JP5149752B2 - パルスアーク溶接の出力制御方法 - Google Patents
パルスアーク溶接の出力制御方法 Download PDFInfo
- Publication number
- JP5149752B2 JP5149752B2 JP2008243706A JP2008243706A JP5149752B2 JP 5149752 B2 JP5149752 B2 JP 5149752B2 JP 2008243706 A JP2008243706 A JP 2008243706A JP 2008243706 A JP2008243706 A JP 2008243706A JP 5149752 B2 JP5149752 B2 JP 5149752B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- current
- value
- base
- period
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims description 193
- 238000000034 method Methods 0.000 title claims description 17
- 230000003321 amplification Effects 0.000 description 21
- 238000003199 nucleic acid amplification method Methods 0.000 description 21
- 238000001514 detection method Methods 0.000 description 18
- 238000010586 diagram Methods 0.000 description 10
- 238000002789 length control Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 9
- 230000001052 transient effect Effects 0.000 description 8
- 238000009499 grossing Methods 0.000 description 6
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000010953 base metal Substances 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images






Description
溶接ワイヤを予め定めたワイヤ送給速度で送給すると共に、予め定めたピーク期間Tp中はピーク電流設定値Iprに対応するピーク電流を通電し、予め定めたベース期間Tb中はベース電流設定値Ibrに対応するベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接を行うパルスアーク溶接の出力制御方法において、
第n回目のパルス周期の開始に際して、予め定めた溶接電圧設定値と溶接電圧の検出値との電圧誤差に応じて溶接電流変化量ΔIを算出し、配分比率α(0≦α≦1)を予め設定し、
ピーク電流設定値変化量ΔIpr=ΔI×(Tp+Tb)×α/Tpを算出し、この値を第n−1回目のパルス周期における前記ピーク電流設定値に加算して第n回目のパルス周期における前記ピーク電流設定値Iprを算出して前記ピーク電流を制御し、
ベース電流設定値変化量ΔIbr=ΔI×(Tp+Tb)×(1−α)/Tbを算出し、この値を第n−1回目のパルス周期における前記ベース電流設定値に加算して第n回目のパルス周期における前記ベース電流設定値Ibrを算出して前記ベース電流を制御する、
ことを特徴とするパルスアーク溶接の出力制御方法である。
ことを特徴とする第1の発明記載のパルスアーク溶接の出力制御方法である。
図1は、本発明の実施の形態1に係るパルスアーク溶接の出力制御方法を実施するための溶接電源のブロック図である。以下、同図を参照して各ブロックについて説明する。
Ipr=550+(10×5×0.5/1)=575Aとなり、
Ibr=50+(10×5×0.5/4)=56.25Aとなる。
このように、ベース電流への負担は従来技術のときの10Aよりも軽くなる。
Ipr=550+(10×3×0.5/1)=565Aとなり、
Ibr=50+(10×3×0.5/2)=57.5Aとなる。
このように、ベース電流への負担はやはり軽くなる。
図2は、本発明の実施の形態2に係るパルスアーク溶接の出力制御方法を実施するための溶接電源のブロック図である。同図において上述した図1と同一のブロックには同一符号を付してそれらの説明は省略する。以下、同図を参照して図1とは異なる破線で示す第2配分比率設定回路HR2について説明する。
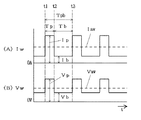
図4は本発明の実施の形態3に係るパルスアーク溶接の出力制御方法を示す電流・電圧波形図である。同図(A)はアークを通電する溶接電流Iwを示し、同図(B)は溶接ワイヤと母材との間の溶接電圧Vwを示す。同図は、ベース期間の一部が電極マイナス極性期間となる交流パルスアーク溶接の場合である。同図において、0A及び0Vよりも上側が電極プラス極性EPとなり、下側が電極マイナス極性ENとなる。以下、同図を参照して説明する。
(1)第n回目のパルス周期の開始時点である時刻t1において、溶接電圧平均値Vavと予め定めた電圧設定値Vrとの電圧誤差を算出する。
(2)この電圧誤差に基づいて溶接電流変化量ΔIを算出する。
(3)この溶接電流変化量ΔIと予め定めた配分比率α及びベース期間配分比率βとを入力として以下の演算を行う。
ピーク電流変化量ΔIp=ΔI×(Tn+Tp+Tb)×α/Tp
ベース電流変化量ΔIb=ΔI×(Tn+Tp+Tb)×(1−α)×β/Tb
電極マイナス極性ベース電流変化量ΔIn=ΔI×(Tn+Tp+Tb)×(1−α)×(1−β)/Tn
(4)第n−1回目のパルス周期におけるピーク電流値、ベース電流値及び電極マイナス極性ベース電流値の各々に上記のピーク電流変化量ΔIp、ベース電流変化量ΔIb及び電極マイナス極性ベース電流変化量ΔInを加算して、第n回目のパルス周期におけるピーク電流値、ベース電流値及び電極マイナス極性ベース電流値を算出して通電する。
2 母材
3 アーク
4 溶接トーチ
5 送給ロール
D2a〜D2d 2次整流器
DV 駆動回路
Dv 駆動信号
DVS 2次側駆動回路
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
EV 電圧誤差増幅回路
f(Fr) 関数
FC 送給制御回路
Fc 送給制御信号
FR ワイヤ送給速度設定回路
Fr ワイヤ送給速度設定信号
G 増幅率
g(Fr) 関数
HR 配分比率設定回路
HR2 第2配分比率設定回路
HR3 第3配分比率設定回路
Iav 溶接電流平均値
Ib ベース電流
IBR ベース電流設定回路
Ibr ベース電流設定信号
ID 溶接電流検出回路
Id 溶接電流検出信号
In 電極マイナス極性ベース電流
INR 電極マイナス極性ベース電流設定回路
Inr 電極マイナス極性ベース電流設定信号
INT インバータトランス
INV インバータ回路
Ip ピーク電流
IPR ピーク電流設定回路
Ipr ピーク電流設定信号
Ir 溶接電流設定信号
Iw 溶接電流
Nd 電極マイナス極性駆動信号
NTR 電極マイナス極性トランジスタ
Pd 電極プラス極性駆動信号
PM 電源主回路
PTR 電極プラス極性トランジスタ
SW 切換回路
SW2 第2切換回路
Tb (電極プラス極性)ベース期間
Tn 電極マイナス極性ベース期間
Tp (電極プラス極性)ピーク期間
TPB パルス周期タイマ回路
Tpb パルス周期(信号)
TPB2 第2パルス周期タイマ回路
Vav 溶接電圧平均値(溶接電圧平滑値)
Vb ベース電圧
VD 溶接電圧検出回路
Vd 溶接電圧検出信号
Vn 電極マイナス極性電圧
Vp ピーク電圧
VR 溶接電圧設定回路
Vr 溶接電圧設定(値/信号)
Vw 溶接電圧
WM ワイヤ送給モータ
α 配分比率(信号)
β ベース期間配分比率(信号)
ΔI 溶接電流変化量(信号)
ΔIb ベース電流変化量
ΔIbr ベース電流設定値変化量
ΔIn 電極マイナス極性ベース電流変化量
ΔInr 電極マイナス極性ベース電流設定値変化量
ΔIp ピーク電流変化量
ΔIpr ピーク電流設定値変化量
ΔV 電圧誤差
Claims (2)
- 溶接ワイヤを予め定めたワイヤ送給速度で送給すると共に、予め定めたピーク期間Tp中はピーク電流設定値Iprに対応するピーク電流を通電し、予め定めたベース期間Tb中はベース電流設定値Ibrに対応するベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接を行うパルスアーク溶接の出力制御方法において、
第n回目のパルス周期の開始に際して、予め定めた溶接電圧設定値と溶接電圧の検出値との電圧誤差に応じて溶接電流変化量ΔIを算出し、配分比率α(0≦α≦1)を予め設定し、
ピーク電流設定値変化量ΔIpr=ΔI×(Tp+Tb)×α/Tpを算出し、この値を第n−1回目のパルス周期における前記ピーク電流設定値に加算して第n回目のパルス周期における前記ピーク電流設定値Iprを算出して前記ピーク電流を制御し、
ベース電流設定値変化量ΔIbr=ΔI×(Tp+Tb)×(1−α)/Tbを算出し、この値を第n−1回目のパルス周期における前記ベース電流設定値に加算して第n回目のパルス周期における前記ベース電流設定値Ibrを算出して前記ベース電流を制御する、
ことを特徴とするパルスアーク溶接の出力制御方法。 - 前記配分比率αが、前記ワイヤ送給速度に応じて変化する、
ことを特徴とする請求項1記載のパルスアーク溶接の出力制御方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008243706A JP5149752B2 (ja) | 2008-05-21 | 2008-09-24 | パルスアーク溶接の出力制御方法 |
| CN 200910130140 CN101585108B (zh) | 2008-05-21 | 2009-03-27 | 脉冲电弧焊接的输出控制方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008132720 | 2008-05-21 | ||
| JP2008132720 | 2008-05-21 | ||
| JP2008243706A JP5149752B2 (ja) | 2008-05-21 | 2008-09-24 | パルスアーク溶接の出力制御方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011208548A Division JP5226117B2 (ja) | 2008-05-21 | 2011-09-26 | パルスアーク溶接の出力制御方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010000539A JP2010000539A (ja) | 2010-01-07 |
| JP2010000539A5 JP2010000539A5 (ja) | 2011-10-20 |
| JP5149752B2 true JP5149752B2 (ja) | 2013-02-20 |
Family
ID=41369636
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008243706A Active JP5149752B2 (ja) | 2008-05-21 | 2008-09-24 | パルスアーク溶接の出力制御方法 |
| JP2011208548A Active JP5226117B2 (ja) | 2008-05-21 | 2011-09-26 | パルスアーク溶接の出力制御方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011208548A Active JP5226117B2 (ja) | 2008-05-21 | 2011-09-26 | パルスアーク溶接の出力制御方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP5149752B2 (ja) |
| CN (1) | CN101585108B (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4704502B1 (ja) * | 2010-02-05 | 2011-06-15 | 株式会社ダイヘン | アーク溶接方法 |
| JP2014024077A (ja) * | 2012-07-25 | 2014-02-06 | Daihen Corp | パルスアーク溶接制御方法 |
| JP2018153812A (ja) * | 2015-08-17 | 2018-10-04 | 株式会社ダイヘン | 溶接装置 |
| CN106425026B (zh) * | 2016-11-30 | 2018-02-27 | 唐山松下产业机器有限公司 | 电弧焊接设备、电弧焊接控制方法及装置 |
| JP7155821B2 (ja) * | 2018-09-28 | 2022-10-19 | 株式会社安川電機 | 溶接装置及び溶接方法 |
| CN109277669A (zh) * | 2018-09-28 | 2019-01-29 | 上海通用重工集团有限公司 | 电弧稳定的脉冲气保焊机 |
| CN110576241B (zh) * | 2019-09-04 | 2021-06-22 | 中车青岛四方机车车辆股份有限公司 | 一种脉冲焊接的控制方法及装置 |
| CN112894079B (zh) * | 2021-01-18 | 2022-12-09 | 南通博锐泰焊接科技有限公司 | 数字化脉冲式直流手工电弧焊方法及应用其的电弧焊机 |
| CN114603239B (zh) * | 2022-03-02 | 2022-12-16 | 华南理工大学 | 一种基于k-tig焊接系统的电弧弧长控制方法 |
| CN114789285B (zh) * | 2022-04-22 | 2023-12-05 | 深圳市爱达思技术有限公司 | 焊接波形生成方法、装置、设备及存储介质 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3049337B2 (ja) * | 1990-06-18 | 2000-06-05 | 大阪電気株式会社 | パルスアーク溶接方法およびこの方法を用いたパルスアーク溶接装置 |
| JP2892198B2 (ja) * | 1991-09-30 | 1999-05-17 | 株式会社神戸製鋼所 | 消耗電極式交流パルスアーク溶接方法 |
| JPH09277044A (ja) * | 1996-04-10 | 1997-10-28 | Daihen Corp | パルスアーク溶接のアーク長復帰制御方法及び溶接装置 |
| JP4855559B2 (ja) * | 1998-01-30 | 2012-01-18 | 株式会社ダイヘン | 消耗電極パルスアーク溶接のアーク長制御方法 |
| JP4846898B2 (ja) * | 2000-09-12 | 2011-12-28 | 株式会社ダイヘン | 交流パルスアーク溶接制御方法及び溶接電源装置 |
| JP2002105095A (ja) * | 2000-09-29 | 2002-04-10 | Internatl Reagents Corp | Atp誘導体およびそれを用いた測定方法 |
| JP4704612B2 (ja) * | 2001-06-06 | 2011-06-15 | 株式会社ダイヘン | パルスアーク溶接電源装置の出力制御方法 |
| JP4673519B2 (ja) * | 2001-08-23 | 2011-04-20 | 株式会社ダイヘン | 交流ガスシールドアーク溶接の送給制御方法 |
| JP2003088958A (ja) * | 2001-09-18 | 2003-03-25 | Daihen Corp | 交流パルスアーク溶接の出力制御方法 |
| JP2004034073A (ja) * | 2002-07-02 | 2004-02-05 | Daihen Corp | パルスアーク溶接制御方法 |
| JP3951930B2 (ja) * | 2003-02-07 | 2007-08-01 | 松下電器産業株式会社 | パルス出力制御方法及び消耗電極式パルスアーク溶接装置 |
| JP4490088B2 (ja) * | 2003-09-12 | 2010-06-23 | 株式会社ダイヘン | パルスアーク溶接の出力制御方法及びアーク長揺動パルスアーク溶接の出力制御方法 |
| JP4847142B2 (ja) * | 2006-01-24 | 2011-12-28 | 株式会社ダイヘン | 消耗電極パルスアーク溶接の出力制御方法 |
| JP5036197B2 (ja) * | 2006-03-10 | 2012-09-26 | 株式会社神戸製鋼所 | パルスアーク溶接方法 |
| JP5154872B2 (ja) * | 2006-09-25 | 2013-02-27 | 株式会社ダイヘン | パルスアーク溶接の出力制御方法 |
-
2008
- 2008-09-24 JP JP2008243706A patent/JP5149752B2/ja active Active
-
2009
- 2009-03-27 CN CN 200910130140 patent/CN101585108B/zh active Active
-
2011
- 2011-09-26 JP JP2011208548A patent/JP5226117B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN101585108B (zh) | 2013-10-16 |
| JP5226117B2 (ja) | 2013-07-03 |
| JP2010000539A (ja) | 2010-01-07 |
| JP2011255424A (ja) | 2011-12-22 |
| CN101585108A (zh) | 2009-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5226117B2 (ja) | パルスアーク溶接の出力制御方法 | |
| JP4950819B2 (ja) | 交流消耗電極短絡アーク溶接方法 | |
| JP5398280B2 (ja) | パルスアーク溶接方法 | |
| JP5342280B2 (ja) | タンデムパルスアーク溶接制御装置、及び、そのシステム | |
| JP5350641B2 (ja) | パルスアーク溶接方法 | |
| JP5070119B2 (ja) | パルスアーク溶接の出力制御方法 | |
| JP5090765B2 (ja) | 消耗電極交流アーク溶接の送給制御方法 | |
| JP2014024077A (ja) | パルスアーク溶接制御方法 | |
| JP6544865B2 (ja) | アーク溶接制御方法 | |
| US20190337080A1 (en) | Arc welding control method | |
| JP5149750B2 (ja) | 交流パルスアーク溶接によるインコネルの肉盛り溶接方法 | |
| JP2016144826A (ja) | パルスアーク溶接の出力制御方法 | |
| JP5706710B2 (ja) | 2ワイヤ溶接制御方法 | |
| JP5280268B2 (ja) | パルスアーク溶接の出力制御方法 | |
| JP4459768B2 (ja) | 交流パルスアーク溶接の溶接電流制御方法 | |
| JP2016128186A (ja) | パルスアーク溶接の出力制御方法 | |
| JP2006075890A (ja) | パルスアーク溶接の溶接電流制御方法 | |
| JP5429790B2 (ja) | パルスアーク溶接の出力制御方法 | |
| JP2019093403A (ja) | アーク溶接方法 | |
| JP6746452B2 (ja) | 交流アーク溶接制御方法 | |
| JP2019205264A (ja) | 溶接用電源装置および出力制御方法。 | |
| JP6370565B2 (ja) | 電源装置及びアーク加工用電源装置 | |
| KR102338734B1 (ko) | 교류 펄스 아크 용접의 출력 제어 방법 | |
| JP2023040450A (ja) | アーク溶接方法 | |
| JP6941410B2 (ja) | パルスアーク溶接制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110831 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5149752 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |