JP4242001B2 - 板材加工機におけるクランプ回避方法及びその装置 - Google Patents
板材加工機におけるクランプ回避方法及びその装置 Download PDFInfo
- Publication number
- JP4242001B2 JP4242001B2 JP15055199A JP15055199A JP4242001B2 JP 4242001 B2 JP4242001 B2 JP 4242001B2 JP 15055199 A JP15055199 A JP 15055199A JP 15055199 A JP15055199 A JP 15055199A JP 4242001 B2 JP4242001 B2 JP 4242001B2
- Authority
- JP
- Japan
- Prior art keywords
- avoidance
- clamps
- clamp
- angle
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 5
- 239000000463 material Substances 0.000 claims description 31
- 238000001514 detection method Methods 0.000 claims description 17
- 238000013459 approach Methods 0.000 claims description 5
- 230000002452 interceptive effect Effects 0.000 claims 1
- 238000004080 punching Methods 0.000 description 23
- 230000033001 locomotion Effects 0.000 description 7
- 239000002131 composite material Substances 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 230000009545 invasion Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
Images







Landscapes
- Punching Or Piercing (AREA)
Description
【発明の属する技術分野】
本発明は、パンチプレスやレーザ加工機やプラズマ加工機などの板材加工機におけるクランプ回避方法及びその装置に関する。
【0002】
【従来の技術】
従来、板材加工機としての例えばパンチング加工部とレーザ加工部を備えたパンチ・レーザ複合加工機では、ワークをクランプするクランプ装置を備えると共にクランプされたワークをパンチング加工部或いはレーザ加工部に対して前後左右方向に移動位置決めするワーク移動位置決め装置が設けられている。
【0003】
上記のクランプ装置がパンチング加工部或いはレーザ加工部各加工位置の領域、換言すればデッドゾーンに侵入すると、パンチング加工部の金型或いはレーザ加工部のレーザ加工ヘッドに衝突する。
【0004】
そこで、パンチ・レーザ複合加工機では、図8に示されているようにクランプ装置101自体が回避角度60°まで旋回して回避する旋回式の回避クランプ103が図10に示されているようにキャレッジ105に3個以上設けられており、いずれかの回避クランプ103が前記各加工部に侵入するときに60°の回避角度で旋回して前記各加工部との干渉エリアから回避可能に構成されている。
【0005】
ちなみに、回避クランプ103は図8に示されているように旋回軸107を中心にして旋回自在であると共に図8において左右方向に作動する油圧シリンダ109のピストンロッド111の先端に軸承されている。したがって、油圧シリンダ109のピストン113が右方向へ移動すると実線から2点鎖線の位置へ時計回り方向に60°の回避角度で旋回され、油圧シリンダ109のピストン113が左方向へ移動すると2点鎖線から実線の位置へ反時計回り方向に旋回される。
【0006】
上記の複数の回避クランプ103にてクランプされたワークWに板材加工が行われる際には、ワークWが3個以上の回避クランプ103のうち少なくとも2個の回避クランプ103にクランプされた状態であるので、前記各加工部との干渉エリアに侵入する1個の回避クランプ103はすぐにワークWをアンクランプして旋回して上記の干渉エリアから回避される。
【0007】
例えば、回避クランプ103は図8に示されているように60°の回避角度で旋回されたときの回避クランプ103の前後方向(Y方向)の回避距離は例えば67mmとなり、この回避距離は金型径3−1/2インチ(干渉エリアとしてはX方向で133mm、Y方向で133mm)の金型に対してはY方向におけるデッドゾーンがゼロ(Y=0)となるまで打抜き可能であることを示している。
【0008】
【発明が解決しようとする課題】
ところで、従来の回避クランプ103は、回避クランプ103の回避角度が固定的に60°で設定されているので、互いに隣り合う2個の回避クランプ103が同時に回避動作を行うことのないようにするためには図9に示されているように隣り合う2個の回避クランプ103の中心間の距離は例えば最小で420mmである。したがって、3個の回避クランプ103が用いられてクランプされたワークWがパンチング加工並びにレーザ加工されるときには、図10に示されているようにワークWのX方向の最小ワークサイズ(X方向)は例えば900mmとかなり大きなサイズになってしまうという問題点があった。
【0009】
その結果、X方向のワークサイズが900mm以下で、例えば水平面で縦横の大きさが500mm×500mmのスケッチ材は、回避クランプ103の回避機能がOFFに切り換えられて従来のデッドゾーン(この場合はY=100mm)と同様に加工される必要があるので、ワークWの歩留まりが低下するという問題点があった。
【0010】
また、上記のように回避機能をON−OFFに切換えることはオペレータが判断し操作しているので、うっかりミスや生産性低下等の問題点があった。
【0011】
本発明は上述の課題を解決するためになされたもので、その目的は、スケッチ材等の小さなワークをクランプして回避機能を自動的に行い、より効率的な製品加工を行い得る板材加工機におけるクランプ回避方法及びその装置を提供することにある。
【0012】
【課題を解決するための手段】
上記目的を達成するために請求項1によるこの発明の板材加工機におけるクランプ回避方法は、キャレッジベースを前後方向に移動すると共にワークをクランプ・アンクランプ可能でかつ水平面で旋回自在な回避クランプを少なくとも3つ以上を備えたキャレッジを前記キャレッジベースに対して左右方向に移動することにより、前記複数の回避クランプでクランプしたワークを板材加工機の加工部に位置決めして加工を行う際に、ワークの大きさに応じて前記複数の回避クランプをキャレッジにおいて互いに接近又は離反し、前記複数の回避クランプの間が予め設定した設定クランプ間距離以下であることを回避クランプに備えたクランプ間距離検出装置によって検出したときに各回避クランプの回避角度を通常より小さい値に予め設定した設定回避角度に切換えることにより、前記加工部との干渉エリアに侵入した回避クランプを回避クランプ間の距離の大きさに応じて前記設定回避角度又は通常の回避角度に旋回することを特徴とするものである。
【0013】
したがって、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的に切り換えることにより、スケッチ材のような小さいサイズのワークに対してはデッドゾーンが多少あるとしても自動的に回避クランプを回避せしめてパンチング加工やレーザ加工等の板材加工が行われる。
【0014】
互いに隣り合う回避クランプのクランプ間距離が自動的に検出されるので、この検出信号によりワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度が自動的にまた確実に切り換えられる。
【0015】
また、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度が切り換えられるので、2個の回避クランプが同時に回避動作を行うという事態は回避される。
【0016】
以上のことから、オペレータのうっかりミスがなくなり、またワークの歩留まりが向上し、生産性が向上する。
【0017】
請求項2によるこの発明の板材加工機におけるクランプ回避装置は、前後方向に移動位置決め自在に設けたキャレッジベースに、ワークをクランプ・アンクランプ可能でかつ水平面で旋回自在な回避クランプを少なくとも3つ以上を備えたキャレッジを左右方向に移動位置決め自在に設け、前記複数の各回避クランプをそれぞれ任意の回避角度に旋回するクランプ旋回装置を設け、前記複数の回避クランプを前記キャレッジにおいて互いに接近離反自在に設けると共に前記複数の回避クランプの間の距離を検出するクランプ間距離検出装置を回避クランプに設け、このクランプ間距離検出装置により検出した前記複数の回避クランプの間が予め設定した設定クランプ間距離以下のときに各回避クランプの回避角度を通常より小さい値に予め設定した設定回避角度に切換えることにより、板材加工機の加工部との干渉エリアに侵入した回避クランプを回避クランプ間の距離の大きさに応じて前記設定回避角度又は通常の回避角度に旋回する指令を前記クランプ旋回装置に与える比較判断装置を備えた制御装置を設けてなることを特徴とするものである。
【0018】
したがって、請求項1記載の作用と同様であり、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的に切り換えることにより、スケッチ材のような小さいサイズのワークに対してはデッドゾーンが多少あるとしても自動的に回避クランプを回避せしめてパンチング加工やレーザ加工等の板材加工が行われる。
【0019】
互いに隣り合う回避クランプのクランプ間距離が自動的に検出されるので、この検出信号によりワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度が自動的にまた確実に切り換えられる。
【0020】
また、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度が切り換えられるので、2個の回避クランプが同時に回避動作を行うという事態は回避される。
【0021】
以上のことから、オペレータのうっかりミスがなくなり、またワークの歩留まりが向上し、生産性が向上する。
【0022】
【発明の実施の形態】
以下、本発明のクランプ回避装置の実施の形態について、板材加工機としての例えばパンチ・レーザ複合加工機を例にとって図面を参照して説明する。
【0023】
図6及び図7を参照するに、本実施の形態に係わるパンチ・レーザ複合加工機1は、ベース3の両側に立設したサイドフレーム5,7に上部フレーム9の両側が支持された態様の本体フレーム11の構造に構成されており、上部フレーム9と下部フレームとの間にはワークWにパンチング加工を施すパンチング部とワークWにレーザ加工を施すレーザ加工部とからなる作業領域が設けられている。
【0024】
パンチング部としては、上部フレーム9の下部に多種類のパンチPを着脱交換自在に備えた円盤状の上部タレット13が回転自在に装着されている。
【0025】
ベース3の上面には、上部タレット13に対向した下部タレット15が回転自在に装着されており、この下部タレット15には、多種類のパンチPと対向した多数のダイDが円弧状に配置され且つ着脱交換自在に装着されている。上部タレット13の軸心と下部タレット15の軸心とは同一軸心に配置されており、この上部タレット13と下部タレット15は同方向へ同期して回転される。
【0026】
上部フレーム9の下面におけるほぼ中央部には、ラム17が上下動自在に装着されている。上部タレット13および下部タレット15の回転によってラム17の下方へ割出し位置決めされたパンチPは、例えば上部フレーム9に水平に軸承されたクランク軸19の回転によりコネクテイングロッドを介してラム17が上下動されるラム17によって打圧され、加工位置に移動位置決めされた板状のワークWがパンチPとダイDとの協働によりパンチング加工される。なお、パンチング部の加工位置は図7においてパンチセンタP.Cで表されている。
【0027】
また、パンチ・レーザ複合加工機1には上部フレーム9に図7において上部、下部タレット13,15の加工位置の右側にレーザ加工ヘッドが設けられており、このレーザ加工ヘッドの先端のノズルからレーザビームがワークWに向けて照射される。
【0028】
より詳しくは、パンチ・レーザ複合加工機1にはレーザビームを発振するレーザ発振器(図示省略)が内蔵され、このレーザ発振器で発振されたレーザビームは強度調整装置(図示省略)を経てレーザ加工ヘッドの部分においてベンドミラー(図示省略)を介して垂直下方向へ反射される。このレーザビームはレーザ加工ヘッドの内部に設けられた焦光レンズ(図示省略)で集光される。この集光されたレーザビームの照射光軸軸心に対して移送位置決めされたワークWの上に、レーザビームの焦点を結ばせて、所望の形状に切断するなどのレーザ加工が行なわれる。なお、レーザ加工部の加工位置は図7においてレーザセンタL.Cで表されている。
【0029】
なお、パンチ・レーザ複合加工機1にはワークWを前後左右方向へ移動位置決めするためのワーク移動位置決め装置21が設けられており、このワーク移動位置決め装置21にはワークWを把持するクランパ23自体がパンチング金型の領域やレーザ加工ヘッドのノズルの領域などの所謂デッドゾーンDZから旋回して回避するように備えた複数の回避クランプ25が設けられている。なお、ワーク移動位置決め装置21は制御装置(図示省略)によって制御されワークWをパンチPとダイDとの間の適宜位置へ位置決めするものである。
【0030】
ワーク移動位置決め装置21はパンチ・レーザ複合加工機1の図7において右下側に配設されている。ワーク移動位置決め装置21はパンチ・レーザ複合加工機1の機械全幅にほぼ等しい長さのキャレッジベース27がテーブルフレーム29に設けられたキャレッジベース用リニアガイド31上をY方向に移動可能に設けられており、キャレッジベース27はY軸送り用ボールねじ33とY軸モータ35とからなるY軸送り機構によりY方向に移動自在に設けられている。なお、Y軸モータ35は制御装置に電気的に接続されている。
【0031】
なお、キャレッジベース27は水平に設置されたセンタテーブル37上を図7において右側からパンチングセンタP.Cまで移動自在であり、キャレッジベース27の下部にはサイドテーブル39がセンタテーブル37の左右に分割された形で固定され、キャレッジベース27の移動に伴って前後方向(Y方向)に移動自在である。
【0032】
キャレッジベース27にはパンチ・レーザ複合加工機1に面する側面にキャレッジ用リニアガイド41が図6に示されているように設けられており、キャレッジベース27の側面には回避クランプ25を備えているキャレッジ43がキャレッジ用リニアガイド41に沿って左右方向(X方向)にスライド自在に設けられている。
【0033】
このキャレッジ43のほぼ中央を貫いてキャレッジベース27の側面に設けたキャレッジ用ボールねじ45が図7に示されているように配設され、伝動機構47を介してX軸モータ49で駆動回転される。キャレッジ43はキャレッジ用ボールねじ45の回転でキャレッジベース27の長さ方向にワークWのX軸方向の位置決めと送りが行われる。なお、X軸モータ49は制御装置に電気的に接続されている。
【0034】
以上のように、板状のワークWがパンチ・レーザ複合加工機1に装着したパンチPと下部タレット15に装着したダイDとの間に、つまりパンチセンタP.Cに位置決めされた後に、ワークWにパンチング加工が行われる。また、上記のワークWはレーザセンタL.Cに位置決めされてレーザ加工が行われる。
【0035】
次に、本発明の実施の形態の主要部に係わるパンチ・レーザ複合加工機1におけるクランプ回避装置について図面を参照して説明する。
【0036】
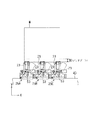
図2を参照するに、通常のクランプ装置ではパンチング加工部或いはレーザ加工部各加工位置の領域、換言すれば各加工部との干渉エリアに侵入するとパンチング加工部の金型あるいはレーザ加工部のレーザ加工ヘッドに衝突する。しかし、本実施の形態のクランプ回避装置としては、前述したようにクランパ23自体が各加工部との干渉エリアから旋回して回避するように構成された3個の回避クランプ25A,25B,25Cが図2に示されているようにキャレッジ43に備えられている。3個のうちのいずれかの回避クランプ25が前記干渉エリアへ侵入するときに、この侵入した回避クランプ25のクランパ23が旋回して前記干渉エリアから回避可能に構成されている。
【0037】
なお、回避クランプ25は3個に限定されず、少なくとも3個以上あることが望ましい。また、上記の複数の回避クランプ25はキャレッジ43に沿って互いに接近離反自在に設けられており、図2に示されているようにスケッチ材のような小さいサイズのワークWaの場合は互いに接近し、大きいサイズのワークWcの場合は互いに離反する方向に位置決めされる。
【0038】
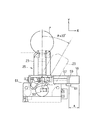
より詳しくは、回避クランプ25は図1に示されているようにクランパ23がクランプボディ51に旋回軸53を中心にして旋回自在であると共に図1において左右方向に作動してクランパ23を旋回せしめるためのクランプ旋回装置としての例えばクランパ旋回用シリンダ55のピストンロッド57の先端に軸承されている。
【0039】
クランパ旋回用シリンダ55にはピストン59の位置を検出するピストン位置検出装置としての例えばシリンダオートスイッチ61が設けられており、このシリンダオートスイッチ61は制御装置に電気的に接続されている。上記のピストン59の位置がシリンダオートスイッチ61により検出されたときにクランパ旋回用シリンダ55を停止せしめるように制御される。したがって、シリンダオートスイッチ61の位置を調整することによりクランパ23の回避角度θが容易に任意に変更可能である。
【0040】
本実施の形態では、図1に示されているようにクランパ23の予め設定した設定回避角度が30°に保持されるようにシリンダオートスイッチ61の位置が寸法Aで調整されている。したがって、クランパ旋回用シリンダ55のピストン59が図1において右方向へ移動すると実線から2点鎖線の位置へ時計回り方向に設定回避角度が30°で旋回され、上記のピストン59が図1において左方向へ移動すると2点鎖線から実線の位置へ反時計回り方向に旋回される。
【0041】
なお、上記の回避クランプ25はクランパ旋回用シリンダ55のピストン59が最大ストロークまで移動することにより、A寸法調整によりクランパ23が回避角度θが60°まで旋回できるようにも構成されている。
【0042】
図3を参照するに、回避クランプ25は回避角度θが30°で旋回されたときの回避クランプ25のY方向の回避距離が例えばほぼ37mmとなるので、金型径3−1/2インチ(干渉エリアとしてはX方向で133mm、Y方向で133mm)の金型に対してはY方向におけるデッドゾーンが例えば30mm(Y=30)となるまで打抜き可能である。しかし、回避角度θが30°の場合は互いに隣り合う2個の回避クランプ25が同時に回避動作を行うことのないようにするための隣り合う2個の回避クランプ25の間の距離Bは最小で220mmとなるので、3個の回避クランプ25が用いられていることからワークWのX方向の最小ワークサイズは例えば500mmとなる。
【0043】
なお、レーザ加工部に対してはレーザ加工ヘッドのノズル先端の径が小さいのでこの径寸法以上に回避できるため、上記のように回避クランプ25の回避角度θが30°であってもY方向におけるデッドゾーンがゼロ(Y=0)となるまでレーザ加工可能である。
【0044】
ちなみに、回避角度θが60°の場合は、従来で説明したように回避クランプ25のY方向の回避距離が例えば67mmとなるので、金型径3−1/2インチの金型に対してはY方向におけるデッドゾーンがゼロ(Y=0)となるまで打抜き可能であるが、ワークWのX方向の最小ワークサイズは例えば900mmである。
【0045】
図2を参照するに、クランプ間距離検出装置としての例えばリニア検出センサ63が回避クランプ25B,25Cのクランプボディ51の図2において左側面に設けられている。リニア検出センサ63は左側の隣り合う回避クランプ25とのクランプ間距離Bをモニターするものであり、予め設定された設定クランプ間距離以下になったことを検出して検出信号を発生するように構成されている。本実施の形態では上記の設定クランプ間距離Bは例えば410mm以下になったら検出信号を出すようになっており、リニア検出センサ63は制御装置に電気的に接続されている。
【0046】
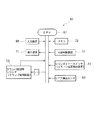
制御装置65としては、中央処理装置としてのCPU67に、ワークWの材質、形状、大きさなどの種々の加工条件等のデータを入力する入力装置69と表示装置71と、入力されたデータや回避クランプ25の回避角度θを予め設定した設定回避角度を記憶するメモリ73が電気的に接続されている。
【0047】
さらに、上記のCPU67には、3個の回避クランプ25A,25B,25Cのクランプ間距離Bが例えば410mm以下に接近したことを検出したリニア検出センサ63の検出信号により、各回避クランプ25の回避角度θを予め設定した設定回避角度としての30°に切換えるべくシリンダオートスイッチ61に指令を与えると共に回避クランプ25が各加工部との干渉エリアに侵入したときに上記の設定回避角度としての30°に旋回せしめる指令をクランパ旋回用シリンダ55に与える比較判断装置75が電気的に接続されている。
【0048】
なお、逆に回避クランプ25のクランプ間距離が設定クランプ間距離Bが410mmより大きくなったときは、リニア検出センサ63から検出信号が発生しなくなるので各回避クランプ25の設定回避角度の30°から通常の回避角度θの60°に切り換えられるべくシリンダオートスイッチ61に指令が与えられる。
【0049】
上記構成により、図5を参照するに、パンチ・レーザ複合加工機1の運転が開始されると、3個の回避クランプ25A,25B,25Cの回避機能がONする(ステップS1及びS2)。
【0050】
ワークWcのX方向の長さが900mm以上(X≧900)ある場合は、隣り合う回避クランプ25の間のクランプ間距離が設定距離の410mmより大きいので、リニア検出センサ63はOFFであるのでシリンダスイッチはONするように切り換えられないために、回避角度θは60°である(ステップS3〜S5)。
【0051】
したがって、回避クランプ25のY方向の回避距離が例えば67mmとなるので、金型径3−1/2インチの金型に対してはデッドゾーンがゼロ(Y=0)となるまで打抜き可能である(ステップS6)。
【0052】
上記の3個の回避クランプ25にてクランプされたX方向の長さが900mm以上のワークWcにパンチング加工並びにレーザ加工が行われる際には、1個の回避クランプ25が各加工部との干渉エリアに侵入すると、この侵入する回避クランプ25はすぐにワークWcをアンクランプして60°旋回するので各加工部の干渉エリアから回避される。このとき、3個の回避クランプ25A,25B,25Cのうち少なくとも2個の回避クランプ25にクランプされた状態であるので確実に回避動作が行われ、パンチ・レーザ加工が完了する(ステップS7)。
【0053】
ワークWaのX方向の長さが900mmより小さい(X<900)場合は、隣り合う回避クランプ25の間のクランプ間距離Bが410mmより小さいので、リニア検出センサ63はONとなるのでシリンダスイッチがONして設定回避角度の30°に切り換えられる(ステップS8〜S10)。
【0054】
したがって、設定回避角度は30°であるので、クランプ可能な最小スケッチ材はX方向の長さが500mmとなる。また、回避クランプ25のY方向の回避距離がほぼ37mmとなるので、金型径3−1/2インチの金型に対してはY方向におけるデッドゾーンが例えば30mm(Y=30)となるまで打抜き可能である。(ステップS11)。
【0055】
X方向の長さが900mmより小さく且つ500mmより大きいスケッチ材などのワークWaが上記の3個の回避クランプ25A,25B,25Cにてクランプされ、パンチング加工並びにレーザ加工が行われる。この加工中に、1個の回避クランプ25が各加工部との干渉エリアに侵入すると、この侵入する回避クランプ25はすぐにワークWaをアンクランプして30°旋回するので各加工部の干渉エリアから回避される。このとき、3個の回避クランプ25A,25B,25Cのうち少なくとも2個の回避クランプ25にクランプされた状態であるので確実に回避動作が行われ、パンチ・レーザ加工が完了する(ステップS12)。
【0056】
以上のことから、ワークWのサイズに応じて回避クランプ25の回避角度が自動的に切り換えられるので、従来では回避クランプ25の回避機能を自動的に用いることができなかったスケッチ材のような小さいサイズのワークWaに対して、パンチ加工ではY方向のデッドゾーンが30mmほどの少しの距離だけあるとしても、自動的に回避クランプ25を回避せしめてパンチング加工やレーザ加工等の板材加工を行うことが可能になった。
【0057】
また、互いに隣り合う回避クランプ25のクランプ間距離は自動的に検出されるので、大きなワークWcやスケッチ材などの小さなワークWaといったサイズに応じて回避クランプ25の回避角度θを自動的に設定回避角度又は通常の回避角度に確実に切り換えることができる。オペレータのうっかりミスがなくなり、またワークWの歩留まりが向上し、生産性が向上する。また、クランプ間距離は自動的に検出されるので2個の回避クランプ25が同時に回避動作を行う事態の発生防止となる。
【0058】
なお、この発明は前述した発明の実施の形態に限定されることなく、適宜な変更を行うことによりその他の態様で実施し得るものである。本実施の形態では板材加工機としてパンチ・レーザ複合加工機を例にとって説明したがパンチプレス加工機やレーザ加工機およびその他の板材加工機であっても構わない。
【0059】
【発明の効果】
以上のごとき発明の実施の形態の説明から理解されるように、請求項1の発明によれば、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的に切り換えることができるので、スケッチ材のような小さいサイズのワークに対してはデッドゾーンが多少あるとしても、従来のように手動による切り換えを行うことなく自動的に回避クランプを回避せしめてパンチング加工やレーザ加工等の板材加工を行うことができる。
【0060】
また、互いに隣り合う回避クランプのクランプ間距離を自動的に検出できるので、この検出信号によりワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的にまた確実に切り換えることができる。
【0061】
また、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を切り換えるので、2個の回避クランプが同時に回避動作を行うという事態を回避できる。
【0062】
したがって、オペレータのうっかりミスをなくすことができ、またワークの歩留まりを向上でき、生産性を向上できる。
【0063】
請求項2の発明によれば、請求項1記載の効果と同様であり、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的に切り換えることができるので、スケッチ材のような小さいサイズのワークに対してはデッドゾーンが多少あるとしても、従来のように手動による切り換えを行うことなく自動的に回避クランプを回避せしめてパンチング加工やレーザ加工等の板材加工を行うことができる。
【0064】
また、互いに隣り合う回避クランプのクランプ間距離を自動的に検出できるので、この検出信号によりワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を自動的にまた確実に切り換えることができる。
【0065】
また、ワークのサイズに応じて設定した回避クランプ間の距離に対応して回避クランプの回避角度を切り換えるので、2個の回避クランプが同時に回避動作を行うという事態を回避できる。
【0066】
したがって、オペレータのうっかりミスをなくすことができ、またワークの歩留まりを向上でき、生産性を向上できる。
【図面の簡単な説明】
【図1】本発明の実施の形態を示すもので、回避クランプの平面図である。
【図2】本発明の実施の形態を示すもので、3個の回避クランプの関係を示す平面図である。
【図3】本発明の実施の形態を示すもので、スケッチ材をクランプするときの3個の回避クランプの関係を示す平面図である。
【図4】本発明の実施の形態を示すもので、制御装置のブロック図である。
【図5】本発明の実施の形態を示すもので、ワークの大きさによる回避クランプの回避角度の切換状態を示すフローチャート図である。
【図6】本発明の実施の形態で用いられるパンチ・レーザ複合加工機の側面図である。
【図7】本発明の実施の形態で用いられるパンチ・レーザ複合加工機の平面図である。
【図8】従来例の回避クランプの平面図である。
【図9】従来例の隣り合う回避クランプの関係を示す平面図である。
【図10】従来例の3個の回避クランプの関係を示す平面図である。
【符号の説明】
1 パンチ・レーザ複合加工機
13 上部タレット
15 下部タレット
21 ワーク移動位置決め装置
23 クランパ
25 回避クランプ
27 キャレッジベース
43 キャレッジ
55 クランパ旋回用シリンダ(クランプ旋回装置)
59 ピストン
61 シリンダオートスイッチ(ピストン位置検出装置)
63 リニア検出センサ(クランプ間距離検出装置)
Claims (2)
- キャレッジベースを前後方向に移動すると共にワークをクランプ・アンクランプ可能でかつ水平面で旋回自在な回避クランプを少なくとも3つ以上を備えたキャレッジを前記キャレッジベースに対して左右方向に移動することにより、前記複数の回避クランプでクランプしたワークを板材加工機の加工部に位置決めして加工を行う際に、
ワークの大きさに応じて前記複数の回避クランプをキャレッジにおいて互いに接近又は離反し、前記複数の回避クランプの間が予め設定した設定クランプ間距離以下であることを回避クランプに備えたクランプ間距離検出装置によって検出したときに各回避クランプの回避角度を通常より小さい値に予め設定した設定回避角度に切換えることにより、前記加工部との干渉エリアに侵入した回避クランプを回避クランプ間の距離の大きさに応じて前記設定回避角度又は通常の回避角度に旋回することを特徴とする板材加工機におけるクランプ回避方法。 - 前後方向に移動位置決め自在に設けたキャレッジベースに、ワークをクランプ・アンクランプ可能でかつ水平面で旋回自在な回避クランプを少なくとも3つ以上を備えたキャレッジを左右方向に移動位置決め自在に設け、
前記複数の各回避クランプをそれぞれ任意の回避角度に旋回するクランプ旋回装置を設け、
前記複数の回避クランプを前記キャレッジにおいて互いに接近離反自在に設けると共に前記複数の回避クランプの間の距離を検出するクランプ間距離検出装置を回避クランプに設け、
このクランプ間距離検出装置により検出した前記複数の回避クランプの間が予め設定した設定クランプ間距離以下のときに各回避クランプの回避角度を通常より小さい値に予め設定した設定回避角度に切換えることにより、板材加工機の加工部との干渉エリアに侵入した回避クランプを回避クランプ間の距離の大きさに応じて前記設定回避角度又は通常の回避角度に旋回する指令を前記クランプ旋回装置に与える比較判断装置を備えた制御装置を設けてなることを特徴とする板材加工機におけるクランプ回避装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15055199A JP4242001B2 (ja) | 1999-05-28 | 1999-05-28 | 板材加工機におけるクランプ回避方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15055199A JP4242001B2 (ja) | 1999-05-28 | 1999-05-28 | 板材加工機におけるクランプ回避方法及びその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000343161A JP2000343161A (ja) | 2000-12-12 |
| JP4242001B2 true JP4242001B2 (ja) | 2009-03-18 |
Family
ID=15499359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15055199A Expired - Fee Related JP4242001B2 (ja) | 1999-05-28 | 1999-05-28 | 板材加工機におけるクランプ回避方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4242001B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4840894B2 (ja) * | 2000-12-20 | 2011-12-21 | 山本光学株式会社 | 偏光性成形体および同品の製造方法 |
| JP4636805B2 (ja) * | 2004-02-10 | 2011-02-23 | 株式会社アマダ | 板材加工機のワーククランプ装置 |
-
1999
- 1999-05-28 JP JP15055199A patent/JP4242001B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000343161A (ja) | 2000-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4335296A (en) | Machine tool with a laser beam cutting device | |
| JP3442590B2 (ja) | パンチング加工機およびその加工方法 | |
| JP3157859B2 (ja) | レーザ・パンチ複合機 | |
| JP4242001B2 (ja) | 板材加工機におけるクランプ回避方法及びその装置 | |
| JP4288091B2 (ja) | 板材加工装置及び板材加工方法 | |
| JP3160045B2 (ja) | 曲げ・レーザ複合加工装置 | |
| JP2719185B2 (ja) | 折曲げ溶接複合装置 | |
| JP4573390B2 (ja) | ワーク位置決め方法 | |
| JP3170100B2 (ja) | 複合加工機 | |
| JP3623318B2 (ja) | レーザ・パンチ複合加工機 | |
| JPH11320168A (ja) | 板材加工機におけるワーククランプ装置 | |
| JP2817931B2 (ja) | 箱状製品の製造装置 | |
| JP2001038550A (ja) | 板材の複合加工方法及びその装置 | |
| JP2000326158A (ja) | 形鋼加工機 | |
| JPH1024334A (ja) | レーザ・パンチ複合加工機 | |
| JP2000271683A (ja) | ワーク移動位置決め装置 | |
| JPH11116039A (ja) | 板材加工機における製品仕分け搬出方法およびその装置 | |
| JPH1034370A (ja) | レーザ・パンチ複合加工機におけるワークの位置決め方法及びその装置 | |
| JPH11221634A (ja) | 材料位置決め装置 | |
| JPH0713865Y2 (ja) | 板材加工機におけるテーブル装置 | |
| JP2001018020A (ja) | タレットパンチプレスにおけるリポジショニング動作の制御方法及びその装置 | |
| JPH11729A (ja) | 板材加工機におけるワーク移動位置決め装置とアンローダ装置との干渉防止方法およびその装置 | |
| JP2843082B2 (ja) | レーザ加工機 | |
| JPH06581U (ja) | 熱切断加工機 | |
| JPH09136180A (ja) | レーザ加工方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060508 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080916 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081224 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140109 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |