JP5166602B2 - タイヤのプレアセンブリを製造する装置 - Google Patents
タイヤのプレアセンブリを製造する装置 Download PDFInfo
- Publication number
- JP5166602B2 JP5166602B2 JP2011506216A JP2011506216A JP5166602B2 JP 5166602 B2 JP5166602 B2 JP 5166602B2 JP 2011506216 A JP2011506216 A JP 2011506216A JP 2011506216 A JP2011506216 A JP 2011506216A JP 5166602 B2 JP5166602 B2 JP 5166602B2
- Authority
- JP
- Japan
- Prior art keywords
- assembly
- sidewall
- assembly drum
- drum
- inner liner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 238000000429 assembly Methods 0.000 title claims description 5
- 230000000712 assembly Effects 0.000 title claims description 5
- 238000005259 measurement Methods 0.000 claims description 30
- 238000005520 cutting process Methods 0.000 claims description 18
- 238000012937 correction Methods 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 5
- 238000004804 winding Methods 0.000 claims description 5
- 238000002203 pretreatment Methods 0.000 claims 1
- 238000012423 maintenance Methods 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D30/3007—Applying the layers; Guiding or stretching the layers during application by feeding a sheet perpendicular to the drum axis and joining the ends to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/46—Cutting textile inserts to required shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
- B29D2030/2671—Holding the layers, e.g. the webs or the plies, in position onto the drum
- B29D2030/2678—Holding the layers, e.g. the webs or the plies, in position onto the drum by using magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
- B29D2030/2671—Holding the layers, e.g. the webs or the plies, in position onto the drum
- B29D2030/2692—Holding the layers, e.g. the webs or the plies, in position onto the drum by using suction means, e.g. vacuum producing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/44—Stretching or treating the layers before application on the drum
- B29D2030/4437—Adjusting the dimensions of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/44—Stretching or treating the layers before application on the drum
- B29D2030/4437—Adjusting the dimensions of the layers
- B29D2030/4443—Increasing the length of the layers, e.g. by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/44—Stretching or treating the layers before application on the drum
- B29D2030/4437—Adjusting the dimensions of the layers
- B29D2030/445—Shortening the layers, e.g. by acting on the lateral edges or on the thickness or by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/46—Cutting textile inserts to required shape
- B29D2030/463—Holding the textile inserts during cutting; means therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Tyre Moulding (AREA)
Description
Claims (10)
- タイヤのプレアセンブリ(2)を製造する装置であって、
前記プレアセンブリ(2)を受ける組み立てドラム(1)と、
インナライナ(4)を収納するインナライナストックロール(3)と、
第1のサイドウォール(6)を収納する第1のサイドウォールストックロール(5)、および第2のサイドウォール(8)を収納する第2のサイドウォールストックロール(7)と、
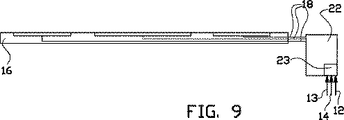
前記インナライナ(4)と前記サイドウォール(6、8)を接合してプレアセンブリ(2)を形成する接合装置(9)とを備え、前記プレアセンブリ(2)において、前記第1および第2のサイドウォール(6、8)が前記インナライナ(4)のいずれか一方の側に位置し、前記接合装置(9)が、前記プレアセンブリ(2)を所定の長さに切断する切断装置(10)と、前記切断されたプレアセンブリ(2)を前記組み立てドラム(1)まで搬送する供給コンベア(11;11a、11b)とを備える、タイヤのプレアセンブリ(2)を製造する装置において、前記切断されたプレアセンブリ(2)の前記第1のサイドウォール(6)の長さを測定し、前記第1のサイドウォールの前記測定された長さを示す第1のサイドウォール測定信号を供給する第1のサイドウォール測定装置(12)と、前記切断されたプレアセンブリの前記第2のサイドウォール(8)の長さを測定し、前記第2のサイドウォールの前記測定された長さを示す第2のサイドウォール測定信号を供給する第2のサイドウォール測定装置(13)と、前記切断されたプレアセンブリの前記インナライナ(4)の長さを測定し、前記インナライナの前記測定された長さを示すインナライナ測定信号を供給するインナライナ測定装置(14)とを備え、前記第1のサイドウォールサイドウォール信号、前記第2のサイドウォール測定信号、および/または前記インナライナ測定信号に基づいて長さの差を補正する補正装置をさらに有することを特徴とする、タイヤのプレアセンブリを製造する装置。 - 前記補正装置は、前記切断されたプレアセンブリ(2)を前記組み立てドラム(1)に押し付ける圧力ロール(15)をさらに備え、前記圧力ロール(15)は、前記圧力ロール(15)の長手方向に延びる回転不能な軸(16)と、前記軸(16)上に均等な間隔を置いて配置された複数の半径方向円板(17)とを備え、各円板は、前記組み立てドラム(1)に対して半径方向に移動できるように前記軸(16)上に個々に滑り可能に支持された内側部分と、前記内側部分を囲み、かつ前記内側部分上に回転可能に支持された外側リングとを有し、前記内側部分は、長さが前記軸(16)の対応するサイズを超えるくぼみを有し、前記くぼみは、前記組み立てドラム(1)に対して半径方向に移動できるように前記軸(16)の側壁上に滑り可能に接触する側壁を有し、前記軸(16)は、各円板(17)ごとに設けられた複数の半径方向に延びる穴と、各円板(17)の前記内側部分に配置され、前記軸(16)の半径方向に延びるそれぞれの穴に滑り可能に嵌るピストンとを有し、前記軸(16)は、前記軸(16)の前記それぞれの穴内の前記それぞれのピストンの動作中に、各円板(17)が前記軸(16)上で半径方向に移動可能になるように、圧力供給装置(22)から穴に圧力媒体を供給するために、それぞれの穴に連結されたダクト(18)を有し、前記複数の円板(17)は、前記第1のサイドウォール(6)を前記組み立てドラム(1)に押し付ける第1のサイドウォール円板群(19)と、前記第2のサイドウォール(8)を前記組み立てドラム(1)に押し付ける第2のサイドウォール円板群(20)と、前記インナライナを前記組み立てドラム(1)に押し付けるインナライナ円板群(21)とを有することを特徴とする、請求項1に記載の、タイヤのプレアセンブリを製造する装置。
- 前記圧力供給装置(22)は、前記第1のサイドウォール測定信号、前記第2のサイドウォール測定信号、および/または前記インナライナ測定信号に応じて、前記対応する円板群(19、20、21)に対応する圧力をかける制御装置(23)を含むことを特徴とする、請求項2に記載の、タイヤのプレアセンブリを製造する装置。
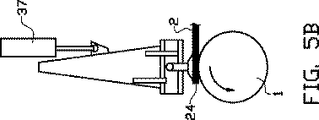
- 前記プレアセンブリ(2)は先端(24)および後端(25)を有し、前記タイヤのプレアセンブリを製造する装置は、プレアセンブリが極めて正確に組み立てドラム上に巻き付けられ、装置は、前記プレアセンブリ(2)を前記組み立てドラム(1)上に巻き付ける間、前記先端(24)を前記組み立てドラム上に保持する第1の保持装置を備えることを特徴とする、請求項1から3のいずれか一項に記載の、タイヤのプレアセンブリを製造する装置。
- 前記第1の保持装置は、末端(27、28)に磁石を備え、前記末端(27、28)同士の間に、可撓性の材料の表面(29)を有し、固定部材ホルダ(30、30')によって、組み立てドラムが回転する間、前記組み立てドラム(1)上に配置しておくことができ、前記磁石によって、前記組み立てドラム上に取り外し可能に配置することができる細長い固定部材(26;26')を有し、固定部材ホルダ(30;30')は、組み立てドラムの回転中に固定部材(26;26')を組み立てドラム(1)から取り外すようにもなっていることを特徴とする、請求項4に記載の、タイヤのプレアセンブリを製造する装置。
- 前記第1の保持装置は、前記組み立てドラム(1)に組み込まれた真空装置であることを特徴とする、請求項4に記載の、タイヤのプレアセンブリを製造する装置。
- 前記プレアセンブリ(2)は先端(24)および後端(25)を有し、前記タイヤのプレアセンブリを製造する装置は、前記プレアセンブリ(2)を前記組み立てドラム(1)上に巻き付ける間、前記後端(25)を前記供給コンベア(11;11a、11b)上に保持する第2の保持装置(39)を備えることを特徴とする、請求項1から6のいずれか一項または請求項1の前提記載部分に記載の、タイヤのプレアセンブリを製造する装置。
- 少なくとも前記供給コンベア(11;11b)の、前記切断装置(10)の下方であって、かつ、前記切断装置から搬送方向へある距離だけ離れた位置に位置する部分の下方に位置する真空装置(40)を備え、前記真空装置(40)は、前記プレアセンブリ(2)を前記供給コンベア(11;11b)上に保持するのに適していることを特徴とする、請求項1から7のいずれか一項に、タイヤのプレアセンブリを製造する装置。
- 前記供給コンベア(11;11a、11b)の表面は、前記プレアセンブリ(2)の材料に付着する材料で作られることを特徴とする、請求項1から8のいずれか一項に、タイヤのプレアセンブリを製造する装置。
- 前記供給コンベアは、前記切断装置(10)の下方に配置された第1のコンベア(11a)と前記第1のコンベア(11a)と前記組み立てドラム(1)との間に配置された第2のコンベア(11b)とを有することを特徴とする、請求項1から9のいずれか一項に記載の装置。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL2001510A NL2001510C2 (nl) | 2008-04-23 | 2008-04-23 | Inrichting voor het vervaardigen van een voorassemblage voor een band. |
| NL2001510 | 2008-04-23 | ||
| US13066308P | 2008-06-02 | 2008-06-02 | |
| US61/130,663 | 2008-06-02 | ||
| PCT/NL2009/050217 WO2009131451A1 (en) | 2008-04-23 | 2009-04-23 | Device for manufacturing a pre-assembly for a tyre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011518691A JP2011518691A (ja) | 2011-06-30 |
| JP5166602B2 true JP5166602B2 (ja) | 2013-03-21 |
Family
ID=40019366
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011506216A Active JP5166602B2 (ja) | 2008-04-23 | 2009-04-23 | タイヤのプレアセンブリを製造する装置 |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2265434B1 (ja) |
| JP (1) | JP5166602B2 (ja) |
| KR (1) | KR101430288B1 (ja) |
| CN (1) | CN102015272B (ja) |
| BR (1) | BRPI0911640B1 (ja) |
| NL (1) | NL2001510C2 (ja) |
| RU (1) | RU2479430C2 (ja) |
| TW (1) | TWI436882B (ja) |
| WO (1) | WO2009131451A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL2007485C2 (nl) * | 2011-09-27 | 2013-03-28 | Vmi Holland Bv | Samenstel en werkwijze voor het vervaardigen van een groene band en/of luchtveer. |
| MX350456B (es) * | 2011-09-30 | 2017-09-06 | Pirelli | Método para controlar la construcción de una llanta. |
| JP5319752B2 (ja) * | 2011-10-11 | 2013-10-16 | 住友ゴム工業株式会社 | 空気入りタイヤの製造方法 |
| ITMI20112269A1 (it) * | 2011-12-15 | 2013-06-16 | Pirelli | Metodo per controllare la deposizione di uno strato di materiale polimerico sigillante su un tamburo di formatura e processo per produrre pneumatici auto-sigillanti per ruote di veicoli |
| WO2013093765A1 (en) | 2011-12-22 | 2013-06-27 | Pirelli Tyre S.P.A. | Process and apparatus for building tyres for vehicle wheels |
| NL2009769C2 (en) * | 2012-11-07 | 2014-05-08 | Vmi Holland Bv | Tyre layer application assembly. |
| KR101393646B1 (ko) * | 2013-04-16 | 2014-05-13 | 권선구 | 타이어의 사이드월 보강재 부착장치 |
| RU2549361C2 (ru) * | 2013-06-10 | 2015-04-27 | Открытое Акционерное Общество "Нпо "Стример" | Мультикамерный изолятор-разрядник с предварительно изготовленными разрядными камерами |
| WO2015087289A2 (en) * | 2013-12-13 | 2015-06-18 | Pirelli Tyre S.P.A. | Method and apparatus for depositing a piece of band-like elastomeric element on a forming support in a process for building a tyre for vehicle wheels |
| US9868263B2 (en) * | 2014-04-15 | 2018-01-16 | Bridgestone Corporation | Apparatus and method for supplying tire material members |
| JP6263071B2 (ja) * | 2014-04-15 | 2018-01-17 | 株式会社ブリヂストン | タイヤ構成部材の供給装置及びタイヤ構成部材の供給方法 |
| DE102015006372A1 (de) * | 2015-05-19 | 2016-11-24 | Harburg-Freudenberger Maschinenbau Gmbh | Andrückeinrichtung für Reifenaufbaumaschinen |
| NL2015401B1 (en) | 2015-09-04 | 2017-03-22 | Vmi Holland Bv | Assembly and method for tire building. |
| JP6264416B1 (ja) | 2016-09-16 | 2018-01-24 | 横浜ゴム株式会社 | 筒状部材の製造装置および方法 |
| EP3717226B1 (fr) * | 2017-11-27 | 2023-01-04 | Compagnie Générale des Etablissements Michelin | Appareil et procede de pose de bandelette sur une bande de roulement |
| NL2022874B1 (en) * | 2019-04-05 | 2020-10-08 | Vmi Holland Bv | Calibration tool and method |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1141012A2 (ru) * | 1984-03-07 | 1985-02-23 | Ярославский политехнический институт | Устройство дл наложени ленточного материала на барабан сборочного станка |
| IT1203558B (it) * | 1986-05-20 | 1989-02-15 | Firestone Int Dev Spa | Metodo per la realizzazione di un pneumatico radiale di prima fase per veicoli |
| JPH07115425B2 (ja) * | 1986-09-24 | 1995-12-13 | 株式会社ブリヂストン | タイヤ成形方法および装置 |
| ES2090185T3 (es) * | 1988-05-26 | 1996-10-16 | Uniroyal Goodrich Licensing | Maquina y aparato para fabricar cubiertas de neumatico. |
| JPH05269886A (ja) * | 1992-02-21 | 1993-10-19 | Bridgestone Corp | タイヤ成型ドラムのブラダー外径設定方法と装置及び同ブラダー上への帯状部材の貼付け方法と装置 |
| JP3202312B2 (ja) * | 1992-03-16 | 2001-08-27 | 株式会社ブリヂストン | シート状部材の貼付け装置 |
| JP3192743B2 (ja) * | 1992-03-17 | 2001-07-30 | 株式会社ブリヂストン | 円筒状部材の成型方法および成型装置 |
| DE4220490A1 (de) * | 1992-06-23 | 1994-01-05 | Krupp Maschinentechnik | Reifenaufbaumaschine |
| JP3469355B2 (ja) * | 1995-05-26 | 2003-11-25 | 株式会社ブリヂストン | 部材プリアセンブリ装置 |
| DE29681273U1 (de) * | 1996-10-25 | 1998-11-19 | Vmi Epe Holland | Andrückrolle für eine Reifenaufbaumaschine |
| IT1321019B1 (it) * | 2000-10-10 | 2003-12-30 | Bridgestone Firestone Tech | Metodo e macchina per la formatura di pneumatici. |
| ATE355963T1 (de) * | 2003-02-13 | 2007-03-15 | Michelin Soc Tech | Formgebung und anlegen einer reifengürtellage auf eine haltevorrichtung |
| JP2006110856A (ja) * | 2004-10-14 | 2006-04-27 | Sumitomo Rubber Ind Ltd | ゴムストリップの貼付装置 |
| EP1876039B1 (en) * | 2006-07-04 | 2012-04-18 | Sumitomo Rubber Industries, Ltd. | Hybrid rubber tape and method for manufacturing pneumatic tire |
| CN200974335Y (zh) * | 2006-08-21 | 2007-11-14 | 天津市橡塑机械研究所有限公司 | 一种两鼓式子午线巨型工程轮胎一次法成型机 |
-
2008
- 2008-04-23 NL NL2001510A patent/NL2001510C2/nl not_active IP Right Cessation
-
2009
- 2009-04-23 JP JP2011506216A patent/JP5166602B2/ja active Active
- 2009-04-23 EP EP09736001A patent/EP2265434B1/en active Active
- 2009-04-23 TW TW98113435A patent/TWI436882B/zh not_active IP Right Cessation
- 2009-04-23 RU RU2010142963/05A patent/RU2479430C2/ru active
- 2009-04-23 WO PCT/NL2009/050217 patent/WO2009131451A1/en active Application Filing
- 2009-04-23 KR KR1020107025105A patent/KR101430288B1/ko active IP Right Grant
- 2009-04-23 CN CN200980114153.6A patent/CN102015272B/zh active Active
- 2009-04-23 BR BRPI0911640A patent/BRPI0911640B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| EP2265434A1 (en) | 2010-12-29 |
| JP2011518691A (ja) | 2011-06-30 |
| RU2010142963A (ru) | 2012-05-27 |
| CN102015272B (zh) | 2014-05-21 |
| BRPI0911640B1 (pt) | 2018-10-30 |
| TWI436882B (zh) | 2014-05-11 |
| KR20110015542A (ko) | 2011-02-16 |
| NL2001510C2 (nl) | 2009-10-26 |
| EP2265434B1 (en) | 2012-10-03 |
| WO2009131451A1 (en) | 2009-10-29 |
| TW201008763A (en) | 2010-03-01 |
| KR101430288B1 (ko) | 2014-08-14 |
| RU2479430C2 (ru) | 2013-04-20 |
| CN102015272A (zh) | 2011-04-13 |
| BRPI0911640A2 (pt) | 2018-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5166602B2 (ja) | タイヤのプレアセンブリを製造する装置 | |
| US8171619B2 (en) | Device for manufacturing a pre-assembly for a tire | |
| CN102233685B (zh) | 轮胎用带状部件的缠绕装置 | |
| EP2116496A1 (en) | Take-up device for long member and production device for long member | |
| JP2007533481A (ja) | トレッド貼付け装置 | |
| JP2009531236A (ja) | 瓶或いは同様な容器にランダムにラベル貼りする真空ドラム並びにそのようなドラムを備えるラベル貼り機 | |
| WO2020198949A1 (zh) | 全自动钉接卷绕一体机 | |
| US20160114996A1 (en) | Roll handling system for a winder comprising a receiving unit having positioning means and a method therefor | |
| US20160083212A1 (en) | Reel handling system having a winding shaft which is fastened releasably on one side | |
| US9751722B2 (en) | Elongated sheet feeding reel | |
| KR20190034351A (ko) | 타이어 내면으로의 대상 부재의 첩부 장치 및 방법 | |
| WO2007037173A1 (ja) | ロール体保持装置および記録装置とロール体保持方法 | |
| JP6254266B2 (ja) | タイヤ部品を移送ドラム上にピックアップして配置するための方法 | |
| EP1231770A3 (en) | Drum for fixing sheet-type member | |
| US9656824B2 (en) | Reel handling system for a winder, and method in this regard | |
| US7644744B2 (en) | Lid sealing machine | |
| JP6467295B2 (ja) | ビードコアラッピング装置 | |
| CN220617834U (zh) | 一种裁剪装置 | |
| KR20130053710A (ko) | 코일로 권취하기 위한 스트립 권취장치 및 스트립 권취방법 | |
| KR101510279B1 (ko) | 박판 소재 권취기 및 이를 이용한 권취장치 | |
| JP6434814B2 (ja) | カーカスプライの貼り付け方法 | |
| JP2021094783A (ja) | タイヤの製造方法 | |
| CN105984741A (zh) | 一种用于放卷装置的胶带检测系统 | |
| JPH0711066Y2 (ja) | ウェブ継ぎ装置 | |
| JP2023542313A (ja) | 容器ラベリングマシン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5166602 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |