JP4584755B2 - 両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 - Google Patents
両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 Download PDFInfo
- Publication number
- JP4584755B2 JP4584755B2 JP2005109990A JP2005109990A JP4584755B2 JP 4584755 B2 JP4584755 B2 JP 4584755B2 JP 2005109990 A JP2005109990 A JP 2005109990A JP 2005109990 A JP2005109990 A JP 2005109990A JP 4584755 B2 JP4584755 B2 JP 4584755B2
- Authority
- JP
- Japan
- Prior art keywords
- surface plate
- pad
- roller
- polishing pad
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005498 polishing Methods 0.000 title claims description 138
- 238000000034 method Methods 0.000 title claims description 16
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000000969 carrier Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
この方法は、手作業の場合よりは少ない労力で済むうえに、短時間のうちに研磨パッド全体を均一に加圧することができるため、非常に簡単かつ効率的である。
この場合、上下の定盤を逆向きに回転させて上記加圧ローラを従動回転させることにより、該加圧ローラが上下何れの定盤の研磨パッドとも擦れ合わないようにして、該研磨パッドの損傷や摩耗あるいは目潰れ等を生じるのを防止することができる。
しかも、上下の定盤によって加圧ローラ全体が同時にかつ均等に加圧されるため、この加圧ローラによる加圧力が研磨パッド全体に均等に作用することになり、このため接着むらが発生せず、研磨パッド全体を定盤に対して均一に貼着することができる。
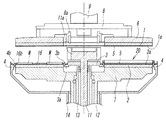
これにより上記各加圧ローラ20は、そのローラ本体21が円環状の研磨パッド5を下定盤2の半径方向に横断すると共に、該研磨パッド5の幅全体に当接するように配設される。
上記研磨パッド5,5の貼着が終わると、上定盤1を上昇させ、各加圧ローラ20を取り外して必要な場所に収納する。
2 下定盤
1a,2a パッド貼着面
3 サンギヤ
4 インターナルギヤ
5 研磨パッド
16 キャリヤ
20 加圧ローラ
21 ローラ本体
22 ローラ軸
23a,23b 係止部
24a,24b 係止受部
W ワーク
Claims (3)
- キャリヤに保持されたワークを両側から挟んで研磨する上定盤及び下定盤と、上記キャリヤを駆動するためのサンギヤ及びインターナルギヤとを備えた両面研磨装置において用いられ、上記上定盤及び/又は下定盤の円環状をしたパッド貼着面に円環状の研磨パッドを貼着するための加圧ローラであって、
該加圧ローラが、上記パッド貼着面の幅と同等以上の長さを有する円柱形のローラ本体と、該ローラ本体を回転自在に支持するローラ軸と、該ローラ軸の両端にそれぞれ形成された係止部とを有していて、これらの係止部が、上記ローラ軸の両端に個別に取り付けられた互いに独立するブロック形の部材により、上記研磨装置における下定盤の内外周側に設けられた係止受部にそれぞれ係止可能なるように形成され、これらの係止部を上記係止受部に係止させることにより、該研磨装置に対し、上記ローラ本体が定盤の半径方向に位置して研磨パッドに全幅にわたり当接するように取付可能であることを特徴とする両面研磨装置における研磨パッド貼着用加圧ローラ。 - キャリヤに保持されたワークを両側から挟んで研磨する上定盤及び下定盤と、上記キャリヤを駆動するためのサンギヤ及びインターナルギヤと、上定盤及び/又は下定盤の円環状をしたパッド貼着面に円環状の研磨パッドを貼着するための加圧ローラとを有し、
上記加圧ローラは、上記パッド貼着面の幅と同等以上の長さを有する円柱形のローラ本体と、該ローラ本体を回転自在に支持するローラ軸と、該ローラ軸の両端にそれぞれ形成された係止部とを有していて、これらの係止部が、上記ローラ軸の両端に個別に取り付けられた互いに独立するブロック形の部材により、上記下定盤の内外周側に設けられた係止受部にそれぞれ係止可能なるように形成され、
上記上定盤及び/又は下定盤のパッド貼着面に研磨パッドを仮接着したあと、上記加圧ローラを上下の定盤間に半径方向に介在させてローラ本体を研磨パッドに全幅にわたり当接させると共に、ローラ軸の両端の係止部を下定盤の内外周側の係止受部にそれぞれ係止させ、上定盤で荷重を加えた状態にして上下の定盤を互いに逆向きに回転させることにより、上記ローラ本体を定盤の回転に追随させて従動回転させながら、該ローラ本体によって上記研磨パッドをパッド貼着面に圧着させるように構成されていることを特徴とする両面研磨装置。 - キャリヤに保持されたワークを両側から挟んで研磨する上定盤及び下定盤と、上記キャリヤを駆動するためのサンギヤ及びインターナルギヤとを備えた両面研磨装置において、上記上定盤及び/又は下定盤の円環状をしたパッド貼着面に円環状の研磨パッドを貼着するための方法であって、
上記パッド貼着面の幅と同等以上の長さを有する円柱形のローラ本体と、該ローラ本体を回転自在に支持するローラ軸と、該ローラ軸の両端にそれぞれ形成された係止部とを有し、これらの係止部が上記ローラ軸の両端に個別に取り付けられた互いに独立するブロック形の部材により形成されていて、上記研磨装置に対して着脱自在である複数の加圧ローラを使用し、
上記上定盤及び/又は下定盤のパッド貼着面に研磨パッドを仮接着したあと、上記加圧ローラを上下の定盤間に半径方向に介在させてローラ本体を研磨パッドに全幅にわたり当接させると共に、上記ローラ軸の両端の係止部を下定盤の内外周側に設けられた係止受部にそれぞれ係止させ、上定盤で荷重を加えた状態にして上下の定盤を互いに逆向きに回転させることにより、上記ローラ本体を定盤の回転に追随させて従動回転させながら、該ローラ本体によって上記研磨パッドをパッド貼着面に圧着させることを特徴とする両面研磨装置における研磨パッドの貼着方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005109990A JP4584755B2 (ja) | 2005-04-06 | 2005-04-06 | 両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005109990A JP4584755B2 (ja) | 2005-04-06 | 2005-04-06 | 両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006289522A JP2006289522A (ja) | 2006-10-26 |
| JP2006289522A5 JP2006289522A5 (ja) | 2008-05-01 |
| JP4584755B2 true JP4584755B2 (ja) | 2010-11-24 |
Family
ID=37410668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005109990A Active JP4584755B2 (ja) | 2005-04-06 | 2005-04-06 | 両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4584755B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016222063A1 (de) * | 2016-11-10 | 2018-05-17 | Siltronic Ag | Verfahren zum beidseitigen Polieren einer Halbleiterscheibe |
| JP7497614B2 (ja) | 2020-05-19 | 2024-06-11 | 信越半導体株式会社 | 両面研磨装置の研磨パッド貼り付け方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939163U (ja) * | 1982-09-06 | 1984-03-13 | 株式会社東芝 | 研摩布クリ−ニング装置 |
| JPS62102974A (ja) * | 1985-10-29 | 1987-05-13 | Hoya Corp | 加工用パツドと平面加工装置 |
| JPH0642059U (ja) * | 1992-11-16 | 1994-06-03 | 千代田株式会社 | 研磨機の研磨布貼付用定盤 |
| JPH11262855A (ja) * | 1998-03-16 | 1999-09-28 | Speedfam Co Ltd | ポリッシング装置の定盤及び研磨パッド貼着方法 |
| JPH11300599A (ja) * | 1998-04-23 | 1999-11-02 | Speedfam-Ipec Co Ltd | ワークの片面研磨方法及び装置 |
| JP2004001160A (ja) * | 2002-03-27 | 2004-01-08 | Sumitomo Electric Ind Ltd | 研磨布の上定盤への取付方法 |
| JP2004017188A (ja) * | 2002-06-13 | 2004-01-22 | Nikon Corp | 研磨体の貼付装置及び方法、この装置もしくは方法により作られた研磨部材を用いた研磨装置、この研磨装置を用いた半導体デバイス製造方法及びこの半導体デバイス製造方法により製造された半導体デバイス |
-
2005
- 2005-04-06 JP JP2005109990A patent/JP4584755B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939163U (ja) * | 1982-09-06 | 1984-03-13 | 株式会社東芝 | 研摩布クリ−ニング装置 |
| JPS62102974A (ja) * | 1985-10-29 | 1987-05-13 | Hoya Corp | 加工用パツドと平面加工装置 |
| JPH0642059U (ja) * | 1992-11-16 | 1994-06-03 | 千代田株式会社 | 研磨機の研磨布貼付用定盤 |
| JPH11262855A (ja) * | 1998-03-16 | 1999-09-28 | Speedfam Co Ltd | ポリッシング装置の定盤及び研磨パッド貼着方法 |
| JPH11300599A (ja) * | 1998-04-23 | 1999-11-02 | Speedfam-Ipec Co Ltd | ワークの片面研磨方法及び装置 |
| JP2004001160A (ja) * | 2002-03-27 | 2004-01-08 | Sumitomo Electric Ind Ltd | 研磨布の上定盤への取付方法 |
| JP2004017188A (ja) * | 2002-06-13 | 2004-01-22 | Nikon Corp | 研磨体の貼付装置及び方法、この装置もしくは方法により作られた研磨部材を用いた研磨装置、この研磨装置を用いた半導体デバイス製造方法及びこの半導体デバイス製造方法により製造された半導体デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006289522A (ja) | 2006-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4207153B2 (ja) | 基板の研磨方法及びその装置 | |
| WO2010150757A1 (ja) | ガラスディスク研磨装置及びガラスディスク研磨方法 | |
| JP2007268679A (ja) | 両面研磨装置のための研磨パッド用修正治具及びこの修正治具を備えた両面研磨装置 | |
| JP5013200B2 (ja) | 基板の研磨装置及び基板の研磨方法 | |
| JP4693468B2 (ja) | 研磨パッド貼着用加圧ローラを備えた両面研磨装置 | |
| WO2021235050A1 (ja) | 両面研磨装置の研磨パッド貼り付け方法 | |
| JP4584755B2 (ja) | 両面研磨装置における研磨パッド貼着用加圧ローラ及び加圧ローラによる研磨パッドの貼着方法 | |
| JPH09314457A (ja) | ドレッサ付き片面研磨装置 | |
| JP4307411B2 (ja) | 研磨パッド貼り付け方法及びワークの製造方法 | |
| JP2008149459A (ja) | 研磨パッド貼着用加圧ローラを備えた両面研磨装置及び研磨パッドの貼着方法 | |
| US20100112905A1 (en) | Wafer head template for chemical mechanical polishing and a method for its use | |
| CN102416597A (zh) | 基板的研磨装置及基板的研磨方法 | |
| TW201139056A (en) | Glass substrate holding film body, and glass substrate polishing method | |
| JP3565480B2 (ja) | 基板研磨方法および基板研磨装置 | |
| CN111318958A (zh) | 玻璃基板的保持用膜体和玻璃基板的研磨方法 | |
| CN113664714B (zh) | 工件研磨装置和工件研磨装置中的加压盘用树脂垫体 | |
| JP2016159384A (ja) | 研磨装置及び研磨方法 | |
| WO2014010384A1 (ja) | 板状体の研磨装置及び板状体の研磨方法 | |
| JP5013202B2 (ja) | 研磨パッド用ツルーイング部材及び研磨パッドのツルーイング方法 | |
| CN218658449U (zh) | 一种双面抛光机的抛光盘修整装置 | |
| KR20140133497A (ko) | 연마 패드 및 연마 장치 | |
| JP5691652B2 (ja) | レンズ加工装置に用いるレンズホルダ | |
| JP2006068888A (ja) | 定盤の製造方法及び平面研磨装置 | |
| JP2015205389A (ja) | 研磨パッド及び研磨装置 | |
| JP2006289522A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080318 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4584755 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130910 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |