JP4348567B2 - 拡管性に優れた鋼管及びその製造方法 - Google Patents
拡管性に優れた鋼管及びその製造方法 Download PDFInfo
- Publication number
- JP4348567B2 JP4348567B2 JP2008543602A JP2008543602A JP4348567B2 JP 4348567 B2 JP4348567 B2 JP 4348567B2 JP 2008543602 A JP2008543602 A JP 2008543602A JP 2008543602 A JP2008543602 A JP 2008543602A JP 4348567 B2 JP4348567 B2 JP 4348567B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel pipe
- pipe
- expandability
- uniform elongation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 76
- 239000010959 steel Substances 0.000 title claims description 76
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 238000001816 cooling Methods 0.000 claims description 43
- 238000010438 heat treatment Methods 0.000 claims description 19
- 239000000203 mixture Substances 0.000 claims description 18
- 239000000126 substance Substances 0.000 claims description 17
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 238000002791 soaking Methods 0.000 claims description 7
- 229910000859 α-Fe Inorganic materials 0.000 claims description 7
- 229910000734 martensite Inorganic materials 0.000 claims description 6
- 229910001562 pearlite Inorganic materials 0.000 claims description 6
- 239000012535 impurity Substances 0.000 claims description 5
- 229910052758 niobium Inorganic materials 0.000 claims description 5
- 229910052720 vanadium Inorganic materials 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 229910001566 austenite Inorganic materials 0.000 claims description 4
- 229910052748 manganese Inorganic materials 0.000 claims description 4
- 229910052710 silicon Inorganic materials 0.000 claims description 4
- 229910052719 titanium Inorganic materials 0.000 claims description 4
- 229910001563 bainite Inorganic materials 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- 230000000694 effects Effects 0.000 description 19
- 238000000034 method Methods 0.000 description 13
- 239000003129 oil well Substances 0.000 description 10
- 229910052761 rare earth metal Inorganic materials 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000000171 quenching effect Effects 0.000 description 4
- 238000005496 tempering Methods 0.000 description 4
- 238000009412 basement excavation Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 229910001035 Soft ferrite Inorganic materials 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/56—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering characterised by the quenching agents
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
- C21D11/005—Process control or regulation for heat treatments for cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
Description
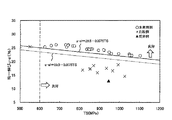
u−el≧28−0.0075TS ・・・(1)
但し、u−elは均一伸び(%)、TSは引張強度(MPa)である。
u−el≧29.5−0.0075TS ・・・(2)
但し、u−elは均一伸び(%)、TSは引張強度(MPa)である。
(8)金属組織が、更に、残留オーステナイトを有する混合組織であることを特徴とする上記(1)から(7)までのいずれかの拡管性に優れた鋼管。
C:0.1〜0.45%
Cは、強度を決める基本的な元素である。より具体的には、Cは、後段で説明する熱処理を施した場合に鋼管の硬質相と軟質相の強度差を大きくして、均一伸びを向上させる効果がある。この効果を得るためには0.1%以上含有させる必要がある。しかし、0.45%を超えてCを含有させると、硬質相の強度が高くなりすぎて、靱性が低下する。従って、Cの含有量は、0.1〜0.45%とした。Cの下限は0.15%とするのが好ましい。より好ましい下限は0.25%であり、更に好ましい下限は0.35%である。
Siは、軟質相の安定性を高めるので、鋼管に確実に軟質相を存在させて、大きな均一伸びを確保するのに重要な元素である。この効果を得るためには0.3%以上含有させる必要がある。しかし、Siの含有量が過剰な場合、熱間加工性を低下させる。従って、Siの含有量は0.3〜3.5%とした。より大きな均一伸びを確保するためには、Siの下限を1.5%とするのが好ましい。より好ましい下限は2.1%である。なお、sol.Alが0.1%未満の場合は、Siを1.5%以上とする。
Mnは、焼き入れ性を高めて、強化に寄与すると共に、軟質相の安定性を高めて、大きな均一伸びを確保するのに重要な元素である。これらの効果を得るためには、0.5%以上含有させる必要がある。しかし、Mn含有量が5%を超えると、靱性が低下する。従って、Mn含有量は0.5〜5%とした。Mnの下限は、1.0%とするのが望ましく、2.5%とするのがより好ましい。さらに好ましい下限は3.5%である。
Pは、粒界の結合力を小さくして、靱性を低下させる元素であり、可及的に少ないことが好ましい。しかし、あまりに低位に制限すると、製鋼コストが上昇する。従って、実用上十分な靭性および経済性を考慮して、0.03%を許容上限とした。靭性の更なる向上のためには、Pの含有量は0.02%以下に制限するのが好ましく、より好ましいのは0.015%以下である。
Sは、粒界の結合力を小さくして、靱性を低下させる元素であり、可及的に少ないことが好ましい。しかし、あまりに低位に制限すると、製鋼コストが上昇する。従って、実用上十分な靭性および経済性を考慮して、0.01%を許容上限とした。靭性を更に向上させるためには、Sの含有量は0.005%以下に制限するのが好ましく、より好ましいのは0.002%以下である。
Alは、脱酸に必要な元素であると同時に、軟質相の安定性を高め、均一伸びを向上させる作用がある。軟質相の安定性および均一伸びは、sol.Alが0.01%以上の場合に改善されるが、その含有量が少ないと、あまり大きな改善効果が得られない。特に、この改善効果は、sol.Alが0.1%以上の場合に顕著となる。但し、sol.Alが0.01〜0.1%未満であっても、Siを1.5%以上含有させた場合には、上記の改善効果が十分に得られる。一方、sol.Alが0.8%を超えると、クラスター状の非金属介在物が生成して、靱性が低下する。従って、sol.Alは、0.01〜0.8%としたが、Si含有量が1.5%未満の場合には、0.1%以上とする必要がある。均一伸びを確保する観点から、sol.Alの下限は0.2%とするのが好ましく、より好ましい下限は、0.3%である。
Nは、不純物として鋼中に存在し、靭性を低下させるので、その許容上限を0.05%とした。
Oも不純物として鋼中に存在し、靭性を低下させるので、その許容上限値を0.01%とした。
Crは、添加しなくてもよいが、添加すれば、焼き入れ性を高めて、Cとの相互作用により、硬質相を安定化して鋼管の強度を高める作用を発揮する。従って、油井管としてより高強度が要求される場合には添加することができる。その効果が顕著となるのはCrが0.1%以上含まれる場合である。しかし、Cr含有量が過剰な場合、靱性を低下させる。従って、Crを含有させる場合には、その含有量を1.5%以下とするのが望ましい。
Cuは、添加しなくてもよいが、添加すれば、冷却途中での、均熱保持時に析出強化作用が働き、強度を向上させる作用を有する。この作用が顕著となるのは、Cuを0.3%以上含有させた場合である。しかし、その含有量が過剰な場合、靱性、熱間加工性を低下させる。従って、Cuを含有させる場合には、その含有量を3.0%以下とするのが望ましい。良好な熱間加工性を確保するためには、CuとともにNiも添加するのが好ましい。
Moは、添加しなくてもよいが、添加すれば、油井環境における耐食性を向上させる効果を有する。従って、油井管としてより高い耐食性が要求される場合には添加することができる。その効果が顕著となるのは0.05%以上含有させた場合である。しかし、その含有量が過剰な場合には、靱性を低下させる。従って、Moを含有させる場合には、その含有量を1%以下とするのが望ましい。
Niは、添加しなくてもよいが、添加すれば、軟質相の安定性を高め、大きな均一伸びを確保するのに貢献する。その効果が顕著となるのは0.1%以上含有させた場合である。しかし、高価な元素であるので、経済性から過剰な添加は避けたい。従って、Niを含
有させる場合には、その含有量を2%以下とするのが望ましい。好ましい上限は1.5%であり、より好ましい上限は1.0%である。
Ti、Nb、VおよびZrは、添加しなくてもよいが、添加すれば、炭窒化物を形成して、結晶粒の粗粒化を抑制する作用があり、靱性を向上させる。その効果が顕著となるのは、これらの元素の1種以上を0.003%以上含有させた場合である。一方、これらの元素の含有量が過剰な場合には、かえって靱性が低下する。従って、Ti、Nb、VおよびZrから選択される1種以上を含有させる場合には、それぞれの元素の含有量を0.3%以下とするのが望ましい。
Ca、MgおよびREMはいずれも、添加しなくてもよいが、添加すれば、熱間加工性を改善するので、過酷な熱間加工が必要な場合は添加しても良い。いずれの元素も、0.0005%以上含有させた場合に、熱間加工性の改善の効果が顕著となる。しかし、いずれの元素も、その含有量が過剰な場合、ねじ切り部の表面精度が低下する。従って、Ca、MgおよびREMの1種以上を含有させる場合には、それぞれの含有量を0.01%以下、0.01%以下、1.0%以下とするのが望ましい。Ca、MgおよびREMの二種以上を添加すると、更に熱間加工性が向上する。
(1)溶製〜造管
鋼の溶製方法および鋼管の形状に形造る方法は、特に制限はなく、通常の製造方法を採用すればよい。製管方法としては、例えば、継目無鋼管、薄鋼板を円筒状に加工して継ぎ目を溶接した溶接鋼管等、通常のプロセスで造管された鋼管を用いればよい。
本発明は、前記の化学組成を有する鋼管に所定の熱処理を適用することによって、大きな均一伸びを与え、大きな拡管加工に耐えうる拡管性に優れた鋼管を得るものである。以下に熱処理の手順を記述する。
加熱温度は、低すぎると焼入れ効果が得られないので、700℃以上とする必要がある。一方、加熱温度が高すぎると、フェライト相が消失して軟質相が少なくなるので、790℃以下とする必要がある。均熱時間については、特に限定しないが、5分以上60分以下とするのが好ましい。
加熱後の鋼管を、700〜500℃の温度域における平均冷却速度を100℃/分以上として、100℃以下の温度域まで強制冷却することにより、鋼管の組織を軟質のフェライト組織と硬質の微細なパーライト、ベイナイトまたはマルテンサイトとの混合組織とすることができる。その結果、鋼管の組織が軟質相および硬質相の混合組織となるので、均一伸びを大幅に向上することができる。
焼戻しは、基本的に必要ではないが、500℃以下の低温焼戻しを実施しても良い。

u−el≧28−0.0075TS ・・・(1)
u−el≧29.5−0.0075TS ・・・(2)
Claims (11)
- 質量%で、C:0.1〜0.45%、Si:0.3〜3.5%、Mn:0.5〜5%、P:0.03%以下、S:0.01%以下、sol.Al:0.01〜0.8%(Si含有量が1.5%未満の場合、0.1%以上)、N:0.05%以下およびO:0.01%以下を含有し、残部はFeおよび不純物からなり、金属組織がフェライトと、微細なパーライト、ベイナイトおよびマルテンサイトの一種以上との混合組織であり、600MPa以上の引張強度および下記(1)式を満足する均一伸びを有することを特徴とする拡管性に優れた鋼管。
u−el≧28−0.0075TS ・・・(1)
但し、u−elは均一伸び(%)、TSは引張強度(MPa)である。 - さらに、質量%で、Cr:1.5%以下およびCu:3.0%以下の1種または2種を含有することを特徴とする請求項1に記載の拡管性に優れた鋼管。
- さらに、質量%で、Mo:1%以下を含有することを特徴とする請求項1または2に記載の拡管性に優れた鋼管。
- さらに、質量%で、Ni:2%以下を含有することを特徴とする請求項1から3までのいずれかに記載の拡管性に優れた鋼管。
- さらに、質量%で、Ti:0.3%以下、Nb:0.3%以下、V:0.3%以下、Zr:0.3%以下およびB:0.01%以下から選択される1種以上の元素を含有することを特徴とする請求項1から4までのいずれかに記載の拡管性に優れた鋼管。
- さらに、質量%で、Ca:0.01%以下、Mg:0.01%以下およびREM:1.0%以下から選択される1種以上を含有することを特徴とする請求項1から5までのいずれかに記載の拡管性に優れた鋼管。
- さらに、下記(2)式を満足する均一伸びを有することを特徴とする請求項1から6までのいずれかに記載の拡管性に優れた鋼管。
u−el≧29.5−0.0075TS ・・・(2)
但し、u−elは均一伸び(%)、TSは引張強度(MPa)である。 - 金属組織が、更に、残留オーステナイトを有する混合組織であることを特徴とする請求項1から7までのいずれかに記載の拡管性に優れた鋼管。
- 請求項1から6までのいずれかに記載の化学組成を有する鋼管を700〜790℃に加熱した後、700〜500℃の平均冷却速度を100℃/分以上として、100℃以下の温度域まで強制冷却することを特徴とする拡管性に優れた鋼管の製造方法。
- 請求項1から6までのいずれかに記載の化学組成を有する鋼管を700〜790℃に加熱した後、700〜500℃の平均冷却速度を100℃/分以上として、250〜450℃の温度域まで強制冷却し、250〜450℃の温度域で10分以上均熱した後、室温まで冷却することを特徴とする拡管性に優れた鋼管の製造方法。
- 請求項1から6までのいずれかに記載の化学組成を有する鋼管を700〜790℃に加熱した後、700〜500℃の平均冷却速度を100℃/分以上として、250超〜450℃の温度域まで強制冷却した後、この強制冷却終了温度以下250℃以上の温度域における平均冷却速度が10℃/分以下となる条件で冷却し、その後、室温まで冷却することを特徴とする拡管性に優れた鋼管の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007281613 | 2007-10-30 | ||
| JP2007281613 | 2007-10-30 | ||
| PCT/JP2008/066624 WO2009057390A1 (ja) | 2007-10-30 | 2008-09-16 | 拡管性に優れた鋼管及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4348567B2 true JP4348567B2 (ja) | 2009-10-21 |
| JPWO2009057390A1 JPWO2009057390A1 (ja) | 2011-03-10 |
Family
ID=40590790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008543602A Active JP4348567B2 (ja) | 2007-10-30 | 2008-09-16 | 拡管性に優れた鋼管及びその製造方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US20100065166A1 (ja) |
| EP (1) | EP2221392B1 (ja) |
| JP (1) | JP4348567B2 (ja) |
| CN (1) | CN101855377B (ja) |
| AR (1) | AR068694A1 (ja) |
| AU (1) | AU2008320179B2 (ja) |
| BR (1) | BRPI0817570B1 (ja) |
| CA (1) | CA2700655C (ja) |
| ES (1) | ES2759371T3 (ja) |
| MX (1) | MX2010004439A (ja) |
| RU (1) | RU2459883C2 (ja) |
| UA (1) | UA95569C2 (ja) |
| WO (1) | WO2009057390A1 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101067896B1 (ko) * | 2007-12-06 | 2011-09-27 | 주식회사 포스코 | 강도 및 연성이 우수한 고탄소 강판 및 그 제조 방법 |
| JP5660285B2 (ja) * | 2010-05-31 | 2015-01-28 | Jfeスチール株式会社 | 拡管性と低温靭性に優れた油井用溶接鋼管の製造方法および溶接鋼管 |
| EA022968B1 (ru) | 2010-06-08 | 2016-03-31 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Сталь для стальной трубы с превосходной стойкостью к сульфидному растрескиванию под напряжением |
| CN102212757B (zh) * | 2011-06-10 | 2013-01-16 | 江阴市恒润重工股份有限公司 | 一种用于大型风电装置的合金钢及其工件的制造工艺 |
| CN102400057B (zh) * | 2011-11-28 | 2014-12-03 | 宝山钢铁股份有限公司 | 抗二氧化碳腐蚀油井管用低合金钢及其制造方法 |
| CN102418039B (zh) * | 2011-12-15 | 2013-07-03 | 浙江金洲管道工业有限公司 | 一种油气井套损补贴用实体膨胀管用钢及其制造方法 |
| CN103060715B (zh) | 2013-01-22 | 2015-08-26 | 宝山钢铁股份有限公司 | 一种具有低屈服比的超高强韧钢板及其制造方法 |
| US9803256B2 (en) * | 2013-03-14 | 2017-10-31 | Tenaris Coiled Tubes, Llc | High performance material for coiled tubing applications and the method of producing the same |
| CN103741054B (zh) * | 2013-12-23 | 2016-01-13 | 马鞍山市盈天钢业有限公司 | 一种石油钻铤用无缝钢管材料及其制备方法 |
| CN105555983B (zh) * | 2013-12-25 | 2018-01-09 | 新日铁住金株式会社 | 油井用电焊钢管 |
| RU2555306C1 (ru) * | 2014-06-27 | 2015-07-10 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Высокопрочная хладостойкая бейнитная сталь |
| AR101200A1 (es) * | 2014-07-25 | 2016-11-30 | Nippon Steel & Sumitomo Metal Corp | Tubo de acero de baja aleación para pozo de petróleo |
| AR101683A1 (es) * | 2014-09-04 | 2017-01-04 | Nippon Steel & Sumitomo Metal Corp | Tubo de acero de pared gruesa para pozo de petróleo y método de producción del mismo |
| RU2594769C1 (ru) * | 2015-05-18 | 2016-08-20 | Публичное акционерное общество "Трубная металлургическая компания" (ПАО "ТМК") | Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее |
| WO2018055937A1 (ja) | 2016-09-21 | 2018-03-29 | Jfeスチール株式会社 | 蓄圧器用鋼管、蓄圧器用鋼管の製造方法、および複合容器蓄圧器用ライナー |
| CN108048737A (zh) * | 2017-11-28 | 2018-05-18 | 兰州兰石集团有限公司 | 钻采提升设备主承载件用钢及其制备方法 |
| JP2021522416A (ja) | 2018-04-27 | 2021-08-30 | ヴァルレック オイル アンド ガス フランス | 硫化物応力割れ耐性を有する鋼、そのような鋼から形成された管状製品、そのような管状製品の製造プロセス、およびその使用 |
| CN112575242B (zh) | 2019-09-27 | 2022-06-24 | 宝山钢铁股份有限公司 | 一种合金结构用钢及其制造方法 |
| CN111304529A (zh) * | 2019-12-02 | 2020-06-19 | 张子夜 | 一种多级油缸用无缝钢管及其制造方法 |
| CN113637925B (zh) * | 2020-04-27 | 2022-07-19 | 宝山钢铁股份有限公司 | 一种调质型连续油管用钢、热轧钢带、钢管及其制造方法 |
| CN112877594B (zh) * | 2020-12-08 | 2022-06-21 | 包头钢铁(集团)有限责任公司 | 一种含稀土低碳中锰钢无缝钢管及其热处理方法 |
| CN112553542B (zh) * | 2020-12-08 | 2022-02-18 | 首钢集团有限公司 | 一种钒微合金化凿岩用中空钢及其制备方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2952624B2 (ja) * | 1991-05-30 | 1999-09-27 | 新日本製鐵株式会社 | 成形性とスポット溶接性に優れた高降伏比型熱延高強度鋼板とその製造方法および成形性に優れた高降伏比型熱延高強度鋼板とその製造方法 |
| US5470529A (en) * | 1994-03-08 | 1995-11-28 | Sumitomo Metal Industries, Ltd. | High tensile strength steel sheet having improved formability |
| CN1088117C (zh) * | 1997-04-30 | 2002-07-24 | 川崎制铁株式会社 | 高延展性且高强度的钢材及其制造方法 |
| BR9806104A (pt) * | 1997-06-26 | 1999-08-31 | Kawasaki Steel Co | Tubo de aço de granulação superfina e processo para a produção do mesmo. |
| CZ9574U1 (en) * | 1999-11-17 | 2000-01-31 | Dt Vyhybkarna A Mostarna | Steel for railway crossing points |
| JP3562461B2 (ja) * | 2000-10-30 | 2004-09-08 | 住友金属工業株式会社 | 埋設拡管用油井管 |
| JP3849438B2 (ja) * | 2001-03-09 | 2006-11-22 | 住友金属工業株式会社 | 拡管用油井鋼管 |
| JP3885615B2 (ja) * | 2001-03-09 | 2007-02-21 | 住友金属工業株式会社 | 埋設拡管用鋼管および油井用鋼管の埋設方法 |
| JP4276480B2 (ja) * | 2003-06-24 | 2009-06-10 | 新日本製鐵株式会社 | 変形性能に優れたパイプライン用高強度鋼管の製造方法 |
| JP4513496B2 (ja) | 2003-10-20 | 2010-07-28 | Jfeスチール株式会社 | 拡管用継目無油井鋼管およびその製造方法 |
| WO2005038067A1 (ja) * | 2003-10-20 | 2005-04-28 | Jfe Steel Corporation | 拡管用継目無油井鋼管およびその製造方法 |
| AR047467A1 (es) * | 2004-01-30 | 2006-01-18 | Sumitomo Metal Ind | Tubo de acero sin costura para pozos petroliferos y procedimiento para fabricarlo |
| JP4367259B2 (ja) * | 2004-06-25 | 2009-11-18 | Jfeスチール株式会社 | 拡管性に優れる油井用継目無鋼管 |
-
2008
- 2008-09-16 ES ES08845796T patent/ES2759371T3/es active Active
- 2008-09-16 CA CA2700655A patent/CA2700655C/en not_active Expired - Fee Related
- 2008-09-16 WO PCT/JP2008/066624 patent/WO2009057390A1/ja active Application Filing
- 2008-09-16 BR BRPI0817570A patent/BRPI0817570B1/pt not_active IP Right Cessation
- 2008-09-16 UA UAA201006442A patent/UA95569C2/ru unknown
- 2008-09-16 JP JP2008543602A patent/JP4348567B2/ja active Active
- 2008-09-16 MX MX2010004439A patent/MX2010004439A/es active IP Right Grant
- 2008-09-16 CN CN2008801143927A patent/CN101855377B/zh not_active Expired - Fee Related
- 2008-09-16 EP EP08845796.5A patent/EP2221392B1/en active Active
- 2008-09-16 RU RU2010121834/02A patent/RU2459883C2/ru active
- 2008-09-16 AU AU2008320179A patent/AU2008320179B2/en not_active Ceased
- 2008-10-28 AR ARP080104698A patent/AR068694A1/es unknown
-
2009
- 2009-10-07 US US12/575,028 patent/US20100065166A1/en not_active Abandoned
-
2011
- 2011-01-31 US US13/017,087 patent/US8852366B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0817570B1 (pt) | 2017-05-23 |
| AR068694A1 (es) | 2009-12-02 |
| ES2759371T3 (es) | 2020-05-08 |
| EP2221392B1 (en) | 2019-10-23 |
| WO2009057390A1 (ja) | 2009-05-07 |
| US20100065166A1 (en) | 2010-03-18 |
| EP2221392A1 (en) | 2010-08-25 |
| US20110186188A1 (en) | 2011-08-04 |
| BRPI0817570A2 (pt) | 2015-04-07 |
| JPWO2009057390A1 (ja) | 2011-03-10 |
| CN101855377B (zh) | 2013-01-23 |
| MX2010004439A (es) | 2010-05-05 |
| US8852366B2 (en) | 2014-10-07 |
| AU2008320179A1 (en) | 2009-05-07 |
| CN101855377A (zh) | 2010-10-06 |
| CA2700655C (en) | 2013-02-26 |
| AU2008320179B2 (en) | 2011-10-13 |
| UA95569C2 (ru) | 2011-08-10 |
| RU2010121834A (ru) | 2011-12-10 |
| EP2221392A4 (en) | 2017-01-25 |
| RU2459883C2 (ru) | 2012-08-27 |
| CA2700655A1 (en) | 2009-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4348567B2 (ja) | 拡管性に優れた鋼管及びその製造方法 | |
| JP5590253B2 (ja) | 変形性能と低温靭性に優れた高強度鋼管、高強度鋼板、および前記鋼板の製造方法 | |
| CN103334053B (zh) | 耐屈曲性及焊接热影响部韧性优良的低温用高强度钢管的制造方法 | |
| CN103069020B (zh) | 油井用电焊钢管以及油井用电焊钢管的制造方法 | |
| JP2006037147A (ja) | 油井管用鋼材 | |
| EP1862561A1 (en) | Steel for oil well pipe having excellent sulfide stress cracking resistance and method for manufacturing seamless steel pipe for oil well | |
| CN102906292A (zh) | 管线管用无缝钢管及其制造方法 | |
| JP2003193204A (ja) | マルテンサイト系ステンレス鋼 | |
| JP2009091653A (ja) | 溶接熱影響部靭性に優れた低温用高強度溶接鋼管およびその製造方法 | |
| JP6583532B2 (ja) | 鋼材及び油井用鋼管 | |
| CN102206789A (zh) | 扩管后的韧性优良的膨胀管用油井管及其制造方法 | |
| JP4250851B2 (ja) | マルテンサイト系ステンレス鋼および製造方法 | |
| JP6288288B2 (ja) | ラインパイプ用鋼板及びその製造方法とラインパイプ用鋼管 | |
| JP7016345B2 (ja) | マイクロ合金鋼およびその鋼の生産方法 | |
| JP2007270194A (ja) | 耐sr特性に優れた高強度鋼板の製造方法 | |
| JP6303628B2 (ja) | 板厚15mm以上の電縫鋼管用熱延鋼板 | |
| WO2016152173A1 (ja) | 構造管用鋼板、構造管用鋼板の製造方法、および構造管 | |
| JP7216902B2 (ja) | 油井用電縫鋼管およびその製造方法 | |
| JP2005146414A (ja) | 拡管用継目無油井鋼管およびその製造方法 | |
| JP2002060893A (ja) | 耐硫化物応力腐食割れ性に優れた油井用鋼とその製造方法 | |
| JP2006009078A (ja) | 拡管性に優れる油井用継目無鋼管 | |
| JP4523908B2 (ja) | 低温靱性に優れた引張強さ900MPa級以上の高強度ラインパイプ用鋼板およびそれを用いたラインパイプならびにそれらの製造方法 | |
| JP2019065343A (ja) | 油井用鋼管及びその製造方法 | |
| JP2006152332A (ja) | マルテンサイト系ステンレス鋼管及びその製造方法 | |
| JP6213683B2 (ja) | 鋼材および拡管用油井鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090624 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090707 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4348567 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |