JP5145673B2 - レーザ加工方法およびレーザ加工装置 - Google Patents
レーザ加工方法およびレーザ加工装置 Download PDFInfo
- Publication number
- JP5145673B2 JP5145673B2 JP2006234308A JP2006234308A JP5145673B2 JP 5145673 B2 JP5145673 B2 JP 5145673B2 JP 2006234308 A JP2006234308 A JP 2006234308A JP 2006234308 A JP2006234308 A JP 2006234308A JP 5145673 B2 JP5145673 B2 JP 5145673B2
- Authority
- JP
- Japan
- Prior art keywords
- adjustment
- processing
- laser
- workpiece
- laser beams
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
- B23K26/048—Automatically focusing the laser beam by controlling the distance between laser head and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0853—Devices involving movement of the workpiece in at least two axial directions, e.g. in a plane
- B23K26/0861—Devices involving movement of the workpiece in at least two axial directions, e.g. in a plane in at least three axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Laser Beam Processing (AREA)
Description
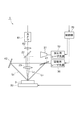
先ず、本発明の第1実施形態に係るレーザ加工方法およびレーザ加工装置について説明する。図1は、第1実施形態に係るレーザ加工装置1の構成図である。この図に示されるレーザ加工装置1は、加工対象物9に対して加工用レーザ光L0を集光照射して該加工対象物9を加工する装置であって、加工用レーザ光源10、ビームエキスパンダ21、ミラー22、集光レンズ23、調整用レーザ光源30、ミラー41、ミラー42、調整部50、CCDカメラ61、結像レンズ62および制御部70を備える。
次に、本発明の第2実施形態に係るレーザ加工方法およびレーザ加工装置について説明する。図4は、第2実施形態に係るレーザ加工装置2の構成図である。この図に示されるレーザ加工装置2は、加工対象物9に対して加工用レーザ光L0を集光照射して該加工対象物9を加工する装置であって、加工用レーザ光源10、ビームエキスパンダ21、ミラー22、集光レンズ23、調整用レーザ光源31、調整用レーザ光源32、調整部50、CCDカメラ61、結像レンズ62および制御部70を備える。
本発明は、上記実施形態に限定されるものではなく、種々の変形が可能である。例えば、加工対象物に照射する調整用レーザ光は3つ以上であってもよい。3つ以上の調整用レーザ光を互いに異なる照射方向から1点で交差するように加工対象物に対して照射することにより、加工対象物の位置および傾斜の方向及び傾斜の大きさの調整が更に容易かつ高精度に可能となる。
Claims (2)
- 加工対象物に対して加工用レーザ光を集光照射して前記加工対象物を加工するレーザ加工方法であって、
複数の調整用レーザ光それぞれのビーム断面形状を特定形状として前記複数の調整用レーザ光を互いに異なる照射方向から1点で交差するように前記加工対象物に対して照射し、
前記複数の調整用レーザ光の交差する位置と前記加工用レーザ光の集光点の位置の関係を設定し、
前記加工対象物に照射される前記複数の調整用レーザ光それぞれの照射位置の目標位置を設定し、
前記加工対象物における前記複数の調整用レーザ光それぞれの照射位置を測定するとともに、前記加工対象物における前記複数の調整用レーザ光それぞれのビームの照射領域形状を測定し、
その測定した前記複数の調整用レーザ光それぞれの照射位置が、前記目標位置となるように、前記加工対象物の位置を調整するとともに、その測定した前記複数の調整用レーザ光それぞれのビームの照射領域形状が、予め設定された目標形状となるように、前記加工対象物の傾斜の方向及び傾斜の大きさを調整し、
その後、前記加工対象物に対して前記加工用レーザ光を集光照射する
ことを特徴とするレーザ加工方法。 - 加工対象物に対して加工用レーザ光を集光照射して前記加工対象物を加工するレーザ加工装置であって、
加工用レーザ光を出力する加工用レーザ光源と、
前記加工用レーザ光源から出力された加工用レーザ光を集光する集光光学系と、
複数の調整用レーザ光それぞれのビーム断面形状を特定形状として前記複数の調整用レーザ光を出力するための調整用レーザ光源と、
前記複数の調整用レーザ光を互いに異なる方向から1点で交差するように前記加工対象物に対して照射する調整用光学系と、
前記加工対象物の位置を調整するとともに前記加工対象物の方位を調整する機能を有する調整部と、
前記調整用光学系により照射された前記複数の調整用レーザ光それぞれの前記加工対象物における照射位置を測定するとともに、前記調整用光学系により照射された前記複数の調整用レーザ光それぞれの前記加工対象物におけるビームの照射領域形状を測定する測定部と、
前記測定部により測定された前記複数の調整用レーザ光それぞれの照射位置が、前記複数の調整用レーザ光それぞれの予め設定された目標位置となるように、前記調整部による前記加工対象物の位置調整を制御するとともに、前記測定部により測定された前記複数の調整用レーザ光それぞれのビームの照射領域形状が、予め設定された目標形状となるように、前記調整部による前記加工対象物の傾斜の方向及び傾斜の大きさを制御する制御部と
を備えることを特徴とするレーザ加工装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006234308A JP5145673B2 (ja) | 2006-08-30 | 2006-08-30 | レーザ加工方法およびレーザ加工装置 |
| US11/878,973 US8294123B2 (en) | 2006-08-30 | 2007-07-30 | Laser processing method and laser processing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006234308A JP5145673B2 (ja) | 2006-08-30 | 2006-08-30 | レーザ加工方法およびレーザ加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008055455A JP2008055455A (ja) | 2008-03-13 |
| JP5145673B2 true JP5145673B2 (ja) | 2013-02-20 |
Family
ID=39238816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006234308A Expired - Fee Related JP5145673B2 (ja) | 2006-08-30 | 2006-08-30 | レーザ加工方法およびレーザ加工装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8294123B2 (ja) |
| JP (1) | JP5145673B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2838688B1 (en) * | 2012-04-17 | 2019-09-18 | Koninklijke Philips N.V. | Lighting apparatus |
| JP6748933B2 (ja) * | 2015-04-22 | 2020-09-02 | 株式会社Ihi | テラヘルツ照射位置の可視化装置 |
| KR101716369B1 (ko) * | 2015-10-19 | 2017-03-27 | 주식회사 이오테크닉스 | 레이저 가공 장비의 자동 검사 장치 및 방법 |
| US20170160538A1 (en) * | 2015-12-07 | 2017-06-08 | Nike, Inc. | Laser siping apparatus |
| JP6342949B2 (ja) * | 2016-05-17 | 2018-06-13 | ファナック株式会社 | 反射光を抑制しながらレーザ加工を行うレーザ加工装置及びレーザ加工方法 |
| CN106670652A (zh) * | 2016-12-29 | 2017-05-17 | 苏州逸美德科技有限公司 | 一种激光同轴加工装置及方法 |
| DE102017207421A1 (de) * | 2017-05-03 | 2018-11-08 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren und Abstandseinstelleinrichtung zur Einstellung des Abstands eines Laserbearbeitungskopfs zu einer Werkstückoberfläche und Computerprogrammprodukt |
| CN110099229B (zh) | 2018-01-30 | 2023-04-28 | 松下知识产权经营株式会社 | 摄像装置 |
| JP2020066039A (ja) * | 2018-10-26 | 2020-04-30 | カンタツ株式会社 | レーザ加工装置、レーザ加工装置の制御方法およびレーザ加工装置の制御プログラム |
| JP7208703B2 (ja) * | 2019-05-13 | 2023-01-19 | 株式会社ディスコ | 調整方法 |
| GB201913631D0 (en) * | 2019-09-20 | 2019-11-06 | Alltec Angewandte Laserlicht Tech Gesellschaft Mit Beschraenkter Haftung | Electromagnetic radiation system |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4272193A (en) * | 1979-04-13 | 1981-06-09 | The United States Of America As Represented By The United States Department Of Energy | Method and apparatus for timing of laser beams in a multiple laser beam fusion system |
| JPH0642993B2 (ja) * | 1986-10-28 | 1994-06-08 | 三菱電機株式会社 | 距離計測装置 |
| US4815819A (en) * | 1987-04-30 | 1989-03-28 | Christopher A. Mayhew | Method for obtaining images for use in displaying a three-dimensional illusion and related image recording medium |
| US4888490A (en) * | 1988-05-24 | 1989-12-19 | University Of Southern California | Optical proximity apparatus and method using light sources being modulated at different frequencies |
| JPH0343707A (ja) * | 1989-07-11 | 1991-02-25 | Canon Inc | 走査光学装置 |
| US5545160A (en) * | 1990-08-14 | 1996-08-13 | O'rourke; Daniel K. | Computer oriented stereotactic microneurological surgery |
| US5209813A (en) * | 1990-10-24 | 1993-05-11 | Hitachi, Ltd. | Lithographic apparatus and method |
| US5311288A (en) * | 1992-07-06 | 1994-05-10 | Opal Technologies Ltd. | Method and apparatus for detecting surface deviations from a reference plane |
| US5643801A (en) * | 1992-11-06 | 1997-07-01 | Semiconductor Energy Laboratory Co., Ltd. | Laser processing method and alignment |
| JP3255469B2 (ja) * | 1992-11-30 | 2002-02-12 | 三菱電機株式会社 | レーザ薄膜形成装置 |
| JP3060779B2 (ja) * | 1993-03-24 | 2000-07-10 | 日産自動車株式会社 | レーザ加工装置 |
| FR2709657B1 (fr) * | 1993-09-07 | 1995-12-01 | Deemed Int Sa | Dispositif de désignation optique, notamment pour opération de microchirurgie. |
| JPH07218261A (ja) * | 1994-02-03 | 1995-08-18 | Nikon Corp | レーザ投光装置 |
| GB9611170D0 (en) * | 1996-05-29 | 1996-07-31 | Sls Wales Ltd | Reduction of vascular blemishes by selective thermolysis |
| JPH10133145A (ja) | 1996-10-28 | 1998-05-22 | Furukawa Co Ltd | レーザー照射装置のガイド光システム |
| AU7245098A (en) * | 1997-04-01 | 1998-10-22 | Agris-Schoen Vision Systems, Inc. | High-precision-resolution image acquisision apparatus and method |
| US20060060781A1 (en) * | 1997-08-11 | 2006-03-23 | Masahiro Watanabe | Charged-particle beam apparatus and method for automatically correcting astigmatism and for height detection |
| US6107637A (en) * | 1997-08-11 | 2000-08-22 | Hitachi, Ltd. | Electron beam exposure or system inspection or measurement apparatus and its method and height detection apparatus |
| US6483580B1 (en) * | 1998-03-06 | 2002-11-19 | Kla-Tencor Technologies Corporation | Spectroscopic scatterometer system |
| DE19838518A1 (de) * | 1998-08-25 | 2000-03-02 | Bosch Gmbh Robert | Anordnung |
| EP1167920A4 (en) * | 1999-02-26 | 2009-03-11 | Anritsu Corp | DEVICE AND METHOD FOR MEASURING TRANSFER |
| JP4124396B2 (ja) * | 1999-12-17 | 2008-07-23 | 独立行政法人科学技術振興機構 | ホログラムの製造方法および装置 |
| GB2367375B (en) * | 2000-09-11 | 2004-09-01 | Mark Rogers | Laser range estimation aid |
| JP4659300B2 (ja) * | 2000-09-13 | 2011-03-30 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体チップの製造方法 |
| US7046353B2 (en) * | 2001-12-04 | 2006-05-16 | Kabushiki Kaisha Topcon | Surface inspection system |
| TWI326626B (en) * | 2002-03-12 | 2010-07-01 | Hamamatsu Photonics Kk | Laser processing method |
| AU2003289188A1 (en) * | 2002-12-05 | 2004-06-23 | Hamamatsu Photonics K.K. | Laser processing device |
| JP2004188422A (ja) * | 2002-12-06 | 2004-07-08 | Hamamatsu Photonics Kk | レーザ加工装置及びレーザ加工方法 |
| US7104689B2 (en) * | 2003-01-22 | 2006-09-12 | Instrumentarium Corporation | Positioning device and method in X-ray imaging systems |
| JP4601965B2 (ja) * | 2004-01-09 | 2010-12-22 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| JP2005274925A (ja) * | 2004-03-24 | 2005-10-06 | Pioneer Electronic Corp | ピント調整方法、ピント調整装置 |
| JP2005297012A (ja) * | 2004-04-13 | 2005-10-27 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| JP4389791B2 (ja) * | 2004-08-25 | 2009-12-24 | セイコーエプソン株式会社 | 微細構造体の製造方法および露光装置 |
| US20060133085A1 (en) * | 2004-12-16 | 2006-06-22 | Heidelberger Druckmaschinen Ag | Device for setting a spacing of a sheet from a guide during conveying through a printing technology machine |
| JP4804911B2 (ja) * | 2005-12-22 | 2011-11-02 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP4954653B2 (ja) * | 2006-09-19 | 2012-06-20 | 浜松ホトニクス株式会社 | レーザ加工方法 |
-
2006
- 2006-08-30 JP JP2006234308A patent/JP5145673B2/ja not_active Expired - Fee Related
-
2007
- 2007-07-30 US US11/878,973 patent/US8294123B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US8294123B2 (en) | 2012-10-23 |
| US20080210886A1 (en) | 2008-09-04 |
| JP2008055455A (ja) | 2008-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2003200286A (ja) | レーザマイクロスポット溶接装置 | |
| JP5145673B2 (ja) | レーザ加工方法およびレーザ加工装置 | |
| JP3227106B2 (ja) | 内径測定方法および内径測定装置 | |
| JP2009082958A (ja) | レーザ加工装置及びアキシコンレンズ | |
| CN109799074A (zh) | 一种光学薄膜激光损伤阈值快速测量装置 | |
| JP2005028428A (ja) | レーザ加工装置 | |
| KR101279578B1 (ko) | 레이저 가공용 오토포커싱 장치 및 이를 이용한 오토포커싱 방법 | |
| KR102050765B1 (ko) | 3차원 고속 정밀 레이저 가공 장치 | |
| JPH11218686A (ja) | 光学像記録装置及びそれを利用する方法 | |
| JP5058624B2 (ja) | レーザ顕微鏡 | |
| JP4429974B2 (ja) | レーザ加工方法および装置 | |
| US8441652B2 (en) | Profile measuring apparatus, method for measuring profile, and method for manufacturing product | |
| KR101742132B1 (ko) | 레이저 가공장치 | |
| JP5328406B2 (ja) | レーザ加工方法、レーザ加工装置及びソーラパネル製造方法 | |
| JPH05332934A (ja) | 分光装置 | |
| JP2019171431A (ja) | レーザ加工装置およびレーザ加工装置の調整方法 | |
| KR101361776B1 (ko) | 레이저 가공용 오토포커싱 장치 및 이를 이용한 오토포커싱 방법 | |
| TWI586468B (zh) | 雷射加工方法及裝置 | |
| JP2008310107A (ja) | 合焦装置及びこれを備えた加工装置 | |
| JPH09155578A (ja) | 高出力レーザ伝送方法及び装置 | |
| JP5142916B2 (ja) | レーザ加工方法、及び、レーザ加工装置 | |
| KR20230078117A (ko) | 레이저 빔 중심 검출 장치 | |
| JP2001205469A (ja) | レーザ出射光学系 | |
| JP6389759B2 (ja) | 非接触エッジ形状測定方法及びその装置 | |
| JP2020082149A (ja) | レーザ照射システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090409 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121112 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151207 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |