JP4337050B2 - ガラス板切断装置{glass−platecuttingmachine} - Google Patents
ガラス板切断装置{glass−platecuttingmachine} Download PDFInfo
- Publication number
- JP4337050B2 JP4337050B2 JP2004564583A JP2004564583A JP4337050B2 JP 4337050 B2 JP4337050 B2 JP 4337050B2 JP 2004564583 A JP2004564583 A JP 2004564583A JP 2004564583 A JP2004564583 A JP 2004564583A JP 4337050 B2 JP4337050 B2 JP 4337050B2
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- irradiation
- laser beam
- cutting
- cutting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 title claims description 94
- 238000005520 cutting process Methods 0.000 title claims description 89
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 56
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 28
- 239000001569 carbon dioxide Substances 0.000 claims description 28
- 238000001816 cooling Methods 0.000 claims description 17
- 230000001678 irradiating effect Effects 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 9
- 239000012809 cooling fluid Substances 0.000 claims description 7
- 238000005336 cracking Methods 0.000 claims description 7
- 238000005286 illumination Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 description 31
- 239000004973 liquid crystal related substance Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 4
- 239000013077 target material Substances 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- 239000010432 diamond Substances 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
- C03B33/093—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam using two or more focussed radiation beams
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
- C03B33/102—Glass-cutting tools, e.g. scoring tools involving a focussed radiation beam, e.g. lasers
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/133351—Manufacturing of individual cells out of a plurality of cells, e.g. by dicing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/304—Including means to apply thermal shock to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/307—Combined with preliminary weakener or with nonbreaking cutter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/307—Combined with preliminary weakener or with nonbreaking cutter
- Y10T225/321—Preliminary weakener
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Laser Beam Processing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Description
Ceramic Bulletin誌 第48巻9号、1969年
K=P × ε × L ÷ V
式中、
P=レーザー発振器の出力(watt)、
ε=レーザー発振器の出力率
V =照射部の移送速度(mm/sec)であり、
平面照射密度(Φ)の算出方法は次の式2で求められる。
Φ=P × ε × L ÷ ( v × A )
式中、
P=レーザー発振器の出力(watt)、
ε=レーザー発振器の出力率
L =照射部の移送長さ(mm)、
v=照射部の移送速度(mm/sec) 及び
A =照射面積(mm2) である。
δ=P × ε × L ÷ ( v × A × t )
式中、
P= レーザー発振器の出力(watt)
ε= 作動条件、
L = スクラブラインの長さ(mm)、
v= 照射部の移送速度(mm/sec)、
A= 照射面積(mm2)
t= ガラス板の厚さ(mm)である。単位はjoule/mm3となる。
レーザーヘッドの移送速度は250mm/秒にした。
前記楕円内の平面照射密度は0.386joule/mm2とし、スクライブの深さは170μm、スクライブラインを顕微鏡観察した結果、いかなる模様もなく優良な品質であった。
<実施例2>
前記実施例1における作動条件を13%に、第1炭酸ガスレーザービームの照射面積を59.2mm2に絞った結果、問題のないスクライブが発生した。
<実施例3>
前記実施例1における作動条件を52%、又、照射面積も162.9mm2に増加させ、平面照射密度を0.442joule/mm2に維持した結果、問題のないスクライブが発生した。
<実施例4>
前記実施例1における移送速度を100mm/秒に減速して、作動条件を20%に、又、照射楕円の短径も縮径して平面照射密度を0.758joule/mm2に増加させ、冷媒も水単体に変えた。
<実施例5>
実施例4における移送速度を300mm/秒に上げ、作動条件も40%に上げて平面照射密度を0.393joule/mm2に維持した結果、問題のないスクライブが発生した。
<実施例6>
前記実施例5における作動条件を32%に下げ、平面照射密度を0.226joule/mm2に維持した結果、問題の無いスクライブが発生した。
<実施例7>
前記実施例5における移送速度を450mm/秒にもっと上げるとともに、作動条件を26%に下げ、平面照射密度を0.18joule/mm2にした結果、この場合も問題のないスクライブが発生した。
<比較例1>
実施例5における移送速度を750mm/秒にもっと上げるとともに、作動条件を26%に下げ、平面照射密度を0.041joule/mm2にした結果、スクライブラインは生成されなかった。
<実施例8>
前記実施例1における第1炭酸ガスレーザーとしてパルス型レーザー発振器の代わりに、連続ビーム型240W炭酸ガスレーザー発振器を使用してスクライブを生成させた。
<実施例9>
前記実施例8における移送速度を下げるとともに、出力率を上げ、冷媒を水に変え、スクライブラインの深さを増大させるために平面照射密度を1.747joule/mm2まで上げた結果、スクライブラインの深さは190μmであった。
<実施例10>
前記実施例8における出力率をさらに上昇させ、スクライブライン深さの増大のために平面照射密度を0.993joule/mm2まで上げた結果、深さは190μmに止ったが、やはり良質のスクライブラインが生成された。
<実施例11>
前記実施例6の条件によって問題の無い正常的なスクライブラインを発生させた後、再び同じ300mm/秒の移送速度で第2炭酸ガスレーザービームを照射して各々0.7mm厚さのガラス板を一定のギャップで接着させた液晶表示パネルを切断した。
<実施例12>
前記実施例11における第2炭酸ガスレーザービームの作動条件を28%に低下させた結果、やはり切断始端ではハックルマークが現れたが、それ以外の断面は実用上特別な問題はなかった。
<実施例13>
前記実施例11における移送速度を150mm/秒に下げ、作動条件を23%に低下させた結果、初期におけるハックルマークもなく、その以後も問題がなかった。
<実施例14>
前記実施例13の結果を高速移送によって確認するため、移送速度を300mm/秒にし、作動条件も50%にして、体積照射密度を0.158joule/mm3にした結果、問題が全くなかった。
<実施例15>
前記実施例14における方法によって、0.7mm厚さの代わりに1.2mm厚さのガラス板でなる液晶表示パネルに変えたが、照射面積を59.6mm2に縮小し、体積照射密度を0.14joule/mm3にした結果、問題が全くなかった。
<実施例16>
前記実施例15の結果に基づいて、ガラス板を3mm厚さの単一板に変えて切断を行った。
<実施例17>
実施例11における照射面積を115mm2に拡大しても、結果は変わらなかった。
<実施例18>
実施例17の場合より照射面積を331.5mm2に拡大しても、結果は実施例11と同様であった。
<比較例2>
実施例11における作動条件を60%に設定し、移送速度を100mm/秒に下げ、照射面積を56mm2に縮小するとともに、体積照射密度を0.638joule/mm3に上げた結果、切断線はガラス板の切断予定線から大きく横に外れてしまった。
<比較例3>
実施例11における作動条件を60%に設定し照射面積を450mm2に広大した結果、体積照射密度が0.638joule/mm3に減少し、エネルギー不足のためガラス板は全然切断できなかった。
<実施例19>
実施例11における第2炭酸ガスレーザーを、パルス型レーザー発振器の代わりに連続ビーム型240W炭酸ガスレーザー発振器を使用して、Bレンズから照射されたビームを円形に照射して、0.7mm厚さのガラス板でなる液晶表示パネルを切断した。
<実施例20>
実施例19における出力率を100%に増加した結果、ハックルマークもなく、良好な切断断面を得た。
<比較例4>
実施例19における出力率を20%に低下させた結果は、体積照射密度が0.044joule/mm3に減少し、全然切断されなかった。

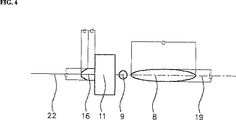
4:レーザービーム 5:レーザービーム
6:反射鏡 7:レンズ
8:スクライブビーム照射形態 9:クェンチング物質流出口
10:クェンチング物質 注入口 11:吸入口
12:吸入管 13:レーザービーム
14:反射鏡 15:レンズ
16:ブレーキングビーム照射形態 17:スクライブライン
19:切断予定線 20:非金属板(ガラス板)
21:初期クラック 22:切断部
Claims (9)
- ガラス板の切断開始点に微細なクラックを入れるクラッキング手段と、
前記ガラス板に吸収される少なくとも一つのレーザービームによる照射加熱手段と、
前記少なくとも一つのレーザービームによる照射加熱の後、冷却流体によるガラス板の冷却手段と、
ブレーキング手段とを含むガラス板の切断装置において、
前記照射加熱手段は、前記レーザービームが第1炭酸ガスレーザービームである照射手段と、その照射面積20〜200mm2に平面照射密度を0.05〜2joule/mm2の範囲で制御する第1制御手段と、前記第1炭酸ガスレーザービーム照射手段の後部に配設される前記冷却流体によって、スクライブラインを生成する第1冷却手段とを包含し、
前記ブレーキング手段は、前記第1冷却手段の後方に配置する第2炭酸ガスレーザービーム照射手段と、前記照射面積20〜200mm 2 に体積照射密度を0.1〜0.5joule/mm 3 の範囲に制御する第2制御手段と、前記第2炭酸ガスレーザービーム照射手段の後部に配設される冷却流体によってブレーキングする第2冷却手段とを包含してなることを特徴とするガラス板切断装置。 - 前記第2制御手段が切断初期におけるブレーキング手段の体積照射密度をガラス板の切断開始点から10〜150mmの間で、10〜60%に減少させる制御手段であることを特徴とする請求項1記載のガラス板切断装置。
- 前記第2制御手段が切断初期におけるブレーキング手段の照射強度を減少させ10〜60%にする場合、切断初期と切断初期以後の照射強度を連続曲線的に、或いは2段以上のステップを取るように制御する制御手段であることを特徴とする請求項2に記載のガラス板切断装置。
- 前記平面照射密度或いは体積照射密度の制御は照射手段の出力、照射手段の照射面積、照射手段の移送速度の中で、少なくとも一つ以上を制御することによって実現されることを特徴とする請求項1〜3のいずれかに記載のガラス板切断装置。
- 前記照射手段の出力の制御、又は照射手段の移送速度の制御は、照射手段の移送速度に比例し、照射手段の出力を変化させる同期手段を更に含めて実現されることを特徴とす請求項4に記載のガラス板切断装置。
- 前記冷却手段における冷却流体が水であることを特徴とする請求項1〜5のいずれかに記載のガラス板切断装置。
- 前記冷却手段の直ぐ後方に冷却流体の真空吸入手段を更に配設することを特徴とする請求項1〜6のいずれかに記載のガラス板切断装置。
- 前記クラッキング手段は超硬度材料で形成されたノッチングクラッカー、又はNd:YV04であるパルスレーザーを集光装置によって集光して照射するレーザークラッカーであることを特徴とする請求項1〜7のいずれかに記載のガラス板切断装置。
- 請求項1〜8のいずれかに記載のガラス板切断装置を使用し、ガラス板を切断して製造することを特徴とする表示パネル。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2003-0000645A KR100497820B1 (ko) | 2003-01-06 | 2003-01-06 | 유리판절단장치 |
| PCT/KR2003/002775 WO2004060823A1 (en) | 2003-01-06 | 2003-12-18 | Glass-plate cutting machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006513121A JP2006513121A (ja) | 2006-04-20 |
| JP4337050B2 true JP4337050B2 (ja) | 2009-09-30 |
Family
ID=36077513
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004564583A Expired - Fee Related JP4337050B2 (ja) | 2003-01-06 | 2003-12-18 | ガラス板切断装置{glass−platecuttingmachine} |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7642483B2 (ja) |
| JP (1) | JP4337050B2 (ja) |
| KR (1) | KR100497820B1 (ja) |
| CN (1) | CN100436355C (ja) |
| AU (1) | AU2003289508A1 (ja) |
| TW (1) | TWI268272B (ja) |
| WO (1) | WO2004060823A1 (ja) |
Families Citing this family (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040021295A (ko) * | 2002-09-03 | 2004-03-10 | 삼성에스디아이 주식회사 | 레이저빔을 이용한 유리 절단방법 |
| DE10330179A1 (de) * | 2003-07-02 | 2005-01-20 | Jenoptik Automatisierungstechnik Gmbh | Verfahren zum Trennen flacher Werkstücke aus Keramik |
| EP1690835B1 (en) * | 2003-12-05 | 2011-08-17 | Asahi Glass Company Ltd. | Method for cutting glass plates |
| JP4440036B2 (ja) * | 2004-08-11 | 2010-03-24 | 株式会社ディスコ | レーザー加工方法 |
| DE102005038027A1 (de) * | 2005-08-06 | 2007-02-08 | Jenoptik Automatisierungstechnik Gmbh | Verfahren zum Durchtrennen von spröden Flachmaterialien |
| TWI325352B (en) | 2005-09-12 | 2010-06-01 | Foxsemicon Integrated Tech Inc | Laser cutting apparatus and method |
| KR100648499B1 (ko) * | 2005-09-30 | 2006-11-23 | 나노전광 주식회사 | 유리판 절단장치 |
| CN100482398C (zh) * | 2005-09-30 | 2009-04-29 | 富士迈半导体精密工业(上海)有限公司 | 激光切割装置与方法 |
| TW200722218A (en) * | 2005-12-05 | 2007-06-16 | Foxsemicon Integrated Tech Inc | Laser cutting apparatus |
| WO2007111398A1 (en) * | 2006-03-24 | 2007-10-04 | K-Eng Co., Ltd. | Glass cutting apparatus with bending member and method using thereof |
| KR100740456B1 (ko) * | 2006-08-31 | 2007-07-18 | 로체 시스템즈(주) | 예냉각에 의한 비금속판 절단 방법 및 장치 |
| PT2131994E (pt) * | 2007-02-28 | 2013-11-29 | Ceramtec Gmbh | Processo para produção de um componente sob utilização de uma aplicação assimétrica de energia ao longo da linha de separação ou de ruptura teórica |
| JP2008246808A (ja) * | 2007-03-30 | 2008-10-16 | Japan Steel Works Ltd:The | 高脆性非金属材料製の被加工物の加工方法及びその装置 |
| DE102007018674A1 (de) * | 2007-04-18 | 2008-10-23 | Lzh Laserzentrum Hannover E.V. | Verfahren zum Bilden von Durchgangslöchern in Bauteilen aus Glas |
| JP5011048B2 (ja) * | 2007-09-27 | 2012-08-29 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の加工方法 |
| CN101462822B (zh) * | 2007-12-21 | 2012-08-29 | 鸿富锦精密工业(深圳)有限公司 | 具有通孔的脆性非金属工件及其加工方法 |
| JP5345334B2 (ja) * | 2008-04-08 | 2013-11-20 | 株式会社レミ | 脆性材料の熱応力割断方法 |
| US8051679B2 (en) * | 2008-09-29 | 2011-11-08 | Corning Incorporated | Laser separation of glass sheets |
| CN102203943B (zh) * | 2008-10-29 | 2013-07-31 | 欧瑞康太阳能股份公司(特吕巴赫) | 通过多激光束照射将在基板上形成的半导体膜划分成多个区域的方法 |
| US9346130B2 (en) * | 2008-12-17 | 2016-05-24 | Electro Scientific Industries, Inc. | Method for laser processing glass with a chamfered edge |
| US20100252959A1 (en) * | 2009-03-27 | 2010-10-07 | Electro Scientific Industries, Inc. | Method for improved brittle materials processing |
| US8132427B2 (en) | 2009-05-15 | 2012-03-13 | Corning Incorporated | Preventing gas from occupying a spray nozzle used in a process of scoring a hot glass sheet |
| US8706288B2 (en) * | 2009-05-21 | 2014-04-22 | Electro Scientific Industries, Inc. | Apparatus and method for non-contact sensing of transparent articles |
| JP5478957B2 (ja) * | 2009-06-30 | 2014-04-23 | 三星ダイヤモンド工業株式会社 | 脆性材料基板の割断方法 |
| US8932510B2 (en) * | 2009-08-28 | 2015-01-13 | Corning Incorporated | Methods for laser cutting glass substrates |
| US8946590B2 (en) | 2009-11-30 | 2015-02-03 | Corning Incorporated | Methods for laser scribing and separating glass substrates |
| JP5237318B2 (ja) * | 2010-03-19 | 2013-07-17 | 三星ダイヤモンド工業株式会社 | 基板分断装置 |
| DE112011100039B4 (de) * | 2010-06-14 | 2014-01-02 | Mitsubishi Electric Corp. | Laserbearbeitungsvorrichtung und Laserbearbeitungsverfahren |
| US8720228B2 (en) * | 2010-08-31 | 2014-05-13 | Corning Incorporated | Methods of separating strengthened glass substrates |
| KR20140016928A (ko) * | 2011-04-14 | 2014-02-10 | 코닝 인코포레이티드 | 얇은 유리 기판 내에 크랙 개시 결함을 기계적으로 형성하는 방법 |
| CN103313946B (zh) * | 2011-06-08 | 2016-11-23 | 日本电气硝子株式会社 | 板状玻璃的切断方法 |
| US8677783B2 (en) * | 2011-11-28 | 2014-03-25 | Corning Incorporated | Method for low energy separation of a glass ribbon |
| KR101258403B1 (ko) * | 2011-12-09 | 2013-04-30 | 로체 시스템즈(주) | 강화유리 기판 절단방법 |
| US9828278B2 (en) | 2012-02-28 | 2017-11-28 | Electro Scientific Industries, Inc. | Method and apparatus for separation of strengthened glass and articles produced thereby |
| US10357850B2 (en) | 2012-09-24 | 2019-07-23 | Electro Scientific Industries, Inc. | Method and apparatus for machining a workpiece |
| JP2015511571A (ja) | 2012-02-28 | 2015-04-20 | エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド | 強化ガラスの分離のための方法及び装置並びにこれにより生成された製品 |
| CN104114506B (zh) | 2012-02-29 | 2017-05-24 | 伊雷克托科学工业股份有限公司 | 加工强化玻璃的方法和装置及藉此制造的物品 |
| US9938180B2 (en) | 2012-06-05 | 2018-04-10 | Corning Incorporated | Methods of cutting glass using a laser |
| US8669166B1 (en) * | 2012-08-15 | 2014-03-11 | Globalfoundries Inc. | Methods of thinning and/or dicing semiconducting substrates having integrated circuit products formed thereon |
| US9610653B2 (en) | 2012-09-21 | 2017-04-04 | Electro Scientific Industries, Inc. | Method and apparatus for separation of workpieces and articles produced thereby |
| WO2014079478A1 (en) | 2012-11-20 | 2014-05-30 | Light In Light Srl | High speed laser processing of transparent materials |
| EP2754524B1 (de) | 2013-01-15 | 2015-11-25 | Corning Laser Technologies GmbH | Verfahren und Vorrichtung zum laserbasierten Bearbeiten von flächigen Substraten, d.h. Wafer oder Glaselement, unter Verwendung einer Laserstrahlbrennlinie |
| EP2781296B1 (de) * | 2013-03-21 | 2020-10-21 | Corning Laser Technologies GmbH | Vorrichtung und verfahren zum ausschneiden von konturen aus flächigen substraten mittels laser |
| EP2873481A1 (en) * | 2013-11-13 | 2015-05-20 | Asahi Glass Co., Ltd. | A method and an apparatus for forming a groove in a substrate using laser or arc heating spot |
| US20150165560A1 (en) | 2013-12-17 | 2015-06-18 | Corning Incorporated | Laser processing of slots and holes |
| US9815730B2 (en) | 2013-12-17 | 2017-11-14 | Corning Incorporated | Processing 3D shaped transparent brittle substrate |
| US9517963B2 (en) | 2013-12-17 | 2016-12-13 | Corning Incorporated | Method for rapid laser drilling of holes in glass and products made therefrom |
| US11556039B2 (en) | 2013-12-17 | 2023-01-17 | Corning Incorporated | Electrochromic coated glass articles and methods for laser processing the same |
| US10442719B2 (en) | 2013-12-17 | 2019-10-15 | Corning Incorporated | Edge chamfering methods |
| US9850160B2 (en) | 2013-12-17 | 2017-12-26 | Corning Incorporated | Laser cutting of display glass compositions |
| US9676167B2 (en) | 2013-12-17 | 2017-06-13 | Corning Incorporated | Laser processing of sapphire substrate and related applications |
| US9701563B2 (en) | 2013-12-17 | 2017-07-11 | Corning Incorporated | Laser cut composite glass article and method of cutting |
| TWI730945B (zh) | 2014-07-08 | 2021-06-21 | 美商康寧公司 | 用於雷射處理材料的方法與設備 |
| EP3169635B1 (en) | 2014-07-14 | 2022-11-23 | Corning Incorporated | Method and system for forming perforations |
| EP3169479B1 (en) | 2014-07-14 | 2019-10-02 | Corning Incorporated | Method of and system for arresting incident crack propagation in a transparent material |
| CN107073642B (zh) | 2014-07-14 | 2020-07-28 | 康宁股份有限公司 | 使用长度和直径可调的激光束焦线来加工透明材料的系统和方法 |
| JP6788571B2 (ja) | 2014-07-14 | 2020-11-25 | コーニング インコーポレイテッド | 界面ブロック、そのような界面ブロックを使用する、ある波長範囲内で透過する基板を切断するためのシステムおよび方法 |
| KR20160011298A (ko) * | 2014-07-21 | 2016-02-01 | 삼성디스플레이 주식회사 | 액정 표시 패널의 절단 방법 |
| DE102015120571A1 (de) * | 2014-12-01 | 2016-06-02 | Schott Ag | Verfahren zum Trennen von Dünnglas |
| DE102015120569A1 (de) * | 2014-12-01 | 2016-06-02 | Schott Ag | Herstellen von waferartigen Dünnglasplatten mit Aufbauten und Auftrennen in einzelne kleinere Dünnglasplatten |
| US10047001B2 (en) | 2014-12-04 | 2018-08-14 | Corning Incorporated | Glass cutting systems and methods using non-diffracting laser beams |
| EP3245166B1 (en) | 2015-01-12 | 2020-05-27 | Corning Incorporated | Laser cutting of thermally tempered substrates using the multi photon absorption method |
| US11773004B2 (en) | 2015-03-24 | 2023-10-03 | Corning Incorporated | Laser cutting and processing of display glass compositions |
| WO2016160391A1 (en) | 2015-03-27 | 2016-10-06 | Corning Incorporated | Gas permeable window and method of fabricating the same |
| US11420894B2 (en) * | 2015-04-24 | 2022-08-23 | Nanoplus Ltd. | Brittle object cutting apparatus and cutting method thereof |
| EP3319911B1 (en) | 2015-07-10 | 2023-04-19 | Corning Incorporated | Methods of continuous fabrication of holes in flexible substrate sheets and products relating to the same |
| PL3334697T3 (pl) * | 2015-08-10 | 2022-01-24 | Saint-Gobain Glass France | Sposób cięcia cienkiej warstwy szkła |
| US10515834B2 (en) | 2015-10-12 | 2019-12-24 | Lam Research Corporation | Multi-station tool with wafer transfer microclimate systems |
| JP6938543B2 (ja) | 2016-05-06 | 2021-09-22 | コーニング インコーポレイテッド | 透明基板からの、輪郭設定された形状のレーザ切断及び取り外し |
| US10410883B2 (en) | 2016-06-01 | 2019-09-10 | Corning Incorporated | Articles and methods of forming vias in substrates |
| US10794679B2 (en) | 2016-06-29 | 2020-10-06 | Corning Incorporated | Method and system for measuring geometric parameters of through holes |
| CN109803934A (zh) | 2016-07-29 | 2019-05-24 | 康宁股份有限公司 | 用于激光处理的装置和方法 |
| JP2019532908A (ja) | 2016-08-30 | 2019-11-14 | コーニング インコーポレイテッド | 強度マッピング光学システムによる材料のレーザー切断 |
| KR102078294B1 (ko) | 2016-09-30 | 2020-02-17 | 코닝 인코포레이티드 | 비-축대칭 빔 스폿을 이용하여 투명 워크피스를 레이저 가공하기 위한 기기 및 방법 |
| JP7066701B2 (ja) | 2016-10-24 | 2022-05-13 | コーニング インコーポレイテッド | シート状ガラス基体のレーザに基づく加工のための基体処理ステーション |
| US10752534B2 (en) | 2016-11-01 | 2020-08-25 | Corning Incorporated | Apparatuses and methods for laser processing laminate workpiece stacks |
| US10688599B2 (en) | 2017-02-09 | 2020-06-23 | Corning Incorporated | Apparatus and methods for laser processing transparent workpieces using phase shifted focal lines |
| US11078112B2 (en) | 2017-05-25 | 2021-08-03 | Corning Incorporated | Silica-containing substrates with vias having an axially variable sidewall taper and methods for forming the same |
| US10580725B2 (en) | 2017-05-25 | 2020-03-03 | Corning Incorporated | Articles having vias with geometry attributes and methods for fabricating the same |
| US10626040B2 (en) | 2017-06-15 | 2020-04-21 | Corning Incorporated | Articles capable of individual singulation |
| US10919794B2 (en) * | 2017-12-04 | 2021-02-16 | General Atomics | Method of cutting glass using a laser |
| US11554984B2 (en) | 2018-02-22 | 2023-01-17 | Corning Incorporated | Alkali-free borosilicate glasses with low post-HF etch roughness |
| CN111085784B (zh) * | 2018-10-08 | 2022-04-29 | 英属开曼群岛商纳诺股份有限公司 | 浸润式雷射加工方法及其系统 |
| CN110480192B (zh) * | 2019-08-28 | 2021-06-11 | 业成科技(成都)有限公司 | 脆性材料的切割方法 |
| CN118321755B (zh) * | 2024-06-13 | 2024-08-13 | 通威微电子有限公司 | 碳化硅激光冷裂方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE403280B (sv) * | 1972-10-12 | 1978-08-07 | Glaverbel | Sett och anordning att skera av glas- eller glaskristalliniskt material lengs en bestemd linje |
| US3932826A (en) | 1973-10-01 | 1976-01-13 | Read Reginald A Jun | Dashpot solenoid |
| JPS60251138A (ja) * | 1984-05-28 | 1985-12-11 | Hoya Corp | ガラスの切断方法 |
| RU2024441C1 (ru) | 1992-04-02 | 1994-12-15 | Владимир Степанович Кондратенко | Способ резки неметаллических материалов |
| CA2102884A1 (en) * | 1993-03-04 | 1994-09-05 | James J. Wynne | Dental procedures and apparatus using ultraviolet radiation |
| TW300879B (ja) * | 1993-11-10 | 1997-03-21 | Ibm | |
| JPH1097715A (ja) * | 1996-07-31 | 1998-04-14 | Asahi Komagu Kk | 磁気記録媒体用基板および磁気記録媒体 |
| JPH10323779A (ja) * | 1997-03-25 | 1998-12-08 | Hitachi Cable Ltd | Si基板の切断方法 |
| MY120533A (en) * | 1997-04-14 | 2005-11-30 | Schott Ag | Method and apparatus for cutting through a flat workpiece made of brittle material, especially glass. |
| BE1011208A4 (fr) * | 1997-06-11 | 1999-06-01 | Cuvelier Georges | Procede de decalottage de pieces en verre. |
| KR100543368B1 (ko) * | 1998-12-04 | 2006-05-12 | 삼성전자주식회사 | 레이저 커팅 설비 |
| US6407360B1 (en) * | 1998-08-26 | 2002-06-18 | Samsung Electronics, Co., Ltd. | Laser cutting apparatus and method |
| US6402004B1 (en) * | 1998-09-16 | 2002-06-11 | Hoya Corporation | Cutting method for plate glass mother material |
| US6252197B1 (en) | 1998-12-01 | 2001-06-26 | Accudyne Display And Semiconductor Systems, Inc. | Method and apparatus for separating non-metallic substrates utilizing a supplemental mechanical force applicator |
| US6211488B1 (en) | 1998-12-01 | 2001-04-03 | Accudyne Display And Semiconductor Systems, Inc. | Method and apparatus for separating non-metallic substrates utilizing a laser initiated scribe |
| KR100300417B1 (ko) * | 1999-01-18 | 2001-09-22 | 김순택 | 투명도전막이 형성된 유리의 절단장치 |
| KR100626983B1 (ko) * | 1999-06-18 | 2006-09-22 | 미쓰보시 다이야몬도 고교 가부시키가이샤 | 레이저를 이용한 스크라이브 방법 |
| JP2001113384A (ja) * | 1999-10-18 | 2001-04-24 | Koike Sanso Kogyo Co Ltd | レーザ切断方法及びレーザ切断装置 |
| ES2304987T3 (es) * | 1999-11-24 | 2008-11-01 | Applied Photonics, Inc. | Metodo y aparato para separar materiales no metalicos. |
| KR100631304B1 (ko) * | 1999-12-24 | 2006-10-04 | 삼성전자주식회사 | 레이저 빔을 이용한 유리기판 절단 장치 및 그 방법 |
| KR100371011B1 (ko) | 2000-07-24 | 2003-02-06 | 로체 시스템즈(주) | 비금속 재료의 절단방법 및 절단장치 |
| EP1374139B1 (en) * | 2001-03-29 | 2011-05-04 | LASX Industries, Inc. | Controller for a laser using predictive models ofa laser beam motion system |
| KR100676249B1 (ko) * | 2001-05-23 | 2007-01-30 | 삼성전자주식회사 | 기판 절단용 냉매, 이를 이용한 기판 절단 방법 및 이를수행하기 위한 장치 |
| EP1829496A2 (en) * | 2001-12-10 | 2007-09-05 | Inolase 2002 Ltd. | Eyesafe hair removal method and apparatus |
| RU2226183C2 (ru) * | 2002-02-21 | 2004-03-27 | Алексеев Андрей Михайлович | Способ резки прозрачных неметаллических материалов |
| US6744009B1 (en) * | 2002-04-02 | 2004-06-01 | Seagate Technology Llc | Combined laser-scribing and laser-breaking for shaping of brittle substrates |
| KR100393890B1 (en) | 2002-10-25 | 2003-08-06 | Rorze Systems Corp | Method and device for cutting non-metallic panel by laser beam using synchronization technology |
| US7723641B2 (en) * | 2003-01-10 | 2010-05-25 | Mitsuboshi Diamond Industrial Co., Ltd. | Brittle material substrate scribing device and scribing method, and automatic analysis line |
-
2003
- 2003-01-06 KR KR10-2003-0000645A patent/KR100497820B1/ko active IP Right Grant
- 2003-12-18 JP JP2004564583A patent/JP4337050B2/ja not_active Expired - Fee Related
- 2003-12-18 US US10/541,198 patent/US7642483B2/en not_active Expired - Fee Related
- 2003-12-18 CN CNB2003801082973A patent/CN100436355C/zh not_active Expired - Fee Related
- 2003-12-18 AU AU2003289508A patent/AU2003289508A1/en not_active Abandoned
- 2003-12-18 WO PCT/KR2003/002775 patent/WO2004060823A1/en active Application Filing
-
2004
- 2004-01-05 TW TW093100118A patent/TWI268272B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004060823A1 (en) | 2004-07-22 |
| JP2006513121A (ja) | 2006-04-20 |
| WO2004060823A9 (en) | 2005-08-11 |
| TW200413261A (en) | 2004-08-01 |
| US20060151450A1 (en) | 2006-07-13 |
| CN1735568A (zh) | 2006-02-15 |
| TWI268272B (en) | 2006-12-11 |
| AU2003289508A1 (en) | 2004-07-29 |
| CN100436355C (zh) | 2008-11-26 |
| KR20040064003A (ko) | 2004-07-16 |
| KR100497820B1 (ko) | 2005-07-01 |
| US7642483B2 (en) | 2010-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4337050B2 (ja) | ガラス板切断装置{glass−platecuttingmachine} | |
| US20190352215A1 (en) | Method and device for the laser-based machining of sheet-like substrates | |
| TWI649148B (zh) | 用於對顯示玻璃成分進行雷射切割的方法及由該方法製備的玻璃製品 | |
| US6259058B1 (en) | Apparatus for separating non-metallic substrates | |
| US6252197B1 (en) | Method and apparatus for separating non-metallic substrates utilizing a supplemental mechanical force applicator | |
| US6211488B1 (en) | Method and apparatus for separating non-metallic substrates utilizing a laser initiated scribe | |
| US6420678B1 (en) | Method for separating non-metallic substrates | |
| EP2507182B1 (en) | Methods for laser scribing and separating glass substrates | |
| US8946590B2 (en) | Methods for laser scribing and separating glass substrates | |
| TWI490176B (zh) | 分離玻璃板材的製程與設備 | |
| TW201601900A (zh) | 雷射切割複合玻璃製品及切割方法 | |
| JP5303238B2 (ja) | 脆性材料基板の割断方法 | |
| CN107755904A (zh) | 借助激光从平坦基板中切割轮廓的设备及方法 | |
| JP2005314127A (ja) | ガラスの切断方法及びその装置 | |
| JP2006150984A (ja) | 脆弱性材料より成る工作物を迅速に切断するための方法及び装置 | |
| JP2009084089A (ja) | ガラス切断装置及び方法 | |
| TWI297295B (ja) | ||
| WO2004014625A1 (ja) | 脆性材料基板のスクライブ方法およびスクライブ装置 | |
| JP2008183599A (ja) | 高脆性非金属材料製の被加工物の加工方法及びその装置 | |
| KR100381165B1 (ko) | 유리 절단 장치 및 그 방법 | |
| JP2004035315A (ja) | 脆性材料基板の分断方法および脆性材料基板分断装置 | |
| KR100508916B1 (ko) | 예열수단을 가지는 유리판커팅장치 | |
| KR100507957B1 (ko) | 다중초점렌즈를 가지는 유리판커팅장치 | |
| KR20050026253A (ko) | 직립형 유리판절단장치 | |
| KR100511439B1 (ko) | 광마스크를 가지는 유리판커팅장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081118 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20081118 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090617 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4337050 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |