JP4635281B2 - 循環式リニアフィーダ - Google Patents
循環式リニアフィーダ Download PDFInfo
- Publication number
- JP4635281B2 JP4635281B2 JP23898899A JP23898899A JP4635281B2 JP 4635281 B2 JP4635281 B2 JP 4635281B2 JP 23898899 A JP23898899 A JP 23898899A JP 23898899 A JP23898899 A JP 23898899A JP 4635281 B2 JP4635281 B2 JP 4635281B2
- Authority
- JP
- Japan
- Prior art keywords
- trough
- return
- main
- parts
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
- B65G47/51—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to unprogrammed signals, e.g. influenced by supply situation at destination
- B65G47/5104—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to unprogrammed signals, e.g. influenced by supply situation at destination for articles
- B65G47/5109—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to unprogrammed signals, e.g. influenced by supply situation at destination for articles first In - First Out systems: FIFO
- B65G47/5145—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to unprogrammed signals, e.g. influenced by supply situation at destination for articles first In - First Out systems: FIFO with recirculation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
- B65G47/1492—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding the articles being fed from a feeding conveyor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles To Conveyors (AREA)
- Jigging Conveyors (AREA)
Description
【発明の属する技術分野】
本発明は直線振動によって部品を移送する2基のリニアフィーダーが、部品の移送方向を逆にして組み合わされた循環式リニアフィーダーに関するものであり、更に詳しくは、部品を整列させて下流端から排出するメイントラフを備えたリニアフィーダーと、メイントラフの下流部から部品を受け取りメイントラフの上流部へ戻すリターントラフを備えたリニアフィーダーとの組み合わせからなり、部品を循環させつつ、整列された一部の部品を次工程へ供給する循環式リニアフィーダーに関するものである。
【0002】
【従来の技術】
部品を整列させて次工程へ供給する方法として、捩り振動フィーダのボウル内に収容した部品に振動を与えて移送しつつ整列させ、その下流端に接続した直線振動フィーダによって次工程へ供給する方法があるが、この方法は捩り振動フィーダが高価であることのほか、捩り振動フィーダと直線振動フィーダとの接続箇所において振動の方向が異なることから接続の調整に技術を要する。これに対して、2基の直線振動フィーダーのトラフを移送方向が互いに逆になるように並べて組み合わせ、両トラフ間において部品を循環させつつ整列された一部の部品を次工程へ供給する方法がある。この方法は装置を廉価に製造し得るという利点があるので従来から提案がなされている。
【0003】
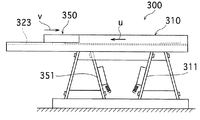
特開平10ー175724号公報には図26の側面図、図27の平面図に示すような双方向フィーダ300が開示されている。双方向フィーダ300は、図26において手前側、図27において下側となっており、部品を整列トラフ321の溝323内に整列させ次工程へ移送する整列用リニアフィーダー310と、図26において奥側、図27において上側となっており、溝323に入らなかった部品を再送トラフ361で受け取り逆方向へ移送して整列用リニアフィーダー310へ戻す再送用リニアフィーダー350とが組み合わされて構成されている。
すなわち、整列用リニアフィーダー310は部品を整列させて矢印uで示す方向へ移送する整列トラフ321と、整列トラフ321に直線振動を与える駆動部311とからなっており、再送用リニアフィーダー350は部品を矢印vで示す方向へ移送する再送トラフ361と、再送トラフ361に直線振動を与える駆動部351とからなっている。なお、整列用リニアフィーダー310と再送用リニアフィーダー350とは共通のベース上に固定されている。
【0004】
整列トラフ321と再送トラフ361とは僅かの間隙をあけて向かい合わせに組み合わされており、それぞれの移送面322、362は向かい合う部分を除いて一段高くされた側壁324、364を備えている。整列トラフ321の移送面322には部品が嵌り込んで長手方向に整列される移送方向に平行な直線状の溝323が移送面322の全長または下流部から整列トラフ321の下流端まで形成されている。また、移送面322の下流端部には溝323に嵌り込めなかった部品を再送トラフ361へ導くためのガイド327が設けられている。再送トラフ361は整送トラフ321から移乗されてくる部品を矢印vで示す方向へ移送し、その下流端部から部品を整列トラフ321の上流端部へ移乗させる。このようにして整列トラフ321と再送トラフ361との間で部品を循環させると共に、溝323に嵌り込み長手方向に一列に整列された部品を次工程へ供給する循環式リニアフィーダである。
【0005】
また、本願出願人に帰属する特許登録番号第1504417号には、部品を整列させて供給する第2トラフと、第2トラフとは逆方向へ移送し、第2トラフの下流部から部品を受けて第2トラフの上流部へ戻す第1トラフとを組み合わせた循環式振動部品供給機が開示されている。すなわち、第2トラフには部品を整列させ次工程へ移送する単列整送路と、その内側の下方に単列整送路に平行で部品を同一方向へ移送する谷部とが設けられ、第1トラフには上方移送面とその内側の下方に上方移送面に平行で部品を同一方向へ移送する下方移送面が設けられている。そして、第1トラフ、第2トラフは電磁石によって直線振動されるが、共通の交流電源によって通電されており、かつ、第1トラフと第2トラフは相互に独立して振幅が制御されている。そして、この循環式振動部品供給機を起動させると、第1トラフの下方移送面の部品は第2トラフの谷部へ導かれて移送され、第1トラフの上方移送面の部品は第2トラフの単列整送路へ導かれ、選別されて次工程へ供給される。単列整送路に乗り得ない部品、選別排除された部品は谷部へ落下して谷部を移送される。そして、第2トラフの谷部を移送される部品は第1トラフの上流部へ導かれて下方移送面と上方移送面とに分岐されて移送される。
【0006】
【発明が解決しようとする課題】
上記の特開平10ー175724号公報による双方向フィーダー200に限らず、2基の直線振動フィーダーを部品の移送方向が互いに逆になるように並べて構成される循環式リニアフィーダーは、部品を整列させて次工程へ供給するメイントラフと、整列されなかった部品をメイントラフの下流部から受け取りメイントラフとは反対方向に移送してメイントラフの上流部へ戻すリターントラフとが組み合わされるが、メイントラフ側およびリターントラフ側において常に一定の振動が行われるためには、振動系におけるメイントラフおよびリターントラフの各々の全質量が常に一定であること、すなわち、メイントラフ、リターントラフのそれぞれに常に一定重量の部品が存在することを必要とするが、一般的には、部品が循環される過程において量的バランスが崩れ易く、振動が乱れて部品の定量的な供給を維持できなくなり易い。また、メイントラフとリターントラフとの間で多量の部品を循環させると、部品を一列に整列させる細溝は詰まりを発生し易い。
【0007】
本発明は上述の問題に鑑みてなされ、部品を整列させ常に安定して次工程へ供給し得る循環式リニアフィーダー、更には適用性が広く低コストの循環式リニアフィーダーを提供することを課題とする。
【0008】
【課題を解決するための手段】
上記の課題は、直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、メイントラフの移送路の下流部からリターントラフの移送路の上流部へ部品を移行させ、リターントラフの移送路の下流部からメイントラフの移送路の上流部へ戻して部品を循環させると共に、メイントラフで整列される一部の部品を下流端から排出させる循環式リニアフィーダにおいて、メイントラフの移送路が、部品の移送の向きを整えるためのメイン側整列移送路と、メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、かつ、リターントラフの移送路がリターン側循環路からなり、メイントラフとリターントラフとの間で、リターン側循環路の下流部の部品はメイン側整列移送路の上流部へ移行されて、部品整送部を移送される部品と前記メイン側内周循環路を移送される部品とに分配され、前記部品整送部を移送される部品は前記部品整送部に接続された排出シュートを経て排出され、前記メイン側内周循環路を移送される部品は前記リターン側循環路の上流部へ移行されて循環し、メイントラフとリターントラフとが異なった周波数の交流によって駆動されるものである。上記のような循環式リニアフィーダは、メイントラフによって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路とリターン側循環路との間で循環させることを可能にする。また、振動系は一般に共振周波数またはその近傍で振動されるが、メイントラフとリターントラフとを同一またはそれに近い周波数で振動させると、一方の振動が他方の振動に影響を与えやすく定常的な振動を得難い。これに対して上記の循環式リニアフィーダはメイントラフとリターントラフとを異なった周波数で振動させるので安定した振動が定常的に得られる。
【0009】
または、直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、前記メイントラフの移送路の下流部から前記リターントラフの移送路の上流部へ部品を移行させ、前記リターントラフの移送路の下流部から前記メイントラフの移送路の上流部へ戻して部品を循環させると共に、前記メイントラフで整列される一部の部品を下流端から排出させる循環式リニアフィーダにおいて、前記メイントラフの移送路は、部品の移送の向きを整えるためのメイン側整列移送路と、前記メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、前記リターントラフの移送路は、移送用ガイド溝が形成されたリターン側外周循環路と前記リターン側外周循環路より低いレベルに形成されたリターン側内周循環路とからなり、前記メイントラフは、前記リターントラフとの合わせラインに面し、前記メイン側内周循環路に立設され、当該メイン側内周循環路の上流部側及び下流部側に一部に欠落部を有するメイントラフ側のセパレーターを有し、前記リターントラフは、前記合わせラインに面し、前記リターン側外周循環路の下流部側に立設され、一部に欠落部を有するリターントラフ側のセパレーターを有し、前記メイントラフと前記リターントラフとは異なった振動周波数の駆動源を備えており、前記移送用ガイド溝は、上流側では両側が平面状の移送面に挟まれており、前記メイントラフと前記リターントラフとの間で、前記リターン側外周循環路の下流部の部品は前記メイン側整列移送路の上流部へ前記リターントラフ側のセパレーターの前記欠落部を通って移行されて、部品整送部を移送される部品と前記メイン側内周循環路を移送される部品とに分配され、前記部品整送部を移送される部品は前記部品整送部に接続された排出シュートを経て排出され、前記メイン側内周循環路を移送される部品は前記リターン側外周循環路の上流部へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の下流部側の前記欠落部を通って移行され、前記リターン側外周循環路の上流部の部品は前記リターン側外周循環路の下流部まで移送される部品と前記リターン側内周循環路を移送される部品とに分配され、前記リターン側内周循環路を移送される部品は前記メイン側内周循環路へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の上流部側の前記欠落部を通って移行されて循環される循環式リニアフィーダ、によって解決される。上記のような循環式リニアフィーダは、メイントラフの整列用ガイド溝によって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側外周循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路とリターン側内周循環路との間で循環させることを可能にする。
【0010】
また、直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、メイントラフの移送路の下流部からリターントラフの移送路の上流部へ部品を移行させ、リターントラフの移送路の下流部からメイントラフの移送路の上流部へ戻して部品を循環させると共に、メイントラフで整列される一部の部品を下流端から排出させる循環式リニアフィーダにおいて、リターントラフの移送路が平面状のリターン側単一循環路からなり、メイントラフとリターントラフとの間で、リターン側単一循環路の下流部の部品はメイン側整列移送路の上流部へ移行されて、整列用ガイド溝を移送される部品とメイン側内周循環路を移送される部品とに分配され、整列用ガイド溝を移送される部品は整列用ガイド溝に接続される単層・単列化部および排出シュートを経て排出され、メイン側内周循環路を移送される部品はメイン側整列移送路から落下する部品、単層・単列化部から排除される部品を包含してリターン側単一循環路の上流部へ移行される循環路が形成されているものである。上記のような循環式リニアフィーダは、メイントラフの整列用ガイド溝によって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側単一循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路とリターン側単一循環路との間で循環させることを可能にする。メイントラフとリターントラフとが異なった周波数の交流によって駆動される。上記のような循環式リニアフィーダは、メイントラフの整列用ガイド溝によって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路とリターン側循環路との間で循環させることを可能にする。また、振動系は一般に共振周波数またはその近傍で振動されるが、メイントラフとリターントラフとを同一またはそれに近い周波数で振動させると、一方の振動が他方の振動に影響を与えやすく定常的な振動を得難い。これに対して上記の循環式リニアフィーダはメイントラフとリターントラフとを異なった周波数で振動させるので安定した振動が定常的に得られる。
【0011】
また、直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、前記メイントラフの移送路の下流部から前記リターントラフの移送路の上流部へ部品を移行させ、前記リターントラフの移送路の下流部から前記メイントラフの移送路の上流部へ戻して部品を循環させると共に、前記メイントラフで整列される一部の部品を下流部から排出される循環式リニアフィ−ダにおいて、前記メイントラフの移送路が、部品の移送の向きを整えるための整列用ガイド溝を設けた平面状のメイン側整列移送路と、前記メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、前記リターントラフの移送路は、移送用ガイド溝が形成された平面状のリターン側外周循環路と前記リターン側外周循環路より低いレベルに形成されたリターン側内周循環路とからなり、前記メイントラフは、前記リターントラフとの合わせラインに面し、前記メイン側内周循環路に立設され、当該メイン側内周循環路の上流部側及び下流部側に一部に欠落部を有するメイントラフ側のセパレーターを有し、前記リターントラフは、前記合わせラインに面し、前記リターン側外周循環路の下流部側に立設され、一部に欠落部を有するリターントラフ側のセパレーターを有し、前記メイントラフと前記リターントラフとは異なった振動周波数の駆動源を備えており、前記整列用ガイド溝及び移送用ガイド溝は、上流側では両側が平面状の移送面に挟まれており、前記メイントラフと前記リターントラフとの間で、前記リターン側外周循環路の下流部の部品は前記メイン側整列移送路の上流部へ前記リターントラフ側のセパレーターの前記欠落部を通って移行されて、前記整列用ガイド溝を移送される部品と前記メイン側内周循環路を移送される部品とに分配され、前記整列用ガイド溝を移送される部品は前記整列用ガイド溝に接続される単層・単列化部および排出シュートを経て排出され、前記メイン側内周循環路を移送される部品は前記メイン側整列移送路から落下する部品、前記単層・単列化部から排除される部品を包含して前記リターン側外周循環路の上流部へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の下流部側の前記欠落部を通って移行され、前記リターン側外周循環路の上流部の部品は前記リターン側外周循環路の下流部まで移送される部品と前記リターン側内周循環路を移送される部品とに分配され、前記リターン側内周循環路を移送される部品は前記メイン側内周循環路へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の上流部側の前記欠落部を通って移行されて循環され、前記メイン側整列移送路において、前記整列用ガイド溝の外にある部品を前記整列用ガイド溝へ導くため補助溝が設けられている循環式リニアフィーダ、によって解決される。上記のような循環式リニアフィーダは、メイントラフの整列用ガイド溝によって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側外周循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路とリターン側内周循環路との間で循環させることを可能にする。また、振動系は一般に共振周波数またはその近傍で振動されるが、メイントラフとリターントラフとを同一またはそれに近い周波数で振動させると、一方の振動が他方の振動に影響を与えやすく定常的な振動を得難い。これに対して上記の循環式リニアフィーダはメイントラフとリターントラフとを異なった周波数で振動させるので安定した振動が定常的に得られる。また、このような循環式リニアフィーダは、メイン側整列移送路へ移行されてきた部品を可及的に整列させ、部品の整列化の効率を高める。
【0012】
また、メイントラフが高周波数の交流によって振動され、リターントラフが低周波数の交流によって振動されるものである。このような循環式リニアフィーダは部品を整列させ次工程へ供給するメイントラフを高周波数で振動させるので部品を高い精度で、単層、単列化させることができる。
【0013】
また、メイントラフおよびリターントラフの振動の振幅がそれぞれ独立に制御されているものである。このような循環式リニアフィーダは、メイントラフの整列用ガイド溝によって部品を移送し所定の供給速度で下流端から排出させ、それに見合う量の部品をリターントラフのリターン側外周循環路またはリターン側単一循環路からメイントラフのメイン側整列移送路へ移行させ、それ以外の部品はメイン側内周循環路と、リターン側内周循環路またはリターン側単一循環路との間で循環させることを容易化させる。また、メイントラフに対する加振用板バネおよびリターントラフに対する加振用板バネに振幅検出用センサーが近接して取り付けられているものである。このような循環式リニアフィーダは、加振用板バネの振幅が所定値からずれを生じた場合、ずれを直ちに修正して振幅を所定値に維持することを可能ならしめる。
【0014】
また、リターントラフが共用され、メイントラフが部品の形状、サイズ、または整列させる姿勢等に応じて交換可能とされているものである。このような循環式リニアフィーダは、目的に応じて最適のメイントラフを使用することができ、かつ複数基の循環式リニアフィーダを保有する場合と比較して設備コストを低下させる。また、リターントラフの上流部がメイントラフの下流部より低い位置にあり、リターントラフの下流部がメイントラフの上流部より高い位置にあるように、リターントラフが下流側へ向かって若干上向き傾斜に設置されているものである。このような循環式リニアフィーダは、メイントラフをほぼ水平に設置することができ部品の整列と排出を安定化させる。
【0015】
また、リターン側内周循環路またはリターン側単一循環路における部品の存在量を検出するための部品検出センサーが設置されているものである。このような循環式リニアフィーダは、リターン側外周循環路より低いレベルにあり部品が最も集まり易いリターン側内周循環路、またはリターン側単一循環路における部品の存在量を把握して、必要な場合には部品を補充することを可能にする。また、リターン側内周循環路が単段または複数段に幅を拡げられていることによりリターン側外周循環路に狭幅部が形成されており、リターン側外周循環路からメイン側整列移送路へ移行される部品の移送量が制限されているものである。このような循環式リニアフィーダは、リターン側外周循環路から多量の部品がメイントラフの整列用ガイド溝へ移行することを防ぐ。
【0016】
また、リターン側外周循環路の全面またはその始端部から狭幅部の下流端までの間、またはリターン側単一循環路の全面またはその一部に移送用ガイド溝が形成されているものである。このような循環式リニアフィーダは、循環する部品が少量になった場合に部品は主として移送用ガイド溝を移送されるようになり、部品が途切れなく移送されることを可能にする。また、メイン側整列移送路において整列用ガイド溝の外にある部品を整列用ガイド溝へ導くため補助溝が設けられているものである。このような循環式リニアフィーダは、メイン側整列移送路へ移行されてきた部品を可及的に整列させ、部品の整列化の効率を高める。また、整列用ガイド溝が下流端部において変曲接続部を介して外側方へ凸の円弧状に曲げられているものである。このような循環式リニアフィーダは、部品が密接して移送されている場合、変曲接続部でその一部が押し出され、詰まりの発生し易い状態を解消させる。
【0017】
また、非定常時に部品を系外へ短絡的に取り出すための早出しゲートがリターントラフに取り付けられているものである。このような循環式リニアフィーダは、部品の種類の切り換え時、作業の終了時などの非定常時において、メイントラフ、リターントラフに残存する部品の取り出しを容易化させる。また、早出しゲートの下端に小片異物を排除するための切り欠きが設けられているものである。このような循環式リニアフィーダは、部品に同伴される小片異物がある場合に、早出しゲートの開閉とは無関係に定常的に小片異物を排除する。
【0018】
また、整列用ガイド溝に接続され、外側方へ向かって若干下向き傾斜の移送面と、移送面の傾斜の下端の側壁とからなる移送路に、部品の単層・単列化部が交換可能に取り付けられているものである。このような循環式リニアフィーダは、部品を側壁によって位置決めして移送する過程で部品の種類、サイズに応じた最適の単層・単列化部によって部品を精度高く単層化し、単列化することを可能にする。また、単層・単列化部が長手方向を移送方向に向けた単列の部品のみを通過させる幅とした移送面の狭幅部と、単層の部品のみを通過させる移送面からの高さ位置に設けられたワイパーとによって構成されているものである。このような循環式リニアフィーダは、部品を確実に単層、単列化させる。
【0019】
また、単層・単列化部が長手方向を移送方向に向けた単列の部品のみを通過させる幅とした移送面の狭幅部と、狭幅部において幅方向を移送方向に向けた部品を吹き落とすように空気を噴出させる下向き空気噴出口と、狭幅部において端面に立つ部品を吹き落とすように、その上端部に向けて空気を噴出させる横向き空気噴出口とによって構成されているものである。このような循環式リニアフィーダは、部品を確実に単層、単列化させると共に、噴出される空気がエアカーテンとなって部品に同伴される小片異物の移送を妨げ排除する。また、移送面と側壁との隅部に小片異物の陥落穴が設けられているものである。このような循環式リニアフィーダは部品に同伴される小片異物を陥落させて排除し、小片異物が次工程へ供給されることを防ぐ。
【0020】
また、部品の単層・単列化部に接続されて、部品を単層、単列でのみ移送するトンネル状排出路を備えた排出シュートが交換可能に接続されているものである。このような循環式リニアフィーダは、整列された部品の姿勢を乱すことなく移送し、次工程へ供給する。また、トンネル状排出路の天井部分に移送方向に長い視認用隙間が形成されているものである。このような循環式リニアフィーダは、特に部品検出センサーを設けずとも、トンネル状排出路における部品の移送状態を監視することができる。
【0021】
また、部品又は部品整送部を変更する場合、メイントラフだけを交換すればよい。整送すべき部品の種類に応じて複数台の循環式リニアフィーダを設ける場合と比べ、製造コストを大幅に低下させることができる。
【0022】
また、振動周波数及び/又は振幅を独立して調整可能としたので、最適な循環状況を保ちながら供給効率を大とすることができる。
【0023】
【発明の実施の形態】
本発明の循環式リニアフィーダは、上述したように、直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、メイントラフの移送路の下流部からリターントラフの移送路の上流部へ部品を移行させ、リターントラフの移送路の下流部からメイントラフの移送路の上流部へ戻して部品を循環させると共に、メイントラフで整列される一部の部品を下流端から排出させる循環式リニアフィーダにおいて、
メイントラフの移送路が、部品の移送の向きを整える整列用ガイド溝を設けたメイン側整列移送路と、メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、リターントラフの移送路が、リターン側循環路からなり、メイントラフとリターントラフとが異なった周波数、好ましくはメイントラフが高周波数の交流によって振動され、リターントラフが低周波数の交流によって振動されるものである。
【0024】
図1はリターントラフの移送路が若干複雑な一例としての循環式リニアフィーダFの平面図である。すなわち、循環式リニアフィーダFは、図1において線Cで示す組み合わせラインの上側にあり、直線振動によって部品Kを全体として矢印rで示す方向へ移送するリターントラフRと、線Cの下側にあり部品Kを全体として矢印sで示す方向へ移送するメイントラフMとを組み合わせて構成されている。
【0025】
リターントラフRにおいては内部の移送路を囲って側壁Wr、早出しゲート部Q、端部側壁Wr’が一段高く設けられており、メイントラフMにおいても同様に内部の移送路を囲って側壁Wm、単層・単列化部P、排出シュートE、端部側壁Wm’が一段高く設けられている。また、線Cに面してリターントラフR側にセパレーターSr、メイントラフM側にセパレーターSmが立設されて、メイントラフMとリターントラフRとの間で部品Kを受け渡しする移行路C 1 、C 2 、C 3 が形成されており、これらの移行路以外での部品Kの移行が防がれている。そして、リターントラフRには高さレベルの異なるリターン側外周循環路Ra、Rbとリターン側内周循環路Rcが形成されており、リターン側外周循環路Rbはリターン側外周循環路Raより若干低く、リターン側内周循環路Rcは最も低いレベルにある。また、リターン側外周循環路Raには円弧状に移送用ガイド溝Grが形成されており、移送用ガイド溝Grの底面はリターン側外周循環路Rbより極く僅か高いレベルにある。なお、リターン側外周循環路Raは下流部においてリターン側内周循環路Rcによって二段に幅を狭められており、移送量が制限されている。メイントラフMにも高さレベルの異なるメイン側整列移送路Maとメイン側内周循環路Mcが形成されており、メイン側内周循環路Mcのレベルはメイン側整列移送路Maより低い。また、メイン側整列移送路Maには円弧状に整列用ガイド溝Gmが形成されおり、整列用ガイド溝Gmの底面は単層・単列化部Pの移送路Paより極く僅か高いレベルにある。
【0026】
そのほか、メイン側整列移送路Maの下流部において整列用ガイド溝Gmに合流する補助溝Guが形成されており、メイン側整列移送路Maにあって整列用ガイド溝Gmの外にある部品Wを整列用ガイド溝Gm内へ導くようになっている。更には、移行路C 1 においてメイン側整列移送路Maはリターン側外周循環路Rbより僅かに低く、移行路C 2 においてメイン側内周循環路Mcはリターン側内周循環路Rcより僅かに低く、移行路C 3 においてリターン側外周循環路Raはメイン側内周循環路Mcより僅かに低く形成されている。
【0027】
各移送路が上記のような高さレベルに形成されたメイントラフMとリターントラフRとの間において、部品Kは二つの流れを形成して移送される。一つは実線の矢印で示すように、リターントラフRのリターン側外周循環路Raから、その狭幅部Ra’の移送用ガイド溝Grによってリターン側外周循環路Rbへ移送され、移行路C 1 を経由してメイン側整列移送路Maへ移行され、その整列用ガイド溝Gmを移送されて、続く単層・単列化部P、排出シュートEを移送されるリターン側外周側の流れと、白抜き矢印で示すように、リターン側内周循環路Rcから移行路C 2 を経由してメイン側内周移送路Mcへ移行され、メイン側整列移送路Maから落下する部品K、単層・単列化部Pから排除される部品Kを包含し、移行路C 3 を経由してリターン側外周循環路Raへ移行され、リターン側内周循環路Rcへ分配されて戻る内周側の流れとである。
【0028】
そして、双方の振動が干渉して移送の乱れを生ずることを回避するために、メイントラフMとリターントラフRとは異なった周波数、好ましくはメイントラフMは高周波数の交流によって振動させ、リターントラフRは低周波数の交流によって振動させる。メイントラフMを高周波で振動させることにより、部品Kを高精度で単層、単列化させ供給し得るというメリットが得られる。メイントラフMは高周波発生源によって得られる例えば200Hz〜300Hzの高周波の交流によって振動させ、リターントラフRは例えば商用周波数(国内では50Hzまたは60Hz)を全波整流した100Hzまたは120Hzの低周波の交流によって振動させる。そして、部品KはメイントラフMの整列用ガイド溝Gmによって移送され排出シュートEの下流端から次工程へ所定の供給速度で移送され、それに見合う量の部品Kがリターン側外周循環路Rbからメイン側整列移送路Maへ移行され、それ以外の大部の部品Kはリターン側内周循環路Rcとメイン側内周循環路Mcとの間で循環されるようにする。そのような部品の供給と循環流れが容易に得られるように、メイントラフの振動の振幅およびリターントラフの振動の振幅はそれぞれ独立に制御される。
【0029】
高周波発生源としてはインバーターのほかモータージェネレータも採用し得る。なお、振動の駆動部は電磁石によるものが簡便であるが、所定の振動周波数が得られるのであれば、それ以外の如何なる方式を採用してもよい。振動の振幅は如何なる箇所において如何なる方法で測定してもよいが、メイントラフMの加振用傾斜板バネおよびリターントラフRの加振用傾斜板バネに近接した位置、例えば渦電流式の振幅検出用センサーを取り付けて測定するのが簡便である。このような循環式リニアフィーダFは、加振用傾斜板バネの振幅が所定値からずれを生じた場合、振幅検出用センサーからのずれ信号が入力される制御部は駆動部の電磁石へ供給される電流を調整して直ちにずれの修正を施すので、加振用傾斜板バネは所定の振幅値に戻される。
【0030】
【実施例】
以下、本発明の循環式リニアフィーダーを実施例によって図面を参照し具体的に説明する。
【0031】
(実施例1)
図2は実施例1における整列対象としての角柱状の積層チップコンデンサーT(以降、部品Tと称する)の外形状を示す斜視図であり、部品Tのサイズは長さl=0.6mm、幅w=0.3mm、厚さt=0.3mmと小さい。そして、部品Tは図2のAに示すように、長手方向に移送することが要請されており、図2のBに示すような幅方向(または厚さ方向)を移送方向に向けた部品T、図2のCに示すような端面に立つ姿勢の部品Tは排除されねばならない。
【0032】
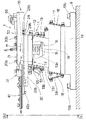
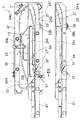
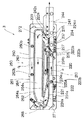
図3は部品Tを長手方向に整列させて1個ずつ次工程へ供給するための循環式リニアフィーダ1の平面図であり、図4はその部分破断側面図、図5は図4における[5]−[5]線方向からの正面図である。また、図6は図5における[6]−[6]線方向の部分破断側面図である。
【0033】
循環式リニアフィーダ1は、図3、図4、図5に示すように、整列用リニアフィーダー10のメイントラフ21とリターン用リニアフィーダー50のリターントラフ61とが極く近接して並べられている。そして、図4において、手前側に示されている整列用リニアフィーダー10は部品Tを整列させて矢印mで示す方向へ移送するメイントラフ21と、メイントラフ21に直線振動を与える駆動部11とからなっている。また、図4において奥側に示されているリターン用リニアフィーダー50は図6に示されているが、図6において下流側となる右側へ向かって角度5度の上向き傾斜とされており、部品Tを矢印nで示す方向へ移送するリターントラフ61と、リターントラフ61に直線振動を与える駆動部51とからなっている。なお、整列用リニアフィーダー10とリターン用リニアフィーダー50とは共通ベース9上に設置されている。そして、図7はメイントラフ21とリターントラフ61とを示す部分破断斜視図である。
【0034】
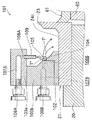
図3、図4に示すように、整列用リニアフィーダー10においては、駆動部11によって振動されるベースブロック20に対して、メイントラフ21がその側壁22の側面に2本のボルト29bで固定されたストッパー29によって位置決めされ、側壁22の表面からのボルト20bで交換可能に固定されている。また図4に示すように、駆動部11においては、ベースブロック20に一体的に固定された可動ブロック12が加振用の前後一対の傾斜板バネ13によって下方の固定ブロック14と連結されており、固定ブロック14上にはコイル15を巻装した電磁石16が固定され、可動ブロック12から垂下されている可動コア12cと僅かの間隙をあけて対向されている。また、一方の傾斜板バネ13(図4において左側)の下端部を固定するボルト13bには傾斜板バネ13とはスペーサー13cを介して渦電流式の振幅センサー13Sが近接して取り付けられて傾斜板バネ13の振幅をモニタリングしており、振幅が所定値からずれると、その信号の入力される制御部は電磁石16のコイル15に供給する電流を調整して、振幅を直ちに修正するようになっている。更には、固定ブロック14にはバランスブロック17が一体的に取り付けられており、バランスブロック17は防振用の前後一対の傾斜板ばね18を介して固定ブロック19に連結され、固定ブロック19はボルト19bによって共通ベース9に固定されている。そして、コイル15には図示せずともインバーターによる300Hzの交流が印加され、電磁石16と可動コア12cとの間に高周波の交番的な吸引力が働いてメイントラフ21に矢印hで示す方向の直線振動を与え、メイントラフ21内の部品Tを矢印mで示す方向へ移送する。
【0035】
また、図3、図6に示すように、リターン用リニアフィーダー50においては、駆動部51によって振動されるベースブロック60に対して、メイントラフ61がその側壁62の側面に2本のボルト69bで固定されたストッパー69によって位置決めされ、側壁62の表面からのボルト60bで交換可能に固定されている。そして、図6に示すように、リターン用リニアフィーダー50の駆動部51はリターントラフ61の傾斜に応じて同様に傾斜されているが、基本的には上記の整列用リニアフィーダー10の駆動部11と同様に構成されている。従って、駆動部11の構成要素に対応する駆動部51の構成要素には、下一桁の数字を共通させて50番台の符号を付して、それらの説明は省略する。なお、駆動部51のコイル55には図示せずとも周波数60Hzの商用周波数を全波整流した120Hzの交流が印加されて、リターントラフ61に矢印jで示す方向の直線振動を与え、リターントラフ61内の部品Tを矢印nで示す方向へ移送する。
【0036】
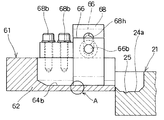
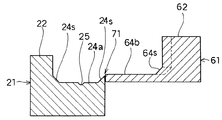
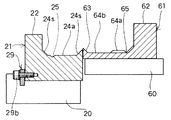
メイントラフ21とリターントラフ61とは、図3に示すように、寸法的に図示されない僅かのクリアランスをあけて向かい合わせに組み合わされており、メイントラフ21の下流端部には単層・単列化部31、排出シュート41が交換可能に取り付けられている。そして、部品Tを矢印mで示す方向へ移送するメイントラフ21は、側壁22、単層・単列化部31、および移送方向とは角度45度とされた排出シュート41の前端面42s、および端部側壁22eによって内部の移送面の三方が囲われている。また、部品Tを矢印nで示す方向へ移送するリターントラフ61は、側壁62、側壁62の下流端部を切り欠いて設けた早出しゲート66によって内部の移送面の三方が囲われている。更には、メイントラフ21とリターントラフ61との合わせラインに面して、図3における[14]−[14]線方向の断面図である図14に示すように、メイントラフ21にはセパレーター23が立設され、図3における[12]−[12]線方向の断面図である図12に示すように、リターントラフ61にはセパレーター63が設けられており、図3に示すように、それらの欠落部はメイントラフ21とリターントラフ61との間で部品Tを受け渡しするための移行路71、72、73とされている。なお、移送路71、72、73の断面は図3における[11]−[11]線方向の断面図である図11、同じく[13]−[13]線方向の断面図である図13、[19]−[19]線方向の断面図である図19に示されている。
【0037】
メイントラフ21には、平面状のメイン側整列移送路としての移送面24a、およびメイン側内周循環路としての移送面24cが形成されており、移送面24cは移送面24aより6mm低いレベルにある。なお、移送面24aには側壁22等との間に、また移送面24cには移送面24a等との間に、図11、図13に示すように、斜面状の隅部24sが形成されている。そして、移送面24cの下流端部はリターントラフ61側へ角度45度で折り曲げられて移行路73に連絡している。また、移送面24aはその中流部から下流部にかけ、移送面24cによって幅が狭められており、かつ移行路71に近接した位置から移送面24aの下流端に至る間に、幅1mm、深さ0.7mmのU字形状の整列用ガイド溝25が緩い円弧状に形成されており、移送面24aの下流部では部品Tは主として整列用ガイド溝25によって移送される。そのほか、整列用ガイド溝25と移送面24cとの間の細幅になった移送面24aには補助溝25uが形成されており、当該移送面24aを移送される部品Tを整列用ガイド溝25へ導くようになっている。なお、この部分における移送面24aは図13にも示されている。
【0038】
リターントラフ61にも、平面状のリターン側外周循環路としての移送面64a、移送面64bと、リターン側内周循環路としての移送面64cが形成されており、移送面64bは移送面64aより1mm低く、移送面64cは移送面64aより2mm低いレベルにある。メイントラフ21におけると同様、移送面64a、64bには側壁62等との間に、また移送面64cには移送面64a等との間に、斜面状の隅部64sが形成されている。そして、移送面64aには、移行路73に近接した位置から移送面64aの下流端に至る間に、幅1mm、深さ0.7mmのU字形状の移送用ガイド溝65が緩い円弧状に形成されている。また、二段に幅を拡げられた移送面64cによって移送面64aの下流部は狭幅部64a’が形成されており、下流側への部品Tの移送量が制限されている。
【0039】
そして、メイントラフ21とリターントラフ61との間では、図11を参照して、移行路71におけるメイントラフ21の移送面24aはリターントラフ61の移送面64bより2.5mm程度低く、図13を参照して、移行路72におけるメイントラフ21の移送面24cはリターントラフ61の移送面64cより6mm程度低く、図19を参照して、移行路73におけるリターントラフ61の移送面64aはメイントラフ21の移送面24cより3mm程度低い。
【0040】
上記のように構成されるメイントラフ21とリターントラフ61との間で部品Tが循環されると共に、整列される一部の部品Tはメイントラフ21の排出端から次工程へ供給されるが、これらのメイントラフ21、リターントラフ61に取り付けられている機器、装置および単層・単列化部31、排出シュート41
について以下に説明する。
【0041】
図3に示すように、リターントラフ61の下流端部には側壁62を切り欠いて早出しゲート66が設けられている。図3における[8]−[8]線方向の断面図である図8は早出しゲート66の正面を示し、図3における[9]−[9]線方向の断面図である図9は早出しゲート66の断面を示すが、側壁62を切り欠いて排出路69が形成され、その上流側の側壁62にボルト68bで固定されて排出路69の直上へ延びる取付け部材68に早出しゲート66がボルト66bによって上下方向に開閉可能に取り付けられている。すなわち、取付け部材68に設けられている上下方向に長穴68hを挿通するボルト66bによって早出しゲート66が取り付けられており、ボルト66bを緩めて、一点鎖線で示すように、早出しゲート66を上方へ移動させ、移送面64bを移送される部品Tを排出路69の方へ導いて取り出すことができる。早出しゲート66は品種の切り換え時、作業の中断時などの非定常時に、メイントラフ21とリターントラフ61とに残る部品Tを取り出すためのものであり、定常時には使用されない。なお、移送面64bと接する早出しゲート66の下端には、図8の符号Aで示す〇印部分の拡大図である図10に示すように、高さ0.15mmで移送方向に長い切欠き穴67が設けられている。部品Tに共存する小片異物を排除するためのものであり、早出しゲート66が閉の定常時に使用される。
【0042】
また、図3における[14]−[14]線方向の断面図である図14に示すように、リターントラフ61の側壁62に固定した支柱75にサポート板76がその長穴76hを挿通するボルト76bによって固定され、そのサポート板76の先端部に部品検出用光センサー77がナット77nによって上下位置を調整可能に取り付けられており、移送面64cにおける部品Tの残存状態をモニタリングしている。部品検出用光センサー77から照射される光は移送面64cにおいて、移送面64c、または存在する部品Tによって反射されて部品検出用光センサー77へ戻るが、移送面64cと部品Tとでは反射率が異なることにより、部品Tの残存状態が検出される。そして、部品Tの欠乏が検出される場合には、図示しないホッパーから移送面64cへ部品Tが補充される。
【0043】
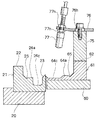
図3、図7に示すように、メイントラフ21の整列用ガイド溝25の下流端には単層・単列化部31が接続されている。図3における[15]−[15]線方向の断面図である図15に示すように、ベースブロック20に固定されたメイントラフ21に対して、トラック部材32と側壁部材33とが下方からのボルト33bで交換可能に取り付けられている。そして、組み合わされたトラック部材32と側壁部材33とにより、外側方へ向かって下向きの傾斜角度10度で幅3.5mmのトラック34および鉛直な側壁35が形成されている。トラック34は図3および後述の図18に示すように、幅が3段に狭められている。そして、1段目の幅0.8mmの部分のトラック34と側壁35との隅部には、図3における[16]−[16]線方向の断面図である図16に示すように、トラック34に幅0.1mm、側壁35に高さ0.1mm、移送方向へ長さ1mmに切り欠いて陥落穴39が設けられており、共存する小片異物を分離して排除するようになっている。図17は陥落穴39をトラック34、側壁35と共に示す部分拡大斜視図である。
【0044】
また、図15、図16、および図3に示すように、側壁部材33にボルト36bで固定した取付け部材36の上流端の傾斜端面にワイパー37がボルト37bで取り付けられている。ワイパー37の下端縁とトラック34との間隔は、横臥した姿勢で積み重なっていない部品Tのみが通過し得る0.4mm程度とされており、積み重なって上層にある部品Tや端面に立つ姿勢の部品Tはワイパー37に移送を阻止され、その周辺の部分拡大平面図である図18に示すように、ワイパー37に沿って側方へ排除され、45度の傾斜面38へ落下し滑落して移送面24cへ排除される。図18に示すように、ワイパー37はトラック34が幅0.45mmとされた部分の直上に斜めに交差して設置されており、多列になって移送されてきた部品Tも幅0.45mmの部分で側方の傾斜面38から移送面24cへ排除される。トラック34は下流側で更に幅0.3mm強とされており、長手方向を移送方向に向けている部品Tのみが通過可能で、それ以外の向きの部品Tは傾斜面38へ落下して排除される。
【0045】
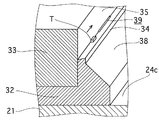
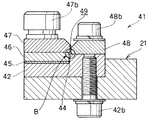
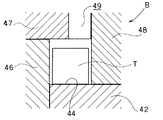
図3、図7に示すように、単層・単列化部31の下流端には排出シュート41が接続されている。図3における[19]−[19]線方向の断面図である図19は排出シュート41の上流端を示し、同じく[20]−[20]線方向の断面図である図20はそれより下流側の断面を示す。また図21は図20において○印で示すトンネル状の排出トラック44の拡大断面図であり、移送される部品Tと共に示す。図19に示すように、ベースブロック20に固定されたメイントラフ21に対して、図20に示すようにシュ−ト基板42が下方からのボルト42bによって交換可能に取り付けられており、このシュ−ト基板42の低い左半部にスペーサー45、シュート部材46、シュート部材47がボルト47bで取り付けられ、シュート部材47と対向し僅かの隙間49をあけて、シュ−ト基板42の高い右半部にシュート部材48がボルト48bで取り付けられており、それらに囲われて中央部に排出トラック44がトンネル状に形成されている。シュート部材47はシュート部材48側の上方の稜線部分、またシュート部材48はシュート部材47側の上流端部と下流端部を除く稜線部分を、それぞれ斜めにカットし、両方のカットを合わせてV字形状のカット溝が形成されており、隙間49の深さを小さくして、排出トラック44内を上方から視認し得るようになっている。
【0046】
実施例1の循環式リニアフィーダー1は上記のように構成されるが、次にその作用を説明する。なお、図3、図4、図6を参照して、循環式リニアフィーダー1のメイントラフ21およびリターントラフ61には十分な量の部品Tが収容されており、メイントラフ21は部品Tを矢印mで示す方向へ移送するように駆動部11によって300Hzの高周波で矢印hで示す方向に直線振動されており、リターントラフ61は部品Tを矢印nで示す方向へ移送するように駆動部51によって120Hzの低周波で矢印jで示す方向に直線振動されており、駆動部11、51の傾斜板バネ13、53に取り付けられている振幅センサー13S、53S、およびリタ−ントラフ61に取り付けられている部品検出用光センサー77も作動状態にあるものとする。
【0047】
このような状態の図3において、リターントラフ61の移送面64aの上流部にある部品Tは矢印nで示す方向へ移送され、主として移送用カイド溝65によって移送面64aを移送されるものと、移送面64cへ落ちて移送されるものとに分配される。移送面64aを移送される部品Tは2段に幅を拡げた移送面64cによって幅の狭められた狭幅部64a’において移送面64cへ落ち込むことにより移送量を制限されて移送面64bへ流れ込み、全体的に円弧状とされた側壁62に導かれて移送される。この間に部品Tは閉じられた早出しゲート66の下端の図10に示す切欠き穴67において小片異物が分離される。そして、移送面64bの下流端から移行路71を経由してメイントラフ21の移送面24aの上流部へ移行される。
【0048】
移送面24aの上流部へ移行される部品Tのうち、一部は移送面24cへ落ち込むが、その殆どは整列用ガイド溝25によって下流端まで移送され、その下流端に接続されている単層・単列化部31へ送り込まれる。また、整列用ガイド溝25と移送面24cとに挟まれた移送面24aを移送される部品Tは移送面24cへ落下するものもあるが、その下流部に形成されている補助溝25uによって整列用ガイド溝25へ導かれる。単層・単列化部31においては、図15に示すように、トラック34は外側方へ向かって下向き傾斜とされていることから、部品Tは側壁35によって幅方向に位置決めされて移送され、先ず、トラック34と側壁35との隅部に設けられた図16、図17に示す陥落穴39において、共存している小片異物が分離される。
【0049】
続いて図16および図18に示すワイパー37に至り、重なっている部品Tのうちの上層の部品T、端面に立つ姿勢の部品Tはワイパー37によって移送を阻止されてリターントラフ61側へ排除され、傾斜面38を経て移送面24cへ落下する。従って、横臥したした姿勢で単層の部品Tのみがワイパー37の下を通過して移送される。また、図18に示すように、トラック34は幅が狭められており、ワイパー37の下流部で幅0.3mm強とされていることから、幅方向を移送方向に向けている横向きの部品Tは落下し、同じく傾斜面38を経て移送面24cへ排除される。従って、長手方向を移送方向に向けている部品Tのみがトラック34を移送され、その下流端に接続された図19、図20に示す排出シュート41の排出トラック44へ送り込まれる。排出トラック44は図21に示すように長手方向を移送方向に向けて単層、単列とされている部品Tのみが通過し得るトンネル状に形成されているので、整列された部品Tはその姿勢を乱されることなく移送され、その下流端から次工程へ1個ずつ排出される。なお、この時、排出トラック44の天井部に設けられている隙間49によって部品Tの移送状態が観察される。
【0050】
図3へ戻り、リターントラフ61の移送面64aの上流部から移送面64cへ落ち込んで移送される部品Tは、上述したように移送面64aの狭幅部64a’から落下するものを合流させ、移行路72を経由してメイントラフ21の移送面24cへ移行され矢印mの方向へ移送される。そして、上述したように移送面24aから落下するもの、単層・単列化部31から排除されるものを合流させ、その下流端部において排出シュート41の前端面42sおよび端部側壁22eに導かれて移送方向を曲げられ、移行路73を経由してリターントラフ61の移送面64aの上流部へ戻される。
【0051】
このように、メイントラフ21とリターントラフ61との間において、リターントラフ61の移送面64aの部品Tは移送面64bを移送され移行路71を経由してメイントラフ21の移送面24aへ移行された後、移送面24aの整列用ガイド溝25を移送されて単層・単列化部31に至るが、そのなかで、単層・単列化部31を通過し排出シュート41から次工程へ供給されるものを除き、単層・単列化部31で排除される部品Tが移送面24cへ落下し、移行路73を経てリターントラフ61の移送面64aへ戻される外周側の循環路と、部品Tがリターントラフ61の移送面64aから移送面64cを移送され、移行路72を経由してメイントラフ21の移送面24cを移送され、移行路73を経由してリターントラフ61の移送面64aへ戻される内周側の循環路との2系統の循環路によって部品Tが循環される。
【0052】
上記の部品Tの循環において、外周側の循環路はリターントラフ61の移送面64aの狭幅部64a’によって移送量が全体的に絞られており、メイントラフ21においては、整列用ガイド溝25によって移送される部品Tが排出シュート41から次工程へ所定の供給速度で供給されるように、300Hzの振動で振幅を制御して移送され、リターントラフ61においては、それに見合う量の部品Tが移送面64bからメイントラフ21の移送面24aへ移行されるように、120Hzの振動で振幅を制御して移送される。そして、整列用ガイド溝25は、このような制御された量の部品Tが移送面24aを移送される場合に、あたかも部品Tを集めるかのように作用し、部品Tが排出シュート41から次工程へ途切れなく供給されることを助ける。
【0053】
これに対して内周側の循環路では、外周側の循環路を移送される部品Tを除いて、それ以外の全ての部品Tがリターントラフ61の移送面64cから移行路72を経てメイントラフ21の移送面24cを移送された後、移行路73を経てリターントラフ61の移送面64aを移送され移送面64cへ戻されて循環されるが、この時、低周波数で振動されるリターントラフ61にあって移送面64aより低いレベルの移送面64cは部品Tが最も集まり易く、あたかも部品Tのプールであるかのように作用する。そして、移送面64cにおける部品Tの存在状態をモニタリングしている部品検出用光センサー88によって部品Tの欠乏が検出されると、図示しないホッパーから移送面64cへ部品Tが補充される。また、部品Tが比較的少量となって循環されている場合、リターントラフ61の移送面64aに設けられた移送用カイド溝65はあたかも移送面64aにある部品Tを集めるかのように作用し、部品Tが移送面64aにおいて途切れなく移送されることを助ける。このように循環式リニアフィーダ1においてはメイントラフ21とリターントラフ61との間で部品Tがバランスよく循環され、排出シュート41から次工程へ部品Tが所定の供給速度で安定して供給される。
【0054】
更には、上述したように、整列させる部品Tの種類、サイズ、整列させる姿勢等に応じてメイントラフ21を他のメイントラフと交換することが可能である。図22は、リターントラフ61はそのまま残し、メイントラフ21を整列用リニアフィーダ10のベースブロック20に固定しているボルト20bを緩めて取り外し、その代わりとしてメイントラフ21’をそのストッパー29’によってベースブロック20に対し位置決めして、ボルト20bで固定した循環式リニアフィーダ1’の平面図である。なお、メイントラフ21’は単層・単列化部31の直ぐ下流側に部品T’の表裏選別部91を備えている点でメイントラフ21とは異なるが、基本的には同様に構成されているので、図22においては簡明化のために要部のみ符号を付し、かつメイントラフ21の構成要素に対応するメイントラフ21’の構成要素には(’)付きの同一の符号を付して表裏選別部91以外の説明は省略する。すなわち、メイントラフ21は表裏の区別を必要としない積層チップコンデンサーである角柱状の部品Tについて長手方向を移送方向に整えるものであるに対して、メイントラフ21’は角柱状の部品の一側面にのみ黒色の炭素抵抗膜が形成されたチップ抵抗である部品T’について、長手方向を移送方向に整えると共に、炭素抵抗膜を上に向けた表向きの部品T’のみを供給することが要請される場合に対処するものである。
【0055】
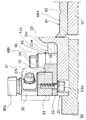
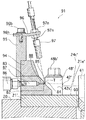
図23は図22における[23]−[23]線方向の断面図であり、表裏選別部91を拡大して示す。表裏選別部91はベースブロック20に固定されたメイントラフ21’に対してトラック部材82と側壁部材83とが図示せずとも下方からのボルトで取り付けられている。そして、組み合わされたトラック部材82と側壁部材83とにより、外側方へ向かって下向きの傾斜角度10度のトラック84および鉛直な側壁85が形成されており、この側壁部材83に穿設された横向きの空気孔87に外側面から圧縮空気配管86の継手が螺着されている。そして、空気孔87の先端部から側壁85へ向かい、トラック84を横臥した姿勢で移送される部品T’の側面に対応する高さ位置に開口する細孔88が設けられている。
【0056】
更には、側壁部材83に固定された取付け部材94に支柱95が建てられ、その支柱95に対してサポート板96がその長穴96hを挿通するボルト96bによって固定され、サポート板96の先端部に表裏検出用光センサー97がナット97nによって上下位置を調整可能に取り付けられている。表裏検出用光センサー97からの絞られた照射光は表向きの部品T’の黒色表面で反射して戻る場合と、部品T’のそれ以外の面で反射して戻る場合、トラック84の表面で反射して戻る場合とがあるが、それらの反射光の強度の違いによって、炭素抵抗膜を上に向けた部品T’が検出されて選別される。すなわち、反射強度が小さい炭素抵抗膜が検出されると、細孔88からの噴出空気が瞬間的に停止され、当該部品T’は表裏選別部91をそのまま通過し得るに対して、それら以外の部品T’は噴出空気によって吹き飛ばされ、移送面24c’へ落下するようになっている。
【0057】
(実施例2)
実施例2の循環式リニアフィーダは、実施例1の循環式リニアフィーダ1の単層・単列化部31を異なるタイプの単層・単列化部101で置き換えたものである。そして、それ以外の構成要素は実施例1の循環式リニアフィーダ1と全く同様であるので、単層・単列化部101のみを説明し、それ以外の要素についての説明は省略する。
【0058】
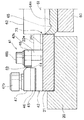
図24は単層・単列化部101の縦断面図である。ベースブロック20に固定されたメイントラフ21に対して、トラック部材102と側壁部材103a、103bとが図示せずとも下方からのボルトで取り付けられている。そして、組み合わされたトラック部材102と側壁部材103bとにより、外側方へ向かって下向きの傾斜角度10度であり、この部分では長手方向を移送方向に向けた部品Tが単列でのみ移送される幅とされたトラック104、および鉛直な側壁105とが形成されている。また、側壁部材103aに穿設された横向きの空気孔107Aに外側面から圧縮空気配管106Aの継手が螺着され、空気孔107Aの先端部から下向きに設けられた細孔108Aにノズル109が螺着されており、常時空気が噴出されている。そして、図24に示すように、トラック104において幅方向を移送方向に向けた横向きの部品T’を移送面24bへ吹き落として排除するようになっている。また、圧縮空気配管106Aより下方で、かつ若干下流側において、側壁部材103bに圧縮空気配管106B、空気孔107B、横向きの細孔108Bが設けられて側壁105に開口されており、常時空気が噴出されている。そして、図24に示すように、端面に立つ姿勢の部品T”を移送面24cへ吹き落として排除するようになっている。
【0059】
すなわち、単層・単列化部101を通過することにより、部品Tは長手方向を移送方向に向けたもののみとなる。このような単層・単列化部101は、本来の部品Tを単層、単列化させる以外に、噴出される空気があたかもエアカーテンのように作用してトラック104上の小片異物の移送を阻止するという二次的な効果を示す。このような単層・単列化部101を備えた循環式リニアフィーダは小片異物が部品Tと共にトンネル状の排出トラック44へ入り込むことを防ぎ、移送詰まりのようなトラブルの発生を回避させる。
【0060】
(実施例3)
図25は実施例1におけると同様、部品Tを整列させて次工程へ供給する循環式リニアフィーダ3の平面図である。部品Tを矢印pで示す方向へ移送する整列用リニアフィーダー210のメイントラフ221と、部品Tを矢印qで示す方向へ移送するリターン用リニアフィーダ250のリターントラフ261とが向かい合わせに並べられており、メイントラフ221は水平に設置されて、下流端部に単層・単列化部231と排出シュート241が取り付けられている。また、リターントラフ261は下流側へ向かって傾斜角度5度の上向き傾斜とされている。図25に示すように、部品Tの全体的な流れが反時計方向となっている以外に、各トラフ内の移送面の構成が実施例1とは異なったものとなっている。なお、共通のベース209上に設置されているメイントラフ221およびリターントラフ261の駆動部はそれぞれのトラフの振動方向に合わせたものになっているほかは、基本的には実施例1の場合と同様に構成されている。そして、メイントラフ221は250Hzの交流で振動され、かつリターントラフ261は100Hzの交流で振動され、メイントラフ221、リターントラフ261の振幅はそれぞれ独立して制御されるようになっている。
【0061】
図25に示すように、メイントラフ221は側壁222とそれに続く単層・単列化部231、角度45度の排出シュート241の前端面242sおよび端部側壁222eによって内部の移送面の三方が囲われている。またリターントラフ261は、側壁262、側壁262の下流端部を切り欠いて設けた早出しゲート266によって内部の移送面の三方が囲われている。更には、メイントラフ221とリターントラフ261との合わせラインに面して、リターントラフ261にはセパレーター263が立設されており、その両側端の欠落部分がメイントラフ221とリターントラフ261との間で部品Tを受け渡しするための移行路271、移行路272とされている。なお、移行路271の下流端はメイントラフ221の直上へ僅かにオーバーハングされており、移行路272の下流端はリターントラフ261の直上へ僅かにオーバーハングされている。
【0062】
メイントラフ221には、メイン側整列移送路として外周側に移送面224a、およびメイン側内周循環路として移送面224aに続いて移送面224b、224cが形成されており、移送面224bは移送面224aより低く、移送面224cは移送面224bより低いレベルにあり、移送面224cの下流端部はリターントラフ261側へ角度45度で折り曲げられて移行路272に連絡している。なお、移送面224aには側壁222等との間に、また移送面224bには移送面224a等との間に斜面状の隅部224sが形成されている。外周側の移送面224aはその中流部から下流端まで移送面224bによって幅が狭められており、かつ移送面224aにはその始端部から下流端まで断面がU字形状の整列用ガイド溝225aが緩い円弧状に形成されており、移送面224aの下流部では部品Tは主として整列用ガイド溝225aによって移送される。そして、整列用ガイド溝225aには変曲接続部226を介して外側方へ凸の小さい円弧状に整列用ガイド溝225bが接続されており、その下流端に単層・単列化部231と排出シュート241とが順に接続されている。そして、整列用ガイド溝225bの移送方向に向かって左側には、移送面224bへ向かって下向きの傾斜面227が形成されている。
【0063】
上記の単層・単列化部231におけるトラック234は部品Tを長手方向を移送方向に向けて単列化させるようにトラック234の幅を狭めると共に、部品Tを単層化させ、立ち姿勢の部品Tを排除するようにワイパー237が設けられているが、これらは実施例1におけるものと全く同様である。また、単層・単列化部231に接続して排出シュート241が取り付けられているが、これも実施例1の排出シュート41と全く同様であるので、その説明は省略する。
【0064】
リターントラフ261にはリターン側単一循環路としての平面状の移送面264が形成されており、移送面264には側壁262等との間に斜面状の隅部264sが形成されている。また、移送面264の下流端部には、側壁262を切り欠いて早出しゲート266が設けられている。その構成は実施例1の早出しゲート66と同様であるので、その説明は省略する。そして、メイントラフ221とリターントラフ261との間では、移行路271においてメイントラフ221の移送面224aはリターントラフ261の移送面264より低く、移行路272においてリターントラフ261の移送面264はメイントラフ221の移送面224cより低い。
【0065】
実施例3の循環式リニアフィーダ3は以上のように構成されるが、次にその作用を説明する。なお、メイントラフ221とリターントラフ261とには十分な量の部品Tが収容されており、メイントラフ221は部品Tを矢印pで示す方向へ移送するように250Hzの振動が与えられ、リターントラフ261は部品Tを矢印qで示す方向へ移送するように100Hzの振動が与えられており、かつメイントラフ221とリターントラフ261とは独立して振幅制限されているものとする。
【0066】
リターントラフ261の移送面264の上流部の部品Tは矢印qの方向へ移送され、下流部で円弧状とされている側壁262に沿って向きを変えられ、早出しゲート266に接して通過し、移行路271を経由してメイントラフ221の移送面224aの上流部へ移行される。移送面224aの部品Tは矢印pの方向へ移送され整列用ガイド溝225aによって移送されるものと、整列用ガイド溝225aを越えて移送面224aから移送面224b、224cへ移送されるものとに分配される。
【0067】
整列用ガイド溝225aを移送される部品Tはその下流端で変曲接続部226を経て整列用ガイド溝225bを移送され、単層・単列化部231のトラック234へ送り込まれる。この間、整列用ガイド溝225aを移送される部品Tは変曲接続部226に至った時点で部品Tの相互間に間隔がある場合には、部品Tはそのまま整列用ガイド溝225bへ移送の向きを変えて移送されるが、部品Tが相互に接している場合には押し合うようになって若干の部品Tは整列用ガイド溝225bへ入ることなく押し出されて排除され、傾斜面227を滑落して移送面224bへ落下する。単層・単列化部231およびそれに接続されている排出シュート241は実施例1の場合と同様に作用し、排出シュート241の下流端からは横臥して長手方向を移送方向に向けて整列された部品Tが1個ずつ次工程へ供給される。なお、単層・単列化部231においてワイパー237を通過し得ない部品Tは移送面224cへ落下して排除される。
【0068】
他方、移送面224aから移送面224b、224cを移送される部品Tは、上記したように移送面224bにおいて変曲接続部226から落下する部品Tを合流させ、更に移送面224cにおいてワイパー237から排除される部品Tを合流させた後、端部側壁222e等によってリターントラフ261側へ45度に曲げられ、移行路272を経由してリターントラフ261の移送面264へ移行される。
【0069】
このようにメイントラフ221とリターントラフ261との間において、メイントラフ221の移送面224aから整列用ガイド溝225aを移送され、変曲接続部226を経て整列用ガイド溝225bを移送されて単層・単列化部231に至る部品Tのうち、単層・単列化部231を通過して排出シュート241から次工程へ供給されるものを除いて、変曲接続部226から傾斜面227を経て移送面224bへ落下するもの、単層・単列化部231から排除されて移送面224cへ落下するものによる外周側の循環路と、移送面224aから移送面224b、移送面224cを移送されるものによる内周側の循環路とが、リターントラフ261の移送面264を共通の循環路として形成される。
【0070】
上記の部品Tの循環において、外周側の移送面224aの下流部は内周側の移送面224bによって幅を狭められ、部品Tは整列ガイド溝225aによってのみ移送されることにより移送量が制限されており、整列用ガイド溝225aを移送されるもの以外は内周側の移送面224b、224cを移送されるが、メイントラフ221は部品Tが排出シュート241から所定の供給速度で次工程へ供給されるように、250Hzの周波数で振幅を制御して振動される。そして、リターントラフ261は整列用ガイド溝225aにおける部品Tの移送量に対応する量の部品Tが移送面264から移送面224aへ移行されるように、100Hzの周波数で振幅を制御して振動される。このように循環式リニアフィーダ3においてはメイントラフ221とリターントラフ261との間で部品Tがバランスよく循環され、排出シュート241から次工程へ部品Tが所定の供給速度で安定して供給される。
【0071】
本発明の実施例による循環式リニアフィーダは以上のように構成され作用するが、勿論、本発明はこれらに限られることなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0072】
例えば本実施の形態においては、メイントラフとリターントラフとの振動周波数に関し、実施例1では300Hzと120Hz、実施例2では250Hzと100Hzを採用したが、メイントラフとリターントラフとの振動に干渉が発生しないのであれば、上記のような組み合わせ以外の組み合わせであってもよく、採用する周波数には限定されない。
また本実施の形態においては、振動の駆動源を電磁石によるものとしたが、駆動の方式はメイントラフとリターントラフとを異なる振動周波数で直線振動させ得るものであればよく、その駆動方式は限定されない。例えば実施例1の循環式リニアフィーダ1の加振用の傾斜板バネ13、53を圧電体で振動させるようにしてもよい。
また本実施の形態においては、循環式リニアフィーダ1の振幅検出センサー13S、53Sとして渦電流式のものを使用したが、これ以外の方式のもの、例えば静電容量式のものとしてもよい。
【0073】
また本実施の形態においては、振幅検出センサー13Sを加振用の傾斜板バネ13、53に近接させて取り付けたが、振幅が検出される限りにおいて、取り付け箇所は限定されない。
また本実施の形態の実施例1においては、厚さtと幅wが0.3mm、長さlが0.6mmの部品Tに対して、整列用ガイド溝25と移送用カイド溝65を共に断面がU字形状で、幅が1mm、深さが0.7mmの溝としたが、部品Tを整列させるメイントラフ21側の整列用ガイド溝25は長手方向を移送方向に向けた部品Tが単列でのみ移送される断面形状としてもよい。また、整列用ガイド溝25と移送用カイド溝65をそれぞれ1本ずつ設けたが、特にリターントラフ61の移送用カイド溝65は複数本としてもよく、また始端側で複数本として中流部で1本に纏めるようにしてもよい。また、部品の種類や形状によっては整列用ガイド溝25と移送用カイド溝65の断面形状をV字形状としてもよく、また角樋形状の溝や上に開いた台形溝としてもよい。
【0074】
また本実施の形態においては、角柱状の部品Tを長手方向に整列させて供給するメイントラフ21に交換して、角柱状の部品T’を長手方向に整列させると共に、その一側面に形成された炭素抵抗膜を上向きにして供給するメイントラフ21’を取り付けた場合を説明したが、勿論、それ以外のメイントラフ、例えば円柱形状の部品やリード端子付きの部品を長手方向に整列させるようなメイントラフとも交換し得ることはいうまでもない。
また本実施の形態において交換用として例示したメイントラフ21’の表裏選別部91では、表向き以外の部品T’を吹き飛ばす空気を噴出させる細孔88を側壁部材83に穿設したが、側壁部材83を上流側と下流側とに分割して隙間を設け、その隙間を細孔88に代えることも可能である。
【0075】
【発明の効果】
本発明の循環式リニアフィーダは以上に説明したような形態で実施され、次ぎに記載するような効果を奏する。
【0076】
本発明によれば、部品を整列させて供給するメイントラフにおいては、部品が所定の供給速度で次工程へ供給されるように、メイン側整列移送路において制限された量の部品を移送し、それに見合う量の部品をリターン側循環路側から補給しつつ、それ以外の部品はメイン側内周循環路とリターン側循環路との間で循環させるほか、メイントラフとリターントラフとを異なる周波数の交流で振動させるので、一方の振動が他方の振動に影響を与えることなく安定した振動が定常的に得られ、部品の循環および部品の供給が安定化される。更には直線振動フィーダの組み合わせによって構成されているので、捩り振動フィーダを使用するものに比較して低コストである。
【0077】
本発明によれば、部品を整列させて供給するメイントラフにおいては、部品が所定の供給速度で次工程へ供給されるように、メイン側整列移送路において制限された量の部品を移送し、それに見合う量の部品をリターン側外周循環路側から補給しつつ、それ以外の部品はメイン側内周循環路とリターン側内周循環路との間で循環させるほか、メイントラフとリターントラフとを異なる周波数の交流で振動させるので、一方の振動が他方の振動に影響を与えることなく安定した振動が定常的に得られ、部品の循環および部品の供給が安定化される。更には直線振動フィーダの組み合わせによって構成されているので、捩り振動フィーダを使用するものに比較して低コストである。また、メイントラフを高周波数の交流で振動させるので部品を高い精度で単層、単列化させることができる。また、メイントラフとリターントラフの振動の振幅がそれぞれ独立に制御されているので、部品を整列させての供給、部品の循環が一層安定化される。
【0078】
本発明によれば、メイントラフとリターントラフの加振用傾斜板バネに振幅検出センサーを取り付けたものであり、それぞれトラフに設定される振幅が常に一定化され部品の供給と循環が精度高く制御される。また、リターントラフが共用され、メイントラフを交換可能とされているので、装置コストを抑えて品種、サイズの異なる部品を整列させることができる。また、リターントラフが下流部へ向かって若干上向き傾斜とされているので、メイントラフを水平に設置して部品の整列化を高い精度で行い得る。
【0079】
本発明によれば、部品検出用センサーがリターン側内周循環路またはリターン側単一循環路の部品の残存量をモニタリングしており必要な場合には部品を補充するので、部品の欠乏を発生させない。また、リターン側外周路がリターン側内周路によって幅を狭められ、メイン側整列移送路へ移行される部品の量が制限されているものである。部品を整列させて所定の供給量で次工程へ供給するための制御を容易化させる。また、リターン側外周循環路またはリターン側単一循環路の全体または一部に移送用ガイド溝が形成されているので、循環される部品が少量になった場合に、部品は移送用ガイド溝によって移送され部品の途切れを抑制する。
【0080】
本発明によれば、メイン側整列移送路にあって整列用ガイド溝の外にある部品を補助溝が整列用ガイド溝内へ導くので、部品の整列化の効率を高める。また、整列用ガイド溝を部品が過剰気味に密接して移送されている場合、変曲接続部で一部の部品が押し出されて密接状態が解消され、移送詰り等のトラブルの発生を回避させる。また、リターントラフに取り付けられた早出しゲートによって非定常時に残る部品を容易に系外へ取り出すことができ作業を簡易化させる。また、早出しゲートの下端の切り欠きによって、部品に共存する小片異物を定常的に分離することができる。
【0081】
本発明によれば、単層・単列化部が交換可能に取り付けられているので、部品の種類、サイズに応じて単層、単列化の効率を向上させることができる。また、簡便なトラック幅とワイパーとによって部品を単層、単列化させるので、コストの上昇を抑制する。また、トラック幅と噴出空気によって部品を単層、単列化させるので、噴出空気がエアカーテンになって排出シュートへの小片異物の混入を防ぐという二次的効果も得られる。
【0082】
本発明によれば、単層・単列化部のトラックと側壁との隅部に小片異物の陥落穴が設けられているので小片異物を部品から定常的に分離して排出シュートへ移送されることを防ぐ。また、トンネル状排出路を備えた排出シュートが交換可能に取り付けられているので、部品に応じて最適のトンネル状排出路を選択して整列を円滑化させることができる。また、トンネル状排出路の天井部に視認用の隙間が設けられているので、トンネル状排出路内における部品の移送状態を監視することができ、かつ異常時に容易に対処し得る。
【0083】
本発明によれば、部品又は部品整送部を変更する場合、メイントラフだけを交換すればよい。整送すべき部品の種類に応じて複数台の循環式リニアフィーダを設ける場合と比べ、製造コストを大幅に低下させることができる。また、振動周波数及び/又は振幅を独立して調整可能としたので、最適な循環状況を保ちながら供給効率を大とすることができる。以上のように本発明の循環式リニアフィーダによれば長さが1mm以下の角柱状や円柱状の微小な部品の供給および循環を精度高く安定して行なうことができ、部品の整列化工程に対する生産性の向上の効果は極めて大きい。
【図面の簡単な説明】
【図1】本発明の循環式リニアフィーダの一例における部品の流れを概念的に示す平面図である。
【図2】実施例1における整列対象の部品の斜視図であり、Aは正規な整列の向きにある部品を示し、B、Cは排除されるべき向きにある部品を示す。
【図3】実施例1の循環式リニアフィーダの平面図である。
【図4】同部分破断側面図である。
【図5】図4における[5]−[5]線方向の正面図である。
【図6】図5における[6]−[6]線方向の部分破断側面図である。
【図7】メイントラフとリターントラフとの斜視図である。
【図8】図3における[8]−[8]線方向の断面図である。
【図9】図3における[9]−[9]線方向の断面図である。
【図10】図8において符号Aで示す○印部分の拡大図である。
【図11】図3における[11]−[11]線方向の断面図である。
【図12】図3における[12]−[12]線方向の断面図である。
【図13】図3における[13]−[13]線方向の断面図である。
【図14】図3における[14]−[14]線方向の断面図である。
【図15】図3における[15]−[15]線方向の断面図である。
【図16】図3における[16]−[16]線方向の断面図である。
【図17】図16に示す部分の拡大斜視図である。
【図18】ワイパー周辺部の拡大平面図である。
【図19】図3における[19]−[19]線方向の部分破断側面図である。
【図20】図3における[20]−[20]線方向の断面図である。
【図21】図20において符号Bで示す○印部分の拡大図である。
【図22】メイントラフを交換した循環式リニアフィーダの平面図である。
【図23】図22における[23]−[23]線方向の断面図である。
【図24】実施例2の循環式リニアフィーダに取り付けられる単層・単列化部の縦断面図である。
【図25】実施例3の循環式リニアフィーダの平面図である。
【図26】従来例の循環式リニアフィーダの側面図である。
【図27】同平面図である。
【符号の説明】
1 実施例1の循環式リニアフィーダ
3 実施例3の循環式リニアフィーダ
11 駆動部
13 加振用傾斜板バネ
13S 振幅センサー
20 ベ−スブロック
20b 取付けボルト
21 メイントラフ
21’ メイントラフ
24a 移送面
24b 移送面
24c 移送面
25 整列用ガイド溝
29 ストッパー
31 単層・単列化部
41 排出シュート
51 駆動部
53 加振用傾斜板バネ
53S 振幅センサー
61 リターントラフ
64a 移送面
64b 移送面
64c 移送面
66 早出しゲート
71 移行路
72 移行路
73 移行路
77 部品検出用光センサー
91 表裏選別部
97 表裏検出用光センサー
Claims (19)
- 直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、前記メイントラフの移送路の下流部から前記リターントラフの移送路の上流部へ部品を移行させ、前記リターントラフの移送路の下流部から前記メイントラフの移送路の上流部へ戻して部品を循環させると共に、前記メイントラフで整列される一部の部品を下流部から排出される循環式リニアフィ−ダにおいて、
前記メイントラフの移送路が、部品の移送の向きを整えるための整列用ガイド溝を設けた平面状のメイン側整列移送路と、前記メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、
前記リターントラフの移送路は、移送用ガイド溝が形成された平面状のリターン側外周循環路と前記リターン側外周循環路より低いレベルに形成されたリターン側内周循環路とからなり、
前記メイントラフは、前記リターントラフとの合わせラインに面し、前記メイン側内周循環路に立設され、当該メイン側内周循環路の上流部側及び下流部側に一部に欠落部を有するメイントラフ側のセパレーターを有し、
前記リターントラフは、前記合わせラインに面し、前記リターン側外周循環路の下流部側に立設され、一部に欠落部を有するリターントラフ側のセパレーターを有し、
前記メイントラフと前記リターントラフとは異なった振動周波数の駆動源を備えており、
前記整列用ガイド溝及び移送用ガイド溝は、上流側では両側が平面状の移送面に挟まれており、
前記メイントラフと前記リターントラフとの間で、前記リターン側外周循環路の下流部の部品は前記メイン側整列移送路の上流部へ前記リターントラフ側のセパレーターの前記欠落部を通って移行されて、前記整列用ガイド溝を移送される部品と前記メイン側内周循環路を移送される部品とに分配され、前記整列用ガイド溝を移送される部品は前記整列用ガイド溝に接続される単層・単列化部および排出シュートを経て排出され、前記メイン側内周循環路を移送される部品は前記メイン側整列移送路から落下する部品、前記単層・単列化部から排除される部品を包含して前記リターン側外周循環路の上流部へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の下流部側の前記欠落部を通って移行され、前記リターン側外周循環路の上流部の部品は前記リターン側外周循環路の下流部まで移送される部品と前記リターン側内周循環路を移送される部品とに分配され、前記リターン側内周循環路を移送される部品は前記メイン側内周循環路へ前記メイントラフ側のセパレーターの前記メイン側内周循環路の上流部側の前記欠落部を通って移行されて循環され、
前記メイン側整列移送路において、前記整列用ガイド溝の外にある部品を前記整列用ガイド溝へ導くため補助溝が設けられている循環式リニアフィーダ。 - 請求項1に記載の循環式リニアフィーダであって、
前記メイントラフが高周波数の交流によって振動され、前記リターントラフが低周波数の交流によって振動される循環式リニアフィーダ。 - 請求項1又は請求項2に記載の循環式リニアフィーダであって、
前記メイントラフおよび前記リターントラフの前記振動の振幅がそれぞれ独立に制御されている循環式リニアフィーダ。 - 請求項1から請求項3のいずれか一項に記載の循環式リニアフィーダであって、
前記メイントラフに対する加振用板バネおよび前記リターントラフに対する加振用板バネに振幅検出用センサーが近接して取り付けられている循環式リニアフィーダ。 - 請求項1から請求項4のいずれか一項に記載の循環式リニアフィーダであって、
前記リターントラフが共用され、前記メイントラフが部品の形状、サイズ、または整列させる姿勢等に応じて交換可能とされている循環式リニアフィーダ。 - 請求項1から請求項5のいずれか一項に記載の循環式リニアフィーダであって、
前記リターントラフの上流部が前記メイントラフの下流部より低い位置にあり、前記リターントラフの下流部が前記メイントラフの上流部より高い位置にあるように、前記リターントラフが下流部へ向かって若干上向き傾斜に位置されている循環式リニアフィーダ。 - 請求項1から請求項6のいずれか一項に記載の循環式リニアフィーダであって、
前記リターン側内周循環路における部品の存在量を検出するための部品検出センサーが設置されている循環式リニアフィーダ。 - 請求項1から請求項7のいずれか一項に記載の循環式リニアフィーダであって、
前記リターン側内周循環路が単段または複数段に幅を拡げられていることにより前記リターン側外周循環路に狭幅部が形成されており、前記リターン側外周循環路から前記メイン側整列移送路へ移行される部品の移送量が制限されている循環式リニアフィーダ。 - 請求項8に記載の循環式リニアフィーダであって、
前記移送用ガイド溝は、前記リターン側外周循環路の始端部から前記狭幅部の下流端までの間に形成されている循環式リニアフィーダ。 - 請求項1から請求項9のいずれか一項に記載の循環式リニアフィーダであって、
前記整列用ガイド溝が下流端部において変曲接続部を介して外側方へ凸の円弧状に曲げられている循環式リニアフィーダ。 - 請求項1から請求項10のいずれか一項に記載の循環式リニアフィーダであって、
非定常時に部品を系外へ短絡的に取り出すための早出しゲートが前記リターントラフに取り付けられている循環式リニアフィーダ。 - 請求項11に記載の循環式リニアフィーダであって、
前記早出しゲートの下端に小片異物を排除するための切り欠きが設けられている循環式リニアフィーダ。 - 請求項1から請求項12のいずれか一項に記載の循環式リニアフィーダであって、
前記整列用ガイド溝に接続され、外側方へ向かって若干下向き傾斜の移送面と、前記移送面の傾斜の下端の側壁とからなる移送路に、部品の単層・単列化部が交換可能に取り付けられている循環式リニアフィーダ。 - 請求項13に記載の循環式リニアフィーダであって、
前記単層・単列化部が長手方向を移送方向に向けた単列の部品のみを通過させる幅とされた前記移送面の狭幅部と、単層の部品のみを通過させる前記移送面からの高さ位置に設けられたワイパーとによって構成されている循環式リニアフィーダ。 - 請求項14に記載の循環式リニアフィーダであって、
前記単層・単列化部が前記狭幅部と、前記狭幅部において幅方向を移送方向に向けた部品を吹き落とすように空気を噴出する下向き空気噴出口と、前記狭幅部において端面に立つ部品を吹き落とすように、その上端部に向けて空気を噴出する横向き空気噴出口とによって構成されている循環式リニアフィーダ。 - 請求項13から請求項15のいずれか一項に記載の循環式リニアフィーダであって、
前記移送面と前記側壁との隅部に前記小片異物の陥落穴が設けられている循環式リニアフィーダ。 - 請求項1から請求項16のいずれか一項に記載の循環式リニアフィーダであって、
前記部品の単層・単列化部に接続され、部品を単層、単列でのみ移送するトンネル状排出路を備えた排出シュートが交換可能に接続されている循環式リニアフィーダ。 - 請求項17に記載の循環式リニアフィーダであって、
前記トンネル状排出路の天井部分に移送方向に長い視認用隙間が形成されている循環式リニアフィーダ。 - 直線振動によって部品を互いに逆方向へ移送するメイントラフとリターントラフとを組み合わせて、前記メイントラフの移送路の下流部から前記リターントラフの移送路の上流部へ部品を移行させ、前記リターントラフの移送路の下流部から前記メイントラフの移送路の上流部へ戻して部品を循環させると共に、前記メイントラフで整列される一部の部品を下流部から排出される循環式リニアフィーダにおいて、
前記メイントラフの移送路が、部品の移送の向きを整えるための整列用ガイド溝を設けた平面状のメイン側整列移送路と、前記メイン側整列移送路より低いレベルに形成されたメイン側内周循環路とからなり、かつ、前記リターントラフの移送路が前記リターン側循環路からなり、
更には、前記メイントラフと前記リターントラフとは異なった振動周波数の駆動源を備えており、
前記メイントラフと前記リターントラフとの間で、前記リターン側循環路の下流部の部品は前記メイン側整列移送路の上流部へ移行されて、前記整列用ガイド溝を移送される部品と前記メイン側内周循環路を移送される部品とに分配され、前記整列用ガイド溝を移送される部品は前記整列用ガイド溝に接続される単層・単列化部および排出シュートを経て排出され、前記メイン側内周循環路を移送される部品は前記メイン側整列移送路から落下する部品、前記単層・単列化部から排除される部品を包含して前記リターン側循環路の上流部へ移行されて循環され、
前記メイン側整列移送路において、前記整列用ガイド溝の外にある部品を前記整列用ガイド溝へ導くため補助溝が設けられている循環式リニアフィーダ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23898899A JP4635281B2 (ja) | 1999-08-25 | 1999-08-25 | 循環式リニアフィーダ |
| TW089112812A TW550218B (en) | 1999-08-25 | 2000-06-29 | Circulation type linear feeder |
| US09/643,115 US6374985B1 (en) | 1999-08-25 | 2000-08-21 | Circulating vibratory linear parts-feeder |
| KR1020000048455A KR20010021367A (ko) | 1999-08-25 | 2000-08-21 | 순환식 리니어피더 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23898899A JP4635281B2 (ja) | 1999-08-25 | 1999-08-25 | 循環式リニアフィーダ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001063816A JP2001063816A (ja) | 2001-03-13 |
| JP4635281B2 true JP4635281B2 (ja) | 2011-02-23 |
Family
ID=17038262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23898899A Expired - Lifetime JP4635281B2 (ja) | 1999-08-25 | 1999-08-25 | 循環式リニアフィーダ |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6374985B1 (ja) |
| JP (1) | JP4635281B2 (ja) |
| KR (1) | KR20010021367A (ja) |
| TW (1) | TW550218B (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2375795C (en) * | 2001-10-25 | 2006-06-13 | Jeff Davies | Inline feeder |
| JP3704314B2 (ja) | 2002-01-15 | 2005-10-12 | 株式会社ダイシン | 振動式部品供給装置 |
| US6964329B1 (en) * | 2004-06-25 | 2005-11-15 | Garvey Corporation | Step down product accumulation system |
| US7228957B1 (en) * | 2005-12-09 | 2007-06-12 | Tna Australia Pty Limited | Slip conveyor assembly |
| US7775343B2 (en) * | 2007-03-01 | 2010-08-17 | Key Technology, Inc. | Manufacturing device for use with a vibratory conveyor, and method for manufacturing a product |
| JP2008273688A (ja) * | 2007-04-27 | 2008-11-13 | Shinko Kiki Kk | ナットフィーダ |
| JP5147303B2 (ja) * | 2007-06-14 | 2013-02-20 | 新光機器株式会社 | ボルトフィーダ |
| JP5380814B2 (ja) * | 2007-10-22 | 2014-01-08 | セイコーエプソン株式会社 | 部品供給装置 |
| JP5406682B2 (ja) * | 2009-11-25 | 2014-02-05 | 日東工業株式会社 | 電子部品供給装置 |
| WO2012147838A1 (ja) * | 2011-04-27 | 2012-11-01 | シンフォニアテクノロジー株式会社 | 物品分別搬送装置 |
| JP5707458B2 (ja) * | 2013-09-10 | 2015-04-30 | ユニ・チャーム株式会社 | 吸収性物品を有する物品の整列搬送方法、及び整列搬送装置 |
| CN104860012B (zh) * | 2015-05-28 | 2017-02-01 | 吴中区木渎蒯斌模具加工厂 | Led组装机的导光柱上料装置 |
| JP6189979B2 (ja) * | 2016-01-12 | 2017-08-30 | 株式会社ダイシン | 循環式搬送装置 |
| CN106743189B (zh) * | 2016-12-19 | 2022-12-27 | 昆山兴基德自动化设备有限公司 | 塑胶密封圈自动供料机 |
| CN108706319A (zh) * | 2018-06-15 | 2018-10-26 | 深圳市维密科技有限公司 | 一种定向排序的出料装置 |
| CN112351670B (zh) * | 2019-08-09 | 2022-03-18 | Ykk株式会社 | 部件供给装置 |
| CN114604580B (zh) * | 2022-03-24 | 2023-07-25 | 深圳市晶展鑫电子设备有限公司 | 往返式输送装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3224553A (en) * | 1963-02-27 | 1965-12-21 | Milford A Campbell | Vibratory work feeding and orienting unit |
| US4175654A (en) * | 1977-10-21 | 1979-11-27 | Motorola, Inc. | Vibratory feeder system and mechanism |
| US4282965A (en) * | 1979-11-16 | 1981-08-11 | Universal Instruments Corporation | Feeding and orienting device |
| US4434887A (en) * | 1981-01-05 | 1984-03-06 | Universal Instruments Corporation | Isolated stop for vibrating feeders |
| JPS57189912A (en) * | 1981-05-14 | 1982-11-22 | Yoshiyuki Hirose | Parts feeder |
| JPS594513A (ja) * | 1982-06-28 | 1984-01-11 | Shinko Electric Co Ltd | 振動部品供給機 |
| JPS59133109A (ja) * | 1983-01-18 | 1984-07-31 | Shinko Electric Co Ltd | 循環式振動部品供給機 |
| JPS6016420U (ja) * | 1983-07-13 | 1985-02-04 | エスケ−工業株式会社 | パ−ツフイ−ダ− |
| JPS60122718U (ja) * | 1984-01-24 | 1985-08-19 | 三興精密株式会社 | 直進フイ−ダ |
| JPS60228318A (ja) * | 1984-04-25 | 1985-11-13 | Shinko Electric Co Ltd | 振動部品供給機における部品表裏選別装置 |
| DE3602773A1 (de) * | 1986-01-30 | 1987-08-06 | Bosch Gmbh Robert | Einrichtung zum speichern und lagerichtigen zufuehren von kleinteilen |
| US5103962A (en) * | 1988-02-11 | 1992-04-14 | Robert Bosch Gmbh | Device for the storing and delivering of small articles |
| JPH02286514A (ja) * | 1989-04-26 | 1990-11-26 | Shinko Electric Co Ltd | 振動部品供給機における部品選別装置 |
| JPH0752095Y2 (ja) * | 1991-01-29 | 1995-11-29 | 株式会社エー・アンド・デイ | 蛇行溝を有する直進フィーダ用トラフ |
| JP3546476B2 (ja) * | 1994-07-27 | 2004-07-28 | 神鋼電機株式会社 | 部品の整送装置 |
| JP4066480B2 (ja) * | 1997-10-16 | 2008-03-26 | 神鋼電機株式会社 | 電磁振動フィーダの駆動制御方法及びその装置 |
-
1999
- 1999-08-25 JP JP23898899A patent/JP4635281B2/ja not_active Expired - Lifetime
-
2000
- 2000-06-29 TW TW089112812A patent/TW550218B/zh not_active IP Right Cessation
- 2000-08-21 KR KR1020000048455A patent/KR20010021367A/ko not_active Withdrawn
- 2000-08-21 US US09/643,115 patent/US6374985B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001063816A (ja) | 2001-03-13 |
| US6374985B1 (en) | 2002-04-23 |
| TW550218B (en) | 2003-09-01 |
| KR20010021367A (ko) | 2001-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4635281B2 (ja) | 循環式リニアフィーダ | |
| US10105806B2 (en) | Chip conveyor | |
| JP3704314B2 (ja) | 振動式部品供給装置 | |
| JP2008273688A (ja) | ナットフィーダ | |
| JPH09221217A (ja) | 部品整送装置 | |
| JP5300213B2 (ja) | 搬送装置 | |
| CN100374359C (zh) | 直进型零件供给器 | |
| JP4441954B2 (ja) | 部品整列装置 | |
| JP2001171826A (ja) | 微小部品供給機 | |
| JPH0524632A (ja) | 偏平円柱形状の部品用振動部品整送装置 | |
| JPH10147422A (ja) | 部品整送装置 | |
| JPS5974811A (ja) | 振動部品供給機における部品表裏整送装置 | |
| JP4193274B2 (ja) | 微小部品供給装置 | |
| JPH0840535A (ja) | 部品の整送装置 | |
| JP5300212B2 (ja) | 搬送装置 | |
| JP2003118827A (ja) | 循環型部品供給装置 | |
| JP3689347B2 (ja) | 部品供給装置 | |
| JP4081853B2 (ja) | 振動部品供給装置における部品破片除去装置 | |
| JPS6356128B2 (ja) | ||
| JP3982931B2 (ja) | 微小部品整列供給装置 | |
| CN111573229A (zh) | 烟支整理设备 | |
| JP4193260B2 (ja) | 部品の整送装置と排除機構 | |
| JP2003137419A (ja) | 循環式部品供給装置 | |
| JPH0258170B2 (ja) | ||
| KR101131686B1 (ko) | 발광다이오드 이송장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060822 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071031 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100803 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101108 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4635281 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |