JP6533804B2 - 電磁弁 - Google Patents
電磁弁 Download PDFInfo
- Publication number
- JP6533804B2 JP6533804B2 JP2017061560A JP2017061560A JP6533804B2 JP 6533804 B2 JP6533804 B2 JP 6533804B2 JP 2017061560 A JP2017061560 A JP 2017061560A JP 2017061560 A JP2017061560 A JP 2017061560A JP 6533804 B2 JP6533804 B2 JP 6533804B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- core
- magnetic
- wear ring
- diameter portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K31/00—Actuating devices; Operating means; Releasing devices
- F16K31/02—Actuating devices; Operating means; Releasing devices electric; magnetic
- F16K31/06—Actuating devices; Operating means; Releasing devices electric; magnetic using a magnet, e.g. diaphragm valves, cutting off by means of a liquid
- F16K31/0644—One-way valve
- F16K31/0655—Lift valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
- F16K1/34—Cutting-off parts, e.g. valve members, seats
- F16K1/36—Valve members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/02—Construction of housing; Use of materials therefor of lift valves
- F16K27/029—Electromagnetically actuated valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K31/00—Actuating devices; Operating means; Releasing devices
- F16K31/02—Actuating devices; Operating means; Releasing devices electric; magnetic
- F16K31/06—Actuating devices; Operating means; Releasing devices electric; magnetic using a magnet, e.g. diaphragm valves, cutting off by means of a liquid
- F16K31/0675—Electromagnet aspects, e.g. electric supply therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
- H01F7/08—Electromagnets; Actuators including electromagnets with armatures
- H01F7/121—Guiding or setting position of armatures, e.g. retaining armatures in their end position
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/06—Electromagnets; Actuators including electromagnets
- H01F7/08—Electromagnets; Actuators including electromagnets with armatures
- H01F7/16—Rectilinearly-movable armatures
- H01F7/1607—Armatures entering the winding
Description
しかし、電磁弁駆動時においては、プランジャが固定鉄心への衝突を繰り返すため、ガイドパイプの鍔部を形成するための屈曲部に応力集中が発生し、ガイドパイプが破損する恐れがあった。
特許文献2には、ガイドパイプにおいて、ボディ等で挟んで固定する鍔部と、固定鉄心の間に段差部を設けることが記載されているが、この段差部の技術的意義については、特許文献2には記載がない。
すなわち、特許文献1の電磁弁では、付勢バネがガイドパイプと直列に配置され、特許文献2の電磁弁でも、付勢バネがガイドパイプと直列に配置されているため、電磁弁全体の高さが高くなる問題があった。
近年、電磁弁を集積して使用する場合があり、また、電磁弁を壁に横向きに配置する場合も多く、電磁弁の高さを低く抑えることが業界では強く求められていた。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁において、前記可動鉄心が摺動する摺動内面を備え、上面により塞がれた円筒部を有する磁性体パイプを有し、磁性体パイプが、摺動内面より大径の大径部を備え、大径部の内部に、可動鉄心を弁座方向に付勢する付勢バネが収納されていること、前記磁性体パイプには、大径部を形成するための拡径部が、大径部に対して垂直に形成されていること、前記ソレノイド部の外側に配置され磁気回路を形成する磁性体コアを有し、前記拡径部と前記磁性体コアの間には隙間が形成されるように構成されていること、を特徴とする。
(1)中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁において、前記可動鉄心が摺動する摺動内面を有する磁性体パイプを有し、磁性体パイプが、摺動内面より大径の大径部を備え、大径部の内部に、可動鉄心を弁座方向に付勢する付勢バネが収納されていること、を特徴とするので、可動鉄心が磁性パイプの上板に衝突するときの衝撃を大径部を形成するための拡径部で吸収でき、磁性パイプをボディに固定するための鍔部にかかる応力集中が緩和されるため、磁性パイプが破損する恐れがない。同時に、付勢バネが、軸方向において磁性パイプと直列ではなく、大径部の内部に並行に(即ち、磁性パイプの同心円状に)収納されているため、電磁弁全体の高さを低くすることができ、業界が要請している電磁弁のコンパクト化に応えることができる。
特許文献2のように、拡径部が傾斜面を形成している場合には、例えば、付勢バネを取り付けた場合に、付勢バネが弁体の軸心に対して傾くため、弁座の全周に渡って安定して均等な押圧力を得ることができず、シール性能が安定しない問題があり、摺動抵抗が増加して動作不良が生じる恐れがあった。
従来、ガイドパイプの素材としては、非磁性体金属が用いられている。その理由は、磁性体金属のガイドパイプには磁束が流れ、可動鉄心に流れる磁束が減少するために、可動鉄心を吸引する力が低下する問題があったからである。
本発明では、それを回避するために、フレアパイプの素材として、磁性材料を用いている。
また、図4に、コイル・コア組立体の構成の一部を分解斜視図で示し、図5に、ボディ・パイプ組立体の構成を分解斜視図で示す。
図1、図2、及び図4に示すように、コイル・コア組立体は、側面視で略逆U字形状の上部コア10(磁性体コアの一例)、内部に巻き線コイル23が樹脂によりモールドされているコイルモールド部20(ソレノイド部の一例)、及び下部コア30(磁性体コアの一例)を有する。上部コア10及び下部コア30は、強磁性体材料から成り、磁気回路の一部を構成する。
ここで、突出部12の製造方法について説明する。図9、図11、及び図12に強磁性材料から成る平鋼板14に絞り加工する加工方法の工程図を示す。図11と図12は、第4工程と第5工程の断面図である。図10は、従来の絞り加工工程を示す図である。
図10に示すように、従来の絞り加工では、絞り加工部以外の箇所を上下一対である上ダイス16と、下ダイス15とで、強い力F3で挟んで動かないようにした状態で、パンチ17により平鋼板を押圧して絞り加工を行っている。これにより、絞り加工部以外の箇所は厚みが減少することがない。絞り加工部のみが薄く延ばされて底板部を備える中空形状に絞り加工される。
図示しないが、第1工程で使用するパンチの直径は、図10のパンチ17の直径d1より大きくし、かつ下ダイスの加工孔の内径も図10の下ダイス15の直径D1より大きくし、加工孔の端面には傾斜面を形成して、平鋼板14を円錐台形状に成形する。
図示しないが、第2工程で使用するパンチの直径は、第1工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径D3も第1工程の下ダイスの内径より小さくし、加工孔の端面の傾斜面も第1工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図示しないが、第3工程で使用するパンチの直径は、第2工程のパンチの直径より小さくし、かつ下ダイスの加工孔の内径も第2工程の下ダイスの内径により小さくし、加工孔の端面の傾斜面も第2工程より急傾斜に形成して、円錐台形状を円筒形状に近づけている。
図11は、絞り加工の第4工程を示す図である。図11で使用するパンチ18Dの直径d5は、第3工程のパンチの直径より大きくし、かつ下ダイス15Dの加工孔の内径D5も、第3工程の下ダイスの内径よりも大きくし、加工孔は円筒形状としている。
なお、図9では、平鋼板14に対して、外部から力F1、F2を加えているが、突出部12の底板部12aの近傍の周面板部12bの厚みW1が、必要な厚みを確保できるならば、外部から力F1、F2を加える必要はない。
図12に、絞り加工の第5工程を示す。図12に示すように、図11の状態で下ダイス15Dの加工孔を摺動する下摺動ダイス19が上昇して、鋼板を押し上げてパンチ18Dとの間で挟持して、鋼板の底面(12a)の形状を整える。なお、突出部12の突出長さは、突出部12の先端部をコイルモールド部20の中空部(コイルボビン24の中空孔24A)に挿入した際に、中空部の軸方向長さの3分の1以上の距離で突入するように適宜決定される。
突出部12の底板部12aから遠い入口近傍の周面板部12bの内面と接触しないように、パンチ18Dの直径d5は、図10のパンチ17の直径d1より小さくしている。絞り加工では、板が薄くなることを防ぐため、図9に示すように力F1、F2を加えて、金属材料が突出部12に流れ込むようにする。これにより、突出部12の内径が狭くなるためである。
また、コイルモールド部20は、外部接続端子部22を備えている。外部接続端子部22は、コイル23を外部電源と電気的に接続するためのものである。上部コア10の突出部12は、コイルモールド部20の中空部を形成するコイルボビン24の中空孔24Aに対して上面側から挿入されている。
下部コア30の突出部32は、コイルボビン24の中空孔24Aに対して底面側から挿入されている。
コイルモールド部20を上部コア10と下部コア30で挟み込んだ状態で、側面板部13の先端を側面板部33と溶接接合することにより、コイル・コア組立体が完成する。
そして、コイル・コア組立体をインサート成形してモールド部81を形成することにより、図6に示すコイル組立体2が完成する。
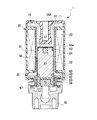
図1、図2、図5に示すように、固定具であるスタッフィング40がボディ70に対して、フレアパイプ(磁性体パイプの一例)50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結される。
スタッフィング40は、略正方形板状で、4隅にネジ穴45が形成されている。中央部は、全周に渡って上向きに突出した側板42を備え、側板42の先端は、全周に渡って外周方向に向かって折り曲げられた折り曲げ部43を備えている。
大径部53の下端には、外側に向かって拡がる鍔部54が備えられている。フレアパイプ50は、磁性体材料から成形され、磁気回路の一部を構成している。大径部53の内部には、円筒形状の圧縮バネ59が、大径部53の内周面に沿って巻回した状態で、軸方向においてフレアパイプ50と直列ではなく、平行に(同心円状に)収納されている。
プランジャ本体61の外側面の上部には、樹脂製の上部ウエアリング63が径方向外側に向かって、一定の間隔をおいて突出して形成されている。プランジャ本体61の上面には、軸心方向外側(図において上側)に向って複数の突起が形成されている樹脂製のリング63aが、上部ウエアリング63に一体に成形されている。これにより、リング63aが吸着時の衝撃を緩和するので、フレアパイプ50の破損を防止するとともに、プランジャ本体61の復帰特性を向上させている。
上記のように径方向外側に向って突出する上部ウエアリング63と下部ウエアリング65が、円筒部51の内周面(摺動内面51a)に接触しているため、プランジャ本体61の外周面(上部ウエアリング63と下部ウエアリング65との間に位置する中間側面61a)と円筒部51の内周面(51a)との間には、図示されていないが、0.5mm程度の隙間が形成されている。
また、この隙間は、プランジャ本体61の外周面(61a)から円筒部51の内周面(51a)に横流れする磁束Mの磁気抵抗となるので、円筒部51の内周面(51a)とプランジャ本体61の外周面(61a)との間の吸引力を低減している。
弁体保持部68は、その外周下端部に、径方向外側に突出した鍔部67を備えている。また、弁体保持部68の内側には空間部66が形成されており、空間部66には、ゴム製の弁体75が装着されている。
プランジャ60は、上部ウエアリング63と下部ウエアリング65を介して、フレアパイプ50内に摺動可能に保持されている。圧縮バネ59の上端がフレアパイプ50の拡径部52の内面に当接し、圧縮バネ59の下端がプランジャ60の鍔部67に当接している。圧縮バネ59により、プランジャ60は、弁体75が弁座73に当接する方向(弁座方向)に付勢されている。
また、圧縮バネ59がプランジャ60と円筒部51の隙間に入り込んで動作不良を起こす可能性があるため、圧縮バネ59の位置を安定させる必要もある。
スタッフィング40がボディ70に対して、フレアパイプ50とOリング69を挟み込んだ状態で図示しない4本のネジにより締結されることにより、図7(ネジを省略して記載している。)に示すボディ・パイプ組立体3が完成する。
ボディ・パイプ組立体3のフレアパイプ50を、コイル組立体2の中空孔24Aに下面から挿入する。そして、クリップ91を差し込んで、コイル組立体2とボディ・パイプ組立体3とを連結する。本実施形態において、クリップ91は、1mm程度の厚さのバネ用ステンレス鋼板をプレス加工したものである。
図8に示すように、クリップ91は、略U字状のクリップ本体92と、作業者が持つための持ち手部94を備えている。クリップ本体92には、4カ所に板バネ93が外側に突出して備えられている。板バネ93は、横から見ると、下側に凸状の三角形状に折り曲げられており(図14)、上下方向でバネ性を有している。
図13に、クリップ91が配置されている状態を断面図で示す。図14に、クリップ91と、折り曲げ部43及び内鍔部34との位置関係を示す。図13、図14に示すように、クリップ本体92の上面の一部は、スタッフィング40の折り曲げ部43の下面に当接している。そして、4個の板バネ93の三角形状に折り曲げられた頂点部が、下部コア30の内鍔部34の上面に当接している。
4個の板バネ93のバネ力により、コイル組立体2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43は互いに離間する方向に付勢されている。この板バネ93の付勢力により、コイル組立体2とボディ・パイプ組立体3とが連結されている。
本実施の形態では、1個のバネ力を15〜25Nとし、4個の板バネ93の合計で60〜100Nの付勢力としている。
従来の方法では、部品点数が多い問題と、ソレノイド部の上部に連結部を設けているため、固定鉄心がソレノイド部を貫通しない構造では適用できない問題があった。
本実施の形態では、コイル組立体2の下部コア30の内鍔部34と、ボディ・パイプ組立体3のスタッフィング40の折り曲げ部43とを用いて、バネ性を備えるクリップ91のみで連結できるため、部品点数を減少できると共に、電磁弁1の高さを低くすることができる。
これにより、電磁弁1が完成する。
図15に示すように、磁気回路においては、磁束Sは、最も断面積の小さくなる図12に示す底板部の近傍の周面板部の厚みW1により制約を受けるが、本実施の形態では、底板部の近傍の周面板部の厚みW1が、素材である平鋼板の厚みW2の80%以上の厚みを確保しているため、十分な磁束を確保することができ、ソレノイド部の吸引力を低下させることがないので、電磁弁の開くときの応答性を高く維持することができる。
本実施の形態では、フレアパイプ50の素材として、磁性材料を用いている。通常、プランジャをガイドするためのガイドパイプに磁性体金属を用いると、プランジャの外周側面がガイドパイプに吸引され、大きな摺動抵抗が発生するため、ガイドパイプの素材は、非磁性体材料を用いている。
しかし、ガイドパイプに非磁性体を用いると、固定鉄心からプランジャに流れるメインの磁気回路の途中に非磁性体金属が存在することとなり、メインの磁気回路の抵抗が大きくなり、流れる磁束が減少する問題があった。
また、この隙間は、プランジャ本体61の外周面(61a)から円筒部51の内周面(51a)に横流れする磁束Mの磁気抵抗となるので、円筒部51の内周面(51a)とプランジャ本体61の外周面(61a)との間の吸引力を低減している。
特許文献2のように、拡径部が傾斜面を形成している場合には、例えば、付勢バネを取り付けた場合に、付勢バネが弁体の軸心に対して傾くため、弁座の全周に渡って安定して均等な押圧力を得ることができず、シール性能が悪くなる問題があり、摺動抵抗が増加して動作不良が生じる恐れがあった。
従来、ガイドパイプ(フレアパイプ50)の素材としては、非磁性体金属が用いられている。その理由は、磁性体金属のガイドパイプには磁束が流れ、可動鉄心に流れる磁束が減少するために、可動鉄心を吸引する力が低下する問題があったからである。
本実施の形態では、それを回避するために、フレアパイプ50の素材として、磁性材料を用いている。
また、この隙間は、プランジャ本体61の外周面(中間側面61a)から円筒部51の内周面(摺動内面51a)に横流れする磁束Mの磁気抵抗となるので、円筒部51の内周面とプランジャ本体61の外周面との間の吸引力を低減している。そして、電磁弁1の応答性を高くすることができる。
例えば、本実施の形態では、上部ウエアリング63を間隔をおいて形成しているが、全周に渡って形成しても良い。下部ウエアリング65も同様である。
10 上部コア
11 上板部
12 突出部
20 コイルモールド部
30 下部コア
40 スタッフィング
50 フレアパイプ
51 円筒部
52 拡径部
53 大径部
59 圧縮バネ
60 プランジャ
63 上部ウエアリング
65 下部ウエアリング
70 ボディ
91 クリップ
92 クリップ本体
93 板バネ
Claims (2)
- 中空円筒形状のソレノイド部と、可動鉄心と、弁体とを有する電磁弁であって、前記ソレノイド部へ通電することにより、前記可動鉄心を吸引して前記弁体を移動させる電磁弁において、
前記可動鉄心が摺動する摺動内面を備え、上面により塞がれた円筒部を有する磁性体パイプを有し、
前記磁性体パイプが、前記摺動内面より大径の大径部を備え、前記大径部の内部に、前記可動鉄心を弁座方向に付勢する付勢バネが収納されていること、
前記磁性体パイプには、前記大径部を形成するための拡径部が、前記大径部に対して垂直に形成されていること、
前記ソレノイド部の外側に配置され磁気回路を形成する磁性体コアを有し、前記拡径部と前記磁性体コアの間には隙間が形成されるように構成されていること、
を特徴とする電磁弁。 - 請求項1に記載の電磁弁において、
前記可動鉄心は、上端側面に上部ウエアリングを備え、下端側面に下部ウエアリングと鍔部とを備え、
前記付勢バネは、その一端が前記鍔部に当接するように配置されており、
前記上部ウエアリングと前記下部ウエアリングとは、前記可動鉄心の前記上部ウエアリングと前記下部ウエアリングとの間に位置する中間側面と、前記磁性体パイプの前記摺動内面との間に隙間が形成されるように構成されていること、
を特徴とする電磁弁。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061560A JP6533804B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁 |
| TW107107439A TWI696780B (zh) | 2017-03-27 | 2018-03-06 | 電磁閥 |
| EP18162970.0A EP3382245B1 (en) | 2017-03-27 | 2018-03-20 | Solenoid valve |
| KR1020180033106A KR102052260B1 (ko) | 2017-03-27 | 2018-03-22 | 전자기 밸브 |
| CN201810246392.8A CN108662250B (zh) | 2017-03-27 | 2018-03-23 | 电磁阀 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017061560A JP6533804B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018162868A JP2018162868A (ja) | 2018-10-18 |
| JP2018162868A5 JP2018162868A5 (ja) | 2019-02-14 |
| JP6533804B2 true JP6533804B2 (ja) | 2019-06-19 |
Family
ID=61731636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017061560A Active JP6533804B2 (ja) | 2017-03-27 | 2017-03-27 | 電磁弁 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3382245B1 (ja) |
| JP (1) | JP6533804B2 (ja) |
| KR (1) | KR102052260B1 (ja) |
| CN (1) | CN108662250B (ja) |
| TW (1) | TWI696780B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7386197B2 (ja) * | 2021-02-19 | 2023-11-24 | Ckd株式会社 | 電磁弁 |
| US20230415176A1 (en) * | 2022-06-28 | 2023-12-28 | Tecomec S.R.L. | Solenoid valve for dispensing a fluid and relative spare parts kit |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1499326A (en) * | 1974-04-18 | 1978-02-01 | Expert Ind Controls Ltd | Electromagnetic and armature core tubes for the same |
| JPS58101071U (ja) * | 1981-12-29 | 1983-07-09 | エスエムシ−株式会社 | 電磁弁 |
| JP3451283B2 (ja) * | 1994-06-17 | 2003-09-29 | Smc株式会社 | バランス形直動電磁弁 |
| JPH09196205A (ja) | 1996-01-11 | 1997-07-29 | Smc Corp | 3ポート弁 |
| JP2955511B2 (ja) | 1996-04-08 | 1999-10-04 | シーケーディ株式会社 | 電磁弁 |
| JP4039943B2 (ja) * | 2002-12-20 | 2008-01-30 | リンナイ株式会社 | 電磁弁 |
| US20050092951A1 (en) * | 2003-11-03 | 2005-05-05 | Thomas Groetzinger | Magnetic valve |
| DE602006018141D1 (de) * | 2006-09-04 | 2010-12-23 | Magneti Marelli Spa | Absperrventil zur Steuerung des Durchflusses einer Kraftstoffpumpe für eine Brennkraftmaschine |
| JP5560425B2 (ja) * | 2010-02-17 | 2014-07-30 | Smc株式会社 | 電磁弁用ソレノイド |
| JP5344410B2 (ja) * | 2010-07-01 | 2013-11-20 | Smc株式会社 | ソレノイドバルブ |
| CN102506217B (zh) * | 2011-10-21 | 2013-06-19 | 沈阳化工大学 | 一种柴油发动机电控高压共轨喷油系统用比例电磁阀 |
| JP6055261B2 (ja) * | 2012-10-05 | 2016-12-27 | Ckd株式会社 | 比例電磁弁の制御方法 |
-
2017
- 2017-03-27 JP JP2017061560A patent/JP6533804B2/ja active Active
-
2018
- 2018-03-06 TW TW107107439A patent/TWI696780B/zh active
- 2018-03-20 EP EP18162970.0A patent/EP3382245B1/en active Active
- 2018-03-22 KR KR1020180033106A patent/KR102052260B1/ko active IP Right Grant
- 2018-03-23 CN CN201810246392.8A patent/CN108662250B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018162868A (ja) | 2018-10-18 |
| CN108662250A (zh) | 2018-10-16 |
| KR20180109712A (ko) | 2018-10-08 |
| EP3382245A1 (en) | 2018-10-03 |
| KR102052260B1 (ko) | 2019-12-04 |
| CN108662250B (zh) | 2020-02-07 |
| EP3382245B1 (en) | 2020-05-13 |
| TWI696780B (zh) | 2020-06-21 |
| TW201835478A (zh) | 2018-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6533803B2 (ja) | 電磁弁、及び電磁弁の製造方法 | |
| JP2018162867A5 (ja) | ||
| KR101900587B1 (ko) | 폴 피스와 플럭스 슬리브의 정렬불량에 강한 솔레노이드 | |
| US20110068286A1 (en) | Solenoid on-off valve | |
| JP6701823B2 (ja) | 電磁弁装置 | |
| US9046186B2 (en) | Electromagnetic valve | |
| JP6533804B2 (ja) | 電磁弁 | |
| JP2014067960A (ja) | 電磁アクチュエータ | |
| JP2015223072A (ja) | 磁極片配列部材を備えた電気機械式ソレノイド | |
| WO2016129261A1 (ja) | リニアソレノイド | |
| JP2018162868A5 (ja) | ||
| JP2014020542A (ja) | 電磁弁 | |
| JP2018179120A (ja) | 電磁弁 | |
| JP6642483B2 (ja) | 電磁継電器 | |
| JP6389162B2 (ja) | 弁装置 | |
| CN210483979U (zh) | 电磁泵 | |
| WO2019224929A1 (ja) | 燃料噴射弁 | |
| JP6613086B2 (ja) | 電磁弁 | |
| JP7048109B2 (ja) | 電気的駆動弁およびその製造方法 | |
| JP6721268B2 (ja) | 燃料噴射弁 | |
| JP6727570B2 (ja) | 電磁弁 | |
| JP2017183673A (ja) | 電磁弁用カートリッジアッシ、電磁弁用ソレノイドおよび電磁弁 | |
| JP2022126111A (ja) | ソレノイド装置 | |
| US9865385B2 (en) | Linear solenoid | |
| JP2015170734A (ja) | 電磁装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181226 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20181226 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20190130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6533804 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |