JP2020191376A - 両面研磨装置用キャリアおよびその製造方法 - Google Patents
両面研磨装置用キャリアおよびその製造方法 Download PDFInfo
- Publication number
- JP2020191376A JP2020191376A JP2019095777A JP2019095777A JP2020191376A JP 2020191376 A JP2020191376 A JP 2020191376A JP 2019095777 A JP2019095777 A JP 2019095777A JP 2019095777 A JP2019095777 A JP 2019095777A JP 2020191376 A JP2020191376 A JP 2020191376A
- Authority
- JP
- Japan
- Prior art keywords
- insert member
- double
- carrier
- inner peripheral
- holding hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/07—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool
- B24B37/08—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for double side lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/28—Work carriers for double side lapping of plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/736—Grinding or polishing equipment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
前記半導体ウェーハを保持するための保持孔が形成された金属製のキャリア本体と、前記保持孔の内周面に接して配置される樹脂製のインサート部材を有し、
前記インサート部材と接する前記保持孔の内周面の表面粗さRaが1.0μm以上であることを特徴とする両面研磨装置用キャリアを提供する。
射出成形によるインサート材からなるもの、
または、インサート材と、該インサート材と前記保持孔の内周面との間の接着層からなるものであることができる。
前記半導体ウェーハを保持するための保持孔を金属製のキャリア本体に形成し、前記保持孔の内周面に接してインサート部材を形成するとき、
前記インサート部材と接することになる前記保持孔の内周面の表面粗さRaを1.0μm以上にした上で、前記インサート部材を形成することを特徴とする両面研磨装置用キャリアの製造方法を提供する。
図1は本発明の両面研磨装置用キャリア(以下、単にキャリアとも言う)の上面図である。また、図2に該キャリアの断面図を示す。
本発明のキャリア1は、図1に示すようにウェーハを保持する保持孔3が形成された金属製のキャリア本体2と、この保持孔3の内周面4に接して配置されている樹脂製のインサート部材5を有している。
また、インサート部材5の樹脂(インサート材7)にはエポキシ系やビニル系、ポリスチレン系、アクリル系、ポリアミド(ナイロン)系、ポリイミド系、ポリアセタール、ポリカーボネイト、ポリエチレンテレフタレート、シクロオレフィン系、フッ素系(テフロン(登録商標))などから構成される樹脂を使用することができる。
なお、内周面4のRaの上限値は特に限定されない。粗いほどインサート部材5との結合強度を高いものとすることができるが、5μmもあれば十分である。
なお、内周面4のRzの上限値は特に限定されない。粗いほどインサート部材5との結合強度を高いものとすることができるが、20μmもあれば十分である。
保持孔3の内周面4とインサート材7が射出成形により結合されたもの、接着層8を介して結合されたもののいずれにも本発明は対応可能であり、インサート部材5(インサート材7)の上下方向のずれを抑制可能である。
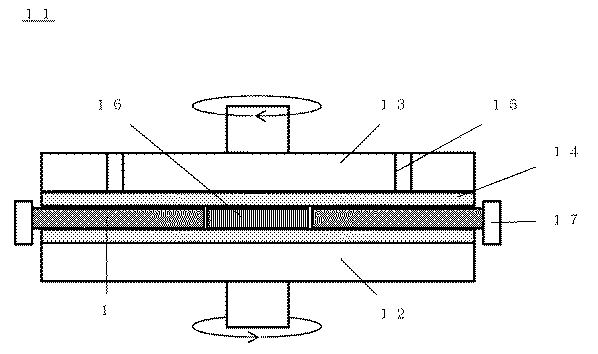
図5は本発明の両面研磨装置用キャリアを備えた両面研磨装置の一例の縦断面図であり、図6は平面視による両面研磨装置の内部構造図である。
図5、6に示すように、1つ以上のキャリア1(ここでは3つ)を具備した両面研磨装置11は、上下に相対向して設けられた下定盤12と上定盤13を備えており、各定盤12、13の対向面側には、それぞれ研磨布14が貼付されている。
また、上定盤13の上部には、上定盤13と下定盤12の間にスラリーを供給するスラリーホール15が設けられている。
なお、図5、6に示すように、上定盤13と下定盤12の間の中心部にはサンギア16が、周縁部にはインターナルギア17が設けられており、4way式の両面研磨装置である。
なお、半導体ウェーハWを両面研磨する際には、ウェーハWはキャリア1の保持孔3で保持されており、上下定盤12、13の回転によりウェーハWを保持したキャリア1は自公転し、上下の研磨布14によりウェーハWの両面が同時に研磨される。なお、研磨時には、スラリーホール15からスラリーが供給される。
まず、キャリア本体2のために用意した金属プレートに保持孔3を加工して形成する。加工方法は特に限定されないが、例えば、レーザー加工、マシニング加工、ルータ加工、フライス加工、ワイヤ放電加工などで加工することができる。
このとき、保持孔3の内周面4の表面粗さRaが1.0μm以上になるように加工する。内周面4の表面粗さを粗くする方法に関しても限定しないが、上記加工条件による調整の他、追加工によって粗くすることもできる。例えば、ワイヤ放電加工で一旦保持孔3を形成した後、追加工としてルータ加工を施して保持孔3の内周面4の表面粗さ調整を行うことができる。さらに好ましくは内周面4の表面粗さRzが5.0μm以上になるように加工する。
また、保持孔3の加工の際、その内周面4がキャリア本体2の主面6に対して斜めに傾斜(テーパ形状)になるように加工しても良いが、垂直になるように加工するとより好ましい。
いずれの方法で形成した場合でも、上記ずれを抑制することができる。
(実施例1−8、比較例1−2)
比較例1、2として、レーザー加工により、保持孔の内周面がテーパ形状であり、表面粗さが小さい水準(Raはいずれも1.0μm未満)のキャリア本体を準備した。
実施例1−6、8には、ワイヤ放電加工で、保持孔の内周面を垂直に加工して、ルータ加工による追加工で表面粗さが大きい水準(Raはいずれも1.0μm以上)のキャリア本体をそれぞれ準備した。また、実施例7では、保持孔の内周面がテーパ形状であること以外は、実施例1と同様にしてキャリア本体を準備した。
これらのキャリア本体の材質はチタンである。
また、インサート部材を形成後のインサート材の接着の強度に関しては、イマダ製のフォースゲージにより剥離強度を測定した。
表1(射出成形の場合)、表2(接着加工の場合)に各水準の表面粗さRa、Rzや、垂直・テーパの分類、剥離強度、インサート材のズレ量を示す。なお、射出成形では比較例1の値で、接着加工では比較例2の値で規格化した剥離強度やインサート材のズレ量も併せて示した。
なお、図7、8に、射出成形の場合の剥離強度、インサート材のズレ量のグラフを示す。また、図9、10に、接着加工の場合の剥離強度、インサート材のズレ量のグラフを示す。
接着加工によるインサート部材形成でも同様に、表2、図9、10に示すように剥離強度が約1.8〜2.2倍向上し、インサート材のズレ量も約50〜70%抑制できた。
また、実施例同士を比較して分かるように、基本的に表面粗さが大きいほど剥離強度が大きくなりズレ量が小さくなるのが分かる。さらには、表面粗さがほぼ同程度の実施例3、7を比べて分かるように、保持孔の内周面がテーパ形状よりも垂直の方が、よりずれにくいことが分かる。
以上から本発明によりキャリア本体に対するインサート材の脱落防止とズレの抑制が可能となった。
4…保持孔の内周面、 5…インサート部材、 6…キャリア本体の主面、
7…インサート材、 8…接着層、
11…両面研磨装置、 12…下定盤、 13…上定盤、 14…研磨布、
15…スラリーホール、 16…サンギア、 17…インターナルギア、
W…半導体ウェーハ。
Claims (8)
- 半導体ウェーハを両面研磨する両面研磨装置において、研磨布がそれぞれ貼付された上下定盤の間に配設され、研磨の際に前記上下定盤の間に挟まれた前記半導体ウェーハを保持する両面研磨装置用キャリアであって、
前記半導体ウェーハを保持するための保持孔が形成された金属製のキャリア本体と、前記保持孔の内周面に接して配置される樹脂製のインサート部材を有し、
前記インサート部材と接する前記保持孔の内周面の表面粗さRaが1.0μm以上であることを特徴とする両面研磨装置用キャリア。 - 前記インサート部材と接する前記保持孔の内周面の表面粗さRzが5.0μm以上であることを特徴とする請求項1に記載の両面研磨装置用キャリア。
- 前記インサート部材と接する前記保持孔の内周面は、前記キャリア本体の主面に対して垂直であることを特徴とする請求項1または請求項2に記載の両面研磨装置用キャリア。
- 前記インサート部材は、
射出成形によるインサート材からなるもの、
または、インサート材と、該インサート材と前記保持孔の内周面との間の接着層からなるものであることを特徴とする請求項1から請求項3のいずれか一項に記載の両面研磨装置用キャリア。 - 半導体ウェーハを両面研磨する両面研磨装置において、研磨布がそれぞれ貼付された上下定盤の間に配設され、研磨の際に前記上下定盤の間に挟まれた前記半導体ウェーハを保持する両面研磨装置用キャリアを製造する方法であって、
前記半導体ウェーハを保持するための保持孔を金属製のキャリア本体に形成し、前記保持孔の内周面に接してインサート部材を形成するとき、
前記インサート部材と接することになる前記保持孔の内周面の表面粗さRaを1.0μm以上にした上で、前記インサート部材を形成することを特徴とする両面研磨装置用キャリアの製造方法。 - 前記インサート部材と接することになる前記保持孔の内周面の表面粗さRzを5.0μm以上にした上で、前記インサート部材を形成することを特徴とする請求項5に記載の両面研磨装置用キャリアの製造方法。
- 前記インサート部材と接することになる前記保持孔の内周面を、前記キャリア本体の主面に対して垂直にした上で、前記インサート部材を形成することを特徴とする請求項5または請求項6に記載の両面研磨装置用キャリアの製造方法。
- 前記インサート部材を、インサート材の射出成形により形成するか、または、接着剤を使用したインサート材の接着加工により形成することを特徴とする請求項5から請求項7のいずれか一項に記載の両面研磨装置用キャリアの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019095777A JP2020191376A (ja) | 2019-05-22 | 2019-05-22 | 両面研磨装置用キャリアおよびその製造方法 |
| TW109112759A TW202045303A (zh) | 2019-05-22 | 2020-04-16 | 雙面研磨裝置用載具及其製造方法 |
| CN202010322115.8A CN111975626A (zh) | 2019-05-22 | 2020-04-22 | 双面研磨装置用载具及其制造方法 |
| KR1020200053966A KR20200135175A (ko) | 2019-05-22 | 2020-05-06 | 양면연마장치용 캐리어 및 그의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019095777A JP2020191376A (ja) | 2019-05-22 | 2019-05-22 | 両面研磨装置用キャリアおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020191376A true JP2020191376A (ja) | 2020-11-26 |
Family
ID=73441852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019095777A Pending JP2020191376A (ja) | 2019-05-22 | 2019-05-22 | 両面研磨装置用キャリアおよびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2020191376A (ja) |
| KR (1) | KR20200135175A (ja) |
| CN (1) | CN111975626A (ja) |
| TW (1) | TW202045303A (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115008318A (zh) * | 2022-06-16 | 2022-09-06 | 南京工业职业技术大学 | 一种气动加载式双面环抛机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002018708A (ja) * | 2000-07-10 | 2002-01-22 | Sumitomo Bakelite Co Ltd | 被研磨物保持材及びその製造方法 |
| JP2009154280A (ja) * | 2007-12-28 | 2009-07-16 | Nitta Haas Inc | 被研磨物保持具 |
| JP2016198864A (ja) * | 2015-04-13 | 2016-12-01 | 信越半導体株式会社 | 両面研磨装置用のキャリアの製造方法およびウェーハの両面研磨方法 |
| JP2017203547A (ja) * | 2016-05-06 | 2017-11-16 | 三井化学株式会社 | 金属樹脂複合ギヤ |
| WO2018143027A1 (ja) * | 2017-02-03 | 2018-08-09 | 住友ベークライト株式会社 | ディスクブレーキ用のブレーキパッドおよびその製造方法 |
| WO2019078202A1 (ja) * | 2017-10-17 | 2019-04-25 | 冨士ベークライト株式会社 | 研磨治具及びその製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS465564Y1 (ja) | 1967-02-28 | 1971-02-26 | ||
| JP3552108B2 (ja) | 2001-09-28 | 2004-08-11 | 株式会社木田工業 | ウエハ研磨装置 |
| JP5114113B2 (ja) | 2007-07-02 | 2013-01-09 | スピードファム株式会社 | ワークキャリア |
| JP2010179375A (ja) | 2009-02-03 | 2010-08-19 | Sumco Corp | 被研磨物キャリア及び研磨製品の製造方法 |
-
2019
- 2019-05-22 JP JP2019095777A patent/JP2020191376A/ja active Pending
-
2020
- 2020-04-16 TW TW109112759A patent/TW202045303A/zh unknown
- 2020-04-22 CN CN202010322115.8A patent/CN111975626A/zh not_active Withdrawn
- 2020-05-06 KR KR1020200053966A patent/KR20200135175A/ko unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002018708A (ja) * | 2000-07-10 | 2002-01-22 | Sumitomo Bakelite Co Ltd | 被研磨物保持材及びその製造方法 |
| JP2009154280A (ja) * | 2007-12-28 | 2009-07-16 | Nitta Haas Inc | 被研磨物保持具 |
| JP2016198864A (ja) * | 2015-04-13 | 2016-12-01 | 信越半導体株式会社 | 両面研磨装置用のキャリアの製造方法およびウェーハの両面研磨方法 |
| JP2017203547A (ja) * | 2016-05-06 | 2017-11-16 | 三井化学株式会社 | 金属樹脂複合ギヤ |
| WO2018143027A1 (ja) * | 2017-02-03 | 2018-08-09 | 住友ベークライト株式会社 | ディスクブレーキ用のブレーキパッドおよびその製造方法 |
| WO2019078202A1 (ja) * | 2017-10-17 | 2019-04-25 | 冨士ベークライト株式会社 | 研磨治具及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111975626A (zh) | 2020-11-24 |
| TW202045303A (zh) | 2020-12-16 |
| KR20200135175A (ko) | 2020-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5951374A (en) | Method of polishing semiconductor wafers | |
| KR102444720B1 (ko) | 웨이퍼의 경면 모따기 방법, 웨이퍼의 제조 방법 및, 웨이퍼 | |
| WO2014125759A1 (ja) | 両面研磨装置用キャリアの製造方法およびウエーハの両面研磨方法 | |
| JP2016046490A (ja) | ウエーハの加工方法 | |
| TW202024408A (zh) | 晶圓製造方法以及晶圓 | |
| JP2013116508A (ja) | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 | |
| JP6652202B2 (ja) | 両面研磨装置用キャリア及び両面研磨装置並びに両面研磨方法 | |
| JP2020191376A (ja) | 両面研磨装置用キャリアおよびその製造方法 | |
| JPH10329013A (ja) | 両面研磨及び両面ラッピング用キャリア | |
| KR102511339B1 (ko) | 양면 연마장치용 피연마물 유지용 캐리어 | |
| TW201943496A (zh) | 載具、載具的製造方法、載具的評估方法及半導體晶圓的研磨方法 | |
| JP6439963B2 (ja) | 保持具及びその製造方法 | |
| JP2010157619A (ja) | 研磨パッド | |
| JPH11188590A (ja) | エッジポリッシング装置 | |
| JP2003236743A (ja) | 研磨用テンプレート | |
| JP6268432B2 (ja) | 研磨パッド及び研磨パッドの製造方法 | |
| JP5358318B2 (ja) | ノッチ研磨用研磨パッド | |
| JP4449905B2 (ja) | 研磨布及び研磨布の加工方法並びにそれを用いた基板の製造方法 | |
| US20150306728A1 (en) | Systems for, methods of, and apparatus for processing substrate surfaces | |
| JP2007331034A (ja) | ワークキャリア及び両面研磨機 | |
| JP2014140919A (ja) | 研磨用キャリア及び研磨装置 | |
| KR20230011291A (ko) | 양면연마장치용 캐리어의 제조방법 및 웨이퍼의 양면연마방법 | |
| JP2005081513A (ja) | ドレッシング用砥石および研磨部材のドレッシング方法 | |
| JP2008221356A (ja) | 両面研磨用キャリア | |
| KR100928450B1 (ko) | 반도체용 실리콘웨이퍼의 씨엠피 가공장치용 템플레이트어셈블리 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220616 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221004 |