JP4429974B2 - レーザ加工方法および装置 - Google Patents
レーザ加工方法および装置 Download PDFInfo
- Publication number
- JP4429974B2 JP4429974B2 JP2005178286A JP2005178286A JP4429974B2 JP 4429974 B2 JP4429974 B2 JP 4429974B2 JP 2005178286 A JP2005178286 A JP 2005178286A JP 2005178286 A JP2005178286 A JP 2005178286A JP 4429974 B2 JP4429974 B2 JP 4429974B2
- Authority
- JP
- Japan
- Prior art keywords
- laser
- wavelengths
- light
- laser processing
- diffraction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003672 processing method Methods 0.000 title claims description 21
- 230000003287 optical effect Effects 0.000 claims description 110
- 230000001678 irradiating effect Effects 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 3
- 238000005286 illumination Methods 0.000 description 12
- 238000003384 imaging method Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 230000002950 deficient Effects 0.000 description 5
- 239000011295 pitch Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000012472 biological sample Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000001531 micro-dissection Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
Images





Landscapes
- Laser Beam Processing (AREA)
- Mechanical Light Control Or Optical Switches (AREA)
Description
これらのレーザ加工装置は、レーザ光の照射領域の大きさを可変の矩形開口などで規定していたが、近年、マイクロミラーアレイなどの空間変調素子を用いた装置も知られている。
例えば、特許文献1には、レーザ源と、被加工物を載置する加工テーブルと、微小ミラーアレイ(マイクロミラーアレイ)とを備え、微小ミラーアレイの複数のミラー片の角度を、ON/OFF制御することで切り換えて、被加工物に任意のパターン形状を形成するレーザ加工装置が記載されている。
これらのレーザ加工装置に使用されるレーザの波長は、加工対象によって適切な波長が選択される。例えば、レーザリペア装置では、金属膜の修正には可視〜赤外帯、透明膜には紫外帯、というように被加工物に吸収されやすい波長が使用される。波長を切り換えるために、複数のレーザを備えた装置や、1つの基本波長のレーザの複数の高調波をきりかえられるようにした装置などが存在する。
マイクロミラーアレイを用いたレーザ加工装置では、マイクロミラーアレイの像を顕微鏡で被加工物上に縮小投影する。マイクロミラーアレイは小型ミラーを等間隔に配列した構造なので、そこから反射されたレーザ光は複数の回折光に分かれる。しかし、一般に顕微鏡の後側開口数は小さいので、複数に分かれた回折光をすべて入射することができない。
図6は、YAGレーザの第2高調波(波長λ2=532nm)と第3高調波(波長λ3=354.7nm)を切り換えられるレーザ加工装置における回折光の角度分布の例である。すなわち、マイクロミラーアレイを反射した回折光の角度分布(α,β)を入射する顕微鏡の光軸502を中心とした角度平面501にプロットしたものである。
一方、波長をλ2に切り換えると、図示丸印で示すように、光軸502の近くに回折次数が無く、同じような角度だけ離れた位置に4つの回折次数505が存在している。そのため、これら複数の回折次数505にレーザの強度が分散し、かつ顕微鏡の後側角開口503に入射しなくなる。顕微鏡に対する入射角度を変えて、1つの回折次数を入射させることはできるが、それでもレーザ光の利用効率は改善されない。
本発明の第1の実施形態に係るレーザ加工装置について説明する。
図1は、本発明の第1の実施形態に係るレーザ加工装置の概略構成について説明するための模式説明図である。図2は、本発明の第1の実施形態に係るレーザ加工装置に用いる能動光学素子近傍の光路について説明するための模式的な光路説明図である。図3は、本発明の第1の実施形態に係るレーザ加工装置の能動光学素子から出射される回折光の回折方向について説明するための角度分布図である。
被加工物15としては、例えば、液晶ディスプレイなどに用いるガラス基板や、半導体基板などを挙げることができる。これらの場合、加工対象は基板上の配線パターンや露光に用いるフォトマスクに存在する不要な残留物などの欠陥部などが挙げられる。
被加工物15は、特に図示しないが、必要に応じて、例えば加工時の位置を固定する保持機構、吸着機構や、加工位置を移動するための移動機構を備えた載置台に保持されている。
レーザ光L2、L3は、このような加工対象の波長吸収特性などに応じて切り換えて使い分けるようになっている。
レーザ光L2、L3の光束径は、後述するマイクロミラーアレイ7の基準反射面7aを十分覆うことができる大きさとされる。そのため、特に図示しないが、レーザ発振器1は、必要に応じてビームエキスパンダなどの光学系や光束径を規制する絞りなどを適宜備えている。
半透鏡4は、このような反射率特性を有する光路分岐素子であればどのようなものでもよい。例えば、ハーフミラー、ビームスプリッタ、ダイクロイックミラーなどを採用することができる。
平面鏡6は、レーザ光L2(L3)を偏向して一定の入射角でマイクロミラーアレイ7に入射させるための偏向素子である。
各小型ミラー7bは、制御信号に応じて静電電界を発生する駆動部(不図示)により、適宜の傾き角に傾斜できるようになっている。以下では、オン状態とオフ状態との2つの傾き角に傾斜される例で説明する。
そのため、マイクロミラーアレイ7は、一定の入射角で入射されたレーザ光L2(L3)をオン状態の小型ミラー7bにより反射して制御信号に応じた断面形状の変調光LMを形成し、オフ状態の小型ミラー7bで反射された光を変調光LMの光路と異なる光路(図1のLF参照)に反射することにより、レーザ光L2(L3)の空間変調を行うことができるものである。
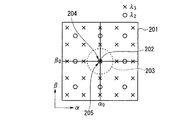
図3に、マイクロミラーアレイ7を反射した回折光の角度分布を2方向の角度の組(α,β)として角度平面201にプロットした。丸印は波長λ2のレーザ光L2の回折方向、×印は波長λ3のレーザ光L3の回折方向をそれぞれ示す。
また、レーザ光L2、L3は、基本波長λ1の高調波であるので、波長λ2、λ3の比が、正確な整数比3:2となっている。そのため、mx、myを整数とすると、レーザ光L2の回折次数(2・mx,2・my)次、レーザ光L3の回折次数(3・mx,3・my)次のそれぞれの回折方向が一致するものである。
図4は、本発明の第1の実施形態に係るレーザ加工方法の光路設定の一例について説明するための1次元モデルによる模式的な光路説明図である。
sinθd−sinθi=p・λi/T (1)
ただし、pは回折の次数、λiは入射光602の波長、Tはマイクロミラーアレイ601の配列ピッチである。
さらに、マイクロミラーアレイ601の小型ミラーの傾き角を上記入射角の半分(18.4°)にすれば、各小型ミラーからの反射光が上記の共通の回折角を持つ回折次数に集中するので、それらの回折効率が最大となる。したがって、YAGレーザの波長を切り換えても、マイクロミラーアレイ601以降の光学系に対する入射条件が変わらず、かつレーザ光量の利用効率を最大にできるのである。
これらの回折条件を2次元のマイクロミラーアレイに拡張することは容易である。
その結果、照射光学系20の後側角開口203内に唯一存在する各波長の回折次数204、205の強度が最大となり、それ以外の回折光の強度はきわめて小さくなる。そして、波長の異なるレーザ光L2、L3を切り換えたときにも、それぞれ照射光学系20に対して同じ入射条件が維持される。
なお、回折方向(α0,β0)は、基準反射面7aの法線Nと一致させる必要はないが、基準反射面7aが照射光学系20の被写界深度の範囲に収まるような範囲とすることが望ましい。
対物レンズ14は像側が無限遠設計とされ、結像レンズ11と対物レンズ14との間では、レーザ光L2(L3)が略平行光となっている。
この略平行光の光路上に、可視光源13から出射された照明光Lobの一部を反射し一部を透過させ変調光LMを透過する半透鏡12が設けられている。そのため、照明光Lobは変調光LMと同一光路上に導かれ、被加工物15を照明できるようになっている。
半透鏡12は、例えばハーフミラーやそのような波長特性を有するコーティングが施された反射板、プリズムなどの光分岐素子を採用することができる。
半透鏡8により分岐された光路上には、被加工物15上の画像を撮像するためのCCD10が、被加工物15の表面と略共役となる位置に配置されている。
また、少なくとも制御対象であるレーザ発振器1、マイクロミラーアレイ7と電気的に接続され、それぞれに対して、それらの動作を制御する制御信号を送出できるようになっている。
すなわち、レーザ発振器1に対しては、操作部17の操作入力に基づいて、レーザ光L2、L3のいずれかを選択して点灯または消灯させる制御信号を送出する。
また、マイクロミラーアレイ7に対しては、CCD10により撮像された被加工物15の画像取り込んで画像処理し加工すべき領域を検出することにより、変調光LMの照射領域を加工すべき領域に一致させるべく各小型ミラー7bのオン状態とオフ状態とを制御する制御信号を送出する。
まず、レーザ加工装置100を用いて、レーザ加工を行うための加工パターンデータを作成する。そのために、可視光源13から照明光Lobを出射し、半透鏡12で反射して対物レンズ14を通して被加工物15上を照明する。
照明光Lobの反射光は、対物レンズ14、半透鏡12、結像レンズ11をそれぞれ透過して半透鏡8で反射され、CCD10により撮像される。そして、照明光Lobによる被加工物15の表面の画像が画像信号150Aとして制御部16に送出される。
制御部16は、この画像信号150Aを画像データに変換して、モニタ9に表示する。そして、操作者がモニタ9の画像を観察し操作部17を通じて加工すべき欠陥部や切断部を指定したり、制御部16により画像データを画像処理して欠陥部や切断部を自動抽出したりして、それら欠陥部や切断部の画像データに対応した加工パターンデータ151を作成する。
この加工パターンデータ151は、レーザ光の照射領域を、マイクロミラーアレイ7の各小型ミラー7bのオン状態に対応させる制御データである。
制御部16は、画像信号150Bに基づく画像データを画像信号150Aに基づく画像と輝度や色などを変えて区別できるようにして、重ね合わせてモニタ9に表示する。
修正する必要がないと判断した場合は、レーザ加工に用いる波長、例えばλ2を選択し、加工開始を指示する操作入力を行い、レーザ加工工程を開始する。
レーザ光L2は、光減衰器3により光強度が調整され、半透鏡4を透過して、平面鏡6により偏向され、マイクロミラーアレイ7の基準反射面7aに対して一定の入射角θiで入射する。
そして、被加工物15上の加工パターンデータ151に対応した領域に変調光LMが照射される。そのため、加工パターンデータ151に対応する領域が変調光LMによりレーザ加工される。
そのため、レーザ光の利用効率を向上することができる。
その際、レーザ光L3は、波長が異なるため、マイクロミラーアレイ7によりレーザ光L2と異なった回折パターンで回折されるが、レーザ光L3の回折次数205に対応する回折方向が、レーザ光L2の回折次数204の回折方向と共通のため、レーザ光L3の場合にも、回折効率が最大となっている。すなわち、このような波長切換を行っても、レーザ光の利用効率は良好のままに保たれる。
そのため、波長切換時にも利用効率が悪化しないように、波長によって小型ミラー7bの傾き角を調整したり、マイクロミラーアレイ7に対する入射角を変えたりする手間をかけることなく、容易かつ迅速に波長切換を行うことができる。
本発明の第2の実施形態に係るレーザ加工装置について説明する。
図5は、本発明の第2の実施形態に係るレーザ加工装置の概略構成について説明するための模式説明図である。
レーザ光LA、LBの光束径は、マイクロミラーアレイ7の基準反射面7aを十分覆うことができる大きさとされる。そのため、特に図示しないが、レーザ発振器130は、必要に応じてビームエキスパンダなどの光学系や光束径を規制する絞りなどを適宜備えている。
例えば、レーザ発振器1Aとして窒素レーザ(波長λA=337.1nm)、レーザ発振器1Bとして第2高調波(λB=532nm)を出力するYAGレーザを採用することができる。この場合、2つの波長の比、λA:λBは、略整数比5:8になっている。
レーザ発振器1A、1Bには、制御部16がそれぞれ接続され、制御部16の制御信号により、それぞれの選択切換、点灯、消灯、発振などが行われる。
ダイクロイックミラー2は、レーザ光LA、LBの光路を合成するためのもので、本実施形態では、レーザ光LAを略透過し、レーザ光LBを略反射する波長特性を備えている。
そのため、レーザ光LA、LBを切り換えて照射しても、照射光学系20に対する入射条件が変わらず、かつそれぞれが略最高の回折効率で入射する。
レーザ加工装置110によるレーザ加工工程は、第1の実施形態のレーザ光L2、L3を、レーザ光LA、LBに置き換えるだけで、同様に行われる。
したがって、波長を切り換えても、効率的にレーザ加工を行うことができる。
回折方向のずれ量は、少なくとも照射光学系20の後側角開口よりも小さく設定することが好ましい。
この場合、複数のレーザ光源の波長が、n個(n≧3)のλuk(ukは互いに異なる整数、k=1,2,…,n)であり、一定波長λに対して、λukが、略(λ/uk)であるとき、各波長光に共通する回折方向として、回折次数が、(uk・mx,uk・my)次(ただし、mx,myは整数)の回折方向に設定するようにする。
上記第2の実施形態は、上記関係で、n=2とした場合に相当している。
例えば、マイクロミラーアレイ7として、標準的な製品の傾き角を用いることにより、回折方向と正反射方向とがわずかにずれた構成としてもよい。この場合、小型ミラー7bの傾き角を専用に設定しなくてもよいので、安価なマイクロミラーアレイ7を採用するこことができるという利点がある。
また、複数の波長の1つの次数の回折光のみが顕微鏡の後側角開口に入射する構成とすることが望ましい。このとき、被加工物上に投影されるマイクロミラーアレイの像は1つ1つの小型ミラーの像が解像されていないことになる。しかし、そのため、小型ミラー間にある間隙のため、格子状の不均一な加工状態を生じることを防ぐことができる。
能動光学要素の配列ピッチによる回折の影響を受けるような他の反射型能動光学素子などを用いる場合にも同様に適用できる。
また、上記の開示された構成は、各実施形態の構成に限定されるものではなく、実施可能であれば、本発明の技術的思想の範囲内で適宜組み合わせて実施することができる。
1A、1B レーザ発振器
7、601 マイクロミラーアレイ(能動光学素子)
7a 基準反射面
7b 小型ミラー(能動光学要素)
11 結像レンズ
14 対物レンズ
15 被加工物
16 制御部
20 照射光学系(変調光照射光学系)
100、110 レーザ加工装置
130 レーザ光源
150A、150B 画像信号
151 加工パターンデータ
202 光軸(変調光照射光学系の光軸)
203 後側角開口
204、205 回折方向
610、620、630 0次回折光
611、621、631 1次回折光
622、632 2次回折光
633 3次回折光
L2、L3、LA、LB レーザ光
LM 変調光
N 法線
D 回折方向
Claims (11)
- 複数の波長のレーザ光を発生するレーザ光源から、複数の能動光学要素が規則的に配列された能動光学素子に向けて前記レーザ光を照射し、該レーザ光を被加工物の加工パターンに対応した断面形状を有する変調光に変換し、該変調光を変調光照射光学系により被加工物に照射してレーザ加工を行うレーザ加工方法であって、
前記複数の波長のレーザ光により前記能動光学素子で発生する前記複数の波長の回折光の方向が、前記変調光照射光学系の光軸の方向に一致することを特徴とするレーザ加工方法。 - 前記変調光照射光学系の光軸を、
前記複数の波長の各レーザ光により前記能動光学素子で発生する回折光の回折方向のうち、前記複数の波長に略共通する方向に略一致させることを特徴とする請求項1に記載のレーザ加工方法。 - 前記複数の波長のレーザ光を、1つのレーザ光源による複数の高調波から形成することを特徴とする請求項1または2に記載のレーザ加工方法。
- 前記複数の波長のレーザ光を、波長の異なる複数のレーザ光源により形成することを特徴とする請求項1または2に記載のレーザ加工方法。
- 前記能動光学素子が、
前記複数の能動光学要素として、傾き角が切り換え可能に設けられた複数の小型ミラーを備えるマイクロミラーアレイであることを特徴とする請求項1または2に記載のレーザ加工方法。 - 前記レーザ光を前記変調光として反射するオン状態で、前記小型ミラーの傾き角が、前記変調光を前記変調光照射光学系の光軸方向に反射するように設定することを特徴とする請求項5に記載のレーザ加工方法。
- 前記複数の高調波を、n個(n≧2)の第uk高調波(ukは互いに異なる整数、k=1,2,…,n)とするとき、
前記複数の波長に共通する回折方向として、前記複数の高調波のそれぞれの回折次数が、(uk・mx,uk・my)次(ただし、mx,myは整数)である方向に設定することを特徴とする請求項3に記載のレーザ加工方法。 - 前記複数のレーザ光源の波長が、n個(n≧2)のλuk(ukは互いに異なる整数、k=1,2,…,n)であり、
一定波長λに対して、λukが、略(λ/uk)であるとき、
前記複数の波長に共通する回折方向として、前記複数の波長のレーザ光のそれぞれの回折次数が、(uk・mx,uk・my)次(ただし、mx,myは整数)である方向に設定することを特徴とする請求項4に記載のレーザ加工方法。 - 複数の波長のレーザ光を発生するレーザ光源と、
複数の能動光学要素が規則的に配列され。前記レーザ光を被加工物の加工パターンに対応した断面形状を有する変調光に変換する能動光学素子と、
前記変調光を被加工物に照射する変調光照射光学系とを備えるレーザ加工装置であって、
前記複数の波長のレーザ光により前記能動光学素子で発生する複数の波長の回折光の方向が、前記変調光照射光学系の光軸の方向に略一致することを特徴とするレーザ加工装置。 - 前記変調光照射光学系の光軸が、
前記複数の波長の各レーザ光により前記能動光学素子で発生する回折光の回折方向のうち、前記複数の波長に略共通する方向に略一致していることを特徴とする請求項9に記載のレーザ加工装置。 - 前記能動光学素子が、
前記複数の能動光学要素として、傾き角を切り換えて前記レーザ光を偏向する複数のマイクロミラーを備えるマイクロミラーアレイからなり、
前記マイクロミラーの傾き角が、前記レーザ光を前記変調光照射光学系の光軸方向に反射する角度に設定されたことを特徴とする請求項9または10に記載のレーザ加工装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005178286A JP4429974B2 (ja) | 2005-06-17 | 2005-06-17 | レーザ加工方法および装置 |
| TW095120968A TWI367800B (en) | 2005-06-17 | 2006-06-13 | Laser beam machining method and apparatus |
| KR1020060053453A KR101287982B1 (ko) | 2005-06-17 | 2006-06-14 | 레이저 가공 방법 및 장치 |
| CN2009102219116A CN101722364B (zh) | 2005-06-17 | 2006-06-14 | 激光加工方法和装置 |
| CN2006100922014A CN1880004B (zh) | 2005-06-17 | 2006-06-14 | 激光加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005178286A JP4429974B2 (ja) | 2005-06-17 | 2005-06-17 | レーザ加工方法および装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006350123A JP2006350123A (ja) | 2006-12-28 |
| JP2006350123A5 JP2006350123A5 (ja) | 2008-07-31 |
| JP4429974B2 true JP4429974B2 (ja) | 2010-03-10 |
Family
ID=37518481
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005178286A Expired - Fee Related JP4429974B2 (ja) | 2005-06-17 | 2005-06-17 | レーザ加工方法および装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4429974B2 (ja) |
| CN (1) | CN1880004B (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100761238B1 (ko) * | 2007-03-13 | 2007-09-27 | 에스엔유 프리시젼 주식회사 | 레이저빔 가공장치 |
| JP5086687B2 (ja) * | 2007-05-01 | 2012-11-28 | オリンパス株式会社 | レーザ加工装置 |
| JP5137488B2 (ja) * | 2007-07-25 | 2013-02-06 | オリンパス株式会社 | レーザ照射装置およびそれを用いたレーザ加工システム |
| JP4959590B2 (ja) * | 2008-01-15 | 2012-06-27 | 浜松ホトニクス株式会社 | 観察装置 |
| JP4961359B2 (ja) * | 2008-01-16 | 2012-06-27 | 浜松ホトニクス株式会社 | 観察装置 |
| JP5120814B2 (ja) * | 2008-03-28 | 2013-01-16 | 株式会社ブイ・テクノロジー | パターン形成方法及びパターン形成装置 |
| CN102227667B (zh) | 2008-11-28 | 2014-08-06 | 浜松光子学株式会社 | 光调制装置 |
| JP5474340B2 (ja) * | 2008-11-28 | 2014-04-16 | 浜松ホトニクス株式会社 | 光変調装置 |
| CN102608875A (zh) * | 2012-03-27 | 2012-07-25 | 深圳市华星光电技术有限公司 | 基于修补机台的玻璃基板补刻号方法及玻璃基板补刻号装置 |
| CN103170733B (zh) * | 2013-04-01 | 2015-12-23 | 深圳市木森科技有限公司 | 一种同轴激光加工机构 |
| JP6546230B2 (ja) * | 2017-08-28 | 2019-07-17 | ファナック株式会社 | 機械学習装置、機械学習システム及び機械学習方法 |
| CN111283335B (zh) * | 2020-03-24 | 2022-02-22 | 宁波大学 | 激光显微切割装置及方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002015448A (ja) * | 2000-06-29 | 2002-01-18 | Matsushita Electric Ind Co Ltd | 光学素子、光源装置、光ヘッド装置および光情報処理装置 |
| JP2002237081A (ja) * | 2001-02-14 | 2002-08-23 | Sankyo Seiki Mfg Co Ltd | 光ヘッド装置 |
| CN1290103C (zh) * | 2002-03-06 | 2006-12-13 | 松下电器产业株式会社 | 光学头器件和使用该光学头器件的光学信息装置 |
| JP4260062B2 (ja) * | 2004-05-14 | 2009-04-30 | 三洋電機株式会社 | 光ピックアップ装置 |
-
2005
- 2005-06-17 JP JP2005178286A patent/JP4429974B2/ja not_active Expired - Fee Related
-
2006
- 2006-06-14 CN CN2006100922014A patent/CN1880004B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1880004B (zh) | 2010-08-11 |
| JP2006350123A (ja) | 2006-12-28 |
| CN1880004A (zh) | 2006-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5094994B2 (ja) | ウェハ | |
| JP5398340B2 (ja) | レーザ駆動方法及びその装置 | |
| JP5329520B2 (ja) | 低角度で入射する補正光を用いる補正光学素子 | |
| JP4429974B2 (ja) | レーザ加工方法および装置 | |
| WO2005084874A1 (ja) | レーザ加工装置 | |
| RU2532686C2 (ru) | Система для лазерной сварки и способ сварки с помощью лазерного луча | |
| JP2010115670A (ja) | レーザリペア装置 | |
| KR102618163B1 (ko) | 레이저 가공 장치 | |
| JP5036144B2 (ja) | レーザ加工装置 | |
| JP4640029B2 (ja) | 波長変換光学系、レーザ光源、露光装置、被検物検査装置、及び高分子結晶の加工装置 | |
| JP2005217267A (ja) | レーザ照射装置 | |
| JP3416579B2 (ja) | ダブルビーム用精密可変型矩形ビーム光学系 | |
| KR101287982B1 (ko) | 레이저 가공 방법 및 장치 | |
| JP2007326132A (ja) | レーザ加工装置 | |
| JPH10293256A (ja) | レーザ走査型顕微鏡 | |
| JP2007029959A (ja) | レーザ加工機 | |
| KR101725168B1 (ko) | 레이저 조사 장치 | |
| US20250387856A1 (en) | Method and device for the dynamic positioning of a plurality of laser beams on a target plane | |
| JP2008049361A (ja) | ビーム成形方法及び該方法を用いたレーザ加工装置 | |
| JP6816099B2 (ja) | ビーム伝送システム、露光装置および露光装置の照明光学系 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080613 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091124 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091216 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121225 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131225 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |