JP5238317B2 - シリコンブロックの研削研磨機及びシリコンウエハの加工方法 - Google Patents
シリコンブロックの研削研磨機及びシリコンウエハの加工方法 Download PDFInfo
- Publication number
- JP5238317B2 JP5238317B2 JP2008083582A JP2008083582A JP5238317B2 JP 5238317 B2 JP5238317 B2 JP 5238317B2 JP 2008083582 A JP2008083582 A JP 2008083582A JP 2008083582 A JP2008083582 A JP 2008083582A JP 5238317 B2 JP5238317 B2 JP 5238317B2
- Authority
- JP
- Japan
- Prior art keywords
- silicon block
- grinding
- silicon
- polishing
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052710 silicon Inorganic materials 0.000 title claims description 348
- 239000010703 silicon Substances 0.000 title claims description 348
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 title claims description 347
- 238000000227 grinding Methods 0.000 title claims description 159
- 238000005498 polishing Methods 0.000 title claims description 117
- 238000003672 processing method Methods 0.000 title description 9
- 238000007788 roughening Methods 0.000 claims description 27
- 239000013078 crystal Substances 0.000 claims description 18
- 238000005520 cutting process Methods 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 7
- 235000012431 wafers Nutrition 0.000 description 39
- 239000004575 stone Substances 0.000 description 20
- 238000004519 manufacturing process Methods 0.000 description 7
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 6
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 5
- 238000009499 grossing Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 150000003376 silicon Chemical class 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images

Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
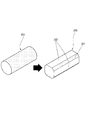
2 シリコンインゴット
2 シリコンブロック
5 側面
6 角部
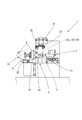
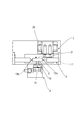
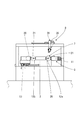
7 研削/研磨装置
11 旋回用モータ(回転装置)
12a,12b チャッキング部(保持機構)
20 粗研砥石(粗研手段)
21 精研砥石(精研手段)
Claims (6)
- シリコンインゴットを所定形状に切断加工することにより製造されるシリコンブロックを、スライス加工することでシリコンウエハが形成される加工工程前にその表面を研削/研磨するシリコンブロックの研削研磨機であって、
前記シリコンブロックの表面を研削/研磨する際、前記シリコンブロックの長手方向の前後を機械的にチャッキングする保持機構と、
該保持機構によりチャッキングされたシリコンブロックを回転させる回転装置と、
前記シリコンブロックの側部に該シリコンブロックの表面を研削/研磨しながら水平方向に移動する研削/研磨装置と、を備え、
該研削/研磨装置は、回転しながら前記シリコンブロックの表面を粗研する粗研手段と、前記粗研手段より研削/研磨されたシリコンブロックの表面を、回転しながら精研してさらに平滑化する精研手段であり、
前記シリコンブロックは四角柱状であり、当該四角柱状のシリコンブロックは、円柱状のシリコンインゴットを切り出し、該円柱状のシリコンインゴットの円周面の一部位が、前記四角柱状のシリコンブロックの4箇所の角部に該当するように形成したものであって、該角部に円弧状の曲面部が形成された単結晶からなるシリコンブロックであることを特徴とするシリコンブロックの研削研磨機。 - 前記回転しながら粗研を行う粗研手段は砥石であり、前記回転しながら精研を行う精研手段は前記粗研手段の砥石より肌理の細かい砥石若しくはブラシとしたことを特徴とする請求項1記載のシリコンブロックの研削研磨機。
- シリコンインゴットを所定形状に切断加工することにより製造されるシリコンブロックを、スライス加工することでシリコンウエハが形成される加工工程前にその表面を研削/研磨するシリコンブロックの研削研磨機であって、
前記シリコンブロックの表面を研削/研磨する際、前記シリコンブロックの長手方向の前後を機械的にチャッキングする保持機構と、
該保持機構によりチャッキングされたシリコンブロックを回転させる回転装置と、
前記シリコンブロックの側部に該シリコンブロックの表面を研削/研磨しながら水平方向に移動する研削/研磨装置と、を備え、
該研削/研磨装置は、回転しながら前記シリコンブロックの表面を粗研する粗研手段と、前記粗研手段より研削/研磨されたシリコンブロックの表面を、回転しながら精研してさらに平滑化する精研手段であり、
前記シリコンブロックは、直方体のシリコンインゴットを四角柱状に複数切り出した多結晶からなるシリコンブロックであることを特徴とするシリコンブロックの研削研磨機。 - 前記回転しながら粗研を行う粗研手段は砥石であり、前記回転しながら精研を行う精研手段は前記粗研手段の砥石より肌理の細かい砥石若しくはブラシとしたことを特徴とする請求項3記載のシリコンブロックの研削研磨機。
- 前記請求項1〜4の何れか1項において、前記シリコンブロックの表面を研削/研磨して該シリコンブロックの表面を平滑化した後、該シリコンブロックをスライス加工して、シリコンウエハを製造することを特徴とするシリコンウエハの加工方法。
- 前記請求項1又は2において、前記角部に円弧状の曲面部が形成された単結晶からなるシリコンブロックのその曲面部の表面を研削/研磨する際、
前記シリコンブロックは、前記回転装置で連続的に多回転されながら、且つ前記粗研手段及び前記精研手段が前記シリコンブロックに沿ってスライド移動されることにより前記角部の平滑化及び面取りを行うことを特徴とするシリコンウエハの加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008083582A JP5238317B2 (ja) | 2008-03-27 | 2008-03-27 | シリコンブロックの研削研磨機及びシリコンウエハの加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008083582A JP5238317B2 (ja) | 2008-03-27 | 2008-03-27 | シリコンブロックの研削研磨機及びシリコンウエハの加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009233794A JP2009233794A (ja) | 2009-10-15 |
| JP5238317B2 true JP5238317B2 (ja) | 2013-07-17 |
Family
ID=41248407
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008083582A Expired - Fee Related JP5238317B2 (ja) | 2008-03-27 | 2008-03-27 | シリコンブロックの研削研磨機及びシリコンウエハの加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5238317B2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5406126B2 (ja) | 2010-06-09 | 2014-02-05 | 株式会社岡本工作機械製作所 | インゴットブロックの複合面取り加工装置および加工方法 |
| JP5286329B2 (ja) * | 2010-06-18 | 2013-09-11 | 株式会社サンシン | シリコンブロック又は四角柱状部材の面取加工方法及びその装置 |
| TWI566887B (zh) | 2010-09-01 | 2017-01-21 | 新東工業股份有限公司 | Cylindrical components of the grinding device |
| JP5563427B2 (ja) * | 2010-11-02 | 2014-07-30 | 株式会社Bbs金明 | 研磨装置 |
| JP5563426B2 (ja) * | 2010-11-02 | 2014-07-30 | 株式会社Bbs金明 | チャック装置 |
| TWI520829B (zh) | 2010-11-18 | 2016-02-11 | Sintokogio Ltd | A grinding member for a cylindrical member, a cylindrical member, and a cylindrical member |
| JP5129319B2 (ja) * | 2010-12-07 | 2013-01-30 | 株式会社岡本工作機械製作所 | 円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置 |
| JP5129320B2 (ja) * | 2010-12-15 | 2013-01-30 | 株式会社岡本工作機械製作所 | 円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法 |
| JP5108123B2 (ja) | 2011-01-27 | 2012-12-26 | 株式会社岡本工作機械製作所 | 円筒状インゴットブロックの切断装置およびそれを用いて四角柱状ブロックに加工する方法 |
| JP5802072B2 (ja) * | 2011-07-26 | 2015-10-28 | 株式会社岡本工作機械製作所 | 円筒状インゴットブロックを四角柱状ブロックに加工する切断方法 |
| KR101308036B1 (ko) * | 2011-08-23 | 2013-09-12 | (주)대성하이텍 | 실리콘잉곳 가공기용 실리콘잉곳의 클램핑장치 |
| KR101306904B1 (ko) * | 2011-08-24 | 2013-09-10 | (주)대성하이텍 | 실리콘잉곳의 복합가공기 |
| KR101288795B1 (ko) | 2012-02-22 | 2013-07-23 | (주)대성하이텍 | 실리콘잉곳의 복합가공기용 드레싱장치 |
| KR101362040B1 (ko) * | 2012-02-22 | 2014-02-12 | (주)대성하이텍 | 실리콘잉곳의 복합가공기 |
| CN102950518B (zh) * | 2012-11-02 | 2015-07-15 | 佛山市业鹏机械厂 | 钻石磨边磨锥一体机传动链的自动离合机构 |
| CN105945671A (zh) * | 2016-06-23 | 2016-09-21 | 佛山市业鹏机械有限公司 | 提高钻石磨边机动态磨削刚度的方法及钻石磨边机 |
| CN106425735A (zh) * | 2016-08-30 | 2017-02-22 | 苏州巴奈特机械设备有限公司 | 一种异型倒角机 |
| CN107088814B (zh) * | 2017-05-11 | 2018-02-09 | 李毅宏 | 一种菜板打磨机 |
| JP2019166608A (ja) * | 2018-03-26 | 2019-10-03 | 有限会社福島技研 | 研削装置 |
| CN108714978B (zh) * | 2018-07-05 | 2024-01-09 | 青岛高测科技股份有限公司 | 一种晶硅切棱磨倒一体机 |
| JP2025070806A (ja) * | 2023-10-20 | 2025-05-02 | 株式会社Sumco | 面取り装置、面取り方法及び単結晶シリコンブロックの製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52126594A (en) * | 1976-04-17 | 1977-10-24 | Yasuhiro Suzuki | Method of rotary grinding rectangular parallelopiped stone material |
| JPH06143110A (ja) * | 1992-11-06 | 1994-05-24 | Mitsui High Tec Inc | ワークの保持装置を備えた研削盤 |
| JPH11291145A (ja) * | 1998-04-10 | 1999-10-26 | Shin Etsu Handotai Co Ltd | 円筒研削機 |
| JP2002075924A (ja) * | 2000-08-28 | 2002-03-15 | Shin Etsu Handotai Co Ltd | シリコン単結晶インゴットの加工方法 |
| JP2004356657A (ja) * | 2000-09-28 | 2004-12-16 | Sharp Corp | シリコンウエハの加工方法 |
| JP2004058185A (ja) * | 2002-07-26 | 2004-02-26 | Shin Etsu Handotai Co Ltd | 円筒研削方法及び装置 |
| JP4731993B2 (ja) * | 2005-05-18 | 2011-07-27 | 日本碍子株式会社 | ハニカム構造体の製造方法 |
-
2008
- 2008-03-27 JP JP2008083582A patent/JP5238317B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009233794A (ja) | 2009-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5238317B2 (ja) | シリコンブロックの研削研磨機及びシリコンウエハの加工方法 | |
| KR101184959B1 (ko) | 잉곳 블록의 복합 모따기 가공 장치 및 가공 방법 | |
| KR101486113B1 (ko) | 원통 형상 단결정 실리콘 잉곳 블록을 사각기둥 형상 블록으로 가공하는 방법 및 거기에 사용하는 복합 모따기 가공 장치 | |
| JP7481518B2 (ja) | ツルーイング方法及び面取り装置 | |
| CN101972982B (zh) | 圆柱状部件的研磨装置及其研磨方法 | |
| JP5842920B2 (ja) | 硬脆性材料の研削・研磨加工システム、および研削・研磨方法 | |
| JP2011255454A5 (ja) | ||
| CN102652049B (zh) | 圆柱状部件的研磨装置、圆柱状部件以及圆柱状部件的研磨方法 | |
| JP5517156B2 (ja) | インゴットブロックの複合面取り加工装置 | |
| TWI589398B (zh) | Columnar processing equipment | |
| JP5856245B2 (ja) | インゴットブロックの複合面取り加工装置および面取り加工方法 | |
| WO2011052267A1 (ja) | 多角柱状部材の研磨装置およびその研磨方法 | |
| JP2011136382A (ja) | シリコンインゴットの面取り加工装置 | |
| JP2010214550A (ja) | シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| JP2010262955A (ja) | シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法 | |
| CN115351609A (zh) | 一种近无崩刃微圆弧金刚石刀具的力控制机械刃磨工艺 | |
| KR20240118829A (ko) | 반도체 결정 웨이퍼의 제조장치 및 제조방법 | |
| JP2013010158A (ja) | インゴットブロックの自動クランプ方法 | |
| JP5421132B2 (ja) | シリコンインゴットの円筒研削装置および円筒研削方法 | |
| CN108237442B (zh) | 一种超薄陶瓷指纹识别片的加工工艺 | |
| CN203062465U (zh) | 一种双磨头立式圆盘磨床 | |
| JP2013035079A (ja) | 四角柱状インゴットの四隅r面の円筒研削方法 | |
| WO2019102629A1 (ja) | 多角柱状部材の加工装置および加工方法 | |
| JP5271581B2 (ja) | シリコンインゴット用測定装置 | |
| JPH0957586A (ja) | ウェーハの加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130401 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |