JP6439963B2 - 保持具及びその製造方法 - Google Patents
保持具及びその製造方法 Download PDFInfo
- Publication number
- JP6439963B2 JP6439963B2 JP2014169286A JP2014169286A JP6439963B2 JP 6439963 B2 JP6439963 B2 JP 6439963B2 JP 2014169286 A JP2014169286 A JP 2014169286A JP 2014169286 A JP2014169286 A JP 2014169286A JP 6439963 B2 JP6439963 B2 JP 6439963B2
- Authority
- JP
- Japan
- Prior art keywords
- holding
- polishing
- holding pad
- pad
- frame member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic System or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
湿式成膜法にて0.40mmに成膜し、発泡ポリウレタンシートを準備した。この発泡ポリウレタンシートの裏面(保持面とは反対側の面)側に支持基材としてPET製フィルムを、接着剤を介して貼り合わせた。次いで、PET製フィルムの反対面に保持定盤貼り合わせ用の片側離型紙つき両面テープを貼り合わせ保持シートを作製した。その後、保持シートを290mmφの円形に切り抜き、発泡ポリウレタンシートの保持面外周に、外周270.0mm、内周200.8mm(幅34.6mm)、深さ100μmの段部をNCルーターにより加工することで段部を形成した。一方、厚み0.87mmのガラスエポキシ板を外径260mmφ、内径201mmφ(幅29.5mm)のリング形状に切り抜き、外周部一面側の面取りを行った。次に、面取りしていない側の面に縦横300mm角、厚さ50μmの感熱性接着フィルムを仮接着して貼り合せた。その後リング状の枠材よりはみ出している余分な部分(外径260mmφより外側と内径201mmφより内側の部分)を切り取り、枠材を完成させた。段部を形成した保持シートの段部と接着フィルムを貼り合せている枠材の接着フィルム側とを位置合わせし積層させ、枠材上面より熱プレス加工することで、段部に開孔した発泡ポリウレタンシート内部に浸透するよう感熱性接着剤を溶融させ、接着させた。余分な保持シート(外周260mmφ以上)の部分をカットして取り除いて製品を完成させた。ポケット深さ(保持面から枠材が突出している高さ)を測定すると0.77mmであった。
湿式成膜法にて0.56mmに成膜し、バフ処理量を0.16mmとしてバフ番手♯180のサンドペーパーを用いて発泡ポリウレタンシートのスキン層側をバフ処理し保持面を開孔させ0.40mm厚みの発泡ポリウレタンシートを準備した以外は実施例1と同様にして段部を有する保持具を製造した。ポケット深さを測定すると0.77mmであった。
発泡ポリウレタンシートの保持面外周に外周270.0mm、内周181.0mm(幅44.5mm)、深さ100μmの段部を形成し、枠材の内周面と段部の側面との間隔が10mmとなるよう段部を形成した以外は実施例1と同様にして段部を有する保持具を製造した。ポケット深さを測定すると0.77mmであった。
実施例1のスキン層を有する0.40mm厚みの発泡ポリウレタンシートを用い、段部を形成しないこと、及びガラスエポキシ板の厚みを0.72mmとした以外は実施例1と同様に保持具を製造した。ポケット深さを測定すると0.77mmであった。
実施例2のバフにて表面を開孔させた0.40mm厚みの発泡ポリウレタンシートを用い、段部を形成しないこと、及びガラスエポキシ板の厚みを0.77mmとした以外は実施例2と同様に保持具を製造した。ポケット深さを測定すると0.77mmであった。
段部の深さを30μmとし、ガラスエポキシ板の厚みを0.81mmとした以外は実施例1と同様に保持具を製造した。ポケット深さを測定すると0.77mmであった。
段部の深さを300μmとし、ガラスエポキシ板の厚みを1.06mmとした以外は実施例1と同様に保持具を製造した。ポケット深さを測定すると0.77mmであった。
発泡ポリウレタンシートの保持面外周に外周270.0mm、内周157.0mm(幅56.5mm)、深さ100μmの段部を形成し、枠材の内周面と段部の側面との間隔が22mmとなるよう段部を形成した以外は実施例1と同様にして段部を有する保持具を製造した。ポケット深さを測定すると0.77mmであった。
次に、各実施例および比較例の保持具を用いたシリコンウェハの研磨加工を、以下の条件で行い、研磨レート、端部ダレ、剥離強度により保持具性能を評価した。研磨レートは研磨前後の重量の差により算出した。端部ダレは、被研磨物の周縁部が中心部より過度に研磨加工されることで生じ、平坦性を評価するための測定項目の1つである。測定方法としては、例えば、光学式表面粗さ計にて外周端部から中心に向かい0.3mmの位置より半径方向に2mmの範囲で2次元プロファイル像を得る。得られた2次元プロファイル像において、半径方向をX軸、厚み方向をY軸としたときに、外周端部からX=0.5mmおよびX=1.5mmの座標位置のY軸の値がY=0となるようにレベリング補正した。このときの2次元プロファイル像のX=0.5〜1.5mm間におけるPV値を相対値で表した。端部ダレの測定には、表面粗さ測定機(Zygo社製、型番New View 5022)を使用した。また剥離強度は、各実施例および比較例の保持具において、枠材と保持シート間の剥離強度を180度剥離試験にて剥離強度測定を行った。剥離強度測定は、枠材剥離による寿命を間接的に推測することができ、枠材と保持シートが剥がれにくく剥離強度が大きいほど保持具の寿命を向上させることができる。なお、各研磨結果及び剥離強度測定結果は、比較例1を1.0としてその比で示している。測定結果を下表1に示す。
使用研磨機:不二越株式会社製、MCP−150X
研磨パッド:フジボウ愛媛株式会社製、POLYPAS CM4301
回転数:(定盤)100r/m、(トップリング)75r/m
研磨圧力:330g/cm2
揺動幅:10mm(揺動中心値より200mm)
揺動移動:1mm/min
研磨剤:Nalco社製、品番2350(2350原液:水=1:9の混合液を使用)
被研磨物:8インチφシリコンウェハ(厚み780μm)
研磨時間:20分間
実施例1では、段差によるワークの端部への影響度が低減され端部ダレは半減し、枠材とウェハの接触が抑制されたため剥離が改善され、剥離強度は比較例1の1.7倍と改善がみられた。
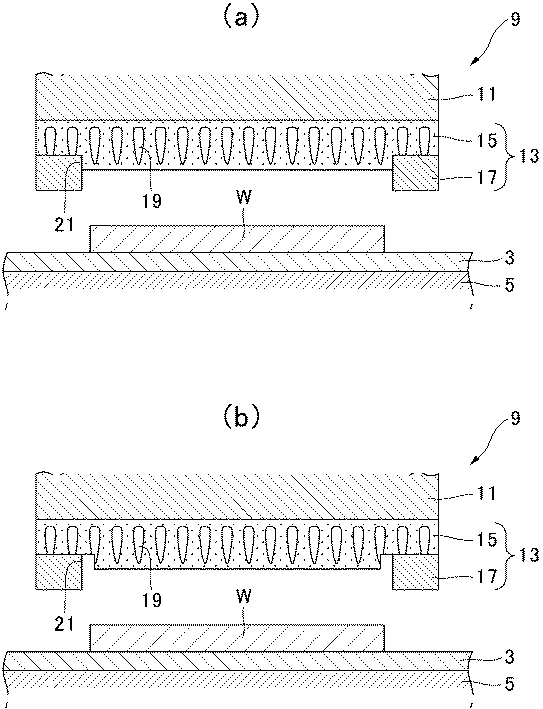
15 保持パッド
17 枠材
19 気泡
21 段部
Claims (4)
- 被研磨物の研磨時に被研磨物を保持する保持具であって、
内部に多数の気泡を有する発泡ポリウレタン製の保持パッドと、
前記保持パッドの保持面の周縁に沿って、当該保持面を囲む枠材と、を備え、
前記保持パッドは、保持面の周縁を所定の深さだけ切削して形成され少なくとも水平面に気泡が露出している段部を備え、
前記枠材は、前記段部の水平面上において前記保持パッドに感熱性接着剤層を介して接着され、内周面が、前記段部の垂直面に対向するように、前記保持パッドに固定されている、ことを特徴とする保持具。 - 前記保持パッドの厚みLは、0.25〜1.0mmであり、前記段部の深さは、40〜(L−150)μmである、請求項1に記載の保持具。
- 前記保持パッドの保持面がスキン層で形成されている、請求項1又は2に記載の保持具。
- 被研磨物の研磨時に被研磨物を保持する保持具の製造方法であって、
内部に多数の気泡を有する発泡ポリウレタン製の保持パッドを準備するステップと、
前記保持パッドの保持面の周縁を所定の深さだけ切削して少なくとも水平面に気泡が露出している段部を形成するステップと、
この保持パッドの保持面の周縁に沿って、当該保持面を囲む枠材を感熱性接着剤により固定するステップと、を備え、
前記枠材は、前記段部の水平面上において前記保持パッドに接着され、内周面が、前記段部の垂直面に対向するように、前記保持パッドに固定されていることを特徴とする、保持具の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014169286A JP6439963B2 (ja) | 2014-08-22 | 2014-08-22 | 保持具及びその製造方法 |
| PCT/JP2015/073684 WO2016027903A1 (ja) | 2014-08-22 | 2015-08-24 | 保持具及びその製造方法 |
| KR1020177007366A KR102404979B1 (ko) | 2014-08-22 | 2015-08-24 | 보유 지지구 및 그 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014169286A JP6439963B2 (ja) | 2014-08-22 | 2014-08-22 | 保持具及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016043446A JP2016043446A (ja) | 2016-04-04 |
| JP6439963B2 true JP6439963B2 (ja) | 2018-12-19 |
Family
ID=55350842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014169286A Active JP6439963B2 (ja) | 2014-08-22 | 2014-08-22 | 保持具及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6439963B2 (ja) |
| KR (1) | KR102404979B1 (ja) |
| WO (1) | WO2016027903A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7212242B2 (ja) * | 2018-08-21 | 2023-01-25 | 富士紡ホールディングス株式会社 | 被研磨物の保持具 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2632738B2 (ja) | 1990-04-27 | 1997-07-23 | 信越半導体 株式会社 | パッキングパッド、および半導体ウェーハの研磨方法 |
| JPH10113859A (ja) * | 1996-10-08 | 1998-05-06 | Oki Electric Ind Co Ltd | 半導体ウエハの化学的機械的研磨方法 |
| JP2004319584A (ja) * | 2003-04-11 | 2004-11-11 | Nihon Micro Coating Co Ltd | 研磨パッド及びその製造方法 |
| JP2007173815A (ja) * | 2005-12-20 | 2007-07-05 | Siltron Inc | シリコンウエハ研磨装置、これに使用されるリテーニングアセンブリ及びシリコンウエハ平坦度補正方法 |
| JP2006102940A (ja) | 2006-01-10 | 2006-04-20 | Nihon Micro Coating Co Ltd | 研磨パッド及びその製造方法 |
| JP2009160706A (ja) * | 2008-01-09 | 2009-07-23 | Nitta Haas Inc | 被加工物保持枠材および被加工物保持具 |
| JP5935993B2 (ja) | 2012-06-19 | 2016-06-15 | 富士紡ホールディングス株式会社 | 保持具 |
| JP6004329B2 (ja) * | 2012-08-10 | 2016-10-05 | 富士紡ホールディングス株式会社 | 保持具及びその製造方法 |
| JP5968179B2 (ja) * | 2012-09-28 | 2016-08-10 | 富士紡ホールディングス株式会社 | 保持パッド |
| JP6032643B2 (ja) * | 2012-12-03 | 2016-11-30 | 株式会社岡本工作機械製作所 | バッキング材およびそれを用いた基板のキャリアヘッド構造 |
| WO2015037606A1 (ja) | 2013-09-11 | 2015-03-19 | 富士紡ホールディングス株式会社 | 研磨パッド及びその製造方法 |
-
2014
- 2014-08-22 JP JP2014169286A patent/JP6439963B2/ja active Active
-
2015
- 2015-08-24 WO PCT/JP2015/073684 patent/WO2016027903A1/ja active Application Filing
- 2015-08-24 KR KR1020177007366A patent/KR102404979B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016027903A1 (ja) | 2016-02-25 |
| KR20170045266A (ko) | 2017-04-26 |
| JP2016043446A (ja) | 2016-04-04 |
| KR102404979B1 (ko) | 2022-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI421934B (zh) | 拋光半導體晶圓的方法 | |
| US10189142B2 (en) | Method for polishing a semiconductor wafer | |
| US9991110B2 (en) | Method for manufacturing semiconductor wafer | |
| KR101152462B1 (ko) | 반도체 웨이퍼 에지의 폴리싱 방법 | |
| JP6439963B2 (ja) | 保持具及びその製造方法 | |
| US20100112905A1 (en) | Wafer head template for chemical mechanical polishing and a method for its use | |
| JP4793680B2 (ja) | 半導体ウェーハの研磨方法 | |
| JP6004329B2 (ja) | 保持具及びその製造方法 | |
| JP2003236743A5 (ja) | ||
| JP5457897B2 (ja) | 保持材 | |
| JP2016049606A (ja) | 研磨装置 | |
| JP6717706B2 (ja) | ウェハの表面処理装置 | |
| JP6616171B2 (ja) | 研磨装置および研磨加工方法 | |
| JP2019058955A (ja) | 研磨ヘッド及び研磨ヘッドの製造方法 | |
| JP6432080B2 (ja) | 保持具及びその製造方法 | |
| JP7082748B2 (ja) | 研磨パッド固定具および研磨パッド | |
| JP2006156688A (ja) | 鏡面面取り装置およびそれ用の研磨布 | |
| JP2000042910A (ja) | 研磨用被加工物保持具 | |
| JP2015205389A (ja) | 研磨パッド及び研磨装置 | |
| JP6843553B2 (ja) | ウェハの表面処理方法 | |
| JP2008238348A (ja) | 被加工物保持材 | |
| JP2023133815A (ja) | 研磨体 | |
| JP4598551B2 (ja) | 被加工物保持材および被加工物保持材の製造方法 | |
| JP6698475B2 (ja) | ウェハの表面処理装置 | |
| JP2017107993A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170425 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180704 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6439963 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |