JP5244075B2 - 筒状部材の製造方法 - Google Patents
筒状部材の製造方法 Download PDFInfo
- Publication number
- JP5244075B2 JP5244075B2 JP2009262425A JP2009262425A JP5244075B2 JP 5244075 B2 JP5244075 B2 JP 5244075B2 JP 2009262425 A JP2009262425 A JP 2009262425A JP 2009262425 A JP2009262425 A JP 2009262425A JP 5244075 B2 JP5244075 B2 JP 5244075B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- cylindrical
- ironing
- punch
- cylindrical member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 71
- 238000004519 manufacturing process Methods 0.000 title claims description 68
- 239000000463 material Substances 0.000 claims description 202
- 238000010409 ironing Methods 0.000 claims description 121
- 238000003825 pressing Methods 0.000 claims description 19
- 239000002994 raw material Substances 0.000 claims description 13
- 238000005452 bending Methods 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 description 20
- 238000000465 moulding Methods 0.000 description 16
- 238000007599 discharging Methods 0.000 description 14
- 238000003466 welding Methods 0.000 description 4
- 230000004323 axial length Effects 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000009987 spinning Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 235000000396 iron Nutrition 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/26—Making other particular articles wheels or the like
- B21D53/30—Making other particular articles wheels or the like wheel rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/025—Stamping using rigid devices or tools for tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/003—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass in punching machines or punching tools
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
Description
(i)フローフォーミングは、それに用いる設備が高価となる。
フローフォーミングでは、マンドレルに対して筒状素材を押しつけるロールを、素材軸方向と素材厚さ方向との2つの方向に移動させなければならないので、パンチの送り方向が一方向でよいしごき装置などの設備に比べて、設備が、数倍、高価となる。
また、しごき装置を用いて筒状素材を不等厚化することは、つぎの理由により、考え難い。
(a)パンチが素材軸方向と直交方向に移動しないので、素材の板厚を不等厚にできない。パンチを素材軸方向と直交方向に移動できるようにした装置では、不等厚にする加工に大きな加圧力を必要とし、機構が複雑となり高価になる。
(b)また、ダイとパンチを備えたしごき装置に組み付けて素材をしごき加工により不等厚化することは、素材の材料がダイの凹部に入り込むため、成型後に素材をダイから外せなくなる。
(c)また、ダイとパンチを備えたしごき装置に組み付けて素材をしごき加工により不等厚化する成形では、円筒状素材のようにパンチがひっかかる底板が無い素材では、素材がパンチに引きずり込まれて成形中にダイに対して移動し高精度の成形が困難となるおそれがある。
(ii)フローフォーミングは、生産性が低い。
フローフォーミングは、しごき装置を用いた成形に比べて、生産性が約1/3となる。1つのリム製造ラインに分岐部を設けて該分岐部で3つのサブラインに分岐し、それぞれのサブラインに1つづつフローフォーミング設備を設けると、生産性の問題は解消されるが、フローフォーミング設備が3セットとなり、設備費用が3倍になる、かつ、フローフォーミング設備を設ける設置スペースが3倍必要になる、などの問題が生じるので、採用困難である。
(iii) フローフォーミングの成形ロールの成形痕が素材に残り、外観品質が低下する。
(1) 一つの一定厚の筒状素材を作製する筒状素材製作工程と、
前記筒状素材の軸方向一端部のみを該筒状素材の軸方向と交わる方向に折り曲げて前記筒状素材に折り曲げ部を形成する折り曲げ部形成工程と、
パンチと該パンチに対向する側の側面が凹凸面とされたダイとを備えたしごき装置を用いて、前記折り曲げ部を前記ダイに軸方向に掛止して前記筒状素材の前記折り曲げ部以外の少なくとも一部をしごき加工し、不等厚の筒状部材を作製するしごき加工工程を有し、
この順番で各工程が行なわれる、筒状部材の製造方法。
(2) 前記しごき加工工程では、前記折り曲げ部を前記ダイに軸方向に掛止し、前記しごき装置を作動させて前記パンチを前記ダイに対して相対動させ、前記ダイの凹凸面と前記パンチとによる前記筒状素材の径と板厚の変化を伴いつつ、前記筒状素材をしごき加工して前記不等厚の筒状部材を作製する、(1)記載の筒状部材の製造方法。
(3) 前記凹凸面は、前記ダイの前記パンチに対向する側の側面の軸方向で、前記ダイと前記パンチの間隔を前記筒状素材の板厚より狭くする凸部が前記ダイに少なくとも1つ設けられることにより形成されている、(1)記載の筒状部材の製造方法。
(4) 前記しごき加工工程では、不等厚の筒状部材を作製した後、該筒状部材に軸方向に力を加え、該筒状部材を半径方向に変形させて、前記ダイから前記筒状部材を外す、(1)記載の筒状部材の製造方法。
(5) 前記凹凸面は、前記ダイの前記パンチに対向する側の側面の周方向で、前記ダイと前記パンチの間隔を前記筒状素材の板厚より狭くする凸部が前記ダイに少なくとも1つ設けられることにより形成されている、(1)記載の筒状部材の製造方法。
(6) 前記しごき加工工程では、前記筒状素材の前記折り曲げ部を、前記ダイに軸方向に掛止するとともに前記ダイと押さえ部材とで挟圧し、前記しごき加工を行なう、(1)記載の筒状部材の製造方法。
(7) 前記しごき加工工程の前に、一定厚の平板状素材から前記筒状素材を作製する筒状素材製作工程を有する、(1)記載の筒状部材の製造方法。
(8)前記しごき加工工程の後に、前記不等厚の筒状部材を自動車用ホイールリム形状にロール成形するロール成形工程を有する、(1)記載の筒状部材の製造方法。
(i)従来のフローフォーミング設備が、本発明では、しごきのダイ、パンチと、しごき装置にとって代わられ、フローフォーミング設備費用に比べてしごきのダイ、パンチと、しごき装置の合計費用が低価であるため、従来に比べて設備費用を低減できる。
(ii)素材の不等厚化において、従来のフローフォーミング工程が、本発明では、しごき装置によるしごき加工工程にとって代わられるため、筒状素材を不等厚化する時間をフローフォーミングに比べて約1/3に短縮でき、生産性を向上できる。1つのリム製造ラインに円筒状素材の板厚を不等厚化する工程を設ける場合に、従来のフローフォーミングに代えてしごき装置を用いたしごき成形を用いると、従来1つのリム製造ラインにつき3セットのフローフォーミング設備を設けなければならなかったところを、1セットのしごき装置を用いたしごき設備を設けるだけで済み、コスト上および設備設置スペース上の問題点を解決できる。
(iii) フローフォーミングがパンチとダイによるしごきにとって代わられるため、不等厚筒状部材に、フローフォーミングの成形ロールの成形痕が残らず、外観品質が維持される。
図中、図1〜図6は、本発明の実施例1に適用可能であり、図7、図8は、本発明の実施例2に適用可能である。ただし、図1、図4は、ダイとパンチと押さえ部材の関係を変えることにより、本発明の実施例2にも適用可能であり、図2、図3は、本発明の実施例2にも適用可能である。
本発明の全実施例に共通な部分に対しては、本発明の全実施例にわたって同じ符号を付してある。
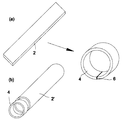
本発明の筒状部材10の製造方法は、図1に示すように、筒状素材4から不等厚の筒状部材10(10A、10B)を製造する方法である。筒状素材4の材料は金属であり、金属は、たとえば、鋼、非鉄金属(アルミニウム、マグネシウム、チタンおよびその合金を含む)などである。不等厚の筒状部材10は、内周面と外周面の一方が凹凸面とされ、他方の面が軸芯と平行なストレート状の壁を有する部材10Aであってもよいし、図3に示すように、不等厚の筒状部材10Aをさらにロール成形して軸直交方向に湾曲する壁を有する部材10Bであってもよい。不等厚の筒状部材10Aは、たとえばしごき加工後の折り曲げ部8を除く(内周面または外周面)部分が軸芯と平行な不等厚の筒状部材であり、不等厚の筒状部材10Bは、たとえば乗用車用、トラック・バス用、産業車両用のホイールリムである。ただし、不等厚の筒状部材10Bは、ホイールリムに限るものではない。また、不等厚の筒状部材10(10A、10B)は、断面円形の部材に限るものではなく、たとえば断面多角形の筒状部材、または断面楕円形状の筒状部材であってもよい。
なお、図1におけるしごき加工工程を示す(c)において、左半分はしごき加工前の筒状素材4の折り曲げ部8を押さえ部材23とダイ22とで挟圧している状態を示し、右半分はパンチ26をダイ22に対して相対動させて筒状素材4をしごき加工し、筒状素材4が不等厚の筒状部材10(10A)となった状態を示している。
なお、筒状素材4が鋳造品である場合など、最初から筒状素材4に折り曲げ部8に相当するダイ22に係止可能な形状がある場合には、折り曲げ部形成工程は不要である。
なお、筒状素材製作工程では、図2(b)に示すように、パイプ状素材2´を所定寸法長さに切断して一定厚の筒状素材4を製作しても良い。
筒状素材4をしごき加工しているとき、パンチ26の移動方向に、筒状素材4の軸方向長さは徐々に長くなる(伸びる)。
なお、しごき加工に必要な力が小さい場合、押さえ部材23は無くてもよい。
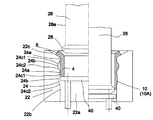
プレス機30は、架台32、架台32に取り付けられたラム駆動手段34、ラム駆動手段34により上下動されるラム36、ボルスター38、素材保持排出板40、素材保持排出板40に連結され素材保持排出板40に素材排出荷重をかける素材保持排出板駆動手段42を有する。ダイ22はボルスター38またはボルスター38に対して固定される固定部材に固定され、パンチ26はラム36またはラム36に固定される固定部材に固定される。ラム駆動手段34を作動させて(プレス機30を作動させて)ラム36を下降させると、パンチ26がダイ22に対して筒状素材4の軸方向にのみ相対動(接近)する。
ここでプレス機30はラム駆動手段34が液圧シリンダの液圧式プレスのほか、ラム駆動手段34がモータとクランク軸、コネクティングロッド等からなる機械式プレスであってもよいし、ラム駆動手段34がサーボモータ、ボールスクリュー等からなるサーボ駆動プレスであってもよい。また素材保持排出板駆動手段42は、油圧シリンダであっても空圧シリンダであってもよく、また電動モータ等を用いた昇降機構であっても良い。
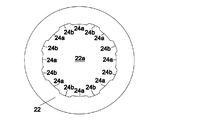
ダイ22の凹凸面24は、パンチ26の突出部28に対向する側の側面とパンチ26の突出部28との間隔を一定厚の筒状素材4の板厚より狭くするために、(a)図5に示すように、ダイ22の側面の軸方向で、隣接する部分(凹部24b)に比べてパンチ26の突出部28側に凸となる凸部24aが少なくとも1つ設けられることにより形成されていてもよく、(b)図6に示すように、ダイ22の側面の周方向で、隣接する部分(凹部24b)に比べてパンチ26の突出部28側に凸となる凸部24aが少なくとも1つ設けられることにより形成されていてもよく、(c)上記(a)と上記(b)の複合にて形成されていてもよい。
凸部24aの突出量は、筒状部材10の各部分の目標板厚によって決定され、1つの凸部24aの中で、一定とされていてもよく異なっていてもよい。また、複数の凸部24aが設けられる場合、それぞれの凸部24aの突出量は筒状部材10の各部分の目標板厚によって決定され、それぞれの凸部24aの突出量は同一であってもよく異なっていてもよい。凸部24aは、ダイ22のパンチ26の突出部28に対向する側の側面の少なくとも一部に形成されていればよい。
図5に示すように、ダイ22の側面の軸方向で、1つの凸部24aと、その1つの凸部24aよりしごき加工時のパンチ26の移動方向の先側にありその1つの凸部24aに隣接する凹部24bとは、ダイ22の側面の軸芯と直交する面ではない傾斜面からなる第1の傾斜面24c1で接続されている。軸芯と直交する面の場合に比べて、素材保持排出板40から筒状部材10Aに素材排出荷重をかけたときに、筒状部材10Aが凸部24aに引っ掛かり難く筒状部材10Aがダイ22から外れやすいためである。また、ダイ22の側面の軸方向で、1つの凸部24aと、その1つの凸部24aより筒状部材10(10A)をダイ22から外すときに素材保持排出板40が移動する方向の先側にありその1つの凸部24aに隣接する凹部24bとは、ダイ22の側面の軸芯と直交する面ではない傾斜面からなる第2の傾斜面24c2で接続されている。第1の傾斜面24c1と第2の傾斜面24c2との、ダイ22の側面の軸方向に対する角度は、60度以下に緩やかにされていることが望ましく、さらには45度以下に緩やかにされていることが望ましい。各第1の傾斜面24c1の傾斜角度は、一定であってもよく、徐々に変化していてもよい。また、各第2の傾斜面24c2の傾斜角度は、一定であってもよく、徐々に変化していてもよい。
パンチ26は、ダイ22に向かって移動された時の先端部近傍に、ダイ22に向かって突出する突出部28を有し、突出部28で筒状素材4をしごく。
また、素材保持排出板40に作用する荷重を制御してもよいし、軸方向に変位する量を制御してもよい。
素材保持排出板40は筒状部材10(10A)をしごき加工時にパンチ26が移動する方向(筒状素材4を押す方向)と反対方向に押す。筒状部材10(10A)を外すときに素材保持排出板40が筒状部材10(10A)を押す軸方向の力は、筒状部材10(10A)を軸方向に押した時に筒状部材10(10A)を半径方向に変形させて筒状部材10(10A)を外すのに必要な力以上であり、この力は、パンチ26が筒状素材4を軸方向に押す(しごく)力に比べてはるかに小さい。筒状部材10(10A)を外すのに、ダイ22を周方向に分割する必要がないので、ダイ22は、非分割で、一体ダイとされている。
ロール成形工程は、不等厚の筒状部材10Aの軸方向両端部をフレア加工(図示略)して拡開した後に行なわれる。ロール成形工程では、下ロール31と上ロール32との間に筒状部材10Aを挟みロールを回転させ、筒状部材10Aを筒状部材10Bに成形し、リム形状を出す。その後、エキスパンダーおよび/またはシュリンカーを用いてサイジング加工(真円に近づける加工およびリム断面形状の整形加工)し、最終リム形状にする。
本発明実施例では、一定厚の筒状素材4をしごき加工により不等厚の筒状部材10(10A)に成形するため、従来のフローフォーミングのための設備と工程が不要となる。その結果、前述の(i)、(ii)、(iii) のフローフォーミングに付随する問題点が、それぞれ、つぎの(i)、(ii)、(iii) のように解決される。
(i)従来のフローフォーミング設備が、本発明では、しごきのダイ22、パンチ26と、しごき装置20(プレス機30)にとって代わられ、フローフォーミング設備費用に比べてしごきのダイ22、パンチ26と、しごき装置20(プレス機30)の合計費用が低価であるため、従来に比べて設備費用を低減できる。
(ii)筒状素材4の不等厚化において、従来のフローフォーミング工程が、本発明では、しごき装置20(プレス機30)によるしごき工程にとって代わられるため、筒状素材4を不等厚化する時間をフローフォーミングに比べて約1/3に短縮でき、生産性を向上できる。1つのリム製造ラインに円筒状素材の不等厚化工程を設ける場合に、従来のフローフォーミングに代えてしごき装置20(プレス機30)を用いたしごき成形を用いると、従来1つのリム製造ラインにつき3セットのフローフォーミング設備を設けなければならなかったところを、1セットのしごき装置20(プレス機30)を用いたしごき設備を設けるだけで済み、コスト上および設備設置スペース上の問題点を解決できる。
(iii) フローフォーミングがパンチ26とダイ22によるしごきにとって代わられるため、不等厚の筒状部材10(10A)に、フローフォーミングの成形ロールの成形痕が残らず、外観品質が維持される。
[実施例1]
本発明の実施例1の筒状部材10の製造方法では、図1、図5に示すように、ダイ22が筒状孔22aと内周側面22bをもつアウターダイからなり、アウターダイの内周側面22bが凹凸面24とされている。また、パンチ26がアウターダイ22の筒状孔22aに軸方向に出入りするインナーパンチからなり、その外周側面26eに突出部28が形成されている。
インナーパンチ26の突出部28の外径は、しごき加工前の筒状素材4の折り曲げ部8以外の部分の内径より大きい。そのため、しごき加工によって筒状素材4をダイ22に押し付けて筒状素材4にダイ22の凹凸面24の凹凸形状を転写できる。
インナーパンチ26の突出部28の外半径とアウターダイ22の凸部24aが設けられている部分の内半径との差は、しごき加工前の筒状素材4の板厚より小さい。そのため、しごき加工によって凸部24a部分で筒状素材4の板厚を薄くできる。
パンチ26をしごき装置20(プレス機30)によりアウターダイ22の筒状孔22a内に突入させていくと、パンチ26の突出部28が筒状素材4をしごき、筒状素材4を拡径させ、さらにアウターダイ22の凸部24aが設けられている部分で筒状素材4の板厚を薄くさせる。
アウターダイ22の凸部24aが設けられていない部分の内半径と、インナーパンチ26の突出部28の外半径との差をしごき前の筒状素材4の板厚と等しいか該板厚より大きくした場合、しごき加工によって筒状素材4の板厚を薄くすることはない。筒状素材4の板厚より厚くすることも可能であり、素材保持排出板40の筒状素材4を押し受ける制御により、より厚くすることができる。
本発明の実施例2の筒状部材10の製造方法では、図7,図8に示すように、ダイ22が外周側面22eをもつインナーダイからなり、インナーダイ22の外周側面22eが凹凸面24とされている。また、パンチ26が筒状孔26aと内周側面26bをもつアウターパンチからなり、その内周側面26bに突出部28が形成されている。
アウターパンチ26の突出部28の内径は、しごき加工前の筒状素材4の折り曲げ部8以外の部分の外径より小さい。そのため、しごき加工によって筒状素材4をダイ22に押し付けて筒状素材4に凹凸を付けられる。
アウターパンチ26の突出部28の内半径とインナーダイ22の凸部24aが設けられている部分の外半径との差は、しごき前の筒状素材4の板厚より小さい。そのため、しごき加工によって凸部24a部分で筒状素材4の板厚を薄くできる。
アウターパンチ26をしごき装置20(プレス機30)によりインナーダイ22側に移動させインナーダイ22がアウターパンチ26の筒状孔26aに入り込んでくると、アウターパンチ26の突出部28が筒状素材4をしごき、筒状素材4を縮径させ、さらにインナーダイ22の凸部24aが設けられている部分で筒状素材4の板厚を薄くさせる。
インナーダイ22の凸部24aが設けられていない部分の外半径と、アウターパンチ26の突出部28の内半径との差をしごき前の筒状素材4の板厚と等しいか該板厚より大きくした場合、しごき加工によって筒状素材4の板厚を薄くすることはなく、筒状素材4の板厚より厚くすることができる場合もある。
4 一定厚の筒状素材
6 溶接部
8 折り曲げ部
10(10A,10B) 不等厚の筒状部材
20 しごき装置
22 ダイ(アウターダイ、インナーダイ)
22a アウターダイの筒状孔
22b アウターダイの内周側面
22c アウターダイのフランジ受け部
22d インナーダイのフランジ受け部
22e インナーダイの外周側面
23 押さえ部材
24 凹凸面
24a 凸部
24b 凹部
26 パンチ(インナーパンチ、アウターパンチ)
26a アウターパンチの筒状孔
26b アウターパンチの内周側面
26e インナーパンチの外周側面
28 突出部
30 プレス機
32 架台
34 油圧シリンダ
36 ラム
38 ボルスター
40 素材保持排出板
42 油圧シリンダ
Claims (8)
- 一つの一定厚の筒状素材を作製する筒状素材製作工程と、
前記筒状素材の軸方向一端部のみを該筒状素材の軸方向と交わる方向に折り曲げて前記筒状素材に折り曲げ部を形成する折り曲げ部形成工程と、
パンチと該パンチに対向する側の側面が凹凸面とされたダイとを備えたしごき装置を用いて、前記折り曲げ部を前記ダイに軸方向に掛止して前記筒状素材の前記折り曲げ部以外の少なくとも一部をしごき加工し、不等厚の筒状部材を作製するしごき加工工程を有し、
この順番で各工程が行なわれる、筒状部材の製造方法。 - 前記しごき加工工程では、前記折り曲げ部を前記ダイに軸方向に掛止し、前記しごき装置を作動させて前記パンチを前記ダイに対して相対動させ、前記ダイの凹凸面と前記パンチとによる前記筒状素材の径と板厚の変化を伴いつつ、前記筒状素材をしごき加工して前記不等厚の筒状部材を作製する、請求項1記載の筒状部材の製造方法。
- 前記凹凸面は、前記ダイの前記パンチに対向する側の側面の軸方向で、前記ダイと前記パンチの間隔を前記筒状素材の板厚より狭くする凸部が前記ダイに少なくとも1つ設けられることにより形成されている、請求項1記載の筒状部材の製造方法。
- 前記しごき加工工程では、不等厚の筒状部材を作製した後、該筒状部材に軸方向に力を加え、該筒状部材を半径方向に変形させて、前記ダイから前記筒状部材を外す、請求項1記載の筒状部材の製造方法。
- 前記凹凸面は、前記ダイの前記パンチに対向する側の側面の周方向で、前記ダイと前記パンチの間隔を前記筒状素材の板厚より狭くする凸部が前記ダイに少なくとも1つ設けられることにより形成されている、請求項1記載の筒状部材の製造方法。
- 前記しごき加工工程では、前記筒状素材の前記折り曲げ部を、前記ダイに軸方向に掛止するとともに前記ダイと押さえ部材とで挟圧し、前記しごき加工を行なう、請求項1記載の筒状部材の製造方法。
- 前記しごき加工工程の前に、一定厚の平板状素材から前記筒状素材を作製する筒状素材製作工程を有する、請求項1記載の筒状部材の製造方法。
- 前記しごき加工工程の後に、前記不等厚の筒状部材を自動車用ホイールリム形状にロール成形するロール成形工程を有する、請求項1記載の筒状部材の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009262425A JP5244075B2 (ja) | 2008-11-18 | 2009-11-18 | 筒状部材の製造方法 |
| KR1020117003605A KR20110053224A (ko) | 2008-11-18 | 2009-11-18 | 통 형상 부재의 제조 방법 |
| KR1020137026827A KR101489268B1 (ko) | 2008-11-18 | 2009-11-18 | 통 형상 부재의 제조 방법 |
| CN200980146003.3A CN102215997B (zh) | 2008-11-18 | 2009-11-18 | 筒状部件的制造方法 |
| PCT/JP2009/069529 WO2010058780A1 (ja) | 2008-11-18 | 2009-11-18 | 筒状部材の製造方法 |
| DE112009003609T DE112009003609T5 (de) | 2008-11-18 | 2009-11-18 | Verfahren zum herstellen eines rohrförmigen bauteils |
| US13/108,660 US9085027B2 (en) | 2008-11-18 | 2011-05-16 | Method of manufacturing a tubular member |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008294272 | 2008-11-18 | ||
| JP2008294272 | 2008-11-18 | ||
| JP2009262425A JP5244075B2 (ja) | 2008-11-18 | 2009-11-18 | 筒状部材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010149182A JP2010149182A (ja) | 2010-07-08 |
| JP2010149182A5 JP2010149182A5 (ja) | 2012-11-22 |
| JP5244075B2 true JP5244075B2 (ja) | 2013-07-24 |
Family
ID=42198219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009262425A Active JP5244075B2 (ja) | 2008-11-18 | 2009-11-18 | 筒状部材の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9085027B2 (ja) |
| JP (1) | JP5244075B2 (ja) |
| KR (2) | KR101489268B1 (ja) |
| CN (1) | CN102215997B (ja) |
| DE (1) | DE112009003609T5 (ja) |
| WO (1) | WO2010058780A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102762319B (zh) * | 2010-02-17 | 2015-07-15 | 都美工业株式会社 | 车辆用轮辋的制造方法 |
| KR101077634B1 (ko) | 2011-01-17 | 2011-10-27 | 김원도 | 댐퍼의 스프링캡 제작방법 |
| US8756814B2 (en) | 2011-02-01 | 2014-06-24 | Shimano Inc. | Method of manufacturing a bicycle rim |
| JP6009266B2 (ja) * | 2011-08-10 | 2016-10-19 | トピー工業株式会社 | 車両用ホイールリムの製造方法 |
| EP2776183A4 (en) * | 2011-11-11 | 2015-07-22 | Addisonmckee Inc | HYDRAULIC PUMP UNIT WITH SERVOMOTOR CONTROL FOR TUBE TIP SHAPE MATERIAL |
| DE102012105958A1 (de) * | 2012-07-04 | 2014-01-23 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines Verbindungselements zur Übertragung von Drehbewegungen |
| MX356739B (es) * | 2012-10-23 | 2018-06-12 | Nippon Steel & Sumitomo Metal Corp | Método de moldeo por prensado y recipiente con fondo. |
| US10239110B2 (en) * | 2012-12-11 | 2019-03-26 | Topy Kogyo Kabushiki Kaisha | Method of manufacturing a large- or medium-sized wheel disk and a product manufactured thereby |
| KR101428663B1 (ko) | 2013-05-14 | 2014-08-08 | 주식회사 효림 에이치 에프 | 서포트 링 제조방법 |
| JP6095477B2 (ja) * | 2013-05-16 | 2017-03-15 | かがつう株式会社 | 鍛造装置、および、鍛造方法 |
| KR101502825B1 (ko) | 2014-02-27 | 2015-03-18 | 송문상 | 머플러 제조용 금형장치 |
| KR101502971B1 (ko) | 2015-02-09 | 2015-03-17 | 송문상 | 머플러 제조방법 |
| CN105215635A (zh) * | 2015-10-16 | 2016-01-06 | 江苏新创雄铝制品有限公司 | 一种冷加工无缝铝合金轮毂的制备方法 |
| JP6699259B2 (ja) * | 2016-03-11 | 2020-05-27 | 富士ゼロックス株式会社 | 金属筒状体の製造方法、電子写真感光体用基材の製造方法、及び電子写真感光体の製造方法 |
| CN106077220A (zh) * | 2016-07-08 | 2016-11-09 | 枣庄运达机床有限公司 | 复合立式轮辋滚型机 |
| CN106180507B (zh) * | 2016-07-28 | 2018-06-19 | 江苏太平洋精锻科技股份有限公司 | 薄壁筒内壁第二道径向内环成形工艺 |
| EP3345694B1 (de) * | 2017-01-05 | 2024-05-22 | FELSS Systems GmbH | Verfahren und vorrichtung zum insbesondere abschnittweisen verdicken einer plastisch verformbaren hohlkörperwand eines hohlkörpers sowie fertigungsverfahren und maschine zum fertigen eines hohlkörpers |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1152086B (de) * | 1960-12-15 | 1963-08-01 | Kronprinz Ag | Verfahren zum Herstellen von Felgen fuer luftbereifte Fahrzeugraeder |
| US3438111A (en) * | 1966-05-03 | 1969-04-15 | Motor Wheel Corp | Method of making a vehicle wheel rim |
| JPS5659555A (en) * | 1979-10-18 | 1981-05-23 | Komatsu Ltd | Production of joint |
| JPS56131033A (en) * | 1980-03-19 | 1981-10-14 | Nippon Light Metal Co Ltd | Production of aluminum wheel rim |
| FR2478499A1 (fr) * | 1980-03-19 | 1981-09-25 | Nippon Light Metal Co | Procede de fabrication d'une jante de roue en aluminium |
| JPS5816751A (ja) * | 1981-07-21 | 1983-01-31 | Nippon Light Metal Co Ltd | アルミホイ−ル用リムの製造法 |
| JPS6142430A (ja) | 1984-08-03 | 1986-02-28 | Hiroo Tada | パイプの製法 |
| US4769292A (en) * | 1987-03-02 | 1988-09-06 | Eastman Kodak Company | Electroluminescent device with modified thin film luminescent zone |
| JPH0724871B2 (ja) * | 1988-03-31 | 1995-03-22 | 松下電器産業株式会社 | 熱交換器用フィンのカラー成形法及び金型 |
| JPH02123327U (ja) * | 1989-03-16 | 1990-10-11 | ||
| GB8909011D0 (en) * | 1989-04-20 | 1989-06-07 | Friend Richard H | Electroluminescent devices |
| KR940001384B1 (ko) | 1991-06-28 | 1994-02-21 | 포항종합제철 주식회사 | 제강공정의 전송데이타 이상유무 체크시스템 |
| JPH0788583A (ja) | 1993-09-17 | 1995-04-04 | Topy Ind Ltd | ツーピースアルミホイールの製造方法 |
| JP3373018B2 (ja) * | 1993-12-09 | 2003-02-04 | トピー工業株式会社 | 自動車ホイール用リムの製造方法 |
| US5707745A (en) * | 1994-12-13 | 1998-01-13 | The Trustees Of Princeton University | Multicolor organic light emitting devices |
| US5703436A (en) * | 1994-12-13 | 1997-12-30 | The Trustees Of Princeton University | Transparent contacts for organic devices |
| JP3669751B2 (ja) * | 1996-01-25 | 2005-07-13 | トピー工業株式会社 | 片側フランジレスホイールリムの製造方法とその装置 |
| US5844363A (en) * | 1997-01-23 | 1998-12-01 | The Trustees Of Princeton Univ. | Vacuum deposited, non-polymeric flexible organic light emitting devices |
| JP2912590B2 (ja) * | 1996-11-28 | 1999-06-28 | 日高精機株式会社 | 熱交換器用フィンおよびその製造金型 |
| JPH10166102A (ja) * | 1996-12-03 | 1998-06-23 | Aisin Seiki Co Ltd | 鍛造方法及び鍛造装置 |
| US5834893A (en) * | 1996-12-23 | 1998-11-10 | The Trustees Of Princeton University | High efficiency organic light emitting devices with light directing structures |
| US6091195A (en) * | 1997-02-03 | 2000-07-18 | The Trustees Of Princeton University | Displays having mesa pixel configuration |
| US6013982A (en) * | 1996-12-23 | 2000-01-11 | The Trustees Of Princeton University | Multicolor display devices |
| US6303238B1 (en) * | 1997-12-01 | 2001-10-16 | The Trustees Of Princeton University | OLEDs doped with phosphorescent compounds |
| US6087196A (en) * | 1998-01-30 | 2000-07-11 | The Trustees Of Princeton University | Fabrication of organic semiconductor devices using ink jet printing |
| US6097147A (en) * | 1998-09-14 | 2000-08-01 | The Trustees Of Princeton University | Structure for high efficiency electroluminescent device |
| KR100432616B1 (ko) * | 1998-12-29 | 2004-09-13 | 주식회사 포스코 | 드로잉-아이어닝복합가공법에의한2피이스캔제조방법 |
| JP3929200B2 (ja) | 1999-04-09 | 2007-06-13 | トピー工業株式会社 | 不等厚リムの製造方法とその装置 |
| US6294398B1 (en) * | 1999-11-23 | 2001-09-25 | The Trustees Of Princeton University | Method for patterning devices |
| FR2816532B1 (fr) | 2000-11-13 | 2003-01-24 | Michelin Soc Tech | Procede de fabrication d'une jante de roue de vehicule |
| US6505492B2 (en) * | 2001-04-11 | 2003-01-14 | Bethlehem Steel Corporation | Method and apparatus for forming deep-drawn articles |
| US7071615B2 (en) * | 2001-08-20 | 2006-07-04 | Universal Display Corporation | Transparent electrodes |
| US6771021B2 (en) * | 2002-05-28 | 2004-08-03 | Eastman Kodak Company | Lighting apparatus with flexible OLED area illumination light source and fixture |
| US20030230980A1 (en) * | 2002-06-18 | 2003-12-18 | Forrest Stephen R | Very low voltage, high efficiency phosphorescent oled in a p-i-n structure |
| US7049757B2 (en) * | 2002-08-05 | 2006-05-23 | General Electric Company | Series connected OLED structure and fabrication method |
| JP4076451B2 (ja) * | 2003-01-28 | 2008-04-16 | トピー工業株式会社 | 不等厚リム用リム素材、不等厚リム、不等厚リムの製造方法 |
| JP4425569B2 (ja) * | 2003-06-09 | 2010-03-03 | 株式会社幸伸技研 | 厚肉縁付薄肉筒状製品の成形方法及び装置 |
| US6978649B1 (en) * | 2003-10-10 | 2005-12-27 | Hayes Lemmerz International, Inc. | Method and apparatus for producing a vehicle wheel rim |
| US7279704B2 (en) * | 2004-05-18 | 2007-10-09 | The University Of Southern California | Complexes with tridentate ligands |
| US9070884B2 (en) * | 2005-04-13 | 2015-06-30 | Universal Display Corporation | Hybrid OLED having phosphorescent and fluorescent emitters |
| US7434968B2 (en) * | 2005-12-21 | 2008-10-14 | Leotek Electronics Corporation | Traffic signal lamp assembly and method of replacing same |
| US8586203B2 (en) * | 2009-05-20 | 2013-11-19 | Universal Display Corporation | Metal complexes with boron-nitrogen heterocycle containing ligands |
| US8400064B2 (en) * | 2009-09-09 | 2013-03-19 | Koninklijke Philips Electronics N.V. | Zener diode protection network in submount for LEDs connected in series |
-
2009
- 2009-11-18 WO PCT/JP2009/069529 patent/WO2010058780A1/ja active Application Filing
- 2009-11-18 CN CN200980146003.3A patent/CN102215997B/zh active Active
- 2009-11-18 JP JP2009262425A patent/JP5244075B2/ja active Active
- 2009-11-18 KR KR1020137026827A patent/KR101489268B1/ko active IP Right Grant
- 2009-11-18 DE DE112009003609T patent/DE112009003609T5/de active Pending
- 2009-11-18 KR KR1020117003605A patent/KR20110053224A/ko active Application Filing
-
2011
- 2011-05-16 US US13/108,660 patent/US9085027B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20110214474A1 (en) | 2011-09-08 |
| JP2010149182A (ja) | 2010-07-08 |
| KR101489268B1 (ko) | 2015-02-04 |
| KR20110053224A (ko) | 2011-05-19 |
| DE112009003609T5 (de) | 2012-07-05 |
| WO2010058780A1 (ja) | 2010-05-27 |
| CN102215997A (zh) | 2011-10-12 |
| US9085027B2 (en) | 2015-07-21 |
| CN102215997B (zh) | 2016-08-31 |
| KR20130116961A (ko) | 2013-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5244075B2 (ja) | 筒状部材の製造方法 | |
| JP2010149182A5 (ja) | ||
| JP5191613B2 (ja) | 車両用ホイールリムの製造方法 | |
| CN108463296B (zh) | 旋压装置以及旋压方法 | |
| JP2004160542A (ja) | ビード付き円筒形リングの製造方法及びビード付き円筒形リング | |
| US3262191A (en) | Method of forming wheel disks | |
| JP2009184460A (ja) | 車両用リンク部品 | |
| JP2008509005A (ja) | 冷間成形によるリムベッドの製造方法および装置 | |
| JP5814628B2 (ja) | リム成形方法 | |
| JP5559591B2 (ja) | 車両用ホイールの製造方法及び車両用ホイール | |
| JP5749708B2 (ja) | 車両用ホイールリムの製造方法 | |
| JP3403762B2 (ja) | 車体構造用筒状部材の製造方法 | |
| JP6009266B2 (ja) | 車両用ホイールリムの製造方法 | |
| CN104540612A (zh) | 车辆用车轮轮辋的制造方法 | |
| US7454942B2 (en) | Hollow molded part with closed cross-section and a reinforcement | |
| JP4429117B2 (ja) | アルミニウム合金製自動車用ホイールリムの製造方法 | |
| JP4906849B2 (ja) | 鋼管の拡管成形方法および鋼管の拡管成形装置 | |
| JP6187213B2 (ja) | 自動車用ホイールリムの製造方法 | |
| JP2003236636A (ja) | 2ピースホイールの製造方法 | |
| JP2010137273A (ja) | ホイール用ディスクの製造方法 | |
| EP1275449A1 (en) | A method for producing a wheel rim for a vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121009 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121026 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20121026 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20121203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5244075 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |