JP2018162867A5 - - Google Patents
Download PDFInfo
- Publication number
- JP2018162867A5 JP2018162867A5 JP2017061555A JP2017061555A JP2018162867A5 JP 2018162867 A5 JP2018162867 A5 JP 2018162867A5 JP 2017061555 A JP2017061555 A JP 2017061555A JP 2017061555 A JP2017061555 A JP 2017061555A JP 2018162867 A5 JP2018162867 A5 JP 2018162867A5
- Authority
- JP
- Japan
- Prior art keywords
- solenoid
- core
- thickness
- plate portion
- iron core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000005291 magnetic Effects 0.000 claims description 92
- 230000002093 peripheral Effects 0.000 claims description 51
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 46
- 229910000831 Steel Inorganic materials 0.000 claims description 41
- 239000010959 steel Substances 0.000 claims description 41
- 239000000463 material Substances 0.000 claims description 30
- 238000004519 manufacturing process Methods 0.000 claims description 16
- 230000004323 axial length Effects 0.000 claims description 14
- 230000004907 flux Effects 0.000 description 18
- 238000000034 method Methods 0.000 description 15
- 238000007906 compression Methods 0.000 description 10
- 230000004043 responsiveness Effects 0.000 description 9
- 238000003754 machining Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000000696 magnetic material Substances 0.000 description 6
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 230000001629 suppression Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000003302 ferromagnetic material Substances 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000001808 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000003111 delayed Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 240000004282 Grewia occidentalis Species 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images














Description
本発明は、中空円筒形状のソレノイド部へ通電することにより、可動鉄心を吸引して弁体を移動させる電磁弁、及び電磁弁の製造方法に関するものである。
従来、中空円筒形状のソレノイド部の一方の中空部に磁性体から成る固定鉄心を挿入し、他方の中空部に可動鉄心を摺動可能に保持する電磁弁が広く使用されている。
部品点数を減らしてコストを削減することを課題として、特許文献1では、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の一方の中空部に突出して、底板部を備える中空円筒形状の固定鉄心を形成する電磁弁が記載されている。
部品点数を減らしてコストを削減することを課題として、特許文献1では、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の一方の中空部に突出して、底板部を備える中空円筒形状の固定鉄心を形成する電磁弁が記載されている。
しかしながら、特許文献1に記載の電磁弁、及び電磁弁の製造方法には、次の問題がある。
すなわち、磁性体コアの素材である平鋼板を絞り加工により、突出させた場合、突出部の先端付近の厚みが素材である平鋼板の60%程度まで薄くなる。特にソレノイド部の中間位置近傍まで突出部を深絞りした場合には、突出部の先端付近の厚みが、さらに薄くなってしまう。
突出部はコイル通電より発生する磁束が通過するための磁気回路を構成しており、突出部の厚みが薄くなり、磁気回路の断面積が小さくなると流れる磁束が減少し、ソレノイド部の吸引力が低下することにより、電磁弁の操作不良や応答性が遅くなるため、問題である。
また、突出部の厚みを確保するために、素材である平鋼板の厚みを厚くすると、ソレノイド部の吸引力は大きく出るが、磁性体コアを含む電磁弁全体が大きくかつ重くなり電磁弁の小型化の要求を満たすことができない問題がある。
すなわち、磁性体コアの素材である平鋼板を絞り加工により、突出させた場合、突出部の先端付近の厚みが素材である平鋼板の60%程度まで薄くなる。特にソレノイド部の中間位置近傍まで突出部を深絞りした場合には、突出部の先端付近の厚みが、さらに薄くなってしまう。
突出部はコイル通電より発生する磁束が通過するための磁気回路を構成しており、突出部の厚みが薄くなり、磁気回路の断面積が小さくなると流れる磁束が減少し、ソレノイド部の吸引力が低下することにより、電磁弁の操作不良や応答性が遅くなるため、問題である。
また、突出部の厚みを確保するために、素材である平鋼板の厚みを厚くすると、ソレノイド部の吸引力は大きく出るが、磁性体コアを含む電磁弁全体が大きくかつ重くなり電磁弁の小型化の要求を満たすことができない問題がある。
本発明は、上記問題点を解決するためのものであり、磁性体コアを絞り加工しても磁気回路の抵抗を小さくできる固定鉄心を形成した電磁弁を提供することを目的とする。
上記課題を解決するために、本発明の電磁弁は、次のような構成を有する。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、ソレノイド部へ通電することにより、可動鉄心を吸引して弁体を移動させる電磁弁において、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の中空部に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成していること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とする。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、ソレノイド部へ通電することにより、可動鉄心を吸引して弁体を移動させる電磁弁において、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の中空部に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成していること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とする。
(2)(1)に記載の電磁弁において、固定鉄心の先端部が、ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、を特徴とする。
(3)(1)または(2)に記載の電磁弁において、固定鉄心が平鋼板を、複数回絞り加工することにより形成されること、絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、を特徴とする。
ここで、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させることとしているが、さらに、平鋼板の端面を押圧して強制的に絞り加工部に材料を押し込むようにしても良い。
(3)(1)または(2)に記載の電磁弁において、固定鉄心が平鋼板を、複数回絞り加工することにより形成されること、絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、を特徴とする。
ここで、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させることとしているが、さらに、平鋼板の端面を押圧して強制的に絞り加工部に材料を押し込むようにしても良い。
また、上記課題を解決するために、本発明の電磁弁の製造方法は、次のような構成を有する。
(4)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁の製造方法において、前記電磁弁は、更にソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、前記方法は、平鋼板を複数回絞り加工することにより、磁性体コアの一部が、ソレノイド部の中空部内に突出して、先端部に底板部を備える中空円筒形状の固定鉄心を形成すること、前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、固定鉄心は、ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とする。
(4)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁の製造方法において、前記電磁弁は、更にソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、前記方法は、平鋼板を複数回絞り加工することにより、磁性体コアの一部が、ソレノイド部の中空部内に突出して、先端部に底板部を備える中空円筒形状の固定鉄心を形成すること、前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、固定鉄心は、ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とする。
本発明の電磁弁は、次のような作用・効果を有する。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、ソレノイド部へ通電することにより、可動鉄心を吸引して弁体を移動させる電磁弁において、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の中空部内に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成していること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とするので、磁性体コアの素材である平鋼板を絞り加工により、突出させた場合であって、底板部の近傍における固定鉄心の周面板部の厚みが薄くなった場合でも、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であるため、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、ソレノイド部へ通電することにより、可動鉄心を吸引して弁体を移動させる電磁弁において、ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、磁性体コアの一部が、ソレノイド部の中空部内に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成していること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とするので、磁性体コアの素材である平鋼板を絞り加工により、突出させた場合であって、底板部の近傍における固定鉄心の周面板部の厚みが薄くなった場合でも、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であるため、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(2)(1)に記載の電磁弁において、固定鉄心の先端部が、ソレノイド部の中空の3分の1以上突入していること、を特徴とするので、ソレノイド部の中空部にその軸方向長さの3分の1以上で突出長さを確保するために深絞り加工を行うと、底板部の近傍における固定鉄心の周面板部の厚みが薄くなり問題となるが、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であるため、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(3)(1)または(2)に記載の電磁弁において、固定鉄心が平鋼板を、複数回絞り加工することにより形成されること、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、を特徴とするので、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上確保することができる。
ここで、さらに平鋼板の端面を押圧して強制的に絞り加工部に材料を押し込むようにすると、底板部の近傍における固定鉄心の周面板部の厚みを、磁性体コアの外側板部の厚みの80%以上とすることが容易となる。
ここで、さらに平鋼板の端面を押圧して強制的に絞り加工部に材料を押し込むようにすると、底板部の近傍における固定鉄心の周面板部の厚みを、磁性体コアの外側板部の厚みの80%以上とすることが容易となる。
また、本発明の電磁弁の製造方法は、次のような作用・効果を有する。
(4)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁の製造方法において、前記電磁弁は、更にソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、前記方法は、平鋼板を複数回絞り加工することにより、磁性体コアの一部が、ソレノイド部の中空部内に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成すること、前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に前記平鋼板の材料を流入させること、を特徴とするので、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上確保することができるため、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(4)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁の製造方法において、前記電磁弁は、更にソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、前記方法は、平鋼板を複数回絞り加工することにより、磁性体コアの一部が、ソレノイド部の中空部内に突出し、先端部に底板部を備える中空円筒形状の固定鉄心を形成すること、前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に前記平鋼板の材料を流入させること、を特徴とするので、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上確保することができるため、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(5)(4)に記載の電磁弁の製造方法において、固定鉄心は、ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であること、を特徴とするので、磁気回路において流れる磁束が減少する量を低減でき、ソレノイド部の吸引力の低下が抑えられるので、電磁弁の応答性を維持することができる。また、磁性体コアの素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
(6)(4)に記載の電磁弁の製造方法において、固定鉄心は、ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、を特徴とするので、ソレノイド部の中空部に軸方向長さの3分の1以上で突出長さを確保するために深絞り加工を行うと、底板部の近傍における固定鉄心の周面板部の厚みが薄くなり問題となるが、底板部の近傍における固定鉄心の周面板部の厚みが、磁性体コアの外側板部の厚みの80%以上であるため、磁気回路において流れる磁束が減少する量を低減できる。また、素材である平鋼板の厚みを厚くする必要がないため、電磁弁の小型化の要求に応えることができる。
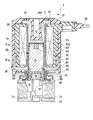
本発明の電磁弁の実施形態について、図面を参照しながら詳細に説明する。図3は、本発明の実施形態に係る電磁弁1の斜視図である。図1は、図3のAA断面図であり、図2は、図3のBB断面図である。
また、図4に、コイル・コア組立体の構成の一部を分解斜視図で示し、図5に、ボディ・パイプ組立体の構成を分解斜視図で示す。
図1、図2、及び図4に示すように、コイル・コア組立体は、側面視で略逆U字形状の上部コア10、内部に巻き線コイル23が樹脂によりモールドされているコイルモールド部20(ソレノイド部の一例)、及び下部コア30を有する。上部コア10、及び下部コア30(磁性体コアの一例)は、強磁性体材料から成り、磁気回路の一部を構成する。
また、図4に、コイル・コア組立体の構成の一部を分解斜視図で示し、図5に、ボディ・パイプ組立体の構成を分解斜視図で示す。
図1、図2、及び図4に示すように、コイル・コア組立体は、側面視で略逆U字形状の上部コア10、内部に巻き線コイル23が樹脂によりモールドされているコイルモールド部20(ソレノイド部の一例)、及び下部コア30を有する。上部コア10、及び下部コア30(磁性体コアの一例)は、強磁性体材料から成り、磁気回路の一部を構成する。
上部コア10のほぼ矩形状の上板部11の中央には、下方向に向けて有底円筒状に突出した突出部12(固定鉄心の一例)が形成されている。また、上板部11には、4本の側面板部13が下方に連設されている。突出部12は、先端部(図において下端側)に底板部12aを備え、基端部(図において上端側)が開口する中空円筒形状である。
ここで、突出部12の製造方法について説明する。図9、図11、及び図12に強磁性材料から成る平鋼板14に絞り加工する加工方法の工程図を示す。図11と図12は、第4工程と第5工程の断面図である。図10は、従来の絞り加工工程を示す図である。
図10に示すように、従来の絞り加工では、絞り加工部以外の箇所を上下一対である上ダイス16と、下ダイス15とで、強い力F3で挟んで動かないようにした状態で、パンチ17により平鋼板を押圧して絞り加工を行っている。これにより、絞り加工部以外の箇所は厚みが減少することがない。絞り加工部のみが薄く延ばされて底板部を備える中空形状に絞り加工される。
ここで、突出部12の製造方法について説明する。図9、図11、及び図12に強磁性材料から成る平鋼板14に絞り加工する加工方法の工程図を示す。図11と図12は、第4工程と第5工程の断面図である。図10は、従来の絞り加工工程を示す図である。
図10に示すように、従来の絞り加工では、絞り加工部以外の箇所を上下一対である上ダイス16と、下ダイス15とで、強い力F3で挟んで動かないようにした状態で、パンチ17により平鋼板を押圧して絞り加工を行っている。これにより、絞り加工部以外の箇所は厚みが減少することがない。絞り加工部のみが薄く延ばされて底板部を備える中空形状に絞り加工される。
次に、本実施形態の絞り加工について説明する。図9、図11、図12に示すように、絞り加工においては、上ダイス16を用いることなく、下ダイス15のみ用いている。本実施形態では、図示しない第1工程、第2工程、第3工程、図11に示す第4工程、及び図12に示す第5工程の5回の絞り加工を順次行うことにより、突出部12を形成している。
図示しないが、第1工程で使用するパンチの直径は、図10のパンチ17の直径d1より大きくし、かつ下ダイスの加工孔の内径も図10の下ダイス15の直径D1より大きくし、加工孔の端面には傾斜面を形成して、平鋼板14を円錐台形状に成形する。
図示しないが、第2工程で使用するパンチの直径は、第1工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径も第1工程の下ダイスの内径より小さくし、加工孔の端面の傾斜面も第1工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図示しないが、第3工程で使用するパンチの直径は、第2工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径も第2工程の下ダイスの内径より小さくし、加工孔の端面の傾斜面も第2工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図11は、絞り加工の第4工程を示す図である。図11で使用するパンチ18Dの直径d5は、第3工程のパンチの直径より大きくし、かつ下ダイス15Dの加工孔の内径D5も、第3工程の下ダイスの内径よりも大きくし、加工孔は円筒形状としている。
なお、図9では、平鋼板14に対して、外部から力F1、F2を加えているが、突出部12の底板部12a近傍の周面板部12bの厚みW1が、必要な厚みを確保できるならば、外部から力F1、F2を加える必要はない。
図12に、絞り加工の第5工程を示す。図12に示すように、図11の状態で下ダイス15Dの加工孔を摺動する下摺動ダイス19が上昇して、鋼板を押し上げてパンチ18Dとの間で挟持して、鋼板の底面(12a)の形状を整える。なお、突出部12の突出長さは、後述するように、突出部12の先端部をコイルモールド部20の中空部(コイルボビン24の中空孔24A)に挿入した際に、中空部の軸方向長さの3分の1以上の距離で突入するように適宜決定される。
図示しないが、第1工程で使用するパンチの直径は、図10のパンチ17の直径d1より大きくし、かつ下ダイスの加工孔の内径も図10の下ダイス15の直径D1より大きくし、加工孔の端面には傾斜面を形成して、平鋼板14を円錐台形状に成形する。
図示しないが、第2工程で使用するパンチの直径は、第1工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径も第1工程の下ダイスの内径より小さくし、加工孔の端面の傾斜面も第1工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図示しないが、第3工程で使用するパンチの直径は、第2工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径も第2工程の下ダイスの内径より小さくし、加工孔の端面の傾斜面も第2工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図11は、絞り加工の第4工程を示す図である。図11で使用するパンチ18Dの直径d5は、第3工程のパンチの直径より大きくし、かつ下ダイス15Dの加工孔の内径D5も、第3工程の下ダイスの内径よりも大きくし、加工孔は円筒形状としている。
なお、図9では、平鋼板14に対して、外部から力F1、F2を加えているが、突出部12の底板部12a近傍の周面板部12bの厚みW1が、必要な厚みを確保できるならば、外部から力F1、F2を加える必要はない。
図12に、絞り加工の第5工程を示す。図12に示すように、図11の状態で下ダイス15Dの加工孔を摺動する下摺動ダイス19が上昇して、鋼板を押し上げてパンチ18Dとの間で挟持して、鋼板の底面(12a)の形状を整える。なお、突出部12の突出長さは、後述するように、突出部12の先端部をコイルモールド部20の中空部(コイルボビン24の中空孔24A)に挿入した際に、中空部の軸方向長さの3分の1以上の距離で突入するように適宜決定される。
第1工程から第5工程を有することにより、突出部12が完成している。絞り加工の場合には、突出部12の底板部12aの近傍の周面板部12bの厚みW1が最も延ばされて薄くなる。本実施の形態では、ダイスで絞り加工部以外の箇所を挟んで固定することを行わずに、絞り加工部以外の箇所から金属材料を絞り加工部に移動させているため、突出部12の底板部12a(先端側)から遠い入口(基端側)近傍では、周面板部12bの厚みW3は、素材である平鋼板の厚みW2より厚くなっており、底板部12a近傍の周面板部12bの厚みW1は、素材である平鋼板の厚みW2の80%以上の厚みを確保している。
突出部12の底板部12aから遠い入口近傍の周面板部12bの内面と接触しないように、パンチ18Dの直径d5は、図10のパンチ17の直径d1より小さくしている。絞り加工では、板が薄くなることを防ぐため、図9に示すように力F1、F2を加えて、金属材料が突出部12に流れ込むようにする。これにより、突出部12の内径が狭くなるためである。
突出部12の底板部12aから遠い入口近傍の周面板部12bの内面と接触しないように、パンチ18Dの直径d5は、図10のパンチ17の直径d1より小さくしている。絞り加工では、板が薄くなることを防ぐため、図9に示すように力F1、F2を加えて、金属材料が突出部12に流れ込むようにする。これにより、突出部12の内径が狭くなるためである。
図4に示すように、コイルモールド部20は、樹脂製で中空形状のコイルボビン24の外周にコイル23を巻き線した後、コイル23の巻かれたコイルボビン24をインサート成形することにより、モールド部21を形成している。
また、コイルモールド部20は、外部接続端子部22を備えている。外部接続端子部22は、コイル23を外部電源と電気的に接続するためのものである。上部コア10の突出部12は、コイルモールド部20の中空部を形成するコイルボビン24の中空孔24Aに対して上面側から挿入されている。
また、コイルモールド部20は、外部接続端子部22を備えている。外部接続端子部22は、コイル23を外部電源と電気的に接続するためのものである。上部コア10の突出部12は、コイルモールド部20の中空部を形成するコイルボビン24の中空孔24Aに対して上面側から挿入されている。
下部コア30のほぼ矩形状の底板部31の中央には、上方向に向けて円筒状に突出した突出部32が形成されている。底板部31の対向する2辺の各々には、側面板部33が上方向に向けて(上部コア10の側面板部13に向けて)延設されている。側面板部33の形成されていない2辺には、図2に示すように、断面が横向きのU字状の一対の内鍔部34が形成されている。一対の内鍔部34は、内側に向けて開口している。
下部コア30の突出部32は、コイルボビン24の中空孔24Aに対して底面側から挿入されている。
コイルモールド部20を上部コア10と下部コア30で挟み込んだ状態で、側面板部13の先端を側面板部33と溶接接合することにより、コイル・コア組立体が完成する。
そして、コイル・コア組立体をインサート成形してモールド部81を形成することにより、図6に示すコイル組立体2が完成する。
下部コア30の突出部32は、コイルボビン24の中空孔24Aに対して底面側から挿入されている。
コイルモールド部20を上部コア10と下部コア30で挟み込んだ状態で、側面板部13の先端を側面板部33と溶接接合することにより、コイル・コア組立体が完成する。
そして、コイル・コア組立体をインサート成形してモールド部81を形成することにより、図6に示すコイル組立体2が完成する。
次に、ボディ・パイプ組立体3について説明する。
図1、図2、図5に示すように、固定具であるスタッフィング40がボディ70に対して、フレアパイプ50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結される。
スタッフィング40は、略正方形板状で、4隅にネジ穴45が形成されている。中央部は、全周に渡って上向きに突出した側板42を備え、側板42の先端は、全周に渡って外周方向に向かって折り曲げられた折り曲げ部43を備えている。
図1、図2、図5に示すように、固定具であるスタッフィング40がボディ70に対して、フレアパイプ50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結される。
スタッフィング40は、略正方形板状で、4隅にネジ穴45が形成されている。中央部は、全周に渡って上向きに突出した側板42を備え、側板42の先端は、全周に渡って外周方向に向かって折り曲げられた折り曲げ部43を備えている。
フレアパイプ50は、上面55により塞がれた中空状の円筒部51を備え、拡径部52により拡径された大径部53を備えている。拡径部52は、円筒部51及び大径部53に対して各々直交して形成されており、円筒部51と大径部53とは、平行に形成されている。
大径部53の下端には、外側に向かって拡がる鍔部54が備えられている。フレアパイプ50は、磁性体材料から成形され、磁気回路の一部を構成している。大径部53の内部には、円筒形状の圧縮バネ59が収納されている。
大径部53の下端には、外側に向かって拡がる鍔部54が備えられている。フレアパイプ50は、磁性体材料から成形され、磁気回路の一部を構成している。大径部53の内部には、円筒形状の圧縮バネ59が収納されている。
可動鉄心であるプランジャ60は、強磁性体材料から成るプランジャ本体61を備える。プランジャ本体61の上面の中央にゴム孔が形成され、ゴム孔には、静音ゴム64が上面より突出して装着されている。静音ゴム64は、プランジャ60が、突出部12に吸引されたときに、フレアパイプ50の上面55の裏面に衝突して発生する衝突音を低減させるためのものである。
プランジャ本体61の外側面の上部には、樹脂製の上部ウエアリング63が径方向外側に向かって、一定の間隔をおいて突出して形成されている。プランジャ本体61の上面には、軸心方向外側(図において上側)に向って複数の突起が形成されている樹脂製のリング63aが、上部ウエアリング63に一体に成形されている。これにより、リング63aが吸着時の衝撃を緩和するので、フレアパイプ50の破損を防止するとともに、プランジャ本体61の復帰特性を向上させている。
プランジャ本体61の外側面の上部には、樹脂製の上部ウエアリング63が径方向外側に向かって、一定の間隔をおいて突出して形成されている。プランジャ本体61の上面には、軸心方向外側(図において上側)に向って複数の突起が形成されている樹脂製のリング63aが、上部ウエアリング63に一体に成形されている。これにより、リング63aが吸着時の衝撃を緩和するので、フレアパイプ50の破損を防止するとともに、プランジャ本体61の復帰特性を向上させている。
図1に示すように、プランジャ本体61の下部には、樹脂製の弁体保持部68が一体成形されている。弁体保持部68の上部外周には、対向するフレアパイプ50の円筒部51の下端より上側の位置に、下部ウエアリング65が径方向外側に向かって突出して形成されている。
上記のように径方向外側に向って突出する上部ウエアリング63と下部ウエアリング65が、円筒部51の内周面51aに接触しているため、プランジャ本体61の外周面61aと円筒部51の内周面51aとの間には、図には明示されていないが、0.5mm程度の隙間が形成されている。
上記のように径方向外側に向って突出する上部ウエアリング63と下部ウエアリング65が、円筒部51の内周面51aに接触しているため、プランジャ本体61の外周面61aと円筒部51の内周面51aとの間には、図には明示されていないが、0.5mm程度の隙間が形成されている。
これにより、プランジャ本体61の外周面61aは、円筒部51の内周面51aに接触することはないため、動作時にプランジャ本体61と円筒部51が摺動せず、繰り返しの動作によって摺動面が劣化したり、摩耗粉が発生して、摺動抵抗が上がって動作不良が発生したりすることを防止しているのである。
また、この隙間は、プランジャ本体61の外周面61aから円筒部51の内周面51aに横流れする磁束の磁気抵抗となるので、円筒部51の内周面51aとプランジャ本体61の外周面61aとの間の吸引力を低減している。
弁体保持部68は、その外周下端部に、径方向外側に突出した鍔部67を備えている。また、弁体保持部68の内側には空間部66が形成されており、空間部66には、ゴム製の弁体75が装着されている。
また、この隙間は、プランジャ本体61の外周面61aから円筒部51の内周面51aに横流れする磁束の磁気抵抗となるので、円筒部51の内周面51aとプランジャ本体61の外周面61aとの間の吸引力を低減している。
弁体保持部68は、その外周下端部に、径方向外側に突出した鍔部67を備えている。また、弁体保持部68の内側には空間部66が形成されており、空間部66には、ゴム製の弁体75が装着されている。
ボディ70には、第1流路71、第2流路72が設けられている。第1流路71と第2流路72とは、弁孔により連通されており、弁孔には、弁座73が備えられている。弁体75が弁座73に当接することにより、第1流路71と第2流路72が遮断され、弁体75が弁座73から離間することにより、第1流路71と第2流路72が連通する。
プランジャ60は、上部ウエアリング63と下部ウエアリング65を介して、フレアパイプ50内に摺動可能に保持されている。圧縮バネ59の上端がフレアパイプ50の拡径部52の内面に当接し、圧縮バネ59の下端がプランジャ60の鍔部67に当接している。圧縮バネ59により、プランジャ60は、弁体75が弁座73に当接する方向に付勢されている。
プランジャ60は、上部ウエアリング63と下部ウエアリング65を介して、フレアパイプ50内に摺動可能に保持されている。圧縮バネ59の上端がフレアパイプ50の拡径部52の内面に当接し、圧縮バネ59の下端がプランジャ60の鍔部67に当接している。圧縮バネ59により、プランジャ60は、弁体75が弁座73に当接する方向に付勢されている。
ここで、拡径部52が、円筒部51及び大径部53に対して、各々直交して形成されているため、圧縮バネ59が拡径部52の内面に安定して当接するので、圧縮バネ59の付勢力を安定させ、プランジャ60の動きを安定させることができるため、電磁弁1の応答速度のばらつきを減少して一定の応答タイミングを実現できる。すなわち、プランジャ60が突出部12に吸引されるときは、コイル23(コイルモールド部20)への通電により発生する磁力によりプランジャ60が移動するため、プランジャ60の駆動タイミングは安定している。しかし、圧縮バネ59の力は、コイルモールド部20の吸引力と比較して弱く、また、残留磁気の影響でプランジャ60が突出部12に吸引されるため、プランジャ60が下降する駆動タイミングは遅れる可能性がある。その遅れを防ぐために、圧縮バネ59の付勢力を安定させておく必要性が高いのである。
また、圧縮バネ59がプランジャ60と円筒部51の隙間に入り込んで動作不良を起こす可能性があるため、圧縮バネ59の位置を安定させる必要もある。
スタッフィング40がボディ70に対して、フレアパイプ50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結されることにより、図7(ネジを省略して記載している。)に示すボディ・パイプ組立体3が完成する。
また、圧縮バネ59がプランジャ60と円筒部51の隙間に入り込んで動作不良を起こす可能性があるため、圧縮バネ59の位置を安定させる必要もある。
スタッフィング40がボディ70に対して、フレアパイプ50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結されることにより、図7(ネジを省略して記載している。)に示すボディ・パイプ組立体3が完成する。
次に、コイル組立体2とボディ・パイプ組立体3との連結構造、組立方法を図8に基づいて説明する。
ボディ・パイプ組立体3のフレアパイプ50を、コイル組立体2の中空孔24Aに下面から挿入する。そして、クリップ91を差し込んで、コイル組立2とボディ・パイプ組立体3とを連結する。本実施形態において、クリップ91は、1mm程度の厚さのバネ用ステンレス鋼板をプレス加工したものである。
図8に示すように、クリップ91は、略U字状のクリップ本体92と、作業者が持つための持ち手部94を備えている。クリップ本体92には、4カ所に板バネ93が外側に突出して備えられている。板バネ93は、横から見ると、下側に凸状の三角形状に折り曲げられており(図14)、上下方向でバネ性を有している。
ボディ・パイプ組立体3のフレアパイプ50を、コイル組立体2の中空孔24Aに下面から挿入する。そして、クリップ91を差し込んで、コイル組立2とボディ・パイプ組立体3とを連結する。本実施形態において、クリップ91は、1mm程度の厚さのバネ用ステンレス鋼板をプレス加工したものである。
図8に示すように、クリップ91は、略U字状のクリップ本体92と、作業者が持つための持ち手部94を備えている。クリップ本体92には、4カ所に板バネ93が外側に突出して備えられている。板バネ93は、横から見ると、下側に凸状の三角形状に折り曲げられており(図14)、上下方向でバネ性を有している。
図2に示すように、クリップ本体92は、コイル組立体2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43との間の空間に挿入される。
図13に、クリップ91が配置されている状態を断面図で示す。図14に、クリップ91と、折り曲げ部43及び内鍔部34との位置関係を示す。図13、図14に示すように、クリップ本体92の上面の一部は、スタッフィング40の折り曲げ部43の下面に当接している。そして、4個の板バネ93の三角形状に折り曲げられた頂点部が、下部コア30の内鍔部34の上面に当接している。
4個の板バネ93のバネ力により、コイル組立体2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43は互いに離間する方向に付勢されている。この板バネ93の付勢力により、コイル組立体2とボディ・パイプ組立体3とが連結されている。
本実施の形態では、1個のバネ力を15〜25Nとし、4個の板バネ93の合計で60〜100Nの付勢力としている。
図13に、クリップ91が配置されている状態を断面図で示す。図14に、クリップ91と、折り曲げ部43及び内鍔部34との位置関係を示す。図13、図14に示すように、クリップ本体92の上面の一部は、スタッフィング40の折り曲げ部43の下面に当接している。そして、4個の板バネ93の三角形状に折り曲げられた頂点部が、下部コア30の内鍔部34の上面に当接している。
4個の板バネ93のバネ力により、コイル組立体2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43は互いに離間する方向に付勢されている。この板バネ93の付勢力により、コイル組立体2とボディ・パイプ組立体3とが連結されている。
本実施の形態では、1個のバネ力を15〜25Nとし、4個の板バネ93の合計で60〜100Nの付勢力としている。
従来は、コイル組立体とボディ・パイプ組立体とは、例えば、ボディ・パイプ組立体のガイドパイプの中空部の上端に溶接された固定鉄心を、駆動装置の中空孔に貫通させ、上端で、止め輪で連結していた。このとき、コイル組立体とボディ・パイプ組立体の間にウェーブワッシャを挟入し、コイル組立体を上方向に付勢している。
従来の方法では、部品点数が多い問題と、ソレノイド部の上部に連結部を設けているため、固定鉄心がソレノイド部に貫通しない構造では適用できない問題があった。
本実施の形態では、コイル組立2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43とを用いて、バネ性を備えるクリップ91のみで連結できるため、部品点数を減少できる。
従来の方法では、部品点数が多い問題と、ソレノイド部の上部に連結部を設けているため、固定鉄心がソレノイド部に貫通しない構造では適用できない問題があった。
本実施の形態では、コイル組立2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43とを用いて、バネ性を備えるクリップ91のみで連結できるため、部品点数を減少できる。
図8に示すように、コイル組立体2に貼り銘板88を貼り付けて、電磁弁1が完成する。
次に、電磁弁1の磁気回路について説明する。図15に、電磁弁1における磁気回路を示す。なお、図15は、図1において、断面を示す斜線を省略した図である。
図15に示すように、磁気回路においては、磁束Sは、最も断面積の小さくなる図12に示す突出部の底板部の近傍の周面板部の厚みW1により制約を受けるが、本実施の形態では、底板部の近傍の周面板部の厚みW1が、素材である平鋼板の厚みW2の80%以上の厚みを確保しているため、十分な磁束を確保することができ、ソレノイド部の吸引力を低下させることがないので、電磁弁の開くときの応答性を高く維持することができる。
本実施の形態では、フレアパイプ50の素材として、磁性材料を用いている。通常、プランジャをガイドするためのガイドパイプに磁性体金属を用いると、プランジャの外周側面がガイドパイプに吸引され、大きな摺動抵抗が発生するため、ガイドパイプの素材は、非磁性体材料を用いている。
しかし、ガイドパイプに非磁性体を用いると、固定鉄心からプランジャに流れるメインの磁気回路の途中に非磁性体金属が存在することとなり、メインの磁気回路の抵抗が大きくなり、流れる磁束が減少する問題があった。
図15に示すように、磁気回路においては、磁束Sは、最も断面積の小さくなる図12に示す突出部の底板部の近傍の周面板部の厚みW1により制約を受けるが、本実施の形態では、底板部の近傍の周面板部の厚みW1が、素材である平鋼板の厚みW2の80%以上の厚みを確保しているため、十分な磁束を確保することができ、ソレノイド部の吸引力を低下させることがないので、電磁弁の開くときの応答性を高く維持することができる。
本実施の形態では、フレアパイプ50の素材として、磁性材料を用いている。通常、プランジャをガイドするためのガイドパイプに磁性体金属を用いると、プランジャの外周側面がガイドパイプに吸引され、大きな摺動抵抗が発生するため、ガイドパイプの素材は、非磁性体材料を用いている。
しかし、ガイドパイプに非磁性体を用いると、固定鉄心からプランジャに流れるメインの磁気回路の途中に非磁性体金属が存在することとなり、メインの磁気回路の抵抗が大きくなり、流れる磁束が減少する問題があった。
本実施の形態では、その問題を回避するため、フレアパイプ50の素材として、磁性体金属を用いている。そのため、磁性体金属のフレアパイプ50には磁束が流れ、フレアパイプ50の円筒部51に内包されるプランジャ60に横向きの吸引力が増加するので、プランジャ本体61と円筒部51が摺動して、繰り返しの動作によって摺動面が劣化したり、摩耗粉が発生して摺動抵抗が上がることによる動作不良が発生しやすい。これを防止するため、本実施形態では、上部ウエアリング63と下部ウエアリング65とを、円筒部51の内周面に接触させて、プランジャ本体61の外周面と円筒部51の内周面との間に0.5mm程度の隙間を形成している。
また、この隙間は、プランジャ本体61の外周面から円筒部51の内周面に横流れする磁束の磁気抵抗となるので、円筒部51の内周面とプランジャ本体61の外周面との間の吸引力を低減している。
また、この隙間は、プランジャ本体61の外周面から円筒部51の内周面に横流れする磁束の磁気抵抗となるので、円筒部51の内周面とプランジャ本体61の外周面との間の吸引力を低減している。
以上詳細に説明したように、本実施の形態の電磁弁1によれば、中空円筒形状のコイルモールド部20へ通電することにより、プランジャ60を吸引して弁体75を移動させる電磁弁1において、コイルモールド部20を取り囲んで磁気回路を形成する磁性体コア(上部コア10、下部コア30)を有し、上部コア10の一部が、コイルモールド部20の中空部24Aに突出して、底板部12aを備える中空円筒形状の突出部12を形成していること、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上部コア10のうち、コイルモールド部20の外部に位置する上板部(外側板部)11の厚みW2の80%以上であること、を特徴とする。それにより、上部コア10の素材である平鋼板14を絞り加工により突出させた場合であって、突出部12の底板部12aの近傍における突出部12の周面板部12bの厚みW1が薄くなった場合でも、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上板部11の厚みW2の80%以上であるため、磁気回路において流れる磁束Sが減少する量を低減でき、コイルモールド部20(ソレノイド部)の吸引力の低下が抑えられるので、電磁弁1の応答性を高めることができる。また、上板部11の素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
上記電磁弁1において、突出部12は、コイルモールド部20の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、を特徴とする。コイルモールド部20の中空部の軸方向長さの3分の1以上の長さで突出部12を確保するために深絞り加工を行うと、突出部12の底板部12aの近傍の突出部12の周面板部12bの厚みが薄くなり問題となるが、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上板部11の厚みW2の80%以上であるため、磁気回路において発生する磁束Sが減少する量を低減でき、電磁弁1の応答性を高めることができる。また、上部コア10の素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
上記電磁弁1において、突出部12が平鋼板14を、複数回絞り加工することにより形成されること、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から絞り加工部に材料を流入させること、を特徴とする。それにより、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上板部11の厚みW2の80%以上確保することができる。
ここで、さらに平鋼板14の端面を押圧して強制的に絞り加工部に材料を押し込むようにすると、底板部12aの近傍における突出部12の周面板部12bの厚みW1を、上板部11の厚みW2の80%以上とすることが容易となる。
ここで、さらに平鋼板14の端面を押圧して強制的に絞り加工部に材料を押し込むようにすると、底板部12aの近傍における突出部12の周面板部12bの厚みW1を、上板部11の厚みW2の80%以上とすることが容易となる。
また、本発明の電磁弁の製造方法は、次のような作用・効果を有する。
中空円筒形状のコイルモールド部20へ通電することにより、プランジャ60を吸引して弁体75を移動させる電磁弁1の製造方法において、コイルモールド部20を取り囲んで磁気回路を形成する磁性体コア(上部コア10、下部コア30)を有し、上部コア10の一部が、コイルモールド部20の中空部24Aに突出し、底板部12aを備える中空円筒形状の突出部12を形成していること、突出部12が平鋼板14を、複数回絞り加工することにより形成されること、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、を特徴とする。それにより、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上部コア10の上板部11の厚みW2の80%以上確保することができるため、磁気回路において発生する磁束Sが減少する量を低減でき、電磁弁1の応答性を高めることができる。また、上部コア10の素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
中空円筒形状のコイルモールド部20へ通電することにより、プランジャ60を吸引して弁体75を移動させる電磁弁1の製造方法において、コイルモールド部20を取り囲んで磁気回路を形成する磁性体コア(上部コア10、下部コア30)を有し、上部コア10の一部が、コイルモールド部20の中空部24Aに突出し、底板部12aを備える中空円筒形状の突出部12を形成していること、突出部12が平鋼板14を、複数回絞り加工することにより形成されること、絞り加工のときに、絞り加工部以外の箇所を拘束せずに、絞り加工部以外の箇所から、絞り加工部に材料を流入させること、を特徴とする。それにより、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上部コア10の上板部11の厚みW2の80%以上確保することができるため、磁気回路において発生する磁束Sが減少する量を低減でき、電磁弁1の応答性を高めることができる。また、上部コア10の素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
上述の電磁弁1の製造方法において、突出部12は、コイルモールド部20の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上板部11の厚みW2の80%以上であること、を特徴とする。それにより、磁気回路において発生する磁束Sが減少する量を低減でき、電磁弁1の応答性を高めることができる。また、上板部11の素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
上述の電磁弁1の製造方法において、突出部12は、コイルモールド部20の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、を特徴とする。コイルモールド部20の中空部にその軸方向長さの3分の1以上で突出部12を確保するために深絞り加工を行うと、突出部12の底板部12aの近傍の周面板部12bの厚みW1が薄くなり問題となるが、底板部12aの近傍における突出部12の周面板部12bの厚みW1が、上板部11の厚みW2の80%以上であるため、磁気回路において発生する磁束Sが減少する量を低減できる。また、素材である平鋼板14の厚みを厚くする必要がないため、電磁弁1の小型化の要求に応えることができる。
なお、本実施形態は単なる例示にすぎず、本発明を何ら限定するものではない。したがって本発明は当然に、その要旨を逸脱しない範囲内で様々な改良、変形が可能である。
例えば、本実施の形態では、5回に分けて絞り加工を行っているが、もっと多くても良いし、少なくしても良い。
また、複数回に分けて絞り加工を行う場合に、外力を加えるか否かについて、各回の絞り加工で選択的に行っても良い。
また、本実施形態では、突出部12の先端部がコイルモールド部20の中空部にその軸方向長さの3分の1以上の距離で突入しているとしているが、コイルモールド部20の中間位置まで突入していれば良い。
例えば、本実施の形態では、5回に分けて絞り加工を行っているが、もっと多くても良いし、少なくしても良い。
また、複数回に分けて絞り加工を行う場合に、外力を加えるか否かについて、各回の絞り加工で選択的に行っても良い。
また、本実施形態では、突出部12の先端部がコイルモールド部20の中空部にその軸方向長さの3分の1以上の距離で突入しているとしているが、コイルモールド部20の中間位置まで突入していれば良い。
1 電磁弁
10 上部コア(磁性体コア)
11 上板部
12 突出部
20 コイルモールド部
30 下部コア(磁性体コア)
33 側面板部
40 スタッフィング
50 フレアパイプ
51 円筒部
52 拡径部
53 大径部
59 圧縮バネ
60 プランジャ
63 上部ウエアリング
65 下部ウエアリング
70 ボディ
91 クリップ
92 クリップ本体
93 板バネ
10 上部コア(磁性体コア)
11 上板部
12 突出部
20 コイルモールド部
30 下部コア(磁性体コア)
33 側面板部
40 スタッフィング
50 フレアパイプ
51 円筒部
52 拡径部
53 大径部
59 圧縮バネ
60 プランジャ
63 上部ウエアリング
65 下部ウエアリング
70 ボディ
91 クリップ
92 クリップ本体
93 板バネ
Claims (4)
- 中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、
前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁において、
前記ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、
前記磁性体コアの一部が、前記ソレノイド部の中空部内に突出して、先端部に底板部を備える中空円筒形状の固定鉄心を形成していること、
前記底板部の近傍における前記固定鉄心の周面板部の厚みが、前記磁性体コアの外側板部の厚みの80%以上であること、
を特徴とする電磁弁。 - 請求項1に記載の電磁弁において、
前記固定鉄心の先端部が、前記ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、
を特徴とする電磁弁。 - 請求項1または請求項2に記載の電磁弁において、
前記固定鉄心が平鋼板を、複数回絞り加工することにより形成されること、
前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、前記絞り加工部以外の箇所から、前記絞り加工部に材料を流入させること、
を特徴とする電磁弁。 - 中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、
前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁の製造方法において、
前記電磁弁は、更に前記ソレノイド部を取り囲んで磁気回路を形成する磁性体コアを有し、
前記方法は、平鋼板を複数回絞り加工することにより、前記磁性体コアの一部が、前記ソレノイド部の中空部内に突出して、先端部に底板部を備える中空円筒形状の固定鉄心を形成すること、
前記絞り加工のときに、前記平鋼板のうち絞り加工部以外の箇所を拘束せずに、前記絞り加工部以外の箇所から、前記絞り加工部に材料を流入させること、
前記固定鉄心は、前記ソレノイド部の中空部の軸方向長さの3分の1以上の距離で突入する突出長さを有すること、
前記底板部の近傍における前記固定鉄心の周面板部の厚みが、前記磁性体コアの外側板部の厚みの80%以上であること、
を特徴とする電磁弁の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061555A JP6533803B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁、及び電磁弁の製造方法 |
| TW107107440A TWI704311B (zh) | 2017-03-27 | 2018-03-06 | 電磁閥以及電磁閥的製造方法 |
| EP18162967.6A EP3382244B1 (en) | 2017-03-27 | 2018-03-20 | Solenoid valve, and method for manufacturing the solenoid valve |
| KR1020180033102A KR102192456B1 (ko) | 2017-03-27 | 2018-03-22 | 전자기 밸브 및 전자기 밸브의 제조 방법 |
| CN201810247840.6A CN108662251B (zh) | 2017-03-27 | 2018-03-23 | 电磁阀以及电磁阀的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061555A JP6533803B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁、及び電磁弁の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018162867A JP2018162867A (ja) | 2018-10-18 |
| JP2018162867A5 true JP2018162867A5 (ja) | 2019-02-14 |
| JP6533803B2 JP6533803B2 (ja) | 2019-06-19 |
Family
ID=61731635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017061555A Active JP6533803B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁、及び電磁弁の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3382244B1 (ja) |
| JP (1) | JP6533803B2 (ja) |
| KR (1) | KR102192456B1 (ja) |
| CN (1) | CN108662251B (ja) |
| TW (1) | TWI704311B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7072831B2 (ja) * | 2017-11-30 | 2022-05-23 | アドバンス電気工業株式会社 | 電磁弁 |
| KR102205611B1 (ko) * | 2019-09-24 | 2021-01-21 | (주)솔텍 | Ptc 소자를 이용한 고압 솔레노이드 밸브의 온오프 제어방법 |
| KR102205609B1 (ko) * | 2019-09-24 | 2021-01-21 | (주)솔텍 | 이중 코일 구조를 갖는 고압 솔레노이드 밸브 |
| JP7339839B2 (ja) * | 2019-10-07 | 2023-09-06 | Ckd株式会社 | 電磁弁 |
| EP4136662A2 (en) * | 2020-04-13 | 2023-02-22 | Parker-Hannifin Corporation | Low profile miniature solenoid proportional valve with safety encapsulation |
| KR20230088155A (ko) * | 2021-12-10 | 2023-06-19 | 현대자동차주식회사 | 솔레노이드 밸브 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5012565A (ja) * | 1973-06-08 | 1975-02-08 | ||
| DE2427201A1 (de) * | 1974-06-05 | 1976-01-02 | Kuhnke Gmbh Kg H | Elektromagnetisch betaetigtes ventil |
| JPS565234Y2 (ja) * | 1980-03-07 | 1981-02-04 | ||
| JP3016055B2 (ja) * | 1993-07-13 | 2000-03-06 | 日信工業株式会社 | 電磁アクチュエータ |
| JPH0893947A (ja) * | 1994-09-28 | 1996-04-12 | Aisin Seiki Co Ltd | 電磁弁装置およびその製造方法 |
| JP2001235050A (ja) * | 2000-02-23 | 2001-08-31 | Uchida Soki Co Ltd | ソレノイドおよびその製造方法 |
| JP3622667B2 (ja) * | 2000-11-08 | 2005-02-23 | セイコーエプソン株式会社 | 金型 |
| JP2002317882A (ja) * | 2001-04-20 | 2002-10-31 | Aisin Seiki Co Ltd | 電磁弁 |
| TW554148B (en) * | 2001-08-13 | 2003-09-21 | Smc Corp | Solenoid for solenoid valve |
| JP2003172468A (ja) * | 2001-12-04 | 2003-06-20 | Smc Corp | 電磁弁 |
| DE60208965T2 (de) * | 2001-12-04 | 2006-08-17 | Smc K.K. | Elektromagnetisches Ventil |
| JP6169452B2 (ja) * | 2013-09-13 | 2017-07-26 | 株式会社ケーヒン | 圧力流体制御装置 |
-
2017
- 2017-03-27 JP JP2017061555A patent/JP6533803B2/ja active Active
-
2018
- 2018-03-06 TW TW107107440A patent/TWI704311B/zh active
- 2018-03-20 EP EP18162967.6A patent/EP3382244B1/en active Active
- 2018-03-22 KR KR1020180033102A patent/KR102192456B1/ko active IP Right Grant
- 2018-03-23 CN CN201810247840.6A patent/CN108662251B/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018162867A5 (ja) | ||
| JP6533803B2 (ja) | 電磁弁、及び電磁弁の製造方法 | |
| JP6701823B2 (ja) | 電磁弁装置 | |
| KR101900587B1 (ko) | 폴 피스와 플럭스 슬리브의 정렬불량에 강한 솔레노이드 | |
| US20170198760A1 (en) | Electromagnetic connection device | |
| US11069467B2 (en) | Solenoid device | |
| WO2016129261A1 (ja) | リニアソレノイド | |
| JP6533804B2 (ja) | 電磁弁 | |
| JP2018162868A5 (ja) | ||
| US11289257B2 (en) | Solenoid device | |
| JP6148791B2 (ja) | 改善された開放特性および閉鎖特性を有する電磁弁 | |
| JP2018179120A (ja) | 電磁弁 | |
| US11335525B2 (en) | Electromagnetic relay | |
| JP6736330B2 (ja) | 電磁弁用カートリッジアッシ、電磁弁用ソレノイドおよび電磁弁 | |
| US10801629B2 (en) | Solenoid device | |
| JP6484377B2 (ja) | 電磁装置 | |
| JP2015170734A (ja) | 電磁装置 | |
| JP6727570B2 (ja) | 電磁弁 | |
| JP6760132B2 (ja) | 電磁継電器 | |
| JP6413820B2 (ja) | リニアソレノイド | |
| JP2017057936A (ja) | 電磁弁 | |
| JP2008084542A (ja) | 電磁継電器 |