2 (ja) | 用紙処理装置及び画像形成装置 | |
| JP5022876B2 (ja) | シート折り装置、シート処理装置、シート搬送装置、画像形成装置、及びシート折り方法 | |
| JP4846983B2 (ja) | 用紙処理装置及び画像形成装置 | |
| JP4084300B2 (ja) | 用紙処理装置、画像形成システム、コンピュータプログラム及び記録媒体 | |
| JP4977635B2 (ja) | 用紙処理装置、及び画像形成装置 | |
| JP2008213962A (ja) | スキュー補正装置、穿孔装置、用紙処理装置、及び画像形成装置 | |
| JP4554244B2 (ja) | 用紙処理装置及び画像形成装置 | |
| JP4689443B2 (ja) | 被記録媒体後処理装置及び画像形成装置 | |
| JP5742467B2 (ja) | 用紙処理装置、画像形成システム及び用紙処理方法 | |
| JP2010058916A (ja) | シート処理後装置及び画像形成システム | |
| JP4300040B2 (ja) | 用紙処理装置及び画像形成システム | |
| JP4921193B2 (ja) | シート後処理装置 | |
| JP2005324932A (ja) | 用紙処理装置及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110926 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130423 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5258478 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |