JP3574462B2 - 領域指定方法 - Google Patents
領域指定方法 Download PDFInfo
- Publication number
- JP3574462B2 JP3574462B2 JP16506593A JP16506593A JP3574462B2 JP 3574462 B2 JP3574462 B2 JP 3574462B2 JP 16506593 A JP16506593 A JP 16506593A JP 16506593 A JP16506593 A JP 16506593A JP 3574462 B2 JP3574462 B2 JP 3574462B2
- Authority
- JP
- Japan
- Prior art keywords
- area
- movement
- movable
- circle
- straight line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine
- G05B19/40931—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part programme, for the NC machine concerning programming of geometry
- G05B19/40932—Shape input
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4061—Avoiding collision or forbidden zones
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35141—Specify side of zone, line, circle for allowed region
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36257—Indicate region and kind of machining on shape of part
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49137—Store working envelop, limit, allowed zone
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Geometry (AREA)
- Numerical Control (AREA)
Description
【産業上の利用分野】
本発明は、制御対象可動部の移動領域あるいは禁止領域等の領域を指定する方法に関する。
【0002】
【従来の技術】
一般に、旋盤やマシニングセンタ等の工作機械のテーブルや刃物台などの動きを制御して機械加工を行わせる数値制御装置等においては、制御対象可動部の移動位置を数値データとして指定したり、移動限界を数値データとして指定することにより、加工領域の設定や他の機械部材との干渉防止、あるいは可動部材の暴走防止等を行っている。
【0003】
従来、この制御対象可動部の移動位置や移動限界の指定においては、機械座標、機械原点、プログラム座標、加工原点等の座標データの他に、制御対象可動部の移動位置あるいは移動限界についての位置情報を数値データとして正確に定義し、この数値データを用いて加工プログラム等の作業指示を行うプログラムの作成を行っている。
【0004】
【発明が解決しようとする課題】
しかしながら、前記の従来の制御対象可動部の移動に関する領域を指定する方法においては、制御対象可動部の移動位置あるいは移動限界についての位置情報を数値データとして正確に定義する必要から、多くの演算作業量を要するという問題点がある。
【0005】
また、この制御対象可動部の移動に関する領域指定における作業量の増大により、そのデータを用いて形成される領域加工等の作業プログラムの作成のための作業量が膨大となり、領域加工等の作業の効率が低下するという2次的な問題点も発生することになる。
【0006】
そこで、本発明は前記した従来の領域の指定方法の問題点を解決し、制御対象可動部の移動位置あるいは移動限界についての位置情報を数値データとして厳密に定義する作業を行うことなく、制御対象可動部の移動領域あるは禁止領域の領域指定を容易に行うことを目的とする。
【0007】
【課題を解決するための手段】
本発明は、前記目的を達成するために、数値制御装置の可動領域設定方法において、可動領域の境界形状を構成するすべての直線あるいは円を入力するステップと、前記直線あるいは円で分割される2平面のいずれが可動領域かを指定するステップと、制御対象可動部の現在位置が指定された可動領域に属するか否かを判定するステップと、前記可動部の補間後の位置が指定された可動領域に属するか否かを判定するステップと、前記可動部の現在位置および補間後の位置のいずれも前記可動領域に属する場合は前記可動部の移動を実行するステップと、前記可動部の現在位置が可動領域に属し前記可動部の補間後の位置が可動領域に属さない場合、前記直線あるいは円迄の移動を実行するステップとを有することを特徴とするものである。
【0008】
さらに、前記可動部の現在位置が前記可動領域に属さず前記可動部の補間後の位置が前記可動領域に属する場合は、前記可動部の移動を実行するステップを有するようにした。
【0011】
【作用】
本発明によれば、前記構成とすることによって、可動領域の境界形状を構成するすべての直線あるいは円を入力し、入力された直線あるいは円で分割される2平面のいずれが可動領域かを指定することにより、可動領域を指定することができる。
【0012】
そして、制御対象可動部の現在位置が指定された可動領域に属するか否かを判定するとともに、前記可動部の補間後の位置が指定された可動領域に属するか否かを判定し、前記可動部の現在位置および補間後の位置のいずれも前記可動領域に属する場合は前記可動部の移動を実行する。また、前記可動部の現在位置が可動領域に属し前記可動部の補間後の位置が可動領域に属さない場合には、前記直線あるいは円迄の移動を実行するようにした。
【0013】
さらには、前記可動部の現在位置が前記可動領域に属さず前記可動部の補間後の位置が前記可動領域に属する場合には、前記可動部の移動を実行する。
【0014】
【実施例】
以下、本発明の実施例を図を参照しながら詳細に説明するが、本発明は実施例に限定されるものではない。
【0015】
〔本発明の実施例の構成〕
図1は本発明の実施例の円による領域を指定する設定画面を説明する図であり、図2は本発明の実施例の直線による領域を指定する設定画面を説明する図であり、図3は本発明の実施例の円弧による領域を指定する設定画面を説明する図である。
【0016】
本発明の実施例における領域指定においては、円による領域の指定、直線による領域の指定、あるいは円弧による領域の指定等の基本的な図形による領域指定を用いて行われる。
【0017】
円による領域の指定においては、例えば円の中心座標と円の半径を入力することにより円を定義し、その円の内側あるいは外側を指定することにより領域の指定を行う。また、直線による領域の指定においては、例えば2点の座標の入力あるいは1点の座標と線分の角度の入力によって直線を定義し、その直線の上下あるいは左右を指定することにより領域の指定を行う。また、円弧による領域の指定においては、例えば円弧の中心座標と円弧の半径を入力することにより円弧を定義し、その円弧の中心点と同じ側あるいは反対側を指定することにより領域の指定を行う。
【0018】
また、その他の領域は、前記した円による領域の指定、直線による領域の指定、あるいは円弧による領域の指定等の基本的な図形を組み合わせることによって領域指定を行うことができる。例えば、3角形の領域は3本の直線による領域を組み合わせることにより可能である。
【0019】
本発明の実施例においては、この領域の指定をCRT等の表示指定画面により行う。図1〜図3にはその表示指定画面の一実施例を示している。図の表示指定画面では、現在指定している形状を表示する部分と、制御対象可動部の現在位置を示す部分と、指定中の図形を表示する部分と、その指定中の図形を定義するデータの表示部分と、指定図形の何れの領域を制御対象可動部の移動領域あるは禁止領域とするかを設定する部分を有している。
【0020】
そして、この表示指定画面の制御対象可動部の現在位置を示す部分には、制御対象可動部を図示していない制御装置からの位置データにより現在位置の表示が行われ、その他の部分については、図示していない入力装置からの入力値に応じて表示が行われる。
【0021】
以下、本発明の実施例の円による領域の指定、直線による領域の指定、あるいは円弧による領域の指定の基本的な図形による領域指定を図1〜図3を用いて説明する。
【0022】
(円による領域の指定)
図1は、本発明の実施例の領域指定に用いるCRT等の表示指定画面において、円による領域を指定する指定画面を示している。図1においては、現在指定中の領域の形状が円であることが例えばタイトル表示によって示され、制御対象可動部の現在位置はX軸,Y軸,およびZ軸の座標データで示され、現在指定している形状が円の図形形状で示され、その円の中心の座標データがI,Jの値で、円の半径がRの値で示されている。また、円の内側を禁止領域とすることがリミット区域において、移動領域と禁止領域の選択によって示されている。
【0023】
なお、この現在指定している円の図形形状については、円の中心の座標データI,Jの値と、円の半径Rの値を入力して、その値に従って内部処理により図形を指定画面に表示することができる。なお、前記図形形状の指定において、工具の直径φを設定し、その工具の直径φを考慮して行うこともできる。
【0024】
(直線による領域の指定)
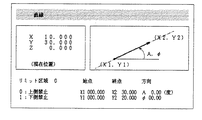
図2は、本発明の実施例の領域指定に用いるCRT等の表示指定画面において、直線による領域を指定する指定画面を示している。図2においては、現在指定中の領域の形状が直線であることが例えばタイトル表示によって示され、制御対象可動部の現在位置は前記円による領域指定と同様にX軸,Y軸,およびZ軸の座標データで示され、現在指定している形状が直線の図形形状で示され、その直線の始点及び終点の座標データがX1,Y1およびX2,Y2により、あるいはその直線の始点の座標データX1,Y1および方向を示す角度Aによって示されている。なお、この直線は、前記2点あるいは1点と角度により定められる線分を両方向に延長したものとして設定される。また、φは、工具の直径を設定するものである。
【0025】
また、直線の上側を禁止領域とすることがリミット区域において、移動領域と禁止領域の選択によって示されている。なお、この実施例では、指定画面を正面に見て直線の上側あるいは下側によりリミット区域を指定しているが、指定画面を正面に見て直線の右側あるいは左側によりリミット区域を指定することも可能である。この現在指定している直線円の図形形状については、直線の始点及び終点の座標データがX1,Y1およびX2,Y2により、あるいはその直線の始点の座標データX1,Y1および方向を示す角度Aと工具の直径φを入力して、その値に従って内部処理により図形を指定画面に表示することができる。
【0026】
(円弧による領域の指定)
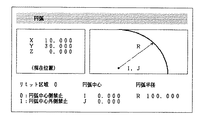
図3は、本発明の実施例の領域指定に用いるCRT等の表示指定画面において、円弧による領域を指定する指定画面を示している。図3においては、現在指定中の領域の形状が円弧であること例えばタイトル表示によってが示され、制御対象可動部の現在位置は前記円及び直線の場合と同様にX軸,Y軸,およびZ軸の座標データで示され、現在指定している形状が円弧の図形形状で示され、その円弧の中心の座標データがI,Jの値で、円弧の半径がRの値で示されている。また、円弧の中心が存在する側を禁止領域とすることがリミット区域において、移動領域と禁止領域の選択によって示されている。
【0027】
この現在指定している円弧の図形形状については、円弧の中心の座標データI,Jの値と、円弧の半径Rの値とを入力して、その値に従って内部処理により図形を指定画面に表示することができる。なお、前記図形形状の指定において、工具の直径φを設定し、その工具の直径φを考慮して行うこともできる。また、指定画面中に円弧の中心を表示できない場合には、仮の中心を表示することもできる。
【0028】
また、前記円による領域の指定、直線による領域の指定、あるいは円弧による領域の指定において、制御対象可動部の移動領域あるは禁止領域のリミット区域の区別を、指定画面において、色、模様、あるいは点滅表示等の表示手法により行うこともできる。
【0029】
(本発明の実施例の数値制御装置の構成)
次に、本発明の実施例を使用することができる数値制御装置の構成について、図4のブロック構成図を用いて説明する。なお、本発明の使用はこの数値制御装置に限定されるものではなく、他の領域指定を行う手段を有する装置に適用することができるものである。
【0030】
図4において、プロセッサ11は、ROM12に格納されたシステムプログラムに従って数値制御装置全体を制御する。このROM12のシステムプログラムによって実行されるソフトウエアは、図形記憶、補間等の機能を有している。このROM12には、EPROMあるいはEEPROMが使用される。RAM13にはSRAM等が使用され、入出力信号等の一時的なデータが格納される。不揮発性メモリ14には図示されないバッテリによってバックアップされたCMOSが使用される。また、不揮発性メモリ14には電源切断後も保存すべきパラメータ、加工プログラム等の各種データ等が格納される。
【0031】
グラフィック制御回路15はガイダンス情報や入力された指定形状等を表示可能な信号に変換し、表示装置16に与える。表示装置16にはCRTあるいは液晶表示装置が使用される。軸制御回路18(3軸分)は、プロセッサ11からの補間パルスCPを含む軸の移動指令を受けて、この軸の移動指令をサーボアンプ19(3軸分)に出力制御する。サーボアンプ19はこの移動指令を受け、工作機械20の図示されないサーボモータを駆動する。なお、工作機械20はこのサーボモータの他に、移動指令を行なうために操作する機械操作盤40を備えている。これらの構成要素はバス30によって互いに接続されている。
【0032】
PMC(プログラマブル・マシン・コントローラ)22は加工プログラムの実行時に、バス30を経由してT機能信号(工具選択指令)等を受け取る。そして、この信号をシーケンス・プログラムで処理して、動作指令として信号を出力し、工作機械20を制御する。また、工作機械20から状態信号を受け、シーケンス処理を行い、バス30を経由してプロセッサ11に必要な入力信号を転送する。
【0033】
なお、バス30には、さらにシステムプログラム等によって機能が変化するソフトウエアキー23が接続されている。そのソフトウエアキー23は、前記表示装置16、キーボード17とともに、CRT/MDIユニット25に設けられる。
【0034】
〔実施例の作用〕
次に、本発明の実施例の作用について説明する。
【0035】
(領域の指定)
はじめに、前記円、直線、あるいは円弧の指定基本図形を組み合わせることにより種々の領域の指定を行なう場合について説明する。
【0036】
(例1)図5および図6は、直線の領域を組み合わせることにより領域を指定する場合であり、図5はその指定画面を示し、図6はその領域指定の指定条件を示すものである。
【0037】
図5において、領域は3本の直線L1,L2,およびL3により領域を指定しており、この3本の直線により7つの領域P1〜P7に分割されている。ここで、例えば領域P1は、直線L1,L2,およびL3に対して全てその上側にある領域として設定され、この領域P1中の任意の点を座標(x,y)によって表すと、同じx座標に対する直線L1,L2,およびL3のY座標の値は、それぞれY1,Y2,Y3となる。そして、点(x,y)が領域P1中にある条件は、図6に示すように直線L1に対してはy>Y1、直線L2に対してはy>Y2、直線L3に対してはy>Y3の不等式が全て満足するときである。
【0038】
同様にして、他の領域P2〜P7においても、図6に示すような条件により領域の指定を行うことができる。
【0039】
なお、x座標に対する直線L1,L2,およびL3のY座標の値は、例えばそれぞれの直線L1,L2,およびL3を表す式にx座標を代入することにより求めることができるものであるが、この領域指定における不等式の条件式の演算は、プロセッサ11において行なうことができる。
【0040】
なお、前記領域指定において、直線L1〜L3により区切られて形成される全ての領域P1〜P7について図6に示すような領域指定の条件を設定する必要はなく、必要とする領域にのみ条件を入力してその領域のみの指定を行なうことができる。
【0041】
(例2)図7および図8は、直線の領域と円の領域を組み合わせることによって、領域を指定する場合であり、図7はその指定画面を示し、図8はその領域指定の指定条件を示すものである。
【0042】
図7において、領域は1本の直線Lおよび半径Rの1つの円Cにより領域を指定しており、この1本の直線と1つの円により4つの領域P11〜P14に分割されている。ここで、例えば領域P11は、直線Lに対して下側であり、かつ円Cの外側にある領域として設定される。また、領域P12は、直線Lに対して下側であり、かつ円Cの内側にある領域として設定され、この領域P12中の任意の点を座標(x,y)によって表すと、同じx座標に対する直線LのY座標の値はYとなる。また、この座標(x,y)の円Cの中心(I,J)との距離dはd=((x−I)2 +(y−J)2 )1/2 となる。そして、点(x,y)が領域P12中にある条件は、図8に示すように直線Lに対してはy<Y、円Cに対してはd<Rの条件が全て満足するときである。
【0043】
同様にして、他の領域P11,P13,P14においても、図8に示すように直線Lに対する不等式の条件と円Cに対する不等式の条件により領域の指定を行うことができる。
【0044】
なお、この領域の指定の条件式は、直線や円の定義式に応じて異なる形態の式によって表されることは明らかである。
【0045】
また、前記領域指定において、直線L及び円Cにより区切られて形成される全ての領域P11〜P14について、図8に示すような領域指定の条件を設定する必要はなく、必要とする領域にのみ条件を入力してその領域のみの指定を行なうことができる。
【0046】
(領域における移動制御)
次に、前記した本発明の領域指定の方法によって指定した移動領域あるいは禁止領域等の領域を用いて、制御対象可動部の移動の制御について図9〜図16を用いて説明する。
【0047】
図9は、本発明の実施例の指定領域での制御対象可動部の移動制御を説明するフローチャートであり、図10,11,12は移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を行なうフローチャートであり、図13〜図16は移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を説明する図である。
【0048】
はじめに、図9のフローチャートを用いて、指定領域での制御対象可動部の移動制御をステップSに従って説明する。
【0049】
ステップS1:はじめに、領域指定において制御対象可動部の移動が禁止されている禁止領域が指定されているかの判定を行なう。
【0050】
あらかじめ、表示装置16に表示された指定画面の表示状態を参照しながら、キーボード17等により領域の指定を行うと、この指定された領域のデータは不揮発性メモリ14に記憶される。プロセッサ11はこの不揮発性メモリ14を呼び出して、禁止領域の有無の判定を行なう。
【0051】
ステップS2:前記ステップS1の判定において、禁止領域が指定されている場合には、プロセッサ11は制御対象可動部の現在位置を検出し、その位置データを取得してRAM13等のメモリに記憶する。
【0052】
ステップS3:プロセッサ11は、制御対象可動部の目標位置のデータを不揮発性メモリ14を呼び出して求め、前記ステップS2で取得した現在位置とこの制御対象可動部の目標位置との間における数値制御装置の補間処理を行い、パルスモータを駆動するためのパルス計算を行ない、RAM13等のメモリに記憶する。
【0053】
ステップS4:次に、プロセッサ11はRAM13等のメモリに記憶されている現在位置の位置データを呼出し、不揮発性メモリ14等のメモリに記憶されている禁止領域のデータにより、その制御対象可動部の現在位置が禁止領域内か否かの判定を行なう。この判定は、禁止領域を指定している不等式等の条件式に制御対象可動部が現在存在する位置の位置データを適用することによって、行なうことができる。
【0054】
ステップS5:前記ステップS4の判定の結果、制御対象可動部の現在位置が禁止領域内でなく移動領域である場合には、プロセッサ11は、RAM13等のメモリに記憶されている制御対象可動部の目標位置のデータを読み出し、補間後の制御対象可動部の位置が禁止領域内か否かの判定を行なう。この判定においては、禁止領域を指定している不等式等の条件式に、補間後の制御対象可動部の位置データを適用することによって、行なうことができる。
【0055】
ステップS6:前記ステップS5の判定の結果、補間後の制御対象可動部の位置が禁止領域内となる場合には、現在位置と補間後の位置とを結ぶ線上において領域境界までのパルスを計算する。このパルス計算により、制御対象可動部を禁止領域に入る直前の領域の境界部分までの移動を行なわせるパルス信号を得ることができる。
【0056】
ステップS7:前記ステップS6の工程で求めた補間パルスを出力する。このパルス出力により、制御対象可動部を禁止領域に入る直前の領域の境界部分までの移動させることができる。
【0057】
ステップS10,7:また、前記ステップS1の判定において、制御対象可動部の移動が禁止された禁止領域が指定されていない場合には、制御対象可動部の移動領域における制限が存在しないため、補間処理を行って移動のためのパルス計算を行い、ステップS7においてその補間パルスを出力する。この補間パルスの出力により、制御対象可動部は目的とする移動位置への移動が行なわれる。
【0058】
ステップS8:前記ステップS4の判定において、制御対象可動部の現在位置が禁止領域内である場合には、そのとき指令されている移動指令の方向に向かって制御対象可動部を移動させた場合に、制御対象可動部が禁止領域から移動領域に入るか否かの判定を行なう。そのために、移動指令の方向が制御対象可動部を禁止領域から脱出させる方向か否かの判定を行なう。
【0059】
移動指令の方向が制御対象可動部を禁止領域から脱出させる方向である場合には、前記ステップS3の工程で計算したパルスを用い、ステップS7においてパルス出力を行い移動を実行する。
【0060】
なお、この移動指令の方向の判定については、後述する(移動指令の方向判定)の項において図10〜図16を用いて説明する。
【0061】
ステップS9:前記ステップS8の判定において、移動指令の方向が制御対象可動部を禁止領域から脱出させる方向でない場合には、前記ステップS3の工程で計算した補間パルスをクリアして処理を終了する。
【0062】
(移動指令の方向判定)
次に、前記ステップS8における移動指令の方向を調べ、その移動方向が制御対象可動部を禁止領域から移動領域へ移動させるものか否かの判定を行なう。
【0063】
以下、領域指定が円の場合に適用されるフローの一実施例と、領域指定が直線の場合の場合に適用されるフローの一実施例、および領域が円、直線、および円弧の場合に適用されるフローの一実施例について説明する。
【0064】
(1)はじめに、領域指定が円の場合で、領域の外側が禁止領域である場合に適用したフローの一実施例について、図10のフローチャートを用いて、ステップSの10番台の符号を用いて説明する。
【0065】
ステップS11:移動指令および補間パルスに基づき、制御対象可動部のある時点における移動位置を求める。
【0066】
ステップS12:前記ステップS11で求めた制御対象可動部の移動位置と円の中心との間のある時点での距離di と、次の時点での距離di+1 を求める。これにより微小時間での制御対象可動部の移動状態を検出することができる。
【0067】
ステップS13:前記ステップS12で求めたある時点の距離di と、次の時点での距離di+1 とを比較し、制御対象可動部が円の中心方向に進んでいるか否かの判定を行なう。
【0068】
ステップS14:ある時点の距離di が次の時点での距離di+1 よりも大きくなる場合には、制御対象可動部は円の中心方向から遠ざかる方向に進んでいるため、前記ステップS3において求めた補間パルスをクリアして移動を行なわない。この工程は図9の前記ステップS9に対応するものである。
【0069】
ステップS15:ある時点の距離di が次の時点での距離di+1 よりも小さくなる場合には、制御対象可動部は円の中心方向に近づく方向に進んでいる。そこで、補間パルスを出力して移動を行う。この工程は図9の前記ステップS7に対応するものである。
【0070】
ステップS16:さらにステップS11からステップS13の工程を繰り返して、制御対象可動部が円内に侵入する補間パルス数を求める。この制御対象可動部が円内に侵入したか否かの判定は、距離di+1 と円の半径Rとの大きさの比較により行なわれる。
【0071】
前記フローの例を図14および図15に示す領域指定が円の場合の移動指令の方向判定を説明する図を用いて説明する。
【0072】
例えば、図14は円の内側を移動領域とし外側を禁止領域としたときに、移動指令の方向が禁止領域から移動領域に脱出する方向である場合を示したものである。移動指令の移動方向を破線により示しており、この破線は円と交差している。ここで、移動の軌跡上の点と円の中心との距離dは、移動に応じて順に小さくなり、ある時点において円周上に到達する。この到達点は領域の境界に対応するものであり、さらに移動することにより禁止領域から移動領域に脱出することができる。
【0073】
また、図15は図14と同様に、円の内側を移動領域とし外側を禁止領域としたときに、移動指令の方向が禁止領域から移動領域に脱出する方向である場合を示したものであるが、図示するように破線で示す移動方向と円とは交差していない。ここで、移動の軌跡上の点と円の中心との距離dは、移動に応じて順に小さくなるが、ある時点を通過すると以後はその距離dが増加する。したがって、この移動指令による移動では、禁止領域から移動領域に脱出することはできない。そして、円の中心に最も接近する時点において停止することになる。
【0074】
(2)次に、領域指定が直線の場合で、領域の外側が禁止領域である場合に適用したフローの一実施例について、図11のフローチャートを用いて、ステップSの20番台の符号を用いて説明する。
【0075】
ステップS21:移動指令および補間パルスに基づき、制御対象可動部のある時点における移動位置を求める。
【0076】
ステップS22:前記ステップS11で求めた制御対象可動部の移動位置と直線とのある時点での距離di と、次の時点での距離di+1 を求める。これにより微小時間での制御対象可動部の移動状態を検出することができる。なお、この直線との距離は、点から直線への法線の長さを求めることにより得られる。
【0077】
ステップS23:前記ステップS22で求めたある時点の距離di と、次の時点での距離di+1 とを比較し、制御対象可動部が直線に接近する方向に進んでいるか否かの判定を行なう。
【0078】
ステップS24:ある時点の距離di が次の時点での距離di+1 よりも小さくなる場合には、制御対象可動部は直線から遠ざかる方向に進んでいるため、前記ステップS23において求めた補間パルスをクリアして移動を行なわない。この工程は図9の前記ステップS9に対応するものである。
【0079】
ステップS25:ある時点の距離di が次の時点での距離di+1 よりも大きくなる場合には、制御対象可動部は直線に近づく方向に進んでいる。そこで、補間パルスを出力する。この工程は図9の前記ステップS7に対応するものである。
【0080】
ステップS26:さらにステップS21からステップS23の工程を繰り返して、制御対象可動部が直線と交差する補間パルス数を求める。この制御対象可動部が移動領域内に侵入したか否かの判定は、距離di+1 が0となるか否かの比較により行われる。
【0081】
前記フローの例を、図16に示す領域指定が直線の場合の移動指令の方向判定を説明する図を用いて説明する。
【0082】
例えば、図16は直線の上側を移動領域とし下側を禁止領域としたときに、移動指令の方向が禁止領域から移動領域に脱出する方向である場合を示したものである。移動指令の移動方向を破線により示しており、この破線は直線と交差している。ここで、移動の軌跡上の点と直線との距離dは、移動に応じて順に小さくなり、ある時点において直線と交差する。この交点は領域の境界に対応するものであり、さらに移動することにより禁止領域から移動領域に脱出することができる。
【0083】
なお、図16において、破線の移動方向を逆方向にとると、移動の軌跡上の点と直線との距離dは、移動に応じて順に大きくなり、この移動指令による移動では、禁止領域から移動領域に脱出することはできない。
【0084】
(3)次に、領域指定が円、直線、あるいは円弧の場合に適用されるフローの一実施例について、図13の移動指令が禁止領域から移動領域に脱出することがでるかの説明図、および図12のフローチャートを用いて、ステップSの30番台の符号を用いて説明する。
【0085】
ステップS31:移動指令および補間パルスに基づき、移動方向の延長上に領域指定の境界があるか否かを判定する。この判定においては、円、直線、あるいは円弧と移動方向の直線との交点の有無を判定することにより行なわれる。
【0086】
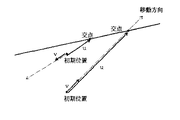
ステップS32:次に、移動方向の初期位置と前記ステップS31の工程で求めた交点とによりベクトルuを求める。例えば、図13において、初期位置から交点を結ぶベクトルuを太い実線により示している。
【0087】
ステップS33:さらに、移動指令の移動方向の単位ベクトルvを求め、この単位ベクトルvと前記ステップS32のベクトルuとの内積を求める。
【0088】
ステップS34:前記ステップS33で求めた内積の値の正負を判定する。これにより移動方向と、初期位置から交点への方向の関係を判定することができる。つまり、内積が正の場合には、移動方向は初期位置から交点への方向と同じであり、一方、内積が負の場合には、移動方向は初期位置から交点への方向と逆方向である。
【0089】
ステップS35:内積が負の場合には、移動方向は初期位置から交点への方向と逆方向であるため、補間パルスをクリアして移動を行なわない。この工程は図9の前記ステップS9に対応するものである。
【0090】
ステップS36:内積が正の場合には、移動方向は初期位置から交点への方向と同じであるため、補間パルスを出力する。この工程は図9の前記ステップS7に対応するものである。
【0091】
(実施例の工作機械への適用例)
次に、本発明の実施例を工作機械に適用した場合を説明する。
【0092】
はじめに、直線の領域を指定した場合の例について、図17を用いて説明する。図において、XY座標軸平面上には、指定領域として直線110によりその上側を禁止領域に指定している。この直線110は、例えば不揮発性メモリ14に記憶しておき、プロセッサ11によって呼び出し可能となっている。また、工具111はその中心が位置Q1にあり、工具113はその中心が位置Q3にある。
【0093】
このとき、工作機械20の機械操作盤40において並行移動を選択し、ジョグ送りあるいはハンドル送りを行なう。これにより、工具110は直線110と平行に方向111aあるいは方向111bに移動する。
【0094】
また、工作機械20の機械操作盤40において垂直移動を選択し、ジョグ送りあるいは手動パルス発生器41によりハンドル送りを行なうと、直線110に対して法線方向に方向113aあるいは方向113bに移動する。
【0095】
なお、この工具の移動は、所定の座標値の入力により補間パルスの出力を停止する機能を付加することも可能である。
【0096】
また、図18を用いて、円弧の領域を指定した場合の例について説明する。図において、XY座標軸平面上には、指定領域として円弧120によりその上側を禁止領域に指定している。この円弧120は、例えば不揮発性メモリ14に記憶しておき、プロセッサ11によって呼び出し可能となっている。また、工具121はその中心が位置Q5にあり、工具122はその中心が位置Q6にある。
【0097】
このとき、工作機械20の機械操作盤40において並行移動を選択し、ジョグ送りあるいは手動パルス発生器41によりハンドル送りを行なう。これにより、工具121は円弧120と一定の間隔を保持して方向121aあるいは方向121bに移動する。この場合の一定間隔は、工具の位置121と円弧120との間の法線成分である。
【0098】
また、工作機械20の機械操作盤40において垂直移動を選択し、ジョグ送りあるいはハンドル送りを行なうと、円弧120に対して法線方向に方向122aあるいは方向122bに移動する。
【0099】
(本発明の実施例の効果)
前記構成によって、実施例においては、直線、円、あるい円弧の基本的な指定形状によって、加工領域を容易に設定することができる。
【0100】
(変形例)
なお、本発明は上記実施例に限定されるものではなく、本発明の趣旨に基づき種々の変形が可能であり、それらを本発明の範囲から排除するものではない。
【0101】
前記実施例においては、円による領域指定、直線による領域指定、あるいは円弧による領域指定、およびそれらの領域の組み合わせにより、制御対象可動部の移動領域あるは禁止領域の領域指定を行っているが、複数の直線の組み合わせによる多角形の領域指定においては、あらかじめ多角形の領域を設定しておき、その多角形の領域を用いて領域指定を行うこともできる。
【0102】
また、使用頻度等の必要に応じて円、直線、円弧等の基本図形を組み合わせた図形を設定しておくことも可能である。
【0103】
【発明の効果】
以上説明したように、本発明によれば、制御対象可動部の移動位置あるいは移動限界についての位置情報を数値データとして厳密に定義することなく、制御対象可動部の移動領域あるは禁止領域の領域指定を容易に行うことができる。
【図面の簡単な説明】
【図1】本発明の実施例の円による領域を指定する設定画面を説明する図である。
【図2】本発明の実施例の直線による領域を指定する設定画面を説明する図である。
【図3】本発明の実施例の円弧による領域を指定する設定画面を説明する図である。
【図4】本発明の実施例を使用することができる数値制御装置のブロック構成図である。
【図5】直線の領域を組み合わせることにより領域を指定する指定画面である。
【図6】直線の領域を組み合わせることにより領域を指定する指定条件を示す表である。
【図7】円の領域を組み合わせることにより領域を指定する指定画面である。
【図8】円の領域を組み合わせることにより領域を指定する指定条件を示す表である。
【図9】本発明の実施例の指定領域での制御対象可動部の移動制御を説明するフローチャートである。
【図10】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を行なうフローチャートである。
【図11】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を行なうフローチャートである。
【図12】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を行なうフローチャートである。
【図13】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を説明する図である。
【図14】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を説明する図である。
【図15】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を説明する図である。
【図16】本発明の移動指令が禁止領域から移動領域への脱出可能な方向か否かの判定を説明する図である。
【図17】本発明の直線の領域指定を工作機械に適用した場合を説明する図である。
【図18】本発明の円の領域指定を工作機械に適用した場合を説明する図である。
【符号の説明】
11 プロセッサ
12 ROM
13 RAM
14 不揮発性メモリ
15 グラフィック制御回路
16 表示装置
17 キーボード
18 軸制御回路
19 サーボアンプ
20 工作機械
22 PMC
23 ソフトウエアキー
25 CRT/MDIユニット
30 バス
40 機械操作盤
Claims (2)
- 数値制御装置の可動領域設定方法において、
可動領域の境界形状を構成するすべての直線あるいは円を入力するステップと、
前記直線あるいは円で分割される2平面のいずれが可動領域かを指定するステップと、
制御対象可動部の現在位置が指定された可動領域に属するか否かを判定するステップと、
前記可動部の補間後の位置が指定された可動領域に属するか否かを判定するステップと、
前記可動部の現在位置および補間後の位置のいずれも前記可動領域に属する場合は前記可動部の移動を実行するステップと、
前記可動部の現在位置が可動領域に属し前記可動部の補間後の位置が可動領域に属さない場合、前記直線あるいは円迄の移動を実行するステップと、
を有することを特徴とする可動領域設定方法。 - 前記可動部の現在位置が前記可動領域に属さず前記可動部の補間後の位置が前記可動領域に属する場合は、前記可動部の移動を実行するステップを有する請求項1記載の可動領域設定方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16506593A JP3574462B2 (ja) | 1993-06-11 | 1993-06-11 | 領域指定方法 |
| US08/379,657 US5611032A (en) | 1993-06-11 | 1994-06-08 | Numerical control unit to specify movement zone of moving part |
| EP94917787A EP0664498B1 (en) | 1993-06-11 | 1994-06-08 | Region designating method |
| PCT/JP1994/000931 WO1994029777A1 (fr) | 1993-06-11 | 1994-06-08 | Procede de designation de region |
| DE69428031T DE69428031T2 (de) | 1993-06-11 | 1994-06-08 | Verfahren zur bezeichnung eines gebietes |
| KR1019940704784A KR0149710B1 (ko) | 1993-06-11 | 1994-06-08 | 영역지정방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16506593A JP3574462B2 (ja) | 1993-06-11 | 1993-06-11 | 領域指定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH06348327A JPH06348327A (ja) | 1994-12-22 |
| JP3574462B2 true JP3574462B2 (ja) | 2004-10-06 |
Family
ID=15805202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16506593A Expired - Fee Related JP3574462B2 (ja) | 1993-06-11 | 1993-06-11 | 領域指定方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5611032A (ja) |
| EP (1) | EP0664498B1 (ja) |
| JP (1) | JP3574462B2 (ja) |
| KR (1) | KR0149710B1 (ja) |
| DE (1) | DE69428031T2 (ja) |
| WO (1) | WO1994029777A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6768563B1 (en) | 1995-02-24 | 2004-07-27 | Canon Kabushiki Kaisha | Image input system |
| DE19600538A1 (de) * | 1996-01-09 | 1997-07-10 | Agie Ag Ind Elektronik | Verfahren und Vorrichtung zur Steuerung einer Funkenerosionsmaschine |
| JPH1094945A (ja) * | 1996-09-19 | 1998-04-14 | Fanuc Ltd | 数値制御装置における加工リミット領域指定方法および手動加工方法 |
| JP4891528B2 (ja) * | 2004-04-07 | 2012-03-07 | オークマ株式会社 | 加工時間算出装置 |
| EP2153935B1 (en) * | 2007-06-06 | 2012-08-22 | Mitsubishi Electric Corporation | Program creation device, numeric control device, and program creation method |
| JP2009028872A (ja) * | 2007-07-30 | 2009-02-12 | Star Micronics Co Ltd | 工作機械の移動制御装置 |
| US8844104B2 (en) * | 2009-04-22 | 2014-09-30 | Hurco Companies, Inc. | Multi-zone machine tool system |
| US9459616B2 (en) * | 2007-08-03 | 2016-10-04 | Hurco Companies, Inc. | Universal conversational programming for machine tool systems |
| JP5199425B2 (ja) * | 2011-08-17 | 2013-05-15 | ファナック株式会社 | 自動的に加工方向を切換え可能な手動加工機能を備えた数値制御装置 |
| JP6363567B2 (ja) * | 2015-08-10 | 2018-07-25 | ファナック株式会社 | ストロークリミット近傍のテスト運転で移動量を制限する数値制御装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6044293A (ja) | 1983-08-18 | 1985-03-09 | 株式会社日立製作所 | 産業用ロボットの制御装置 |
| JPS60189507A (ja) * | 1984-03-11 | 1985-09-27 | Mitsubishi Electric Corp | 産業機械の制御装置 |
| JPS60191365A (ja) * | 1984-03-13 | 1985-09-28 | Okuma Mach Works Ltd | 自動プログラミング機能における形状入力方式 |
| JPS60230205A (ja) * | 1984-04-27 | 1985-11-15 | Fanuc Ltd | 数値制御方式 |
| JPS6273385A (ja) * | 1985-09-27 | 1987-04-04 | Toshiba Corp | 境界検出対象領域指示回路 |
| JPS63236106A (ja) * | 1987-03-24 | 1988-10-03 | Fanuc Ltd | 工具通路制御方式 |
| JPH0729255B2 (ja) * | 1987-09-10 | 1995-04-05 | ファナック株式会社 | 旋削加工用のncデータ作成方式 |
| JPH01102605A (ja) * | 1987-10-15 | 1989-04-20 | Fanuc Ltd | 輪郭形状修正方法 |
| JPH0698552B2 (ja) * | 1988-12-26 | 1994-12-07 | オ−クマ株式会社 | 数値制御情報作成装置における加工方法の決定方式 |
| JPH0760336B2 (ja) * | 1988-12-28 | 1995-06-28 | オ−クマ株式会社 | 数値制御装置 |
| JPH02311296A (ja) * | 1989-05-23 | 1990-12-26 | Daikin Ind Ltd | 産業用ロボット制御方法およびその装置 |
| WO1991011797A1 (en) * | 1990-01-30 | 1991-08-08 | Omron Corporation | Image processor |
| JP2821245B2 (ja) * | 1990-06-27 | 1998-11-05 | 豊田工機株式会社 | 加工領域指定装置 |
| JPH04164562A (ja) * | 1990-10-24 | 1992-06-10 | Osaka Kiko Co Ltd | 研磨加工における領域設定方法及び装置 |
| JPH04269152A (ja) * | 1991-02-21 | 1992-09-25 | Toshiba Mach Co Ltd | 数値制御工作機械における内円切削制御装置 |
| JPH0511828A (ja) * | 1991-07-05 | 1993-01-22 | Fanuc Ltd | フイレツト曲面創成位置の指定方法 |
| JPH05265532A (ja) * | 1992-03-24 | 1993-10-15 | Okuma Mach Works Ltd | 数値制御装置におけるリミットデータ設定方法 |
| JP3263146B2 (ja) * | 1992-10-12 | 2002-03-04 | ファナック株式会社 | 数値制御装置 |
| US5411272A (en) * | 1992-11-20 | 1995-05-02 | Sega Of America, Inc. | Video game with spiral loop graphics |
-
1993
- 1993-06-11 JP JP16506593A patent/JP3574462B2/ja not_active Expired - Fee Related
-
1994
- 1994-06-08 WO PCT/JP1994/000931 patent/WO1994029777A1/ja active IP Right Grant
- 1994-06-08 DE DE69428031T patent/DE69428031T2/de not_active Expired - Fee Related
- 1994-06-08 KR KR1019940704784A patent/KR0149710B1/ko not_active IP Right Cessation
- 1994-06-08 EP EP94917787A patent/EP0664498B1/en not_active Expired - Lifetime
- 1994-06-08 US US08/379,657 patent/US5611032A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69428031D1 (de) | 2001-09-27 |
| EP0664498B1 (en) | 2001-08-22 |
| KR0149710B1 (ko) | 1998-12-15 |
| WO1994029777A1 (fr) | 1994-12-22 |
| EP0664498A4 (en) | 1997-07-16 |
| KR950702143A (ko) | 1995-06-19 |
| US5611032A (en) | 1997-03-11 |
| JPH06348327A (ja) | 1994-12-22 |
| EP0664498A1 (en) | 1995-07-26 |
| DE69428031T2 (de) | 2002-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3574462B2 (ja) | 領域指定方法 | |
| JP2002172543A (ja) | 加工装置の制御パラメータ設定装置及び制御パラメータ設定方法 | |
| KR0133198B1 (ko) | 수치 제어 장치 | |
| EP0640900A1 (en) | Apparatus and method for numeral control | |
| JPS6115205A (ja) | 数値制御装置用グラフイツクデイスプレイの描画方法 | |
| JPH06202724A (ja) | 数値制御装置 | |
| KR100481032B1 (ko) | 공작물 기계 원점 좌표 설정 시스템 및 방법 | |
| JP2836633B2 (ja) | 数値制御情報作成機能における加工工程決定装置 | |
| KR0145347B1 (ko) | 수치 제어 장치 및 수치 제어 방법 | |
| JP2771701B2 (ja) | 対話形数値制御装置 | |
| JP3075861B2 (ja) | 数値制御装置 | |
| JP3856917B2 (ja) | 数値制御装置 | |
| JP3040263B2 (ja) | 数値制御装置及び数値制御方法 | |
| JP3263146B2 (ja) | 数値制御装置 | |
| JP3491913B2 (ja) | 数値制御装置 | |
| JP3471644B2 (ja) | 領域加工運転用の制御装置 | |
| WO2022196622A9 (ja) | 数値制御装置 | |
| JP2963286B2 (ja) | 数値制御装置 | |
| JPH0724762A (ja) | ロボット制御装置 | |
| JPH06124108A (ja) | 数値制御装置 | |
| JPH06119019A (ja) | 数値制御装置 | |
| JPH06222821A (ja) | 数値制御装置 | |
| JPH06124111A (ja) | 数値制御装置 | |
| JPH05265532A (ja) | 数値制御装置におけるリミットデータ設定方法 | |
| WO1990006209A1 (en) | Profile-shape machining system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040309 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040608 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040702 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080709 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090709 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |