JP5065772B2 - プラズマ処理装置用部材およびその製造方法 - Google Patents
プラズマ処理装置用部材およびその製造方法 Download PDFInfo
- Publication number
- JP5065772B2 JP5065772B2 JP2007153269A JP2007153269A JP5065772B2 JP 5065772 B2 JP5065772 B2 JP 5065772B2 JP 2007153269 A JP2007153269 A JP 2007153269A JP 2007153269 A JP2007153269 A JP 2007153269A JP 5065772 B2 JP5065772 B2 JP 5065772B2
- Authority
- JP
- Japan
- Prior art keywords
- plasma processing
- processing apparatus
- film
- anodized film
- lower electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012545 processing Methods 0.000 title claims description 100
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 238000000034 method Methods 0.000 claims description 35
- 239000000463 material Substances 0.000 claims description 34
- 239000010407 anodic oxide Substances 0.000 claims description 31
- 238000006703 hydration reaction Methods 0.000 claims description 21
- 238000012360 testing method Methods 0.000 claims description 21
- 230000036571 hydration Effects 0.000 claims description 19
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 12
- 238000007654 immersion Methods 0.000 claims description 12
- 238000007743 anodising Methods 0.000 claims description 11
- 239000000758 substrate Substances 0.000 claims description 11
- 229910000838 Al alloy Inorganic materials 0.000 claims description 9
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 8
- 238000004090 dissolution Methods 0.000 claims description 8
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 4
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 3
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 claims description 3
- 238000009832 plasma treatment Methods 0.000 claims 1
- 238000005229 chemical vapour deposition Methods 0.000 description 29
- 230000015572 biosynthetic process Effects 0.000 description 25
- 230000002159 abnormal effect Effects 0.000 description 18
- 235000012431 wafers Nutrition 0.000 description 18
- 239000002585 base Substances 0.000 description 17
- 230000003746 surface roughness Effects 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 238000005260 corrosion Methods 0.000 description 12
- 230000007797 corrosion Effects 0.000 description 12
- 239000000243 solution Substances 0.000 description 12
- 238000011156 evaluation Methods 0.000 description 9
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 description 7
- 229910001593 boehmite Inorganic materials 0.000 description 7
- WMYWOWFOOVUPFY-UHFFFAOYSA-L dihydroxy(dioxo)chromium;phosphoric acid Chemical compound OP(O)(O)=O.O[Cr](O)(=O)=O WMYWOWFOOVUPFY-UHFFFAOYSA-L 0.000 description 7
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 7
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 6
- 238000005422 blasting Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000011148 porous material Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 239000008151 electrolyte solution Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- WGLPBDUCMAPZCE-UHFFFAOYSA-N chromium trioxide Inorganic materials O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 238000001179 sorption measurement Methods 0.000 description 3
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 235000006408 oxalic acid Nutrition 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 230000001629 suppression Effects 0.000 description 2
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910018464 Al—Mg—Si Inorganic materials 0.000 description 1
- 206010027146 Melanoderma Diseases 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001739 density measurement Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000004439 roughness measurement Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images

Landscapes
- Chemical Vapour Deposition (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Plasma Technology (AREA)
Description
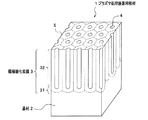
図1は、本発明の実施の形態であるプラズマ処理装置用部材の一部を拡大した模式図、図2は、本発明の実施の形態であるプラズマ処理装置用部材の表面形状を説明する断面模式図である。図1に示すように、プラズマ処理装置用部材1は、アルミニウムまたはアルミニウム合金からなる基材2と基材2の表面に形成された陽極酸化皮膜3とを備える。以下に、本発明に係るプラズマ処理装置用部材を構成する各要素について説明する。
基材2となるアルミニウムまたはアルミニウム合金は特に限定されないが、プラズマ処理装置用部材として十分な機械的強度、熱伝導率、導電率を有する、JIS規定の3000(Al−Mn)系合金、5000(Al−Mg)系合金、または6000(Al−Mg−Si)系合金が好ましい。また、基材2の加工形態は、プラズマ処理装置用部材1の用途によるが、圧延材、押出材、または鍛造材であることが好ましく、公知の方法により加工される。
陽極酸化皮膜3は、中心に縦に空いたポア(空孔)4を有する主に六角柱形状のセル5を基本構成とするセル集合体であって、ポア4が形成された部分であるポーラス層32と、このポーラス層32と基材2との間に介在してポア4のないバリア層31とが積層された複合皮膜である。このような陽極酸化皮膜3が基材2の表面に形成されることによって、本発明に係るプラズマ処理装置用部材1に耐食性が付与される。なお、基材2の表面とは、プラズマ処理装置用部材1の用途によっては、全表面である必要はなく、その一部のみであってもよい。例えば、CVD装置の下部電極とするのであれば、少なくともワークを載置する側の面に陽極酸化皮膜3が形成されていればよく、好ましくはさらにプラズマおよびソースガスに接触する部分に形成されていればよい。また、陽極酸化皮膜3の表面(ポア4の側壁を含む)がベーマイトおよび/または擬ベーマイト化して、陽極酸化皮膜3に微細なクラックが均一に形成されていることが好ましい。
本発明においては、陽極酸化皮膜3に適度なリーク電流を発生させることにより、プラズマ処理時にプラズマ処理装置用部材1に帯電する電荷が少なくなる。そして、このようなプラズマ処理装置用部材1をCVD装置の下部電極とした場合、ワークの静電吸着が抑制される。また、プラズマ処理装置用部材1の電荷分布が均一となって電気的に集中する部分が少なくなるので、下部電極以外の部材とする場合も含め、プラズマ処理時の異常放電を抑制する。リーク電流密度が印加電圧100V時で0.9×10−5A/cm2以下では、これらの効果が低い。したがって、リーク電流密度は0.9×10−5A/cm2を超えるようにする。また、耐スティッキング性の観点からはリーク電流密度の上限は特に限定されないが、20×10−5A/cm2を超える場合は、陽極酸化皮膜3にその膜厚方向全体に伝播するような大きなクラックが生じている虞があり、その結果耐食性が低下する。したがって、陽極酸化皮膜3の好ましいリーク電流密度は、印加電圧100V時で0.9×10−5A/cm2を超え20×10−5A/cm2以下である。なお、陽極酸化皮膜3のリーク電流密度は、その膜厚および構造により制御され、詳細は後述する。
陽極酸化皮膜3はプラズマ処理装置用部材1の耐食性を確保し、プラズマ処理時に帯電する電荷量を抑え、その分布を均一にするものである。厚さが3μm未満では、酸、アルカリ等の耐薬品性および耐ガス腐食性といった耐食性を確保できない。したがって、陽極酸化皮膜3の厚さは3μm以上とする。また、120μmを超えると、内部応力等の影響で陽極酸化皮膜3が皮膜剥離しやすくなる。したがって、陽極酸化皮膜3の好ましい厚さは3〜120μmであり、より好ましくは10〜70μmである。
陽極酸化皮膜3の表面すなわちプラズマ処理装置用部材1の表面は、可能な限り平滑であることが好ましい。特に、CVD装置の下部電極とした場合、その表面の算術平均粗さRaが1μm以上であると、その凹凸パターンに沿ってワークに成膜ムラを生じる虞がある。したがって、陽極酸化皮膜3の表面の算術平均粗さRaは1μm未満とし、好ましくは0.8μm未満である。また、算術平均粗さRaは、プラズマ処理装置用部材1の半径に沿って測定した表面粗さから算出されることが好ましい。なお、算術平均粗さRaは、JISB0601に規定される。このような表面粗さの調整は、基材2である陽極酸化処理前のアルミニウムまたはアルミニウム合金に対して行い、プラズマ処理装置用部材1の反り防止のため、機械加工によることが好ましい。さらに、機械加工後に、表面をサンドペーパー、バフ等で研磨してもよい。
リン酸−クロム酸浸漬試験(JISH8683−2)は、アルミニウムおよびアルミニウム合金に施された陽極酸化皮膜の封孔度に関わる試験規格の1つで、陽極酸化皮膜の耐酸性によって封孔度を調べるものである。本発明においては、陽極酸化皮膜3の表面(ポア4の側壁を含む)がベーマイトおよび/または擬ベーマイト化しているかを判定するものであり、すなわち、リン酸−クロム酸浸漬試験の溶解速度が100mg/dm2/15min未満であれば、陽極酸化皮膜3の少なくとも一部がベーマイトおよび/または擬ベーマイト化していると判定することができ、陽極酸化皮膜3にクラックを形成するための水和反応が生じたとみなせる。
(平面度:50μm以下)
プラズマ処理装置用部材1をCVD装置の下部電極等のワークを載置する部材とした場合、その表面すなわち陽極酸化皮膜3を形成された面はワーク載置面となる。したがって、この面は、プラズマ処理時のワークの安定性および成膜等のプラズマ処理の均一性のため、可能な限り平面であることが望ましい。プラズマ処理装置用部材1の平面度が50μmを超える、すなわち、表面の凹凸が大きいと、載置されたワークが不安定になったり、ワークとプラズマ処理装置用部材1との間に隙間を生じて、ワークに成膜ムラを生じる虞がある。したがって、プラズマ処理装置用部材1における陽極酸化皮膜3を形成された表面の平面度は50μm以下とする。また、プラズマ処理装置用部材1の表面が波打ち形状であると、ワークとの間に隙間を生じて成膜ムラを生じる虞がある。また、表面形状すなわち表面の高さ位置の変化が同心円状とならず、偏っていると、ワークが安定して載置されずに、やはり成膜ムラを生じる虞がある。したがって、プラズマ処理装置用部材1の中心から周縁へ同心円状に表面の高さ位置が漸減する凸面(図2(b)参照)、または漸増する凹面(図2(c)参照)のいずれかであることが好ましく、より好ましいのは凹面である。すなわち、プラズマ処理装置用部材1の表面形状はうねりやねじれのない、すり鉢形状または部分球面形状となる。理想的なプラズマ処理装置用部材1の表面は平面度が0、すなわち真平面(図2(a)参照)であるが、平面度が0にならない場合、このような表面形状とすることで、ワークが傾斜せず、水平に載置される。なお、前記陽極酸化皮膜3の表面粗さの調整と同様、表面形状の加工は陽極酸化処理前の基材2に対して行う。
(陽極酸化処理)
陽極酸化処理は、基材2となるアルミニウム(またはアルミニウム合金)を電解液に浸漬して電圧を印加し、陽極に発生する酸素によりアルミニウムの表面に酸化アルミニウム(Al2O3)皮膜を形成する電気分解である。この陽極酸化処理の通電方法には、直流法、交流法および交直重畳法等、公知の方法が用いられる。本発明に係る陽極酸化処理における電解液は特に限定されないが、硫酸溶液、リン酸溶液、クロム酸溶液、ホウ酸溶液等の無機酸系溶液、ギ酸溶液、シュウ酸溶液等の有機酸系溶液、およびこれらの混合液が挙げられる。また、処理温度(電解液温度)は電解液の種類、濃度等に応じて適宜制御する。
上述したように、本発明に係る陽極酸化皮膜3の構造制御は、陽極酸化皮膜3に微細かつ均一なクラックを形成することであり、そのために、陽極酸化皮膜3を水和反応で膨張させる、水和処理(加水処理)によってなされる。水和処理は、被処理物を高温の水に接触させることでなされ、熱水に浸漬(熱水浸漬)する方法、水蒸気に曝す方法がある。なお、本発明における被処理物は、前記陽極酸化処理によって成膜された陽極酸化皮膜であり、特にポーラス層である。しかしながら、陽極酸化皮膜3の表面付近の皮膜膨張が過剰に進行すると、膜厚方向全体に伝播するクラックが発生する虞がある。したがって、水和処理においては、処理温度(熱水または水蒸気の温度)や処理時間等の精緻な制御が必要である。
表1に示すアルミニウム合金を、板厚5mmの板材と、CVD装置の上部電極および下部電極の形状にそれぞれ成形して、平面度が50μm以下になるように表面形状を加工し、さらに機械加工(切削)により表面粗さを調整し、基板とした。また、表1に示すように、比較例5〜7はアルミナ砥粒を用いたブラスト処理による表面加工を行って基板とした。
試験材の陽極酸化皮膜表面にアルミニウムを約1μm蒸着し、約1cm角の測定用電極を形成した。そして、市販の電流電圧測定器により、アルミニウム蒸着部分と基材2との間に直流100Vを印加して、印加電圧100Vでのリーク電流密度を測定した。測定結果を表1に示す。リーク電流密度の合格基準は、0.9×10−5A/cm2超とした。
JISH8683−2 1999に基づいて、試験材を、前処理として硝酸水溶液(500mL/L、18〜20℃)に10分間浸漬させた後、脱イオン水で洗浄、温風乾燥させて質量を測定した。この試験材をリン酸−無水クロム酸水溶液(リン酸35mLおよび無水クロム酸20gを脱イオン水1Lに溶かした溶液)に15分間浸漬させた。浸漬後の試験材を、水槽中、次いで流水中でそれぞれ洗浄し、さらに、脱イオン水で洗浄、温風乾燥させて質量を測定した。単位面積あたりの質量減少を算出した結果を表1に示す。質量減少が100mg/dm2未満、すなわち溶解速度が100mg/dm2/15min未満であれば、陽極酸化皮膜3の少なくとも一部が水和処理によってベーマイトおよび/または擬ベーマイト化したと判定することができる。
表面粗さは、(株)東京精密製のハンディサーフE−35Aを使用して、下部電極の半径に沿って測定し、JISB0601に規定された測定法で算術平均粗さRaを算出した。測定結果を表1に示す。
平面度は、(株)東京精密製の3次元形状測定器であるザイザックPA−1500Aを使用し、下部電極の半径に沿って測定した。測定結果を表1に示す。
耐スティッキング性、異常放電、および成膜均一性の評価を行うため、供試材を下部電極および上部電極としてそれぞれをCVD装置に装着し、ワークとしてシリコンウエハ(φ200mm)100枚にCVD処理を行った。なお、耐スティッキング性評価および異常放電評価のためのCVD処理は、同時に行った。CVD装置は、ソースガスにより処理室内の清掃を行った上で、下部電極および下部電極上に載置したウエハを300〜380℃に加熱し、約2〜5Torr(約260〜670Pa)に減圧維持された処理室で、プラズマを発生させ、このプラズマ処理により、ウエハの表面に500nm程度のシリコン酸化皮膜を成膜させた。
異常放電は、供試材をCVD装置に下部電極として装着し、ウエハ100枚にCVD処理を行い、異常放電発生の有無により評価した。異常放電発生は、ウエハ100枚を処理した後に、放電痕として上部電極の表面に直径約0.1〜1mm程度の褐色〜黒色の点状痕が見られるかを、目視にて判定した。点状痕が全く生じなかったものを異常放電の抑制効果が優れるとして「○」、点状痕が1個以上生じたものを異常放電の抑制効果が劣るとして「×」で評価した。評価結果を表1に示す。
成膜均一性は、供試材をCVD装置に下部電極として装着し、ウエハにCVD処理を行い、このウエハの成膜ムラの有無により評価した。成膜ムラは目視にて判定した。ウエハ100枚中、全てのウエハに成膜ムラがなく、均一に成膜されたものを成膜均一性が優れるとして「○」、1枚以上のウエハに成膜ムラが発生したものを成膜均一性が劣るとして「×」で評価した。評価結果を表1に示す。

実施例1〜15は、基板の表面加工を機械加工により行っているため、表面粗さおよび平面度が本発明の範囲となり、さらに、表面形状は中心が高い凸面(図2(b)参照)または中心が低い凹面(図2(c)参照)のどちらかであった。したがって、これらのプラズマ処理装置用部材を下部電極としてCVD処理を行ったウエハの成膜均一性は良好であった。これに対して、比較例5〜7は表面加工にブラスト処理を行っているため、表面の算術平均粗さRaが1.5〜3.5μmと粗い表面となり、さらに、ブラスト処理による残留応力で反りが生じて平面度が悪化したため、これらのプラズマ処理装置用部材を下部電極としてCVD処理を行ったウエハには成膜ムラを生じたものがあり、CVD装置の下部電極として不適合であった。
実施例1〜13は、陽極酸化皮膜に水和処理が施されているため、陽極酸化皮膜の少なくとも一部がベーマイトおよび/または擬ベーマイト化して、リン酸−クロム酸浸漬試験の溶解速度が100mg/dm2/15min未満となった。また、水和処理により陽極酸化皮膜に微細なクラックが形成され、その結果、リーク電流密度が0.9×10−5A/cm2を超えて、耐スティッキング性および異常放電抑制効果に優れたプラズマ処理装置用部材が得られた。一方、実施例14,15は水和処理を行わなかったので溶解速度が100mg/dm2/15min以上となったが、陽極酸化皮膜の膜厚を5μmと薄くしたため、リーク電流密度が0.9×10−5A/cm2を超えて、水和処理を施したものと同様に、耐スティッキング性および異常放電抑制効果に優れたプラズマ処理装置用部材が得られた。これに対して、同じく水和処理を行わなかった比較例1〜4は陽極酸化皮膜の膜厚が10μm以上であるため、リーク電流密度が0.9×10−5A/cm2以下となり、耐スティッキング性および異常放電抑制効果が、実施例1〜15と比較して劣る結果となった。
2 基材
3 陽極酸化皮膜
31 バリア層
32 ポーラス層
4 ポア
5 セル
Claims (5)
- ワークにプラズマ処理を施すプラズマ処理装置の前記ワークを載置する電極として用いられるプラズマ処理装置用部材であって、
アルミニウムまたはアルミニウム合金からなる基材と、
前記基材の表面に形成された陽極酸化皮膜と、を備え、
前記陽極酸化皮膜は、印加電圧100V時のリーク電流密度が0.9×10-5A/cm2を超え、膜厚が3μm以上で、表面の算術平均粗さが1μm未満であって、
前記陽極酸化皮膜を形成された表面の平面度が50μm以下であることを特徴とするプラズマ処理装置用部材。 - 前記陽極酸化皮膜は、リン酸−クロム酸浸漬試験における溶解速度が、100mg/dm2/15min未満であることを特徴とする請求項1に記載のプラズマ処理装置用部材。
- 前記陽極酸化皮膜の表面の算術平均粗さは、前記プラズマ処理装置用部材の半径方向における表面の算術平均粗さであることを特徴とする請求項1または請求項2に記載のプラズマ処理装置用部材。
- 前記陽極酸化皮膜を形成された表面の形状が同心円状に高さの変化した凹面または凸面のいずれかであることを特徴とする請求項1ないし請求項3のいずれか一項に記載のプラズマ処理装置用部材。
- 請求項1ないし請求項4のいずれか一項に記載のプラズマ処理装置用部材の製造方法であって、表面加工工程(機械的切削)、陽極酸化処理工程、加水処理工程(水和処理工程)をこの順に行うことを特徴とするプラズマ処理装置用部材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007153269A JP5065772B2 (ja) | 2007-06-08 | 2007-06-08 | プラズマ処理装置用部材およびその製造方法 |
| TW97147428A TWI376430B (en) | 2007-06-08 | 2008-12-05 | Member for plasma processing apparatus and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007153269A JP5065772B2 (ja) | 2007-06-08 | 2007-06-08 | プラズマ処理装置用部材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008303442A JP2008303442A (ja) | 2008-12-18 |
| JP5065772B2 true JP5065772B2 (ja) | 2012-11-07 |
Family
ID=40232422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007153269A Expired - Fee Related JP5065772B2 (ja) | 2007-06-08 | 2007-06-08 | プラズマ処理装置用部材およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5065772B2 (ja) |
| TW (1) | TWI376430B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103189963A (zh) * | 2010-10-28 | 2013-07-03 | 应用材料公司 | 高纯度铝涂层硬阳极化 |
| JP6449224B2 (ja) * | 2013-03-14 | 2019-01-09 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 基板上の高純度アルミニウムトップコート |
| US9663870B2 (en) | 2013-11-13 | 2017-05-30 | Applied Materials, Inc. | High purity metallic top coat for semiconductor manufacturing components |
| CN103831183B (zh) * | 2014-03-20 | 2016-04-20 | 湖州巨力铝型材有限公司 | 一种表面雕花的隔热铝型材 |
| CN103923459B (zh) * | 2014-03-20 | 2016-06-01 | 安徽鼎能节能设备有限公司 | 一种表面雕花的粉末喷涂隔热铝型材的制备方法 |
| JP6714978B2 (ja) * | 2014-07-10 | 2020-07-01 | 東京エレクトロン株式会社 | プラズマ処理装置用の部品、プラズマ処理装置、及びプラズマ処理装置用の部品の製造方法 |
| JP6562500B2 (ja) * | 2015-03-31 | 2019-08-21 | 地方独立行政法人山口県産業技術センター | 表面処理アルミニウム材とその製造方法 |
| US12272527B2 (en) | 2018-05-09 | 2025-04-08 | Asm Ip Holding B.V. | Apparatus for use with hydrogen radicals and method of using same |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03277797A (ja) * | 1990-03-27 | 1991-12-09 | Okuno Seiyaku Kogyo Kk | アルミニウム陽極酸化皮膜の封孔処理方法 |
| JP2706681B2 (ja) * | 1992-05-29 | 1998-01-28 | 新日軽株式会社 | アルミニウム材料の電解着色方法 |
| JPH0845911A (ja) * | 1994-07-29 | 1996-02-16 | Nippon Steel Corp | プラズマ処理装置用電極 |
| JPH0950897A (ja) * | 1995-08-09 | 1997-02-18 | Tokyo Ohka Kogyo Co Ltd | プラズマ処理装置 |
| JPH11229185A (ja) * | 1998-02-13 | 1999-08-24 | Kobe Steel Ltd | 耐熱割れ性および耐食性に優れたAl材料 |
| JP4194143B2 (ja) * | 1998-10-09 | 2008-12-10 | 株式会社神戸製鋼所 | ガス耐食性とプラズマ耐食性に優れたアルミニウム合金材 |
| JP2001023908A (ja) * | 1999-07-07 | 2001-01-26 | Texas Instr Japan Ltd | 真空処理装置 |
| JP2002359197A (ja) * | 2001-05-30 | 2002-12-13 | Matsushita Electric Ind Co Ltd | プラズマ処理装置の基板電極、並びにこの基板電極の表面処理及び評価方法 |
| JP3803353B2 (ja) * | 2003-06-17 | 2006-08-02 | 中国電化工業株式会社 | 表面処理アルミニウム材とその製造方法 |
| JP2005135996A (ja) * | 2003-10-28 | 2005-05-26 | Matsushita Electric Ind Co Ltd | プラズマ処理装置およびプラズマ処理装置の製造方法 |
| JP4452113B2 (ja) * | 2004-03-31 | 2010-04-21 | 株式会社神戸製鋼所 | プラズマ処理装置用下部電極 |
| JP2006080148A (ja) * | 2004-09-07 | 2006-03-23 | Hitachi Kokusai Electric Inc | 基板処理装置 |
| JP4317120B2 (ja) * | 2004-12-02 | 2009-08-19 | キヤノンアネルバ株式会社 | 金属膜作製装置及び金属膜作製方法 |
| JP2006193820A (ja) * | 2005-01-17 | 2006-07-27 | Kansai Electric Power Co Inc:The | 複合材料及びその製造方法 |
| JP4838736B2 (ja) * | 2007-01-25 | 2011-12-14 | 株式会社日立ハイテクノロジーズ | プラズマ処理装置 |
-
2007
- 2007-06-08 JP JP2007153269A patent/JP5065772B2/ja not_active Expired - Fee Related
-
2008
- 2008-12-05 TW TW97147428A patent/TWI376430B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008303442A (ja) | 2008-12-18 |
| TWI376430B (en) | 2012-11-11 |
| TW201022480A (en) | 2010-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5065772B2 (ja) | プラズマ処理装置用部材およびその製造方法 | |
| TWI462174B (zh) | 具有改良的粒子表現之主動加熱鋁擋板元件及使用方法及其製造方法 | |
| KR100963722B1 (ko) | 기판 탑재대 및 그 표면 처리 방법 | |
| TWI587748B (zh) | A method of reusing a consumable part for a plasma processing device | |
| TWI831818B (zh) | 陽極氧化鈦材及其製造方法 | |
| JP2011521470A (ja) | 静電チャック | |
| JP2008251742A (ja) | 基板処理装置及びフォーカスリングを載置する基板載置台 | |
| WO2010064298A1 (ja) | プラズマ処理装置用部材およびその製造方法 | |
| JPH0917772A (ja) | 半導体センサ用台座およびその加工方法 | |
| JP4236292B2 (ja) | ウエハー吸着装置およびその製造方法 | |
| TWI608131B (zh) | 基板上之高純度鋁頂塗層 | |
| JP6786420B2 (ja) | シリコンウェーハの平坦化処理方法 | |
| JP4402949B2 (ja) | 双極型静電チャックの再生方法 | |
| CN101265580A (zh) | 溅射之前溅射靶的预处理 | |
| JP4068742B2 (ja) | 耐熱割れ性及び耐食性に優れた半導体製造装置用陽極酸化皮膜被覆部材の製造方法 | |
| JP4287140B2 (ja) | 半導体製造装置用アルミニウム製部品の再生方法 | |
| JP3148878B2 (ja) | アルミニウム板、その製造方法及び該アルミニウム板を用いた防着カバー | |
| JP4751198B2 (ja) | プラズマ処理装置用部材 | |
| TWI292189B (en) | A gas distributing plate | |
| JP4090324B2 (ja) | 半導体製造装置用部品の使用方法及び半導体製造装置用部品 | |
| JPH0953196A (ja) | 電極材料と、その製造方法 | |
| TWI389766B (zh) | 被研磨物固定用載體 | |
| KR100572970B1 (ko) | 마오코팅이 적용된 반도체 제조장치 | |
| JP4452113B2 (ja) | プラズマ処理装置用下部電極 | |
| JP2008306213A (ja) | 基板ステージ、熱処理装置および基板ステージの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5065772 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150817 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |