JP2019189355A - 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 - Google Patents
製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 Download PDFInfo
- Publication number
- JP2019189355A JP2019189355A JP2019040689A JP2019040689A JP2019189355A JP 2019189355 A JP2019189355 A JP 2019189355A JP 2019040689 A JP2019040689 A JP 2019040689A JP 2019040689 A JP2019040689 A JP 2019040689A JP 2019189355 A JP2019189355 A JP 2019189355A
- Authority
- JP
- Japan
- Prior art keywords
- bag
- outer bag
- product
- base material
- fitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Abstract
Description
前記第3工程において、前記基材の一方をフラットのシート状とすると共に、前記基材の一方の幅方向の両端側に位置する嵌合具が前記袋体の左の側端側及び右の側端側にそれぞれ位置するように、該袋体を前記基材の一方の上に載せ、前記第4工程において、前記基材の他方を前記袋体に被せて前記嵌合具を咬合することが好ましい。外袋を上下に分割し、その間に袋体を配置して、元通りに閉じるという簡易な動作で、外袋の中に袋体を入れることが出来る。
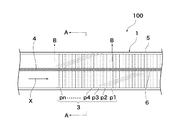
図1〜図5を参照して本実施形態に係る嵌合具付き筒状外袋について説明する。本実施形態に係る嵌合具付き筒状外袋1は、外包装用の嵌合具付き筒状外袋であって、嵌合具付き筒状外袋1は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部6の縁6aに沿って内壁側に嵌合具4を有し、開口部6は嵌合具4が咬合することによって閉じられ、かつ、嵌合具付き筒状外袋1は横断面が平坦状態でロール巻き、カセ巻き又はつづら折りされている。
<1> 高密度ポリエチレン(HDPE)
<2> 中密度ポリエチレン(MDPE)
<3> 低密度ポリエチレン(LDPE)
<4> ポリプロピレン(PP)
<5> ポリ塩化ビニリデン(PVDC)
<6> ポリ塩化ビニル(PVC)
<7> ポリスチレン(PS)
<8> ポリ酢酸ビニル(PVAc)
<9> ポリテトラフルオロエチレン(PTFE)
<10> ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)
<11> AS樹脂(SAN)
<12> アクリル樹脂(PMMA)
<13> ポリアミド(PA)/商品名ナイロン
<14> ポリアセタール(POM)
<15> ポリカーボネート(PC)
<16> 変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)
<17> ポリブチレンテレフタレート(PBT)
<18> ポリエチレンテレフタレート(PET)
<19> 環状ポリオレフィン(COP)
<20> ポリフェニレンスルファイド(PPS)
<21> ポリサルフォン(PSF)
<22> ポリエーテルサルフォン(PES)
<23> 非晶ポリアリレート(PAR)
<24> 液晶ポリマー(LCP)
<25> ポリエーテルエーテルケトン(PEEK)
<26> 熱可塑性ポリイミド(PI)
<27> ポリアミドイミド(PAI)
<28> 熱可塑性ポリウレタン(TPU)
<29> フッ素樹脂(PTFE)
また、単層フィルムからなる基材5の厚さは0.2mm〜1.5mm程度のものが望ましく、複層フィルムからなる基材5の厚さは0.4〜2.0mm程度が望ましい。また、嵌合具付き筒状外袋1は、筒内を広げたときに筒の長さ方向Xに沿って同一内径で連続して延びた筒形状を有する。内径(直径)は、例えば1.5〜65cmであるが、この範囲に限定されない。また、筒形状の上端部及び下端部は、開放されていてもよく、また、接着若しくは熱溶着又は結束されて閉じていてもよい。
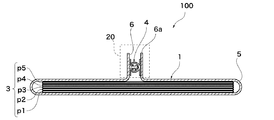
次に図1〜図3、図6及び図7を参照して、本実施形態に係る製品入り外袋100(第一例)を説明する。本実施形態に係る製品入り外袋100は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体3を、外包装用の嵌合具付き筒状外袋1で包み込んで、袋体の積み重ねの状態を保持したままで一体化した製品入り外袋であって、嵌合具付き筒状外袋1は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部6の縁6aに沿って基材5の内壁側に嵌合具4を有し、かつ、嵌合具4は咬合されている。
次に図8及び図9を参照して、本実施形態に係る製品入り外袋200(第二例)を説明する。本実施形態に係る製品入り外袋200では、嵌合具付き筒状外袋11は、嵌合具14を一つ有し、嵌合具14は、袋体13の左右いずれか一方の側端側に位置して、咬合されていることが好ましい。図9に示すように製品入り外袋200は、嵌合具14の位置が異なる以外は製品入り外袋100と同様である。すなわち、製品入り外袋200は、複数個の袋体13を嵌合具付き筒状外袋11で包み込み、嵌合具14が咬合されることにより、嵌合具付き筒状外袋11は、袋体13を含んだ状態で、一体化する。製品入り外袋200では、袋体13に対して基材15の密着性がより高まる。製品入り外袋200においても、製品入り外袋100の場合と同様に、複数個の袋体13を収容したときの嵌合具付き筒状外袋11の幅は、複数個の袋体13の幅よりもわずかに大きいことが好ましく、例えば、1〜10mm大きいことが好ましい。図9では嵌合具14が嵌合具付き筒状外袋11の左の側端側に位置していることによって、開口部16は左の側端部に設けられることとなり、左側の縁が開口部16の端部16aとなる。図9では嵌合具14は嵌合具付き筒状外袋11の左の側端側に位置している形態を示したが、右の側端側に位置させてもよい。本実施形態に係る製品入り外袋200は、袋体(p1,p2,p3,p4,・・・,pn)を嵌合具付き筒状外袋11に入れるときに重力を利用して袋体をきれいに整列させることが出来る形態であり、袋体13が嵌合具付き筒状外袋11に一体化された後は、製品入り外袋200内で、袋体13がより整然と整列している。
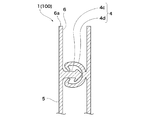
次に図10及び図11を参照して、本実施形態に係る製品入り外袋300(第三例)を説明する。本実施形態に係る製品入り外袋300では、嵌合具付き筒状外袋21は、嵌合具24a,24bを二つ有し、嵌合具24a,24bは、袋体23の左の側端側及び右の側端側にそれぞれ位置して、咬合されていることが好ましい。図11に示すように製品入り外袋300は、嵌合具24a,24bが2つあり、かつ、それらの位置が異なる以外は製品入り外袋100と同様である。すなわち、製品入り外袋300は、複数個の袋体23を嵌合具付き筒状外袋21で包み込み、嵌合具24a,24bが咬合されることにより、嵌合具付き筒状外袋21は、袋体23を含んだ状態で、一体化する。製品入り外袋300では、製品入り外袋200と同様に、袋体23に対して基材25の密着性がより高まる。製品入り外袋300においても、製品入り外袋100の場合と同様に、複数個の袋体23を収容したときの嵌合具付き筒状外袋21の幅は、複数個の袋体23の幅よりもわずかに大きいことが好ましく、例えば、1〜10mm大きいことが好ましい。図11では嵌合具24aが嵌合具付き筒状外袋21の左の側端側に位置していることによって、開口部26は左の側端部に設けられることとなり、左側の縁が開口部26の端部26aとなる。また、嵌合具24bが嵌合具付き筒状外袋21の右の側端側に位置していることによって、開口部27は右の側端部に設けられることとなり、右側の縁が開口部27の端部27aとなる。本実施形態に係る製品入り外袋300は、嵌合具24aと嵌合具24bの咬合をそれぞれ外すことによって、嵌合具付き筒状外袋21の基材25を基材25a(基材の他方25aともいう。)と基材25b(基材の一方25bともいう。)とに、上下に分割して開くので、袋体13を容易に取り出すことができる。
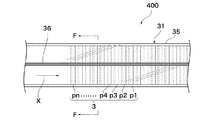
次に図12及び図13を参照して、本実施形態に係る製品入り外袋400(第四例)を説明する。本実施形態に係る製品入り外袋400は、外袋が接着又は熱溶着によって閉められている。本実施形態に係る製品入り外袋400は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体33を、外包装用の筒状外袋31で包み込んで、袋体の積み重ねの状態を保持したままで一体化した製品入り外袋であって、筒状外袋31は、樹脂フィルムを基材35として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って切り込み部36を少なくとも一つ有し、切り込み部36の縁36aに沿って基材35の内壁同士又は内壁と外壁とが接着又は熱溶着されている。
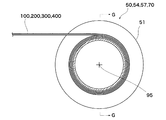
本実施形態に係る製品入り外袋の巻き取り品50は、図14及び図15に示すように、本実施形態に係る製品入り外袋100,200,300,400が、横断面が扁平状態でロール巻きされている。図14では、ロール巻きの一形態として、ボビン51に製品入り外袋100,200,300,400が巻かれている形態を示した。図14及び図15において、ボビンは回転軸95を中心として回転させられることで、巻取りが行われる。ボビン51の代わりに円筒状の芯に芯巻きする形態としてもよく(不図示)、また、ボビン51を用いずに、無芯巻きとしてもよい(不図示)。また、製品入り外袋100,200,300,400は、横断面が扁平状態でロール巻きする代わりに、横断面が扁平状態でカセ巻き又はつづら折りされていてもよい(不図示)。ここで横断面が扁平状態とは、製品入り外袋100,200,300,400に収容された複数個の袋体3,13,23,33の平坦面と、筒形状の基材5,15,25,35の内壁面とが接触し合っていて、複数個の袋体3,13,23,33の断面形状を反映して断面が細長形状となっている状態を言う。図15では製品入り外袋100,200,300,400の横断面が扁平状態、例えばほぼ矩形状態にされている形態が示されている。嵌合具4を有する製品入り外袋100では、ロール巻きされると、嵌合具4が横に倒れた状態、すなわち、基材5に開口部6が横たわるように折れ曲がった状態となる。製品入り外袋100,200,300,400は、横断面が扁平状態となることで筒内の空間が脱気された状態となるため帯状のような形状となるところ、製品入り外袋100,200,300,400の外壁面同士が接触し合うように巻かれることが好ましい。巻かれた製品入り外袋100,200,300,400の嵩を小さくすることが出来る。また、つづら折りされる形態、すなわち、ジグザグ状に畳まれる形態においても、製品入り外袋100,200,300,400は、横断面が扁平状態となることで筒内の空間が脱気された状態となるため帯状のような形状となるところ、製品入り外袋100,200,300,400の外壁面同士が接触し合うように折られて畳まれることが好ましい。つづら折りされた製品入り外袋100,200,300,400の嵩を小さくすることが出来る。
次に図16を参照して、本実施形態に係る製品入り外袋の巻き取り品の製造方法について説明する。本実施形態に係る製品入り外袋の製造方法は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体3を、外包装用の嵌合具付き筒状外袋1で包み込んで、袋体3の積み重ねの状態を保持したままで一体化した製品入り外袋の製造方法であって、嵌合具付き筒状外袋は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部の縁6aに沿って基材5の内壁側に嵌合具4を有し、かつ、開口部6は嵌合具4が咬合することによって閉じられる構造を有し、かつ、製造方法は、嵌合具付き筒状外袋1を準備する第1工程と、嵌合具4の咬合が外れていてかつ嵌合具付き筒状外袋1が広げられた状態とする第2工程と、基材5の上に、基材5の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく第3工程と、複数個の袋体3を載せた基材5を基材5の長手方向Yに移動させながら、基材5を折り込み基材5で複数個の袋体3を包み込むとともに、嵌合具4を咬合して製品入り外袋100を得る第4工程と、を有する。
第一の製造方法において、外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図1〜図5に示した嵌合具付き筒状外袋1及び製品入り外袋100であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋100は図14及び図15に示したボビン51と同じボビンに巻き取られる。さらに、基材5の長手方向Yは、基材5を基準として、筒の長さ方向Xと同方向である。
ボビン52に巻き取られた外包装用の嵌合具付き筒状外袋1の外袋巻き取り品53を準備する。外包装用の嵌合具付き筒状外袋1は、嵌合具4が咬合していて、嵌合具4が側端に位置するように筒が潰された平坦状態でボビン52に巻き取られている。外包装用の嵌合具付き筒状外袋1を筒の長さ方向Xの方向に繰り出して、ダンスロール61a、ピンチロール62aに送り出す。なお、嵌合具4が基材5と別体の場合は、第1工程は、嵌合具4が接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
嵌合具4の咬合が外れていてかつ嵌合具付き筒状外袋1が広げられた状態とする。すなわち、ピンチロール62aを通過した外包装用の嵌合具付き筒状外袋1は、爪ガイドロール63によって、嵌合具4の咬合が外され、嵌合具付き筒状外袋1が広げられ、基材5の重なりを無くした状態でピンチロール62bに送られる。
基材5をフラットのシート状として袋体(p1,p2,p3,p4,・・・,pn)を載せる。具体的には、嵌合具付き筒状外袋1が広げられて、基材5の重なりがない状態とされた基材5の上に、基材5の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図16では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材5の上に載せていく。
複数個の袋体3を載せた基材5を基材5の長手方向Yに移動させながら、爪ガイドロール63bによって、基材5で複数個の袋体3を包み込むとともに、嵌合具4を咬合して製品入り外袋100を得る。嵌合具4が咬合された製品入り外袋100は、嵌合具4の根元付近で開口部6を横に寝かせた状態で、タッチロール64、ピンチロール62c、ダンスロール61bに送られることが好ましい。製品入り外袋100の内部が脱気されて、嵩が小さくなる。
製品入り外袋100は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品50が得られる。図16では、ロール巻きの形態を示したが、製品入り外袋100を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
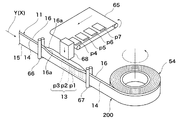
次に図17を参照して、本実施形態に係る製品入り外袋の巻き取り品の第二の製造方法について説明する。ここで外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図8及び図9に示した嵌合具付き筒状外袋11及び製品入り外袋200であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋200は図14及び図15に示したボビン51と同じボビンに巻き取られる(図17中、ボビンの描画は省略している。)。さらに、基材15の長手方向Yは、基材15を基準として、筒の長さ方向Xと同方向である。
第一の製造方法と同様である。図17では第1工程の図示を省略している。なお、嵌合具14が基材15と別体の場合は、第1工程は、嵌合具14が接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
爪開き66を通過した外包装用の嵌合具付き筒状外袋11について、基材5を、基材5の長手方向Yの横断面がU字形状又はV字状となるように広げ、嵌合具14の咬合が外れていてかつ嵌合具付き筒状外袋11が広げられた状態とする。
袋体の左右いずれか一方の側端側を下方に向けた状態で、袋体をU字形状又はV字状の基材の内側に入れることが好ましい。重力を利用して袋体をきれいに整列させることが出来るため、製品入り外袋内で、袋体がより整然と整列している。すなわち、嵌合具付き筒状外袋11が広げられて、U字形状又はV字状の基材15の内側に、基材5の長手方向Yに沿って、位置合せ装置68によって、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図17では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材15の内側に入れていく。
複数個の袋体13を内側に入れた基材15を基材15の長手方向Yに移動させながら、爪掛け67によって、基材15で複数個の袋体3を包み込むとともに、嵌合具14を咬合して製品入り外袋200を得る。嵌合具14が咬合された製品入り外袋200は、製品入り外袋200の内部が脱気されて、嵩が小さくなる。
製品入り外袋200は横断面が扁平状態でボビンに巻き取られて、製品入り外袋の巻き取り品54が得られる。図17では、ロール巻きの形態を示したが、製品入り外袋200を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
次に図18を参照して、本実施形態に係る製品入り外袋の巻き取り品の第三の製造方法について説明する。ここで外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図10及び図11に示した嵌合具付き筒状外袋21及び製品入り外袋300であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋300は図14及び図15に示したボビン51と同じボビンに巻き取られる。さらに、基材25の長手方向Yは、基材25を基準として、筒の長さ方向Xと同方向である。
ボビン56に巻き取られた外包装用の嵌合具付き筒状外袋21の外袋巻き取り品55を準備する。外包装用の嵌合具付き筒状外袋21は、嵌合具を二つ有し、嵌合具4a,4bが咬合していて、嵌合具4a,4bが両側端にそれぞれ位置するように筒が潰された平坦状態でボビン56に巻き取られている。外包装用の嵌合具付き筒状外袋21を筒の長さ方向Xの方向に繰り出して、爪開き66に送り出す。なお、嵌合具4a,4bが基材25と別体の場合は、第1工程は、嵌合具4a,4bが接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
爪開き66を通過した外包装用の嵌合具付き筒状外袋21について、嵌合具4a,4bの咬合が外れることによって2つに分かれた基材25の一方25bを水平に広げ、基材の他方25aを、基材の一方25bの上方で水平に広げる。基材の一方25bはピンチロール62aに送られる。基材の他方25aもピンチロール(不図示)に送られる。
基材の一方25bをフラットのシート状とすると共に、基材の一方25bの幅方向の両端側に位置する嵌合具24a,24bが袋体(p1,p2,p3,p4,・・・,pn)の左の側端側及び右の側端側にそれぞれ位置するように、袋体を基材の一方25bの上に載せることが好ましい。すなわち、基材の一方25bが広げられて、長手方向Yに沿って、位置合せ装置68によって、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図18では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材の一方25bの上に載せていく。
複数個の袋体23を基材の一方25bに載せた状態で長手方向Yに移動させながら、同時に長手方向Yに移動させてきた基材の一方25bを被せて、爪掛け67によって嵌合具24a,24bを咬合することが好ましい。嵌合具24a,24bの咬合によって、製品入り外袋300を得る。嵌合具24a,24bが咬合された製品入り外袋300は、ピンチロール62b,62cを通過する際に、製品入り外袋300の内部が脱気されて、嵩が小さくなる。外包装用の嵌合具付き筒状外袋21を、基材の一方25bと基材の他方25aとして、上下に分割し、その間に袋体23を配置して、元通りに閉じるという簡易な動作で、筒状外袋21の中に袋体23を入れることが出来る。
製品入り外袋300は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品57が得られる。図18では、ロール巻きの形態を示したが、製品入り外袋300を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
(工程A)
引き続き図19を参照して、第四の製造方法についてさらに詳細に説明する。基材35として等幅の帯状の樹脂フィルムを準備する。図19においては、インフレーションフィルム成形によって製造された筒状の樹脂フィルムであって、筒の長さ方向に沿って同一内径で連続して延びた筒形状をなしている筒状外袋31がボビン59に巻かれた筒状外袋31の巻取り品58を一つ準備する。図19においては、筒状外袋31を筒の長さ方向Xの方向に繰り出して、ダンスロール61a、ピンチロール62aに送り出す。
基材35を広げた状態とする。筒の長さ方向に沿って胴部の一箇所に切れ目を入れることで、等幅の帯状の樹脂フィルムが得られる。すなわち、ピンチロール62aを通過した筒状外袋31は、ガイドロール74を通過した後、カッター72によって、筒の長さ方向に沿って胴部の一箇所に切れ目を入れられ、ガイドロール73によって基材35を水平に広げた状態とし、基材35の重なりを無くした状態でピンチロール62bに送られる。或いは、工程Aにおいて、切断後の等幅の帯状の樹脂フィルムをボビンに巻いた巻き取り品を準備して、工程Bにおいて、カッターを使用せずに、そのまま水平に広げた状態で、ピンチロール62bに送ってもよい。
基材35をフラットのシート状として袋体(p1,p2,p3,p4,・・・,pn)を載せる。具体的には、広げられた基材35の上に、基材35の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を複数積み重ねていく。図19では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材35の上に載せていく。
複数個の袋体33を載せた基材35を基材35の長手方向Yに移動させながら、ガイドロール63bによって、基材35で複数個の袋体33を包み込むとともに、基材35の幅方向の両端の縁35a,35bに沿って、ヒートシール機69によって、基材35の内壁同士38a,38bとを接着又は熱溶着することで接合部39を形成し、基材35を筒状に成形して製品入り外袋400を得る。ここで、基材35の幅方向の両端の縁を袋体33の積み重ね面の上に配置して、接着又は熱溶着することが好ましい。袋体33を外袋で合掌貼りの形態で容易に包むことができ、また、接着又は熱溶着を行いやすい。このため、簡易な構造の装置で製造しやすい。製品入り外袋400において、複数個の袋体33は、外包装用の筒状外袋31によって包み込まれた状態となっている。ヒートシールされた製品入り外袋400は、タッチロール64、ピンチロール62c、ダンスロール61bに送られることが好ましい。このとき、接合部39は横に寝かされた状態とされて送られる。製品入り外袋400の内部が脱気されて、嵩が小さくなる。図19では、基材35の内壁同士38a,38bを接着又は熱溶着する形態を示したが、内壁38aと外壁38dとを接着又は熱溶着する形態、又は、内壁38bと外壁38cとを接着又は熱溶着する形態としてもよい。図19では、ヒートシール機69によって、ヒートシールする形態を示したが、糊付けによる接着を行ってもよい。工程Aにおいて、筒状外袋31の巻取り品58を用いる形態、及び、切断後の等幅の帯状の樹脂フィルムをボビンに巻いた巻き取り品を用いる形態のいずれの形態であっても、接合部39を形成したあとは、複数個の袋体33は外包装用の筒状外袋31によって包み込まれた状態とすることができる。
製品入り外袋400は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品70が得られる。図19では、ロール巻きの形態を示したが、製品入り外袋400を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
次に第五の製造方法について説明する。第五の製造方法は、第二の製造方法において、嵌合具を咬合して製品入り外袋を得る代わりに、基材を接着又は熱溶着して製品入り外袋を得ること以外は同様の製造方法である。すなわち、工程Aにおいて、基材を1つ準備し、工程Bにおいて、基材を、基材の長手方向の横断面がU字形状又はV字状となるように広げ、工程Cにおいて、袋体の左右いずれか一方の側端側を下方に向けた状態で、袋体をU字形状又はV字状の基材の内側に入れる。図19では、広げられた基材35として、水平に平坦に広げた形態を示したが、図17に示すように基材を断面がU字形状又はV次形状となるようにして、その中に袋体33を側端が基材に当接するように縦置きされた状態で積み重ねた形態とする。この形態では、基材の接合部は、袋体33の側端側に位置することとなる。
次に第六の製造方法について説明する。第六の製造方法は、第三の製造方法において、嵌合具を咬合して製品入り外袋を得る代わりに、基材を接着又は熱溶着して製品入り外袋を得ること以外は同様の製造方法である。すなわち、工程Aにおいて、基材を2つ準備し、工程Bにおいて、基材の一方を水平に広げ、基材の他方を、基材の一方の上方で水平に広げ、工程Cにおいて、基材の一方の幅方向の両端が袋体の左の側端側及び右の側端側にそれぞれ位置するように、基材の一方をフラットのシート状とすると共に、袋体を基材の一方の上に載せ、工程Dにおいて、基材の他方を袋体に被せて、基材の一方と基材の他方とを接合する。2つの基材を上下に配置し、その間に袋体を配置して閉じるという簡易な動作で、外袋の中に袋体を入れることが出来る。この形態では、基材の接合部は、袋体33の両側の側端側に位置することとなる。
図20を参照して、本実施形態に係る袋体の供給方法について説明する。本実施形態に係る袋体の供給方法は、本実施形態に係る製品入り外袋100又は本実施形態に係る製品入り外袋の巻き取り品50の外袋を引き出しながら咬合部分又は外袋のうち咬合部分以外の箇所を開口する第6工程と、開口された外袋の中の袋体3を順々に充填機に供給する第7工程と、を有する。製品入り外袋として、製品入り外袋200,300,400を用いてもよい。また、製品入り外袋の巻き取り品として、製品入り外袋の巻き取り品54,57,70を用いてもよい。製品入り外袋400又は製品入り外袋の巻き取り品70を用いた場合には、外袋を引き出しながら接合部又は外袋のうち接合部以外の箇所を開口する。さらに製品入り外袋のつづら折り品を用いてもよい。外袋のうち咬合部分以外の箇所、接合部、又は外袋のうち接合部以外の箇所を開口する場合には、カッターを用いて開口することが好ましい。また、外袋のうち咬合部分以外の箇所、接合部、又は外袋のうち接合部以外の箇所に脆弱部を設けた場合には、脆弱部から開封してもよい。
図20に示すように、製品入り外袋100又は製品入り外袋の巻き取り品50の外袋の製造工程とは逆の工程を進める。すなわち、製品入り外袋の巻き取り品50をダンスロール80、ピンチロール81、タッチロール82に送り、続いて、ガイドロール83によって、横に寝かせられている嵌合具4を起こす。続いて爪ガイドロール84に雌部材4bと雄部材4aとをそれぞれガイドさせて、嵌合具4の咬合部分又は外袋のうち咬合部分以外の箇所を外して開口する。なお、製品入り外袋400又は製品入り外袋の巻き取り品70を用いる場合には外袋を引き出しながら接合部又は外袋のうち接合部以外の箇所を開口する。第6工程では、袋体3を詰めた状態をそのまま再現することができている。なお、外袋1は、ピンチロール87、タッチロール93に送られ、さらに、ボビン91で巻き取られ、外袋1の巻き取り品90となる。外袋1の巻き取り品90に巻かれた使用後の外袋1は廃棄される。
開口された外袋1の中の袋体3を順々に充填機に供給する。ここで、基材5に載せられた袋体3の先頭の袋体p4を袋検知具86で検知し、吸着具85によって取り出し、位置決め装置92の一端側に載せられて袋体p3となる。位置決め装置92の一端側に載せられた袋体p3は、吸着具88で位置決め装置92の他端側に移動させられ袋体p2となる。袋体p2の位置に袋体が存在するかどうかは袋検知具89によって検知する。そして、袋体p2は、充填機(不図示)に、袋体p1として供給される。
1,11,21 嵌合具付き筒状外袋
p1,p2,p3,p4,・・・,pn 袋体
3,13,23,33 複数個の袋体(袋体)
4,14,24a,24b嵌合具
4a1 雄基部
4a2,4c 雄部
4a 雄部材
4b1 雌基部
4b2,4d 雌部
4b 雌部材
5,15,25,35 基材
25b 基材の一方
25a基材の他方
6,16,26,27 外袋の開口部
6a,16a,26a,27a 外袋の開口部の縁
7 収容部
8 袋体の開口部
9 チャック
20 領域
31 筒状外袋(嵌合具なし)
35a,35b 基材の幅方向の両端の縁
36 切り込み部
36a 切り込み部の縁
38a,38b 内壁
38c,38d 外壁
39 接合部
50,54,57 製品入り外袋の巻き取り品
58 筒状外袋の巻取り品
51,56,59,91 ボビン
61a,61b,80 ダンスロール
62a,62b,62c,81,87 ピンチロール
63,63b,84 爪ガイドロール
64,82,93 タッチロール
65 搬送コンベア
66 爪開き
67 爪掛け
68 位置合せ装置
69 ヒートシール機
72 カッター
73,74,84 ガイドロール
85 吸着具
86 袋検知具
89 袋検知具
90 外袋の巻き取り品
92 位置決め装置
95 ボビンの回転軸
X 筒の長さ方向
Y 基材の長手方向
前記第3工程において、前記基材の一方をフラットのシート状とすると共に、前記基材の一方の幅方向の両端側に位置する嵌合具が前記袋体の左の側端側及び右の側端側にそれぞれ位置するように、該袋体を前記基材の一方の上に載せ、前記第4工程において、前記基材の他方を前記袋体に被せて前記嵌合具を咬合することが好ましい。外袋を上下に分割し、その間に袋体を配置して、元通りに閉じるという簡易な動作で、外袋の中に袋体を入れることが出来る。
図1〜図5を参照して本実施形態に係る嵌合具付き筒状外袋について説明する。本実施形態に係る嵌合具付き筒状外袋1は、外包装用の嵌合具付き筒状外袋であって、嵌合具付き筒状外袋1は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部6の縁6aに沿って内壁側に嵌合具4を有し、開口部6は嵌合具4が咬合することによって閉じられ、かつ、嵌合具付き筒状外袋1は横断面が平坦状態でロール巻き、カセ巻き又はつづら折りされている。
<1> 高密度ポリエチレン(HDPE)
<2> 中密度ポリエチレン(MDPE)
<3> 低密度ポリエチレン(LDPE)
<4> ポリプロピレン(PP)
<5> ポリ塩化ビニリデン(PVDC)
<6> ポリ塩化ビニル(PVC)
<7> ポリスチレン(PS)
<8> ポリ酢酸ビニル(PVAc)
<9> ポリテトラフルオロエチレン(PTFE)
<10> ABS樹脂(アクリロニトリルブタジエンスチレン樹脂)
<11> AS樹脂(SAN)
<12> アクリル樹脂(PMMA)
<13> ポリアミド(PA)/商品名ナイロン
<14> ポリアセタール(POM)
<15> ポリカーボネート(PC)
<16> 変性ポリフェニレンエーテル(m−PPE、変性PPE、PPO)
<17> ポリブチレンテレフタレート(PBT)
<18> ポリエチレンテレフタレート(PET)
<19> 環状ポリオレフィン(COP)
<20> ポリフェニレンスルファイド(PPS)
<21> ポリサルフォン(PSF)
<22> ポリエーテルサルフォン(PES)
<23> 非晶ポリアリレート(PAR)
<24> 液晶ポリマー(LCP)
<25> ポリエーテルエーテルケトン(PEEK)
<26> 熱可塑性ポリイミド(PI)
<27> ポリアミドイミド(PAI)
<28> 熱可塑性ポリウレタン(TPU)
<29> フッ素樹脂(PTFE)
また、単層フィルムからなる基材5の厚さは0.2mm〜1.5mm程度のものが望ましく、複層フィルムからなる基材5の厚さは0.4〜2.0mm程度が望ましい。また、嵌合具付き筒状外袋1は、筒内を広げたときに筒の長さ方向Xに沿って同一内径で連続して延びた筒形状を有する。内径(直径)は、例えば1.5〜65cmであるが、この範囲に限定されない。また、筒形状の上端部及び下端部は、開放されていてもよく、また、接着若しくは熱溶着又は結束されて閉じていてもよい。
次に図1〜図3、図6及び図7を参照して、本実施形態に係る製品入り外袋100(第一例)を説明する。本実施形態に係る製品入り外袋100は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体3を、外包装用の嵌合具付き筒状外袋1で包み込んで、袋体の積み重ねの状態を保持したままで一体化した製品入り外袋であって、嵌合具付き筒状外袋1は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部6の縁6aに沿って基材5の内壁側に嵌合具4を有し、かつ、嵌合具4は咬合されている。
次に図8及び図9を参照して、本実施形態に係る製品入り外袋200(第二例)を説明する。本実施形態に係る製品入り外袋200では、嵌合具付き筒状外袋11は、嵌合具14を一つ有し、嵌合具14は、袋体13の左右いずれか一方の側端側に位置して、咬合されていることが好ましい。図9に示すように製品入り外袋200は、嵌合具14の位置が異なる以外は製品入り外袋100と同様である。すなわち、製品入り外袋200は、複数個の袋体13を嵌合具付き筒状外袋11で包み込み、嵌合具14が咬合されることにより、嵌合具付き筒状外袋11は、袋体13を含んだ状態で、一体化する。製品入り外袋200では、袋体13に対して基材15の密着性がより高まる。製品入り外袋200においても、製品入り外袋100の場合と同様に、複数個の袋体13を収容したときの嵌合具付き筒状外袋11の幅は、複数個の袋体13の幅よりもわずかに大きいことが好ましく、例えば、1〜10mm大きいことが好ましい。図9では嵌合具14が嵌合具付き筒状外袋11の左の側端側に位置していることによって、開口部16は左の側端部に設けられることとなり、左側の縁が開口部16の端部16aとなる。図9では嵌合具14は嵌合具付き筒状外袋11の左の側端側に位置している形態を示したが、右の側端側に位置させてもよい。本実施形態に係る製品入り外袋200は、袋体(p1,p2,p3,p4,・・・,pn)を嵌合具付き筒状外袋11に入れるときに重力を利用して袋体をきれいに整列させることが出来る形態であり、袋体13が嵌合具付き筒状外袋11に一体化された後は、製品入り外袋200内で、袋体13がより整然と整列している。
次に図10及び図11を参照して、本実施形態に係る製品入り外袋300(第三例)を説明する。本実施形態に係る製品入り外袋300では、嵌合具付き筒状外袋21は、嵌合具24a,24bを二つ有し、嵌合具24a,24bは、袋体23の左の側端側及び右の側端側にそれぞれ位置して、咬合されていることが好ましい。図11に示すように製品入り外袋300は、嵌合具24a,24bが2つあり、かつ、それらの位置が異なる以外は製品入り外袋100と同様である。すなわち、製品入り外袋300は、複数個の袋体23を嵌合具付き筒状外袋21で包み込み、嵌合具24a,24bが咬合されることにより、嵌合具付き筒状外袋21は、袋体23を含んだ状態で、一体化する。製品入り外袋300では、製品入り外袋200と同様に、袋体23に対して基材25の密着性がより高まる。製品入り外袋300においても、製品入り外袋100の場合と同様に、複数個の袋体23を収容したときの嵌合具付き筒状外袋21の幅は、複数個の袋体23の幅よりもわずかに大きいことが好ましく、例えば、1〜10mm大きいことが好ましい。図11では嵌合具24aが嵌合具付き筒状外袋21の左の側端側に位置していることによって、開口部26は左の側端部に設けられることとなり、左側の縁が開口部26の端部26aとなる。また、嵌合具24bが嵌合具付き筒状外袋21の右の側端側に位置していることによって、開口部27は右の側端部に設けられることとなり、右側の縁が開口部27の端部27aとなる。本実施形態に係る製品入り外袋300は、嵌合具24aと嵌合具24bの咬合をそれぞれ外すことによって、嵌合具付き筒状外袋21の基材25を基材25a(基材の他方25aともいう。)と基材25b(基材の一方25bともいう。)とに、上下に分割して開くので、袋体13を容易に取り出すことができる。
次に図12及び図13を参照して、本実施形態に係る製品入り外袋400(第四例)を説明する。本実施形態に係る製品入り外袋400は、外袋が接着又は熱溶着によって閉められている。本実施形態に係る製品入り外袋400は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体33を、外包装用の筒状外袋31で包み込んで、袋体の積み重ねの状態を保持したままで一体化した製品入り外袋であって、筒状外袋31は、樹脂フィルムを基材35として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って切り込み部36を少なくとも一つ有し、切り込み部36の縁36aに沿って基材35の内壁同士又は内壁と外壁とが接着又は熱溶着されている。
本実施形態に係る製品入り外袋の巻き取り品50は、図14及び図15に示すように、本実施形態に係る製品入り外袋100,200,300,400が、横断面が扁平状態でロール巻きされている。図14では、ロール巻きの一形態として、ボビン51に製品入り外袋100,200,300,400が巻かれている形態を示した。図14及び図15において、ボビンは回転軸95を中心として回転させられることで、巻取りが行われる。ボビン51の代わりに円筒状の芯に芯巻きする形態としてもよく(不図示)、また、ボビン51を用いずに、無芯巻きとしてもよい(不図示)。また、製品入り外袋100,200,300,400は、横断面が扁平状態でロール巻きする代わりに、横断面が扁平状態でカセ巻き又はつづら折りされていてもよい(不図示)。ここで横断面が扁平状態とは、製品入り外袋100,200,300,400に収容された複数個の袋体3,13,23,33の平坦面と、筒形状の基材5,15,25,35の内壁面とが接触し合っていて、複数個の袋体3,13,23,33の断面形状を反映して断面が細長形状となっている状態を言う。図15では製品入り外袋100,200,300,400の横断面が扁平状態、例えばほぼ矩形状態にされている形態が示されている。嵌合具4を有する製品入り外袋100では、ロール巻きされると、嵌合具4が横に倒れた状態、すなわち、基材5に開口部6が横たわるように折れ曲がった状態となる。製品入り外袋100,200,300,400は、横断面が扁平状態となることで筒内の空間が脱気された状態となるため帯状のような形状となるところ、製品入り外袋100,200,300,400の外壁面同士が接触し合うように巻かれることが好ましい。巻かれた製品入り外袋100,200,300,400の嵩を小さくすることが出来る。また、つづら折りされる形態、すなわち、ジグザグ状に畳まれる形態においても、製品入り外袋100,200,300,400は、横断面が扁平状態となることで筒内の空間が脱気された状態となるため帯状のような形状となるところ、製品入り外袋100,200,300,400の外壁面同士が接触し合うように折られて畳まれることが好ましい。つづら折りされた製品入り外袋100,200,300,400の嵩を小さくすることが出来る。
次に図16を参照して、本実施形態に係る製品入り外袋の巻き取り品の製造方法について説明する。本実施形態に係る製品入り外袋の製造方法は、製品である袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体3を、外包装用の嵌合具付き筒状外袋1で包み込んで、袋体3の積み重ねの状態を保持したままで一体化した製品入り外袋の製造方法であって、嵌合具付き筒状外袋は、樹脂フィルムを基材5として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、筒の長さ方向Xに沿って開口する開口部6を少なくとも一つ有し、かつ、開口部の縁6aに沿って基材5の内壁側に嵌合具4を有し、かつ、開口部6は嵌合具4が咬合することによって閉じられる構造を有し、かつ、製造方法は、嵌合具付き筒状外袋1を準備する第1工程と、嵌合具4の咬合が外れていてかつ嵌合具付き筒状外袋1が広げられた状態とする第2工程と、基材5の上に、基材5の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく第3工程と、複数個の袋体3を載せた基材5を基材5の長手方向Yに移動させながら、基材5を折り込み基材5で複数個の袋体3を包み込むとともに、嵌合具4を咬合して製品入り外袋100を得る第4工程と、を有する。
第一の製造方法において、外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図1〜図5に示した嵌合具付き筒状外袋1及び製品入り外袋100であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋100は図14及び図15に示したボビン51と同じボビンに巻き取られる。さらに、基材5の長手方向Yは、基材5を基準として、筒の長さ方向Xと同方向である。
ボビン52に巻き取られた外包装用の嵌合具付き筒状外袋1の外袋巻き取り品53を準備する。外包装用の嵌合具付き筒状外袋1は、嵌合具4が咬合していて、嵌合具4が側端に位置するように筒が潰された平坦状態でボビン52に巻き取られている。外包装用の嵌合具付き筒状外袋1を筒の長さ方向Xの方向に繰り出して、ダンスロール61a、ピンチロール62aに送り出す。なお、嵌合具4が基材5と別体の場合は、第1工程は、嵌合具4が接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
嵌合具4の咬合が外れていてかつ嵌合具付き筒状外袋1が広げられた状態とする。すなわち、ピンチロール62aを通過した外包装用の嵌合具付き筒状外袋1は、爪ガイドロール63によって、嵌合具4の咬合が外され、嵌合具付き筒状外袋1が広げられ、基材5の重なりを無くした状態でピンチロール62bに送られる。
基材5をフラットのシート状として袋体(p1,p2,p3,p4,・・・,pn)を載せる。具体的には、嵌合具付き筒状外袋1が広げられて、基材5の重なりがない状態とされた基材5の上に、基材5の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図16では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材5の上に載せていく。
複数個の袋体3を載せた基材5を基材5の長手方向Yに移動させながら、爪ガイドロール63bによって、基材5で複数個の袋体3を包み込むとともに、嵌合具4を咬合して製品入り外袋100を得る。嵌合具4が咬合された製品入り外袋100は、嵌合具4の根元付近で開口部6を横に寝かせた状態で、タッチロール64、ピンチロール62c、ダンスロール61bに送られることが好ましい。製品入り外袋100の内部が脱気されて、嵩が小さくなる。
製品入り外袋100は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品50が得られる。図16では、ロール巻きの形態を示したが、製品入り外袋100を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
次に図17を参照して、本実施形態に係る製品入り外袋の巻き取り品の第二の製造方法について説明する。ここで外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図8及び図9に示した嵌合具付き筒状外袋11及び製品入り外袋200であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋200は図14及び図15に示したボビン51と同じボビンに巻き取られる(図17中、ボビンの描画は省略している。)。さらに、基材15の長手方向Yは、基材15を基準として、筒の長さ方向Xと同方向である。
第一の製造方法と同様である。図17では第1工程の図示を省略している。なお、嵌合具14が基材15と別体の場合は、第1工程は、嵌合具14が接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
爪開き66を通過した外包装用の嵌合具付き筒状外袋11について、基材5を、基材5の長手方向Yの横断面がU字形状又はV字状となるように広げ、嵌合具14の咬合が外れていてかつ嵌合具付き筒状外袋11が広げられた状態とする。
袋体の左右いずれか一方の側端側を下方に向けた状態で、袋体をU字形状又はV字状の基材の内側に入れることが好ましい。重力を利用して袋体をきれいに整列させることが出来るため、製品入り外袋内で、袋体がより整然と整列している。すなわち、嵌合具付き筒状外袋11が広げられて、U字形状又はV字状の基材15の内側に、基材5の長手方向Yに沿って、位置合せ装置68によって、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図17では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材15の内側に入れていく。
複数個の袋体13を内側に入れた基材15を基材15の長手方向Yに移動させながら、爪掛け67によって、基材15で複数個の袋体3を包み込むとともに、嵌合具14を咬合して製品入り外袋200を得る。嵌合具14が咬合された製品入り外袋200は、製品入り外袋200の内部が脱気されて、嵩が小さくなる。
製品入り外袋200は横断面が扁平状態でボビンに巻き取られて、製品入り外袋の巻き取り品54が得られる。図17では、ロール巻きの形態を示したが、製品入り外袋200を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
次に図18を参照して、本実施形態に係る製品入り外袋の巻き取り品の第三の製造方法について説明する。ここで外包装用の嵌合具付き筒状外袋及び製品入り外袋は、図10及び図11に示した嵌合具付き筒状外袋21及び製品入り外袋300であり、袋体は、図6及び図7に示した袋体p1であり、製品入り外袋300は図14及び図15に示したボビン51と同じボビンに巻き取られる。さらに、基材25の長手方向Yは、基材25を基準として、筒の長さ方向Xと同方向である。
ボビン56に巻き取られた外包装用の嵌合具付き筒状外袋21の外袋巻き取り品55を準備する。外包装用の嵌合具付き筒状外袋21は、嵌合具を二つ有し、嵌合具4a,4bが咬合していて、嵌合具4a,4bが両側端にそれぞれ位置するように筒が潰された平坦状態でボビン56に巻き取られている。外包装用の嵌合具付き筒状外袋21を筒の長さ方向Xの方向に繰り出して、爪開き66に送り出す。なお、嵌合具4a,4bが基材25と別体の場合は、第1工程は、嵌合具4a,4bが接着されていない筒状フィルム又は半切フィルムを準備する工程1Aと筒状フィルム又は半切フィルムに嵌合具テープを取り付ける工程1Bとを含む。
爪開き66を通過した外包装用の嵌合具付き筒状外袋21について、嵌合具4a,4bの咬合が外れることによって2つに分かれた基材25の一方25bを水平に広げ、基材の他方25aを、基材の一方25bの上方で水平に広げる。基材の一方25bはピンチロール62aに送られる。基材の他方25aもピンチロール(不図示)に送られる。
基材の一方25bをフラットのシート状とすると共に、基材の一方25bの幅方向の両端側に位置する嵌合具24a,24bが袋体(p1,p2,p3,p4,・・・,pn)の左の側端側及び右の側端側にそれぞれ位置するように、袋体を基材の一方25bの上に載せることが好ましい。すなわち、基材の一方25bが広げられて、長手方向Yに沿って、位置合せ装置68によって、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を積み重ねていく。図18では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材の一方25bの上に載せていく。
複数個の袋体23を基材の一方25bに載せた状態で長手方向Yに移動させながら、同時に長手方向Yに移動させてきた基材の一方25bを被せて、爪掛け67によって嵌合具24a,24bを咬合することが好ましい。嵌合具24a,24bの咬合によって、製品入り外袋300を得る。嵌合具24a,24bが咬合された製品入り外袋300は、ピンチロール62b,62cを通過する際に、製品入り外袋300の内部が脱気されて、嵩が小さくなる。外包装用の嵌合具付き筒状外袋21を、基材の一方25bと基材の他方25aとして、上下に分割し、その間に袋体23を配置して、元通りに閉じるという簡易な動作で、筒状外袋21の中に袋体23を入れることが出来る。
製品入り外袋300は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品57が得られる。図18では、ロール巻きの形態を示したが、製品入り外袋300を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
(工程A)
引き続き図19を参照して、第四の製造方法についてさらに詳細に説明する。基材35として等幅の帯状の樹脂フィルムを準備する。図19においては、インフレーションフィルム成形によって製造された筒状の樹脂フィルムであって、筒の長さ方向に沿って同一内径で連続して延びた筒形状をなしている筒状外袋31がボビン59に巻かれた筒状外袋31の巻取り品58を一つ準備する。図19においては、筒状外袋31を筒の長さ方向Xの方向に繰り出して、ダンスロール61a、ピンチロール62aに送り出す。
基材35を広げた状態とする。筒の長さ方向に沿って胴部の一箇所に切れ目を入れることで、等幅の帯状の樹脂フィルムが得られる。すなわち、ピンチロール62aを通過した筒状外袋31は、ガイドロール74を通過した後、カッター72によって、筒の長さ方向に沿って胴部の一箇所に切れ目を入れられ、ガイドロール73によって基材35を水平に広げた状態とし、基材35の重なりを無くした状態でピンチロール62bに送られる。或いは、工程Aにおいて、切断後の等幅の帯状の樹脂フィルムをボビンに巻いた巻き取り品を準備して、工程Bにおいて、カッターを使用せずに、そのまま水平に広げた状態で、ピンチロール62bに送ってもよい。
基材35をフラットのシート状として袋体(p1,p2,p3,p4,・・・,pn)を載せる。具体的には、広げられた基材35の上に、基材35の長手方向Yに沿って、袋体(p1,p2,p3,p4,・・・,pn)の一部が重なるように連続又は間欠で一列に袋体を複数積み重ねていく。図19では、袋体(p1,p2,p3,p4,・・・,pn)が連続で一列に袋体を積み重ねられていく形態を示した。ここで、袋体(p1,p2,p3,p4,・・・,pn)は、製袋機(不図示)の下流側に位置する搬送コンベア65に1枚ごとに載せられて送られてくる。搬送コンベア65上にある袋体、例えば、袋体p4、p5、p6、p7を順次、基材35の上に載せていく。
複数個の袋体33を載せた基材35を基材35の長手方向Yに移動させながら、ガイドロール63bによって、基材35で複数個の袋体33を包み込むとともに、基材35の幅方向の両端の縁35a,35bに沿って、ヒートシール機69によって、基材35の内壁同士38a,38bとを接着又は熱溶着することで接合部39を形成し、基材35を筒状に成形して製品入り外袋400を得る。ここで、基材35の幅方向の両端の縁を袋体33の積み重ね面の上に配置して、接着又は熱溶着することが好ましい。袋体33を外袋で合掌貼りの形態で容易に包むことができ、また、接着又は熱溶着を行いやすい。このため、簡易な構造の装置で製造しやすい。製品入り外袋400において、複数個の袋体33は、外包装用の筒状外袋31によって包み込まれた状態となっている。ヒートシールされた製品入り外袋400は、タッチロール64、ピンチロール62c、ダンスロール61bに送られることが好ましい。このとき、接合部39は横に寝かされた状態とされて送られる。製品入り外袋400の内部が脱気されて、嵩が小さくなる。図19では、基材35の内壁同士38a,38bを接着又は熱溶着する形態を示したが、内壁38aと外壁38dとを接着又は熱溶着する形態、又は、内壁38bと外壁38cとを接着又は熱溶着する形態としてもよい。図19では、ヒートシール機69によって、ヒートシールする形態を示したが、糊付けによる接着を行ってもよい。工程Aにおいて、筒状外袋31の巻取り品58を用いる形態、及び、切断後の等幅の帯状の樹脂フィルムをボビンに巻いた巻き取り品を用いる形態のいずれの形態であっても、接合部39を形成したあとは、複数個の袋体33は外包装用の筒状外袋31によって包み込まれた状態とすることができる。
製品入り外袋400は横断面が扁平状態でボビン51に巻き取られて、製品入り外袋の巻き取り品70が得られる。図19では、ロール巻きの形態を示したが、製品入り外袋400を横断面が扁平状態でカセ巻き又はつづら折りすることとしてもよい。
次に第五の製造方法について説明する。第五の製造方法は、第二の製造方法において、嵌合具を咬合して製品入り外袋を得る代わりに、基材を接着又は熱溶着して製品入り外袋を得ること以外は同様の製造方法である。すなわち、工程Aにおいて、基材を1つ準備し、工程Bにおいて、基材を、基材の長手方向の横断面がU字形状又はV字状となるように広げ、工程Cにおいて、袋体の左右いずれか一方の側端側を下方に向けた状態で、袋体をU字形状又はV字状の基材の内側に入れる。図19では、広げられた基材35として、水平に平坦に広げた形態を示したが、図17に示すように基材を断面がU字形状又はV次形状となるようにして、その中に袋体33を側端が基材に当接するように縦置きされた状態で積み重ねた形態とする。この形態では、基材の接合部は、袋体33の側端側に位置することとなる。
次に第六の製造方法について説明する。第六の製造方法は、第三の製造方法において、嵌合具を咬合して製品入り外袋を得る代わりに、基材を接着又は熱溶着して製品入り外袋を得ること以外は同様の製造方法である。すなわち、工程Aにおいて、基材を2つ準備し、工程Bにおいて、基材の一方を水平に広げ、基材の他方を、基材の一方の上方で水平に広げ、工程Cにおいて、基材の一方の幅方向の両端が袋体の左の側端側及び右の側端側にそれぞれ位置するように、基材の一方をフラットのシート状とすると共に、袋体を基材の一方の上に載せ、工程Dにおいて、基材の他方を袋体に被せて、基材の一方と基材の他方とを接合する。2つの基材を上下に配置し、その間に袋体を配置して閉じるという簡易な動作で、外袋の中に袋体を入れることが出来る。この形態では、基材の接合部は、袋体33の両側の側端側に位置することとなる。
図20を参照して、本実施形態に係る袋体の供給方法について説明する。本実施形態に係る袋体の供給方法は、本実施形態に係る製品入り外袋100又は本実施形態に係る製品入り外袋の巻き取り品50の外袋を引き出しながら咬合部分又は外袋のうち咬合部分以外の箇所を開口する第6工程と、開口された外袋の中の袋体3を順々に充填機に供給する第7工程と、を有する。製品入り外袋として、製品入り外袋200,300,400を用いてもよい。また、製品入り外袋の巻き取り品として、製品入り外袋の巻き取り品54,57,70を用いてもよい。製品入り外袋400又は製品入り外袋の巻き取り品70を用いた場合には、外袋を引き出しながら接合部又は外袋のうち接合部以外の箇所を開口する。さらに製品入り外袋のつづら折り品を用いてもよい。外袋のうち咬合部分以外の箇所、接合部、又は外袋のうち接合部以外の箇所を開口する場合には、カッターを用いて開口することが好ましい。また、外袋のうち咬合部分以外の箇所、接合部、又は外袋のうち接合部以外の箇所に脆弱部を設けた場合には、脆弱部から開封してもよい。
図20に示すように、製品入り外袋100又は製品入り外袋の巻き取り品50の外袋の製造工程とは逆の工程を進める。すなわち、製品入り外袋の巻き取り品50をダンスロール80、ピンチロール81、タッチロール82に送り、続いて、ガイドロール83によって、横に寝かせられている嵌合具4を起こす。続いて爪ガイドロール84に雌部材4bと雄部材4aとをそれぞれガイドさせて、嵌合具4の咬合部分又は外袋のうち咬合部分以外の箇所を外して開口する。なお、製品入り外袋400又は製品入り外袋の巻き取り品70を用いる場合には外袋を引き出しながら接合部又は外袋のうち接合部以外の箇所を開口する。第6工程では、袋体3を詰めた状態をそのまま再現することができている。なお、外袋1は、ピンチロール87、タッチロール93に送られ、さらに、ボビン91で巻き取られ、外袋1の巻き取り品90となる。外袋1の巻き取り品90に巻かれた使用後の外袋1は廃棄される。
開口された外袋1の中の袋体3を順々に充填機に供給する。ここで、基材5に載せられた袋体3の先頭の袋体p4を袋検知具86で検知し、吸着具85によって取り出し、位置決め装置92の一端側に載せられて袋体p3となる。位置決め装置92の一端側に載せられた袋体p3は、吸着具88で位置決め装置92の他端側に移動させられ袋体p2となる。袋体p2の位置に袋体が存在するかどうかは袋検知具89によって検知する。そして、袋体p2は、充填機(不図示)に、袋体p1として供給される。
1,11,21 嵌合具付き筒状外袋
p1,p2,p3,p4,・・・,pn 袋体
3,13,23,33 複数個の袋体(袋体)
4,14,24a,24b嵌合具
4a1 雄基部
4a2,4c 雄部
4a 雄部材
4b1 雌基部
4b2,4d 雌部
4b 雌部材
5,15,25,35 基材
25b 基材の一方
25a基材の他方
6,16,26,27 外袋の開口部
6a,16a,26a,27a 外袋の開口部の縁
7 収容部
8 袋体の開口部
9 チャック
20 領域
31 筒状外袋(嵌合具なし)
35a,35b 基材の幅方向の両端の縁
36 切り込み部
36a 切り込み部の縁
38a,38b 内壁
38c,38d 外壁
39 接合部
50,54,57 製品入り外袋の巻き取り品
58 筒状外袋の巻取り品
51,56,59,91 ボビン
61a,61b,80 ダンスロール
62a,62b,62c,81,87 ピンチロール
63,63b,84 爪ガイドロール
64,82,93 タッチロール
65 搬送コンベア
66 爪開き
67 爪掛け
68 位置合せ装置
69 ヒートシール機
72 カッター
73,74,84 ガイドロール
85 吸着具
86 袋検知具
89 袋検知具
90 外袋の巻き取り品
92 位置決め装置
95 ボビンの回転軸
X 筒の長さ方向
Y 基材の長手方向
Claims (19)
- 外包装用の嵌合具付き筒状外袋1,11,21であって、
該嵌合具付き筒状外袋は、樹脂フィルムを基材5,15,25として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、前記筒の長さ方向Xに沿って開口する開口部6,16,26,27を少なくとも一つ有し、かつ、該開口部の縁6a,16a,26a,27aに沿って内壁側に前記嵌合具4,14,24a,24bを有し、
前記開口部は前記嵌合具が咬合することによって閉じられ、かつ、
前記嵌合具付き筒状外袋は横断面が平坦状態でロール巻き、カセ巻き又はつづら折りされていることを特徴とする嵌合具付き筒状外袋。 - 製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体3,13,23を、外包装用の嵌合具付き筒状外袋1,11,21で包み込んで、前記袋体の積み重ねの状態を保持したままで一体化した製品入り外袋100,200,300であって、
前記嵌合具付き筒状外袋は、樹脂フィルムを基材5,15,25として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、前記筒の長さ方向に沿って開口する開口部6,16,26,27を少なくとも一つ有し、かつ、該開口部の縁6a,16a,26a,27aに沿って前記基材の内壁側に前記嵌合具4,14,24a,24bを有し、かつ、
該嵌合具は咬合されていることを特徴とする製品入り外袋。 - 前記製品入り外袋は、フラットのシート状嵌合具付き外包装用の樹脂フィルムとした前記基材に製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体を載せ、前記基材を折り込み前記複数個の袋体を前記基材で包み込んで嵌合具付き筒状外袋とし、前記袋体の積み重ねの状態を保持したままで一体化したことを特徴とする請求項2に記載の製品入り外袋。
- 前記嵌合具付き筒状外袋は、前記嵌合具を一つ有し、該嵌合具は、前記袋体の積み重ね面の上に位置して、咬合されていることを特徴とする請求項2又は3に記載の製品入り外袋。
- 前記嵌合具付き筒状外袋は、前記嵌合具を一つ有し、該嵌合具は、前記袋体の左右いずれか一方の側端側に位置して、咬合されていることを特徴とする請求項2又は3に記載の製品入り外袋。
- 前記嵌合具付き筒状外袋は、前記嵌合具を二つ有し、該嵌合具は、前記袋体の左の側端側及び右の側端側にそれぞれ位置して、咬合されていることを特徴とする請求項2又は3に記載の製品入り外袋。
- 製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体33を、外包装用の筒状外袋31で包み込んで、前記袋体の積み重ねの状態を保持したままで一体化した製品入り外袋400であって、
前記筒状外袋は、樹脂フィルムを基材35として筒の長さ方向Xに沿って同一内径で連続して延びた筒形状をなしており、前記筒の長さ方向に沿って切り込み部36を少なくとも一つ有し、
該切り込み部の縁36aに沿って前記基材の内壁同士38a,38b又は内壁38a,38bと外壁38c,38dとが接着又は熱溶着されていることを特徴とする製品入り外袋。 - 前記製品入り外袋は、フラットのシート状外包装用の樹脂フィルムとした前記基材に製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体を載せ、前記基材を折り込み前記複数個の袋体を前記基材で包み込んで筒状外袋とし、前記袋体の積み重ねの状態を保持したままで一体化したことを特徴とする請求項7に記載の製品入り外袋。
- 請求項2〜8のいずれか一つに記載の製品入り外袋が、横断面が扁平状態でロール巻き、カセ巻き又はつづら折りされていることを特徴とする製品入り外袋の巻き取り品又はつづら折り品。
- 製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体を、外包装用の嵌合具付き筒状外袋で包み込んで、前記袋体の積み重ねの状態を保持したままで一体化した製品入り外袋の製造方法であって、
前記嵌合具付き筒状外袋は、樹脂フィルムを基材として筒の長さ方向に沿って同一内径で連続して延びた筒形状をなしており、前記筒の長さ方向に沿って開口する開口部を少なくとも一つ有し、かつ、該開口部の縁に沿って前記基材の内壁側に前記嵌合具を有し、かつ、
前記開口部は前記嵌合具が咬合することによって閉じられる構造を有し、かつ、
前記製造方法は、
前記嵌合具付き筒状外袋を準備する第1工程と、
前記嵌合具の咬合が外れていてかつ前記嵌合具付き筒状外袋が広げられた状態とする第2工程と、
前記基材の上に、該基材の長手方向に沿って、前記袋体の一部が重なるように連続又は間欠で一列に該袋体を積み重ねていく第3工程と、
前記複数個の袋体を載せた前記基材を該基材の長手方向に移動させながら、前記基材を折り込み前記基材で前記複数個の袋体を包み込むとともに、前記嵌合具を咬合して前記製品入り外袋を得る第4工程と、を有することを特徴とする製品入り外袋の製造方法。 - 前記嵌合具付き筒状外袋は、前記嵌合具を一つ有し、
前記第2工程において、前記基材を水平に広げ、
前記第3工程において、前記基材をフラットのシート状として前記袋体を載せ、
前記第4工程において、該嵌合具を前記袋体の積み重ね面の上に配置して、さらに咬合することを特徴とする請求項10に記載の製品入り外袋の製造方法。 - 前記嵌合具付き筒状外袋は、前記嵌合具を一つ有し、
前記第2工程において、前記基材を、前記基材の長手方向の横断面がU字形状又はV字状となるように広げ、
前記第3工程において、前記袋体の左右いずれか一方の側端側を下方に向けた状態で、前記袋体を前記U字形状又はV字状の基材の内側に入れることを特徴とする請求項10に記載の製品入り外袋の製造方法。 - 前記嵌合具付き筒状外袋は、前記嵌合具を二つ有し、
前記第2工程において、前記嵌合具の咬合が外れることによって2つに分かれた基材の一方を水平に広げ、基材の他方を、前記基材の一方の上方で水平に広げ、
前記第3工程において、前記基材の一方をフラットのシート状とすると共に、前記基材の一方の幅方向の両端側に位置する嵌合具が前記袋体の左の側端側及び右の側端側にそれぞれ位置するように、該袋体を前記基材の一方の上に載せ、
前記第4工程において、前記基材の他方を前記袋体に被せて前記嵌合具を咬合することを特徴とする請求項10に記載の製品入り外袋の製造方法。 - 製品である袋体の一部が重なるように連続又は間欠で一列に積み重ねられた複数個の袋体を、外包装用の筒状外袋で包み込んで、前記袋体の積み重ねの状態を保持したままで一体化した製品入り外袋の製造方法であって、
基材として等幅の帯状の樹脂フィルムを準備する工程Aと、
前記基材を広げた状態とする工程Bと、
前記基材の上に、該基材の長手方向に沿って、前記袋体の一部が重なるように連続又は間欠で一列に該袋体を複数積み重ねていく工程Cと、
前記複数個の袋体を載せた前記基材を該基材の長手方向に移動させながら、前記基材を折り込み前記基材で前記複数個の袋体を包み込むとともに、前記基材の幅方向の両端の縁に沿って前記基材の内壁同士又は内壁と外壁とを接着又は熱溶着することで、前記基材を筒状に成形して前記製品入り外袋を得る工程Dと、を有することを特徴とする製品入り外袋の製造方法。 - 前記工程Aにおいて、前記基材を1つ準備し、
前記工程Bにおいて、前記基材を水平に広げ、
前記工程Cにおいて、前記基材をフラットのシート状として前記袋体を載せ、
前記工程Dにおいて、前記基材の幅方向の両端の縁を前記袋体の積み重ね面の上に配置して、接着又は熱溶着することを特徴とする請求項14に記載の製品入り外袋の製造方法。 - 前記工程Aにおいて、前記基材を1つ準備し、
前記工程Bにおいて、前記基材を、前記基材の長手方向の横断面がU字形状又はV字状となるように広げ、
前記工程Cにおいて、前記袋体の左右いずれか一方の側端側を下方に向けた状態で、前記袋体を前記U字形状又はV字状の基材の内側に入れることを特徴とする請求項14に記載の製品入り外袋の製造方法。 - 前記工程Aにおいて、前記基材を2つ準備し、
前記工程Bにおいて、前記基材の一方を水平に広げ、前記基材の他方を、前記基材の一方の上方で水平に広げ、
前記工程Cにおいて、前記基材の一方をフラットのシート状とすると共に、前記基材の一方の幅方向の両端が前記袋体の左の側端側及び右の側端側にそれぞれ位置するように、該袋体を前記基材の一方の上に載せ、
前記工程Dにおいて、前記基材の他方を前記袋体に被せて、前記基材の一方と前記基材の他方とを接着又は熱溶着することを特徴とする請求項14に記載の製品入り外袋の製造方法。 - 請求項10〜17のいずれか一つに記載の製品入り外袋を横断面が扁平状態でロール巻き、カセ巻き又はつづら折りする第5工程を有することを特徴とする製品入り外袋の巻き取り品又はつづら折り品の製造方法。
- 請求項10〜17のいずれか一つに記載の製品入り外袋又は請求項18に記載の製品入り外袋の巻き取り品又はつづら折り品の外袋を引き出しながら咬合部分若しくは接合部又は外袋のうちこれら以外の箇所を開口する第6工程と、
開口された外袋の中の前記袋体を順々に充填機に供給する第7工程と、を有することを特徴とする袋体の供給方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019040689A JP7261618B2 (ja) | 2019-03-06 | 2019-03-06 | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
| JP2022116238A JP7369248B2 (ja) | 2019-03-06 | 2022-07-21 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019040689A JP7261618B2 (ja) | 2019-03-06 | 2019-03-06 | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018080858A Division JP6539762B2 (ja) | 2018-04-19 | 2018-04-19 | 製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022116238A Division JP7369248B2 (ja) | 2019-03-06 | 2022-07-21 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019189355A true JP2019189355A (ja) | 2019-10-31 |
| JP7261618B2 JP7261618B2 (ja) | 2023-04-20 |
Family
ID=68391589
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019040689A Active JP7261618B2 (ja) | 2019-03-06 | 2019-03-06 | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
| JP2022116238A Active JP7369248B2 (ja) | 2019-03-06 | 2022-07-21 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022116238A Active JP7369248B2 (ja) | 2019-03-06 | 2022-07-21 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7261618B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022132582A (ja) * | 2019-03-06 | 2022-09-08 | 株式会社生産日本社 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4947547B1 (ja) * | 1969-10-13 | 1974-12-16 | ||
| JPS5013189A (ja) * | 1973-06-05 | 1975-02-12 | ||
| JPS5130081A (ja) * | 1974-09-05 | 1976-03-13 | Okuma Machinery Works Ltd | Tsumikasaneraretafukuroohososuruhoho to sochi |
| JPS56500086A (ja) * | 1979-03-09 | 1981-01-29 | ||
| US4341575A (en) * | 1975-11-03 | 1982-07-27 | Minigrip, Inc. | Means for joining flexible fastener strips to film |
| US4582549A (en) * | 1985-03-15 | 1986-04-15 | Minigrip, Inc. | Method and apparatus for producing bag making material having reclosable fasteners |
| US4698274A (en) * | 1983-03-03 | 1987-10-06 | Minigrip, Inc. | Quadruple profile plastic tubing for making bags |
| EP0266438A1 (en) * | 1986-11-01 | 1988-05-11 | Minigrip Europe Gmbh | Zipper-lock bag chain with tearable strip interconnection means |
| JPH04215953A (ja) * | 1990-02-20 | 1992-08-06 | Oscar Mayer Foods Corp | 製品密閉方法及び再閉鎖可能なパッケージ |
| JPH0571444B2 (ja) * | 1988-04-07 | 1993-10-07 | Idemitsu Petrochemical Co | |
| JPH05305956A (ja) * | 1992-04-24 | 1993-11-19 | Houseki Planning:Kk | テープ貼りジッパー袋 |
| EP0780309A1 (en) * | 1995-12-18 | 1997-06-25 | Minigrip Flexible Packaging Limited | Method for filling a reclosable bag |
| DE29803049U1 (de) * | 1998-02-21 | 1998-06-18 | Remmele Johannes Dipl Betriebs | Schlauchbeutelkette |
| JP2000226005A (ja) * | 1999-02-04 | 2000-08-15 | Illinois Tool Works Inc <Itw> | 横型成形充填密封機械 |
| JP2003002302A (ja) * | 2001-06-19 | 2003-01-08 | Sanko Kikai Kk | 製袋充填機 |
| JP2006219198A (ja) * | 2005-02-09 | 2006-08-24 | Illinois Tool Works Inc <Itw> | 再閉鎖可能なバッグ |
| JP2008155963A (ja) * | 2006-12-25 | 2008-07-10 | Shinwa Sangyo Kk | チャックテープ付きピロー包装用巻取原反 |
| WO2010143566A1 (ja) * | 2009-06-12 | 2010-12-16 | 出光ユニテック株式会社 | ジッパーテープ付包装袋の製造方法およびその製造装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2882664B1 (en) | 2013-02-15 | 2017-05-03 | Intercontinental Great Brands LLC | Packages having separable sealing features and methods of manufacturing |
| JP6539762B2 (ja) | 2018-04-19 | 2019-07-03 | 株式会社生産日本社 | 製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法 |
| JP7261618B2 (ja) * | 2019-03-06 | 2023-04-20 | 株式会社生産日本社 | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
-
2019
- 2019-03-06 JP JP2019040689A patent/JP7261618B2/ja active Active
-
2022
- 2022-07-21 JP JP2022116238A patent/JP7369248B2/ja active Active
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4947547B1 (ja) * | 1969-10-13 | 1974-12-16 | ||
| JPS5013189A (ja) * | 1973-06-05 | 1975-02-12 | ||
| JPS5130081A (ja) * | 1974-09-05 | 1976-03-13 | Okuma Machinery Works Ltd | Tsumikasaneraretafukuroohososuruhoho to sochi |
| US4341575A (en) * | 1975-11-03 | 1982-07-27 | Minigrip, Inc. | Means for joining flexible fastener strips to film |
| JPS56500086A (ja) * | 1979-03-09 | 1981-01-29 | ||
| US4698274A (en) * | 1983-03-03 | 1987-10-06 | Minigrip, Inc. | Quadruple profile plastic tubing for making bags |
| US4582549A (en) * | 1985-03-15 | 1986-04-15 | Minigrip, Inc. | Method and apparatus for producing bag making material having reclosable fasteners |
| EP0266438A1 (en) * | 1986-11-01 | 1988-05-11 | Minigrip Europe Gmbh | Zipper-lock bag chain with tearable strip interconnection means |
| JPH0571444B2 (ja) * | 1988-04-07 | 1993-10-07 | Idemitsu Petrochemical Co | |
| JPH04215953A (ja) * | 1990-02-20 | 1992-08-06 | Oscar Mayer Foods Corp | 製品密閉方法及び再閉鎖可能なパッケージ |
| JPH05305956A (ja) * | 1992-04-24 | 1993-11-19 | Houseki Planning:Kk | テープ貼りジッパー袋 |
| EP0780309A1 (en) * | 1995-12-18 | 1997-06-25 | Minigrip Flexible Packaging Limited | Method for filling a reclosable bag |
| DE29803049U1 (de) * | 1998-02-21 | 1998-06-18 | Remmele Johannes Dipl Betriebs | Schlauchbeutelkette |
| JP2000226005A (ja) * | 1999-02-04 | 2000-08-15 | Illinois Tool Works Inc <Itw> | 横型成形充填密封機械 |
| JP2003002302A (ja) * | 2001-06-19 | 2003-01-08 | Sanko Kikai Kk | 製袋充填機 |
| JP2006219198A (ja) * | 2005-02-09 | 2006-08-24 | Illinois Tool Works Inc <Itw> | 再閉鎖可能なバッグ |
| JP2008155963A (ja) * | 2006-12-25 | 2008-07-10 | Shinwa Sangyo Kk | チャックテープ付きピロー包装用巻取原反 |
| WO2010143566A1 (ja) * | 2009-06-12 | 2010-12-16 | 出光ユニテック株式会社 | ジッパーテープ付包装袋の製造方法およびその製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022132582A (ja) * | 2019-03-06 | 2022-09-08 | 株式会社生産日本社 | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7261618B2 (ja) | 2023-04-20 |
| JP7369248B2 (ja) | 2023-10-25 |
| JP2022132582A (ja) | 2022-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019203223A1 (ja) | 製品入り外袋及びその製造方法並びに袋体の供給方法 | |
| EP1162899A2 (en) | Assembly and accumulation of slider for profiled zippers | |
| JP2018188224A (ja) | 製品入り外袋、製品入り外袋の箱詰め品、それらの製造方法及び袋体の供給方法 | |
| JP7369248B2 (ja) | 製品入り外袋、その製造方法及び袋体の供給方法並びに嵌合具付き筒状外袋及び筒状外袋の使用方法 | |
| JP7369271B2 (ja) | 製品入り外袋 | |
| JP7281259B2 (ja) | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法 | |
| JP2023038307A (ja) | 製品入り外袋、製品入り外袋の巻き取り品又はつづら折り品、それらの製造方法及び袋体の供給方法 | |
| JP7273225B2 (ja) | 製品入り外袋 | |
| JP7117201B2 (ja) | 製品入り外袋、製品入り外袋の巻き取り品及びそれらの製造方法並びに袋体の供給方法 | |
| JP3445211B2 (ja) | 包材ロール | |
| JP5209190B2 (ja) | ノントレー包装方法及びそれに用いる熱可塑性樹脂製チューブの帯状連結物の巻物 | |
| WO2022201734A1 (ja) | 製品入り外袋、給袋装置及び供給方法 | |
| JP2010137867A (ja) | ジッパーテープ付包装袋、その包装袋の製造装置、製造方法及び折曲用帯状部材 | |
| JP2024024782A (ja) | 外袋、製品入り外袋、給袋装置及び供給方法 | |
| JP2023156076A (ja) | 製品入り外袋 | |
| US20120106877A1 (en) | Flexible packaging material and a package formed therewith | |
| JP2017001688A (ja) | 充填方法 | |
| AU2012381135A1 (en) | Packaging bag with carrying handle | |
| JP2012006626A (ja) | 包装袋およびその製造方法 | |
| JPH1159769A (ja) | 袋状包装体 | |
| AU2012101921A4 (en) | Packaging bag with carrying handle | |
| JP2018158731A (ja) | 梱包体、梱包方法、および取付装置 | |
| JP2017226467A (ja) | テープ類の梱包方法およびテープ類の取出方法 | |
| JP2005035660A (ja) | ヘッダー付商品包装材 | |
| JPH0516931A (ja) | 弁当等の食品の収納された容器の包装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190307 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210414 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210414 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7261618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |