JP4134616B2 - プレス装置および磁石の製造方法 - Google Patents
プレス装置および磁石の製造方法 Download PDFInfo
- Publication number
- JP4134616B2 JP4134616B2 JP2002206487A JP2002206487A JP4134616B2 JP 4134616 B2 JP4134616 B2 JP 4134616B2 JP 2002206487 A JP2002206487 A JP 2002206487A JP 2002206487 A JP2002206487 A JP 2002206487A JP 4134616 B2 JP4134616 B2 JP 4134616B2
- Authority
- JP
- Japan
- Prior art keywords
- pressing
- magnetic powder
- magnet
- powder
- magnetic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/03—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies having permanent magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/008—Applying a magnetic field to the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0266—Moulding; Pressing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0273—Imparting anisotropy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Description
【発明の属する技術分野】
本発明は、粉末プレス装置および磁石の製造方法に関し、特に、希土類焼結磁石の製造方法およびそれに用いられる粉末プレス装置に関する。
【0002】
【従来の技術】
現在、希土類焼結磁石として、希土類・コバルト系磁石と希土類・鉄・ボロン系磁石の二種類が各分野で広く用いられている。なかでも希土類・鉄・ボロン系磁石(以下、「R−T−(M)−B系磁石」と称する。RはYを含む希土類元素、TはFeまたはFeとCoおよび/またはNiとの混合物、Mは添加元素(例えば、Al、Ti、Cu、V、Cr、Ni、Ga、Zr、Nb、Mo、In、Sn、Hf、Ta、Wの少なくとも1種)、Bはボロンまたはボロンと炭素との混合物である。)は、種々の磁石の中で最も高い最大磁気エネルギー積を示し、価格も比較的安いため、各種電子機器へ積極的に採用されている。
【0003】
希土類焼結磁石の用途が広がるにつれ、多種多様な形状を持つ磁石を製造することが求められる。例えば高性能モータを製造するには、湾曲した面を持つ強力な異方性磁石が複数個必要である。このような異方性磁石を製造するには、磁界中で配向させた磁性粉末をプレスして、所望形状を持つ粉末成形体を作製する必要がある。モータ等の高性能の回転機には、断面がC字形または弓形の形状を持つ薄板磁石が複数個使用されている。回転機の性能を向上させるためには、磁石の磁力を強くするだけでは不充分であり、磁石の形状および磁石表面近傍における磁界の分布を設計通りのものとする必要がある。
【0004】
【発明が解決しようとする課題】
従来、プレス装置における一対のパンチの加圧面(プレス面)の形状を湾曲させて、それによって粉末成形体の所望の湾曲面を付与してきた。従来のパンチは例えば超硬合金(例えばWC−Ni系)を用いて形成され、加圧面は鏡面加工されている。
【0005】
しかしながら、本発明者の実験によると、配向磁界中で磁性粉末を一軸プレスする際に、加圧面に鏡面加工された曲面が存在すると、磁性粉末の配向に乱れが生じ、その結果、充分な磁石特性が発揮されないことがわかった。この問題は、特に、プレス方向と配向磁界の向きが略同一方向である場合に顕著である。
【0006】
配向乱れが生じた成形体から永久磁石を作製し、その永久磁石によってモータを製造すると、モータのトルクに無視できないレベルのコギング(cogging)が発生してしまう。コギングトルクは、モータの磁気回路中の磁気抵抗がロータの回転位置に応じて変化することが原因で生じるトルク変動である。このトルク変動の大きさは通常小さいが、パワーステアリングなどのモータにトルクコギングが現れると、操作者によって敏感に感知されるという問題がある。このコギングトルクは、磁石の凸側(モータのコイル対向面側)において配向乱れが発生している場合により顕著となる。
【0007】
磁界によって配向させられた磁石粉末を一軸プレスする際に、磁性粉末の配向に乱れが生じるという上述の問題は、加圧面が湾曲している場合に限られず、一対の加圧面のうちのいずれか一方が、プレス方向に対して傾斜した領域を含む場合に発生し、種々の形状の磁石の製造において発生する。
【0008】
また、磁性粉末をキャビティに充填する方法として、摺り切り法が広く用いられている。例えば特開2000−248301号公報に記載されているように、フィーダボックス(またはフィーダカップ)をキャビティ上にスライドさせ、フィーダボックス内の粉末の自重を利用してキャビティ内に充填し、フィーダボックス13内に設けたアジテータ(または「シェーカー」とも呼ばれる)などの加圧手段で充填され磁性粉末の上部を下方に加圧していた(例えば、特開2000−248301号公報参照)。
【0009】
この摺り切り法を用いて充填された磁性粉末の表面は、ダイの表面(すなわちキャビティの底面)と平行にならず、アジテータの移動方向(またはフィーダボックスの移動方向)に沿って傾斜したり、うねりが形成されることがある。このような場合には、互いに平行な加圧面で磁性粉末をプレスする場合においても、上側加圧面(上パンチの表面)の少なくとも一部の領域は、磁性粉末の表面に対して傾斜した状態で接することになる。このような状態で、磁界配向させられた磁性粉末をプレスすると、上述したのと同様に、磁性粉末の圧縮に伴う移動によって加圧面の近傍の磁性粉末粒子の配向が乱れるという問題が発生する。
【0010】
本発明はかかる諸点に鑑みてなされたものであり、その目的は、磁性粉末の配向の乱れが抑制された磁性粉末成形体の作製に適したプレス装置を提供することおよび、磁性粉末の配向の乱れが抑制された磁石の製造方法を提供することにある。
【0011】
【課題を解決するための手段】
本発明によるプレス装置は、キャビティを形成する貫通孔を有するダイと、前記キャビティ内に充填された磁性粉末をプレスするための第1加圧面および第2加圧面と、前記キャビティ内の前記磁性粉末に配向磁界を印加する磁界発生手段とを備えたプレス装置であって、前記第1および第2加圧面の少なくとも一方の加圧面は、ビッカース硬度が200超450以下の第1の材料で形成された第1領域を有することを特徴とし、そのことによって上記目的が達成される。
【0012】
前記少なくとも一方の加圧面は、前記第1の材料よりもビッカース硬度が高い第2の材料で形成された第2領域をさらに有してもよい。
【0013】
ある実施形態において、前記少なくとも一方の加圧面は、プレス方向に対して傾斜した領域を含む。
【0014】
前記第1および第2の材料の透磁率は、1.01以下であることが好ましく、1.001以下であることが更に好ましい。
【0015】
前記第1の材料は、BeCu合金であることが好ましい。
【0016】
前記BeCu合金は、96.9質量%以上98.2質量%以下のCuと、1.6質量%以上2.0質量%以下のBeを含むことが好ましい。
【0017】
ある実施形態において、前記少なくとも一方の加圧面は、湾曲した面である。
【0018】
本発明による磁石の製造方法は、磁性粉末を用意するする工程と、前記磁性粉末をキャビティ内に充填する工程と、前記キャビティ内の前記磁性粉末に配向磁界を印加することによって、前記磁性粉末を配向させる工程と、前記配向させられた磁性粉末を互いに対向する一対の加圧面の間で一軸プレスすることによって成形体を形成する工程であって、前記一対の加圧面の少なくとも一方は、前記充填された磁性粉末の表面および/またはプレス方向に対して傾斜した領域を含み、前記少なくとも一方の加圧面は、ビッカース硬度が200超450以下の第1の材料で形成された第1領域を有する、一軸プレス工程とを包含することを特徴とし、そのことによって上記目的が達成される。
【0019】
前記少なくとも一方の加圧面は、前記第1の材料よりもビッカース硬度が高い第2の材料で形成された第2領域をさらに有してもよい。
【0020】
前記第1および第2の材料の透磁率は、1.01以下であることが好ましく、1.001以下であることが更に好ましい。
【0021】
前記第1の材料は、BeCu合金であることが好ましい。
【0022】
前記BeCu合金は、96.9質量%以上98.2質量%以下のCuと、1.6質量%以上2.0質量%以下のBeを含むことが好ましい。
【0023】
ある実施例において、前記少なくとも一方の加圧面は、湾曲した面である。
【0024】
前記一軸プレス工程は、断面がC字形または弓形の成形体を形成する工程であってもよい。
【0025】
好ましい実施形態において、前記磁性粉末は、摺り切り法によって前記キャビティに充填される。前記磁性粉末の平均粒径(FSSS粒径)は2μm以上10μm以下であることが好ましい。
【0026】
ある実施形態において、前記配向磁界の方向は、前記プレス方向に平行である。前記配向磁界の強度は、0.5MA/m以上2.0MA/m以下であることが好ましい。前記配向磁界は、静磁界であっても良いし、パルス磁界であってもよい。
【0027】
ある好ましい実施形態において、前記磁性粉末は、希土類合金粉末を含む。
【0028】
本発明によるモータは、上記のいずれかの製造方法によって製造された磁石を備える。
【0029】
【発明の実施の形態】
本発明によるプレス装置は、キャビティ内で磁界配向させられた磁性粉末粒子を加圧する一対の加圧面の内の少なくとも一方の加圧面がビッカース硬度が200超450以下の材料(第1の材料)で形成された領域(第1領域)を有している。加圧面の第1領域は上記の範囲の硬度を有するので、磁性粉末粒子を加圧する際の力によって塑性変形し、加圧面の第1領域に磁性粉末粒子の形状に対応した微小な凹凸が形成される。加圧面の第1領域に形成された微小な凹凸は、磁性粉末粒子を捕らえて、その移動を妨げるように作用する。従って、配向乱れが生じやすい領域の加圧面を第1領域とすれば、加圧面の第1領域の近傍の磁性粉末粒子の配向乱れが抑制され、成形体内の粉末粒子を配向磁界の方向に平行に揃えることができる。少なくとも一方の加圧面が第1領域を有していればよく、第1領域以外の領域(第2領域)は第1の材料よりもビッカース硬度が高い材料(第2の材料)で形成してもよい。
【0030】
加圧面の近傍の磁性粉末粒子の配向乱れは、磁気的相互作用によって成形体内部の磁性粉末粒子にまで影響し、成形体内部の粉末粒子の配向方向が配向磁界の向きとは平行でなくなり、最終的な焼結磁石の磁気特性の低下を招くが、本発明によると、磁性粉末粒子の配向乱れを防止することができる。
【0031】
特に、配向磁界の方向とプレス方向とが一致する、いわゆる平行プレスにおいては、加圧面からの力によって、磁性粉末粒子は、プレス方向と直交する方向に移動させられやすく、その結果生じる配向乱れが焼結磁石の磁気特性に与える影響も大きいので、本発明のプレス装置を用いる効果が大きい。
【0032】
キャビティ内に充填された磁性粉末粒子が加圧面から受ける力によって移動しやすいのは、加圧面がプレス方向に対して傾斜した領域を有する場合、例えば、加圧面がプレス方向に対して傾斜した面である場合や、湾曲した面である場合である。なお、「加圧面がプレス方向に対して傾斜している」とは加圧面がプレス方向に直交していないことを意味する。
【0033】
特に、モータ用焼結磁石など、断面がC字形や弓形の形状を有するの成形体を製造する場合、一対の加圧面の両方が湾曲面であり、且つ、加圧面の形状(プレス方向における断面形状)は互いに異なるので、両方の加圧面において配向乱れが発生しやすい。このような場合には、両方の加圧面を上記範囲のビッカース硬度を有する材料で形成することが好ましい。
【0034】
一対の加圧面が互いに平行な平坦な面であっても、キャビティ内に充填された磁性粉末の表面が平坦でない場合には、加圧面が磁性粉末の表面に対して傾斜した状態で接することになるが、上記の範囲のビッカース硬度を有する材料で形成された加圧面を用いることによって、磁性粉末粒子の配向乱れを抑制することができる。従って、量産性に優れた摺り切り法を用いて磁性粉末材料をキャビティに充填した場合などに本発明の効果が得られる。
【0035】
なお、加圧面を形成している材料のビッカース硬度が450を超えると、十分に塑性変形することができず、配向乱れを抑制する効果が十分に得られなくなるおそれがある。また、ビッカース硬度が200以下であると成形体の外形が所定の形状からずれるので、成形体の外形を整えるための後加工に要する時間が増えたり、あるいは、加圧面の寿命が短くなるなどの問題が発生するおそれがある。成形体の形状精度、パンチ(加圧面)の寿命などを考慮すると、ビッカース硬度が250以上の材料を用いることがさらに好ましい。
【0036】
加圧面を透磁率が1.01以下の材料を用いて形成すると、この材料によって配向磁界が影響されないので、所定の方向の配向磁界をキャビティ内の磁石粉末に印加することができる。加圧面を形成する材料の透磁率は、1.001以下であることが更に好ましい。これに対し、例えば、SUS304(透磁率1.02〜1.06程度)を用いると、磁束密度がキャビティの中央部で高くなり、この部分に磁石粉末が集まり、配向乱れが発生しやすくなる。BeCu合金、特に、96.9質量%以上98.2質量%以下のCuと、1.6質量%以上2.0質量%以下のBeを含むBeCu合金を好適に用いることができる。
【0037】
BeCu合金は、超硬合金に比べ安いという利点もある。また、加圧面はプレス過程で塑性変形するので、その面を鏡面加工する必要が無く、放電加工等による形状加工肌の材料をそのまま用いることができるので、さらにコストを低減することができる。また、BeCuは機械加工性に優れるので、少量多品種の磁石を製造するためのパンチの材料に適している。なお、BeCuを用いても1000ショット程度のプレス成形を繰り返し実行することができる。
【0038】
以下、図面を参照しながら、本発明の実施形態を説明する。以下の実施形態では、一対の加圧面の両方が湾曲面である場合を例示するが、本発明はこの例に限られない。
【0039】
[プレス装置]
図1(a)および(b)は、本実施形態の粉体プレス装置10の主要部を示している。図示されているプレス装置10は、キャビティを形成するための貫通孔(ダイホール)12aを有するダイ12と、貫通孔内において磁性粉末18を圧縮するための上パンチ14および下パンチ16とを備えている。上パンチ14の先端部の圧縮軸を含む断面形状は凸形状であり、下パンチ16の先端部の断面形状は凹形状である。ダイ12、上パンチ14、および下パンチ16から構成される金型セットは、不図示の駆動装置に接続され、プレス工程に必要な上下運動を行う。本実施形態におけるプレス装置10の基本的な動作は、公知のプレス装置の動作と同様にして実行される。
【0040】
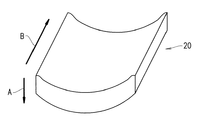
本実施形態で使用する金型セットの形状は、図2に示すように弓形形状を持つ薄板希土類磁石20を製造するように設計されている。この希土類磁石20は、図2の矢印Aで示される方向(プレス方向)に平行に着磁される。図2に示される希土類磁石20は、例えば、モータやその他の回転機の部品として使用され得る。モータに用いられる場合、磁石20の形状は、コギングトルク低減のため、スキューが発生するように設計されることが好ましい。
【0041】
再び図1(a)を参照する。
【0042】
キャビティは、下パンチ16の上部がダイ12の貫通孔12aに部分的に挿入された状態で下パンチ16の上部に形成され、このキャビティ内に磁性粉末18が充填される。キャビティは、下パンチ16の加圧面16aと貫通孔12aの内面とによって規定される成形空間である。
【0043】
キャビティ内への粉末充填は、内部に磁性粉末が充填されたフィーダボックス(不図示)をキャビティ上に移動させ、フィーダボックスの底(開口部)からキャビティ内に粉末を落下させることによって行う。重力落下だけでは粉末を均一に充填できないために、フィーダボックス内に設けたシェーカー(不図示)を水平方向に駆動して磁性粉末18をキャビティ内に押しこむことが好ましい(上記特開2000−248301号公報参照)。
【0044】
フィーダボックスがキャビティ上から退去する際、フィーダボックスの底部エッジによって磁性粉末18の上部をすり切り、それによって、成形すべき所定量の粉末18をキャビティ内へ精度良く充填することができる。このときに、充填された磁性粉末18の表面がダイ12の表面に対して部分的に傾斜することがある。
【0045】
プレス装置10に特徴的な点は、上パンチ14の加圧面14aと下パンチ16の加圧面16aは、BeCu合金(例えば、住友特殊金属製のBC−2)で形成されている。BeCu合金は200超450以下のビッカース硬度を有し、その透磁率は1.001以下の非磁性材料である。96.9質量%以上98.2質量%以下のCuと1.6質量%以上2.0質量%以下のBeを含むBeCu合金は、上記のビッカース硬度および透磁率の範囲を満足する。
【0046】
本実施形態のプレス装置10は、加圧面14aおよび16aの全領域がBeCu合金で形成されているので、後に詳述するように、磁性粉末18の配向乱れを効果的に抑制することができる。ここでは、加圧面14aおよび16aの全領域がBeCu合金で形成されている例を示すが、加圧面14aまたは16aの少なくとも一方の加圧面がBeCu合金で形成された領域(第1領域)を有せば、磁性粉末18の配向乱れを抑制する効果が得られる。
【0047】
なお、加圧面14aおよび16aの全領域がBeCu合金で形成する場合であっても、加圧面14aおよび16aがBeCu合金で形成されていればよく、上パンチ14および下パンチ16の全体をBeCu合金で形成する必要は無い。但し、十分な塑性変形量を得るためには、加圧面を含む厚さが2mm程度以上の部分をBeCu合金で形成することが好ましい。通常、所定の形状の加圧面をBeCu合金ブロックから形成すれば、上記条件は容易に満足される。BeCu合金は弾性を有しているので、上パンチ14および/または下パンチ16の側面と貫通孔12aの側面との間に5μmから60μm程度のクリアランスを設けることが好ましい。
【0048】
キャビティ内に磁性粉末18が充填された後、上パンチ14が降下し始める。上パンチ14の加圧面14aは、図1(b)に示されるように、下方の粉末18の上面を押圧する。磁性粉末18が上パンチ14、下パンチ16、およびダイ12によって完全に密閉された状態になった後、キャビティ内の粉末18に対して、不図示の磁界発生用コイルが配向磁界を印加する。磁束は上パンチ14および下パンチ16の内部に導かれ、キャビティ内部における配向磁界の向きは、プレス方向(上パンチの動作方向)に平行となる。この配向磁界によって、加圧されつつある粉末の粒子は磁界の向きに配向する。配向磁界の強度は、0.5MA/m以上2.0MA/m以下であることが好ましい。配向磁界は、静磁界であっても良いし、パルス磁界であってもよい。
【0049】
粉末に対して配向磁界が印加された状態で、上パンチ14および下パンチ16によってキャビティ内の磁性粉末が圧縮成形され、それによって粉末成形体24が形成される。プレス工程の過程では、加圧されている磁性粉末18の粒子は、その位置に応じて異なる応力(圧力)を受けることになる。成形体24が形成された後、上パンチ14が上昇し、下パンチ16が成形体24を押し上げることによって、成形体24がダイホール12aから抜き出される。
【0050】
図3(a)は、従来のプレス装置によるプレス工程の初期段階における磁性粉末の粒子18aの配向状態を模式的に示している。図3(b)は、そのプレス工程の後期段階における粉末粒子18aの配向状態を模式的に示している。
【0051】
配向磁界中に置かれた磁性粉末の個々の粒子18aは、配向磁界の向きに配向するとともに、他の粉末粒子18aと磁気的に強く結合している。その結果、図3(a)に示されるように、複数の粉末粒子18aが配向磁界の向きに沿って一列に配向する。配向磁界を印加しながら、上パンチ14’と下パンチ16’との距離を減少させると、パンチ面14a’および16a’が曲面を有しているため、加圧されつつある粉末の各部に不均一な圧力(応力)が加わる。加圧面14a’および16a’が、はるかに硬い超硬合金で形成され、鏡面加工された平滑面であると、図3(b)に示されるように、平滑な加圧面14a’および16a’上を粉末粒子が横方向(プレス方向に直角な成分を含む方向)に滑り、その結果、配向の向きがずれてしまうことになる。
【0052】
これに対し、本実施形態では、図4(a)および(b)に示されるように、加圧面近傍での粉末粒子の滑りを抑制し、それによって配向の乱れを防止することができる。これは、上下パンチ14および16のBeCu合金で形成された加圧面14aおよび16aが、粉末粒子18aから受ける力によって塑性変形する。その結果、図5に模式的に示すように、BeCu合金で作製されている下パンチ16の加圧面16aには、微小な凹凸が形成される。この凹凸を表面粗度Raで表すと、0.05μm〜12.5μmの範囲内にある。図5には加圧面16aを示しているが、加圧面14aにも同様の凹凸が形成される。加圧面14aおよび16aに形成された微小な凹凸が粉末粒子18aの滑りを抑制することで、配向の乱れを防止することができる。
【0053】
前述したように、磁界中の磁性粉末粒子18aは相互に磁気結合しているため、キャビティ内部における粉末粒子の運動も、加圧面14aおよび16a近傍における粉末粒子の運動に強く影響される。このため、加圧面14aおよび16aがそれに接触する粉末粒子18aの形状に応じて塑性変形するだけで、キャビティ内の粉末粒子18aの全てについて、その配向度の低下を抑制することができる。
【0054】
なお、得られた成形体24の表面には、加圧面14aおよび16aの凹凸が転写されることになるが、必要に応じて、その後に磁石表面を研磨することによって、転写構造を容易に除去し平滑化することができる。
【0055】
上記の実施形態では、加圧面14aおよび16aの全領域をBeCu合金で形成したが、図6(a)から(d)に示すように、加圧面16aの一部の領域(第1領域)16bをBeCu合金で形成し、他の領域(第2領域)16cを非磁性超硬合金(例えばWC−Ni、ビッカース硬度:1200、透磁率:1.0003)または高マンガン鋼(ビッカース硬度:460、透磁率:1.004)で形成しても良い。もちろん、加圧面14aについても加圧面16a同様に第1領域と第2領域とを設けても良い。
【0056】
第2の領域16cを形成する材料のビッカース硬度は第1領域を形成する材料よりも高く、450超であってよもよく、好ましくは、700以上である。ビッカース硬度が700以上の材料を用いると、連続使用による磨耗などが少ないので、第1領域だけを形成し直すことによって、繰り返し利用することができる。なお、上述したように、加圧面16aは透磁率が1.01以下の材料で形成されていることが好ましいので、第2領域16cも透磁率が1.01以下の材料を用いることが好ましい。もちろん、透磁率は1.001以下であることが更に好ましい。
【0057】
加圧面16aにおける第1領域16bおよび第2領域16cの配置は、種々のパターンであってよく、例えば、図6(a)〜(d)に示すパターンを例示することができる。図6(a)に示したように、複数の小さな島状の第1領域16bを加圧面16aの前面に均一に配置してもよいし、図6(b)〜(d)に示すように、磁性粒子の配向乱れが生じやすい領域に、選択的に、あるいは、集中的に、第1領域16bを配置しても良い。複数の第1領域16bを設ける場合は、個々の第1領域16bの大きさや形状には特に制限は無く、加圧面16aの形成方法に応じて適宜設定すればよい。
【0058】
磁性粒子の配向乱れの発生しやすい領域は、加圧面16a(および/または加圧面14a)の形状、配向磁界の方向とプレス方向との関係、さらには摺り切り法を用いて充填する際のアジテータの移動方向などによって異なるので、これらに応じて、第1領域16bを設ける領域を設定すればよい。なお、例示した平行プレスにおいては、加圧面16aのうち傾斜角が大きい周辺領域において配向乱れが生じやすいので、図6(b)から(d)では、加圧面16aのそのような領域に第1領域16bを設けている。ここで、加圧面16aの傾斜角は、プレス方向に直交する面(一般的には水平面)を基準面として求められる。
【0059】
加圧面16aに第1領域16bを形成する方法は、例えば、第2領域16cを形成する材料(例えば非磁性超硬合金)で下パンチ16の本体部分を形成した後で、第1領域16bとなる部分に穴または溝を形成し、その穴または溝にBeCu合金を圧入あるいは溶接する方法を用いることが出来る。なお、粉末粒子の配向乱れを抑制するためには、第1領域16bを形成するBeCu合金の厚さは、数μm程度以上あればよく、十分な塑性変形量を得るためには2mm以上あることが好ましい。第1領域16bを形成する方法などに応じて、適宜設定すればよい。
【0060】
なお、モータに用いられるC字形や弓形の成形体を作製する場合には、上述したように、成形体の凸面側を形成する加圧面16aの少なくとも一部をBeCu合金で形成すれば、配向乱れを抑制することによるコギングトルクの低減効果を得ることができる。
【0061】
[合金粉末の製造方法]
本発明は、希土類焼結磁石の製造に好適に用いられ、特に、R−T−(M)−B系の高性能希土類焼結磁石の製造において効果的である。
【0062】
公知のストリップキャスト法を用いてR−T−(M)−B系希土類磁石合金の鋳片を作製する。具体的には、まず、Nd:30wt%、B:1.0wt%、Dy:1.2wt%、Al:0.2wt%、Co:0.9wt%、残部Feおよび不可避不純物からなる組成の合金を高周波溶解によって溶融し、合金溶湯を形成する。この合金溶湯を1350℃に保持した後、単ロール法によって、合金溶湯を急冷し、厚さ0.3mmのフレーク状合金鋳塊を得ることができる。このときの急冷条件は、例えば、ロール周速度約1m/秒、冷却速度500℃/秒、過冷度180℃とする。急冷速度は、102℃/秒〜104℃/秒に設定される。
【0063】
このようにして形成された急冷合金の厚さは0.03mm以上10mm以下の範囲にある。この合金は、短軸方向サイズが0.1μm以上100μm以下で長軸方向サイズが5μm以上500μm以下のR2T14B結晶粒と、R2T14B結晶粒の粒界に分散して存在するRリッチ相とを含有し、Rリッチ相の厚さは10μm以下である。ストリップキャスト法による原料合金の製造方法は、例えば、米国特許第5,383,978に開示されている。R−T−(M)−B系希土類磁石用合金粉末は、細長い(アスペクト比が大きい)形状を有しているので、圧縮時における流動性(成形性)が悪い。
【0064】
次に、粗粉砕された原料合金を複数の原料パックに充填し、ラックに搭載する。この後、前述の原料搬送装置を用いて、原料パックが搭載されたラックを水素炉の前まで搬送し、水素炉の内部へ挿入する。そして、水素炉内で水素粉砕処理を開始する。原料合金は水素炉内で加熱され、水素粉砕処理を受ける。粉砕後、原料合金の温度が常温程度に低下してから原料の取り出しを行うことが好ましい。しかし、高温状態(例えば40〜80℃)のまま原料を取り出しても、原料が大気と接触しないようにすれば、特に深刻な酸化は生じない。水素粉砕によって、希土類合金は0.1〜1.0mm程度の大きさに粉砕される。なお、合金は、水素粉砕処理の前において、平均粒径1〜10mmのフレーク状に粗粉砕されていることが好ましい。
【0065】
水素粉砕後、ロータリクーラ等の冷却装置によって、脆化した原料合金をより細かく粉砕するとともに冷却することが好ましい。比較的高い温度状態のまま原料を取り出す場合は、ロータリクーラ等による冷却処理の時間を相対的に長くすれば良い。
【0066】
ロータリクーラ等によって室温程度にまで冷却された原料粉末に対して、ジェットミルなどの粉砕装置を用いて更なる粉砕処理を行い、原料の微粉末を製造する。磁気特性等の観点から、微粉末の平均粒径(FSSS粒径)は2μm以上10μm以下であることが好ましい。本実施形態では、ジェットミルを用いて窒素ガス雰囲気中で微粉砕し、平均粒径が約3.5μmの合金粉末を得る。この窒素ガス雰囲気中の酸素量は10000ppm程度に低く抑えることが好ましい。このようなジェットミルは、特公平6−6728号公報に記載されている。微粉砕時における雰囲気ガス中に含まれる酸化性ガス(酸素や水蒸気)の濃度を制御し、それによって、微粉砕後における合金粉末の酸素含有量(重量)を6000ppm以下に調整することが好ましい。希土類合金粉末中の酸素量が6000ppmを超えて多くなりすぎると、磁石中に非磁性酸化物の占める割合が増加し、最終的な焼結磁石の磁気特性が劣化してしまうからである。
【0067】
次に、この合金粉末に対し、ロッキングミキサー内で潤滑剤を例えば0.3wt%添加・混合し、潤滑剤で合金粉末粒子の表面を被覆する。潤滑剤としては、脂肪酸エステルを石油系溶剤で希釈したものを用いることができる。本実施形態では、脂肪酸エステルとしてカプロン酸メチルを用い、石油系溶剤としてはイソパラフィンを用いる。カプロン酸メチルとイソパラフィンの重量比は、例えば1:9とする。このような液体潤滑剤は、粉末粒子の表面を被覆し、粒子の酸化防止効果を発揮するとともに、プレス時の配向性および粉末成形性(成形体の抜き出し易さ)を向上させる機能を発揮する。
【0068】
なお、潤滑剤の種類は上記のものに限定されるわけではない。脂肪酸エステルとしては、カプロン酸メチル以外に、例えば、カプリル酸メチル、ラウリル酸メチル、ラウリン酸メチルなどを用いても良い。溶剤としては、イソパラフィンに代表される石油系溶剤やナフテン系溶剤等を用いることができる。潤滑剤添加のタイミングは任意であり、微粉砕前、微粉砕中、微粉砕後の何れであっても良い。液体潤滑剤に代えて、あるいは液体潤滑剤とともに、ステアリン酸亜鉛などの固体(乾式)潤滑剤を用いても良い。
【0069】
なお、本方法で製造した粉末は粒度分布がシャープであるため流動性が悪く、配向方向と同方向に圧縮すると、一般に、プレス時に配向が乱れやすい傾向にある。また、脂肪酸エステルなどの潤滑剤の添加によって各粒子の配向が容易に達成されやすくなるが、粉末流動性が悪くなるため、プレスに伴って配向の乱れが生じやすくなる。さらに、高い磁気特性を得るために、例えば0.8T〜2.0Tの高い配向磁界を印加すると、その配向乱れが顕著となる。従って、本実施形態の場合、BeCu合金で形成された加圧面を有するプレス装置を用いる効果が顕著に発揮される。
【0070】
[希土類磁石の製造方法]
まず、図1に示すプレス装置を用い、上述の方法で作製した磁性粉末を配向磁界中で成形する。このプレス成形が終了した後、形成された粉末成形体は下パンチ16によって押し上げられ、プレス装置の外部へ取り出される。この時点における成形体の表面(加圧面14aおよび16aに接触していた面)には、プレス工程において加圧面14aおよび加圧面16aに形成された微小な凹凸を反映したパターンが転写されている。本実施形態によれば、図4(b)に示されるように、配向に乱れの少ない粉末成形体が得られる。
【0071】
なお、成形体をダイから取り出すときの離型性を高めるために、粉末充填の前に、加圧面に対して離型剤を塗布・散布しておいてもよい。離型剤としては、脂肪酸エステルを溶剤で希釈したものが好適に用いられる。脂肪酸エステルとしては、具体的には、カプロン酸メチル、カプリル酸メチル、ラウリル酸メチル、ラウリン酸メチルなどが挙げられる。溶剤としては、イソパラフィンに代表される石油系溶剤などを用いることができ、脂肪酸エステル:溶剤を1:20〜1:1の重量比で混合したものが用いられる。脂肪酸としてアラキジン酸が1.0wt%以下で含まれていてもよい。
【0072】
次に、成形体は、焼結用台板(厚さ:0.5〜3mm)に載せられる。台板は、例えばモリブデン材料から形成されている。成形体24は、台板とともに焼結ケースへ搭載される。成形体24を搭載した焼結ケースは焼結炉内に移送され、その炉内で公知の焼結処理を受ける。成形体は焼結プロセスを経て、焼結体に変化する。
【0073】
次に、必要に応じて焼結体の表面に対する研磨加工を行う。焼結直後における焼結体の表面には、加圧面14aおよび16aの微小な凹凸に対応した表面パターンが残存している。この表面パターンの一部または全部が研磨工程によって除去してもよい。研磨加工の後、または研磨加工に代えて、焼結体表面を樹脂膜等によって覆う工程を実行しても良い。このようにして、最終的な製品、すなわち希土類磁石が製造される。
【0074】
以上、モータ等の回転機に好適に用いられ得る形状の希土類磁石について、本発明の実施形態を説明してきたが、本発明は、これに限定されるものではない。
【0075】
図2に示される磁石は、上面および下面がともに湾曲しているが、何れか一方の面だけが湾曲している場合でも、本発明の効果が充分に得られる。その場合、湾曲していない平坦面を形成する側のパンチ加圧面は、従来と同じ材料(例えば超硬合金)を用いて構成されていても良い。
【0076】
また、図1(a)を参照しながら説明したように、摺り切り充填法によってキャビティに充填された磁性粉末18の表面は、ダイ12の表面に対して平坦にならず、ある方向に偏ったり、うねりを生じたりする。このような場合には、一対の加圧面が互いに平行な平坦な面であっても、加圧面が磁性粉末の表面に対して傾斜した状態で接することになるので、従来の超硬合金等を鏡面加工された加圧面を用いると配向乱れの問題が発生する。しかしながら、BeCuを用いて形成された加圧面を有するプレス装置を用いると、上述したのと同様のメカニズムで、磁性粉末粒子の配向乱れを抑制することができる。
【0077】
(実施例および比較例)
図1に示したように、BeCu合金(例えば、住友特殊金属製のBC−2)で形成された加圧面14aおよび16aを有するパンチを備えたプレス装置10を用いて希土類合金粉末に対するプレス成形を行った。本実施例では、図2の矢印B方向に沿って測定した長さが40mm、矢印A方向に沿って計測した厚さが中央部で7mm、端部で4mm、矢印AおよびBの両方に垂直な方向に沿って測定した幅が35mmのサイズを持つ成形体を作製した。成形体密度は4.30g/cm3とし、配向磁界(約1MA/m)はプレス方向(矢印A)に対して平行に印加した。その後、成形体に対して、アルゴン雰囲気のもと、1050℃で2時間の焼結処理を実行し、磁石を作製した。この磁石に対して着磁処理を行った後、磁石表面近傍における磁束密度分布を測定した。
【0078】
比較のため、従来の超硬合金を用いて形成された加圧面を有するパンチを備えたプレス装置によっても、同様のプレス工程を行い、比較例の磁石を作製した。
【0079】
本実施例について測定された磁束密度分布は、比較例の磁束密度分布に比べて優れたものであり、配向度の低下に起因する分布の異常は観察されなかった。
【0080】
次に、本実施例の磁石を用いて作製したモータについて、コギングトルクを測定した。測定結果を図7(a)に示す。比較のため、比較例の磁石から構成したモータについてもコギングトルクを測定した。測定結果を図7(b)に示す。
【0081】
図7(a)および図7(b)から明らかなように、本実施例のモータのコギングトルクは、比較例のモータのコギングトルクよりも充分に小さい。本発明によってモータのコギングトルクが低減する理由は、プレス工程中に成形体中に配向乱れが生じにくくなったことにある。
【0082】
【発明の効果】
本発明のプレス装置によれば、加圧面の少なくとも一部が適度なビッカース硬度を有する材料から形成されているので、配向磁界中で粉末プレスを実行する際、粉末粒子が加圧面上を滑ることが抑制され、それによって粉末配向の乱れを防止することができる。
【0083】
このようなプレス装置を用いて形成された粉末成形体では、均一な配向が達成され、この成形体を用いて作製した希土類磁石は優れた磁気特性を有する。
【0084】
本発明の方法によって製造した磁石を用いてモータを組み立てると、コギングトルクを低減することができる。
【図面の簡単な説明】
【図1】(a)および(b)は、実施形態の粉体プレス装置10の主要部を示す模式図である。
【図2】本発明の実施形態で製造する弓形形状希土類磁石の斜視図である。
【図3】(a)は、従来のプレス装置によるプレス工程の初期段階における粉末の状態を模式的に示す断面図であり、(b)は、そのプレス工程の後期段階における粉末の状態を模式的に示す断面図である。
【図4】(a)は、実施形態のプレス装置によるプレス工程の初期段階における粉末の状態を模式的に示す断面図であり、(b)は、そのプレス工程の後期段階における粉末の状態を模式的に示す断面図である。
【図5】実施形態のプレス装置のプレス工程後の下パンチ16を模式的に示す斜視図である。
【図6】(a)から(d)は、本発明の実施形態で用いられる下パンチ16を模式的に示す斜視図である。
【図7】(a)は、実施例の磁石を用いて作製したモータについてのコギングトルクを示すグラフであり、(b)は、比較例の磁石から構成したモータについてのコギングトルクを示すグラフである。
【符号の説明】
10 プレス装置
12 ダイ
14 上パンチ
14a 上パンチの加圧面
16a 下パンチの加圧面
16 下パンチ
18 キャビティ
20 弓形磁石
24 成形体
Claims (15)
- キャビティを形成する貫通孔を有するダイと、
前記キャビティ内に充填された磁性粉末をプレスするための第1加圧面および第2加圧面と、
前記キャビティ内の前記磁性粉末に配向磁界を印加する磁界発生手段と、
備えたプレス装置であって、
前記第1および第2加圧面の少なくとも一方の加圧面は、ビッカース硬度が200超450以下の第1の材料で形成された第1領域を有し、前記少なくとも一方の加圧面は、前記第1の材料よりもビッカース硬度が高い第2の材料で形成された第2領域をさらに有する、プレス装置。 - 前記少なくとも一方の加圧面は、プレス方向に対して傾斜した領域を含む、請求項1に記載のプレス装置。
- 前記第1および第2の材料の透磁率は、1.01以下である、請求項1または2に記載のプレス装置。
- 前記第1の材料は、BeCu合金である、請求項1から3のいずれかに記載のプレス装置。
- 前記BeCu合金は、96.9質量%以上98.2質量%以下のCuと、1.6質量%以上2.0質量%以下のBeを含む、請求項4に記載のプレス装置。
- 前記少なくとも一方の加圧面は、湾曲した面である、請求項1から5のいずれかに記載のプレス装置。
- 磁性粉末を用意するする工程と、
前記磁性粉末をキャビティ内に充填する工程と、
前記キャビティ内の前記磁性粉末に配向磁界を印加することによって、前記磁性粉末を配向させる工程と、
前記配向させられた磁性粉末を互いに対向する一対の加圧面の間で一軸プレスすることによって成形体を形成する工程であって、前記一対の加圧面の少なくとも一方は、前記充填された磁性粉末の表面またはプレス方向に対して傾斜した領域を含み、前記少なくとも一方の加圧面は、ビッカース硬度が200超450以下の第1の材料で形成された第1領域を有し、前記少なくとも一方の加圧面は、前記第1の材料よりもビッカース硬度が高い第2の材料で形成された第2領域をさらに有する、一軸プレス工程と、
を包含する、磁石の製造方法。 - 前記第1および第2の材料の透磁率は、1.01以下である、請求項7に記載の磁石の製造方法。
- 前記第1の材料は、BeCu合金である、請求項7または8に記載の磁石の製造方法。
- 前記BeCu合金は、96.9質量%以上98.2質量%以下のCuと、1.6質量%以上2.0質量%以下のBeを含む、請求項9に記載の磁石の製造方法。
- 前記少なくとも一方の加圧面は、湾曲した面である、請求項7から10のいずれかに記載の磁石の製造方法。
- 前記一軸プレス工程は、断面がC字形または弓形の成形体を形成する工程である、請求項11に記載の磁石の製造方法。
- 前記磁性粉末は、摺り切り法によって前記キャビティに充填される、請求項7から12のいずれかに記載の磁石の製造方法。
- 前記配向磁界の方向は、前記プレス方向に平行である、請求項7から13のいずれかに記載の磁石の製造方法。
- 前記磁性粉末は、希土類合金粉末を含む、請求項7から14のいずれかに記載の磁石の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002206487A JP4134616B2 (ja) | 2001-10-02 | 2002-07-16 | プレス装置および磁石の製造方法 |
| CN02802747.7A CN1210141C (zh) | 2001-10-02 | 2002-10-01 | 压制装置及磁体的制造方法 |
| DE10297293.1T DE10297293B4 (de) | 2001-10-02 | 2002-10-01 | Pressvorrichtung und Verfahren zur Herstellung eines Magneten sowie Motor mit einem nach dem Verfahren hergestellten Magneten |
| PCT/JP2002/010236 WO2003031168A1 (en) | 2001-10-02 | 2002-10-01 | Press and magnet manufacturing method |
| US10/490,421 US7314530B2 (en) | 2001-10-02 | 2002-10-01 | Press and magnet manufacturing method |
| US11/822,912 US7604468B2 (en) | 2001-10-02 | 2007-07-11 | Press machine and method for producing magnet |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001306406 | 2001-10-02 | ||
| JP2001-306406 | 2001-10-02 | ||
| JP2002206487A JP4134616B2 (ja) | 2001-10-02 | 2002-07-16 | プレス装置および磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003181696A JP2003181696A (ja) | 2003-07-02 |
| JP4134616B2 true JP4134616B2 (ja) | 2008-08-20 |
Family
ID=26623596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002206487A Expired - Lifetime JP4134616B2 (ja) | 2001-10-02 | 2002-07-16 | プレス装置および磁石の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US7314530B2 (ja) |
| JP (1) | JP4134616B2 (ja) |
| CN (1) | CN1210141C (ja) |
| DE (1) | DE10297293B4 (ja) |
| WO (1) | WO2003031168A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5095924B2 (ja) * | 2005-05-16 | 2012-12-12 | 芙蓉工業株式会社 | 錠剤の打錠杵又は臼 |
| JPWO2008062757A1 (ja) * | 2006-11-21 | 2010-03-04 | 株式会社アルバック | 配向体、成形体及び焼結体の製造方法並びに永久磁石の製造方法 |
| US8376726B2 (en) * | 2009-08-20 | 2013-02-19 | General Electric Company | Device and method for hot isostatic pressing container having adjustable volume and corner |
| CN102653120B (zh) * | 2011-03-02 | 2015-02-11 | 株式会社普利司通 | 隔震塞的制造方法、隔震塞以及隔震塞的制造装置 |
| RU2470393C1 (ru) * | 2011-07-08 | 2012-12-20 | Открытое акционерное общество "Производственное объединение Электрохимический завод" (ОАО "ПО ЭХЗ") | Способ прессования таблеток из шихты оксида цинка |
| CN103846435B (zh) * | 2012-12-07 | 2018-09-18 | 三环瓦克华(北京)磁性器件有限公司 | 一种复合模具 |
| DE102013205101A1 (de) * | 2013-03-22 | 2014-09-25 | Siemens Aktiengesellschaft | Presswerkzeug zum Herstellen eines Magneten, insbesondere eines Permanentmagneten |
| CN107718672A (zh) * | 2017-10-26 | 2018-02-23 | 河北工业职业技术学院 | 粉体均压制样设备 |
| JP6939639B2 (ja) * | 2018-02-23 | 2021-09-22 | Tdk株式会社 | 希土類磁石の製造方法 |
| DE102018126096B4 (de) * | 2018-10-19 | 2020-08-06 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zum Betrieb einer kontinuierlich arbeitenden Presse |
| CN111834117A (zh) * | 2019-04-23 | 2020-10-27 | 西门子歌美飒可再生能源公司 | 利用具有不对称形成的磁装置的设备制造烧结磁通聚焦永磁体 |
| CN111834116A (zh) * | 2019-04-23 | 2020-10-27 | 西门子歌美飒可再生能源公司 | 制造具有减小的变形的烧结永磁体 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3560200A (en) * | 1968-04-01 | 1971-02-02 | Bell Telephone Labor Inc | Permanent magnetic materials |
| SE363351B (ja) * | 1972-05-26 | 1974-01-14 | Stora Kopparbergs Bergslags Ab | |
| JPS52109191A (en) * | 1976-03-10 | 1977-09-13 | Toshiba Corp | Permanent magnet |
| US4578125A (en) * | 1981-07-03 | 1986-03-25 | Tokyo Shibaura Denki Kabushiki Kaisha | Permanent magnet |
| US4573895A (en) * | 1982-09-20 | 1986-03-04 | Ptx-Pentronix, Inc. | Adjustable die and punch assembly for compacting powder material |
| US4601875A (en) * | 1983-05-25 | 1986-07-22 | Sumitomo Special Metals Co., Ltd. | Process for producing magnetic materials |
| US4935174A (en) * | 1986-01-13 | 1990-06-19 | Canon Kabushiki Kaisha | Resin molded article bearing electric circuit patterns and process for producing the same |
| JPH066728B2 (ja) * | 1986-07-24 | 1994-01-26 | 住友特殊金属株式会社 | 永久磁石材料用原料粉末の製造方法 |
| JPH02155520A (ja) * | 1988-12-07 | 1990-06-14 | Nippon Steel Corp | 加工用ファインセラミックス製ダイス |
| JPH02240201A (ja) | 1989-03-10 | 1990-09-25 | Toto Ltd | 圧粉体の成形金型及び圧粉体の製造方法 |
| EP0488334B1 (en) * | 1990-11-30 | 1996-05-15 | Intermetallics Co., Ltd. | Method and apparatus for producing a permanent magnet by forming a green and sintered compact |
| EP0556751B1 (en) * | 1992-02-15 | 1998-06-10 | Santoku Metal Industry Co., Ltd. | Alloy ingot for permanent magnet, anisotropic powders for permanent magnet, method for producing same and permanent magnet |
| JPH06218587A (ja) | 1993-01-25 | 1994-08-09 | Hitachi Tool Eng Ltd | 粉末成形用被覆金型 |
| JP3357421B2 (ja) | 1993-05-19 | 2002-12-16 | ティーディーケイ株式会社 | 磁石用粉末の磁場成形方法および磁石の製造方法 |
| JPH08309457A (ja) * | 1995-05-15 | 1996-11-26 | Kinzoku Giken Kk | 加工用金型 |
| JPH093572A (ja) | 1995-06-14 | 1997-01-07 | Ngk Insulators Ltd | ベリリウム銅合金 |
| JP3101799B2 (ja) | 1995-07-21 | 2000-10-23 | 信越化学工業株式会社 | 異方性焼結永久磁石の製造方法 |
| JP3798059B2 (ja) | 1995-09-28 | 2006-07-19 | 日本碍子株式会社 | セラミック製プレス型及びその製造方法 |
| JPH09306767A (ja) * | 1996-05-13 | 1997-11-28 | Matsushita Electric Ind Co Ltd | 異方性永久磁石の製造方法 |
| US6656329B1 (en) * | 1996-08-28 | 2003-12-02 | Premark Rwp Holdings, Inc. | Coated pressing surfaces for abrasion resistant laminate and making laminates therefrom |
| JP4057092B2 (ja) * | 1997-03-24 | 2008-03-05 | Tdk株式会社 | 円弧状フェライト磁石の乾式磁場成型装置 |
| IL128371A0 (en) * | 1998-02-19 | 2000-01-31 | Premark Rwp Holdings Inc | Diboride coated pressing surfaces |
| US6482349B1 (en) | 1998-11-02 | 2002-11-19 | Sumitomo Special Metals Co., Ltd. | Powder pressing apparatus and powder pressing method |
| JP3337449B2 (ja) * | 1998-12-28 | 2002-10-21 | 住友特殊金属株式会社 | 希土類合金粉末供給装置および希土類合金粉末供給方法 |
| JP3485485B2 (ja) * | 1998-12-28 | 2004-01-13 | 住友特殊金属株式会社 | 粉体プレス装置、パンチ及び粉体プレス方法 |
| DE69931133T2 (de) * | 1998-12-28 | 2006-11-23 | Neomax Co., Ltd., Osaka | Verfahren und Vorrichtung zum Einführen von Seltenerd-Legierungspuder |
| JP2000297302A (ja) * | 1999-02-12 | 2000-10-24 | Kubota Corp | 通電焼結方法及び通電焼結装置及び通電焼結用の型 |
| JP2000254907A (ja) | 1999-03-05 | 2000-09-19 | Tdk Corp | 円弧状フェライト磁石の乾式成型用金型 |
| US6332932B1 (en) * | 1999-04-20 | 2001-12-25 | Sumitomo Special Metals Co., Ltd. | Punch, powder pressing apparatus and powder pressing method |
| JP3193916B2 (ja) | 1999-04-20 | 2001-07-30 | 住友特殊金属株式会社 | パンチ、粉末成形装置および粉末成形方法 |
| US6432158B1 (en) * | 1999-10-25 | 2002-08-13 | Sumitomo Special Metals Co., Ltd. | Method and apparatus for producing compact of rare earth alloy powder and rare earth magnet |
| CN1162235C (zh) * | 2000-03-28 | 2004-08-18 | 住友特殊金属株式会社 | 粉体压制装置及稀土合金磁性粉末成型体的制作方法 |
| JP4134721B2 (ja) * | 2000-11-06 | 2008-08-20 | 日立金属株式会社 | 粉末プレス成形方法および粉末プレス成形装置ならびに希土類磁石の製造方法 |
| EP1345868B1 (en) * | 2000-12-19 | 2014-06-25 | Honda Giken Kogyo Kabushiki Kaisha | Molding tool formed of gradient composite material and method of producing the same |
| JP2003136516A (ja) * | 2001-11-05 | 2003-05-14 | Ngk Insulators Ltd | ハニカム押出成形用口金 |
-
2002
- 2002-07-16 JP JP2002206487A patent/JP4134616B2/ja not_active Expired - Lifetime
- 2002-10-01 US US10/490,421 patent/US7314530B2/en active Active
- 2002-10-01 DE DE10297293.1T patent/DE10297293B4/de not_active Expired - Lifetime
- 2002-10-01 CN CN02802747.7A patent/CN1210141C/zh not_active Expired - Lifetime
- 2002-10-01 WO PCT/JP2002/010236 patent/WO2003031168A1/ja active Application Filing
-
2007
- 2007-07-11 US US11/822,912 patent/US7604468B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20040244872A1 (en) | 2004-12-09 |
| CN1210141C (zh) | 2005-07-13 |
| CN1471460A (zh) | 2004-01-28 |
| JP2003181696A (ja) | 2003-07-02 |
| DE10297293B4 (de) | 2014-07-03 |
| DE10297293T5 (de) | 2004-08-26 |
| WO2003031168A1 (en) | 2003-04-17 |
| US20070264374A1 (en) | 2007-11-15 |
| US7604468B2 (en) | 2009-10-20 |
| US7314530B2 (en) | 2008-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7604468B2 (en) | Press machine and method for producing magnet | |
| US7431070B2 (en) | Rare earth magnet alloy ingot, manufacturing method for the same, R-T-B type magnet alloy ingot, R-T-B type magnet, R-T-B type bonded magnet, R-T-B type exchange spring magnet alloy ingot, R-T-B type exchange spring magnet, and R-T-B type exchange spring bonded magnet | |
| US6599468B2 (en) | Powder compacting apparatus and method of making rare-earth alloy magnetic powder compact | |
| US20020192484A1 (en) | Punch, powder pressing apparatus and powder pressing method | |
| KR101513824B1 (ko) | 희토류 자석 제조 방법 | |
| JPH044387B2 (ja) | ||
| JP4479944B2 (ja) | 希土類磁石用合金薄片およびその製造方法 | |
| JP4631186B2 (ja) | 粉体プレス装置および希土類合金磁性粉末成形体の作製方法 | |
| JP3193916B2 (ja) | パンチ、粉末成形装置および粉末成形方法 | |
| JP2006156425A (ja) | 希土類焼結磁石の製造方法、磁場中成形装置、金型 | |
| JPWO2002060677A1 (ja) | 粉末成形方法 | |
| WO2003020993A1 (en) | Rare earth magnet alloy ingot, manufacturing method for the same, r-t-b type magnet alloy ingot, r-t-b type magnet, r-t-b type bonded magnet, r-t-b type exchange spring magnet alloy ingot, r-t-b type exchange spring magnet, and r-t-b type exchange spring bonded magnet | |
| JP2004002998A (ja) | 希土類合金粉末のプレス成形方法および希土類合金焼結体の製造方法 | |
| JP3101798B2 (ja) | 異方性焼結磁石の製造方法 | |
| JP4687267B2 (ja) | 粉末成形体の製造方法 | |
| JP2005268668A (ja) | 希土類焼結磁石の製造方法及び製造装置 | |
| JP2004106041A (ja) | プレス装置および磁石の製造方法 | |
| JP4715077B2 (ja) | 磁石用粉末のプレス成形装置および磁石用粉末成形体の製造方法 | |
| EP2981977A1 (en) | Method of production rare-earth magnet | |
| JP3526493B2 (ja) | 異方性焼結磁石の製造方法 | |
| KR100225497B1 (ko) | RE-TM-B 합금을 기초로 하는 영구자석 제조방법(METHOD FOR MANUFACTURING PERMANENT MAGNET BASED ON Re-TM-B ALLOY) | |
| JP3937126B2 (ja) | 焼結磁石用ダイス及び焼結磁石の製造方法 | |
| JP2005213544A (ja) | 磁場中成形方法及び希土類焼結磁石の製造方法 | |
| JP6036597B2 (ja) | 磁石用粉体の製造装置と製造方法 | |
| JP5043307B2 (ja) | 焼結磁石の製造方法及び磁場中成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050419 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080507 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4134616 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120613 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140613 Year of fee payment: 6 |
|
| EXPY | Cancellation because of completion of term |