JP2018050002A - 部品供給システム、自律走行台車および部品供給方法 - Google Patents
部品供給システム、自律走行台車および部品供給方法 Download PDFInfo
- Publication number
- JP2018050002A JP2018050002A JP2016185939A JP2016185939A JP2018050002A JP 2018050002 A JP2018050002 A JP 2018050002A JP 2016185939 A JP2016185939 A JP 2016185939A JP 2016185939 A JP2016185939 A JP 2016185939A JP 2018050002 A JP2018050002 A JP 2018050002A
- Authority
- JP
- Japan
- Prior art keywords
- component
- component mounting
- autonomous traveling
- carriage
- mounting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000000758 substrate Substances 0.000 claims abstract description 43
- 238000011144 upstream manufacturing Methods 0.000 claims description 34
- 230000032258 transport Effects 0.000 description 39
- 238000012790 confirmation Methods 0.000 description 12
- 238000004891 communication Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000003384 imaging method Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images






Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
(部品供給システムの構成)
図1〜図8を参照して、本発明の第1実施形態による部品供給システム100の構成について説明する。
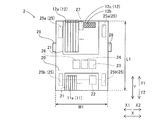
ここで、第1実施形態では、図2に示すように、台車2は、部品11および機器12を保持する保持部21と、自律走行するための駆動部22とを備える。また、台車2は、駆動部22に電力を供給する電源部23と、駆動部22の自律走行を制御する台車制御部24と、台車制御部24の指令により旋回動作することが可能に構成されているとともに、駆動部22の駆動により回転される車輪25とを備える。また、台車2は、保持部21、駆動部22、電源部23、台車制御部24、および、車輪25を支持する車体部20を含む。
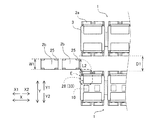
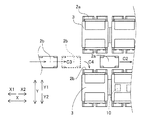
実装ライン1(生産ライン)は、図3に示すように、基板10の搬送方向に交差する方向(たとえば、垂直な方向:Y軸に平行な方向)に並列して複数列(図3の例では、3列)設けられている。そして、実装ライン1には、複数の部品実装装置3が、基板10の搬送方向(X軸に平行な方向)に沿って配置されている。また、複数の実装ライン1の搬送方向は共通であり、矢印X1方向側が上流側であり、矢印X2方向側が下流側である。なお、図示していないが、部品実装装置3よりも上流側には、たとえば、部品11が実装される基板10に半田などを印刷する印刷装置が設けられており、下流側には、リフロー装置および基板検査装置が設けられている。
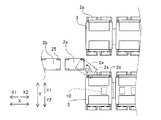
ここで、第1実施形態では、図3、図6〜図8に示すように、移動制御部5は、部品実装装置3に部品11および機器12を供給する際に、台車2を自律走行させるとともに、台車2を部品実装装置3に接続させる制御を行うように構成されている。すなわち、移動制御部5は、第1台車2aと第2台車2bとの交換(循環システム)の制御を行うように構成されている。
次に、図9を参照して、第1実施形態の部品供給システム100による部品供給方法について説明する。ここで、第1実施形態の部品供給システム100による部品供給方法とは、台車2から部品実装装置3に、部品11および機器12を供給する部品供給方法である。具体的な例として、以下、第1段取りAから第2段取りBに移行する際の例を説明する。
第1実施形態では、以下のような効果を得ることができる。
次に、図1および図10を参照して、第2実施形態の部品供給システム200の構成について説明する。第2実施形態による部品供給システム200では、複数の実装ライン1同士の間の距離D1が、長さL2よりも大きく、かつ、台車2の台車幅W1の2倍より小さく構成されていた上記第1実施形態の部品供給システム200の構成と異なり、複数の実装ライン1同士の間の距離D2が、長さL2および台車2の台車幅W1の2倍よりも大きく、かつ、台車2の台車幅W1の3倍より小さく構成されている。なお、上記第1実施形態と同一の構成については、図中において同じ符号を付して図示し、その説明を省略する。
本発明の第2実施形態による部品供給システム200は、図10に示すように、複数の実装ライン1同士の間の距離D2が、部品実装装置3の搬送方向に交差する方向(矢印Y1方向または矢印Y2方向)から部品実装装置3に接続されるために要する長さL2および台車2の台車幅W1の2倍よりも大きく、かつ、台車2の台車幅W1の3倍より小さく構成されている。すなわち、部品供給システム200では、L2<(W1×2)<D2<(W1×3)の関係を有する。
第2実施形態では、以下のような効果を得ることができる。
なお、今回開示された実施形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内でのすべての変更(変形例)が含まれる。
2、302 自律走行台車
2a 第1台車(第1の自律走行台車)
2b 第2台車(第2の自律走行台車)
3 部品実装装置
4 部品格納部(所定の待機位置)
5、205 移動制御部
11 部品
12 機器
21 保持部
22 駆動部
28 可動固定部(着脱部)
100、200 部品供給システム
Claims (9)
- 基板に部品を実装するとともに前記基板を搬送する複数の部品実装装置が、前記基板の搬送方向に沿って配置された実装ラインと、
前記部品および前記部品実装装置により使用される機器の少なくとも一方を保持する保持部と、自律走行するための駆動部と、前記部品実装装置に接続された状態で、前記部品または前記機器の少なくとも一方を前記部品実装装置に供給する複数の自律走行台車と、
前記部品実装装置に前記部品または前記機器の少なくとも一方を供給する際に、前記自律走行台車を自律走行させるとともに、前記自律走行台車を前記部品実装装置に接続させる制御を行う移動制御部とを備える、部品供給システム。 - 前記移動制御部は、前記搬送方向の上流側から下流側に向かって一方通行に、前記自律走行台車を自律走行させる制御を行うように構成されている、請求項1に記載の部品供給システム。
- 前記実装ラインは、前記搬送方向に交差する方向に並列して複数列設けられており、
前記自律走行台車は、前記部品実装装置の前記搬送方向に交差する方向から前記部品実装装置に接続されるように構成されており、
前記複数の実装ライン同士の間の距離は、前記部品実装装置の前記搬送方向に交差する方向から前記部品実装装置に接続されるために要する長さよりも大きく、かつ、前記自律走行台車の台車幅の2倍より小さい、請求項1または2に記載の部品供給システム。 - 前記実装ラインは、前記搬送方向に交差する方向に並列して複数列設けられており、
前記自律走行台車は、前記部品実装装置の前記搬送方向に交差する方向から前記部品実装装置に接続されるように構成されており、
前記複数の実装ライン同士の間の距離は、前記部品実装装置の前記搬送方向に交差する方向から前記部品実装装置に接続されるために要する長さよりも大きく、かつ、前記自律走行台車の台車幅の2倍よりも大きく、かつ、前記自律走行台車の台車幅の3倍より小さい、請求項1または2に記載の部品供給システム。 - 前記複数の自律走行台車は、前記部品実装装置に接続されている第1の前記自律走行台車と、前記第1の自律走行台車に交換されて前記部品実装装置に接続される第2の前記自律走行台車とを含み、
前記移動制御部は、前記実装ラインの前記搬送方向の上流側から下流側に向かって、順次、前記部品実装装置に接続されている前記自律走行台車を、前記第1の自律走行台車から前記第2の自律走行台車に交換する制御を行うように構成されている、請求項1〜4のいずれか1項に記載の部品供給システム。 - 前記複数の自律走行台車は、前記部品実装装置に接続されている第1の前記自律走行台車と、前記第1の自律走行台車に交換されて前記部品実装装置に接続される第2の前記自律走行台車とを含み、
前記移動制御部は、前記複数の部品実装装置から前記基板に対する前記部品の実装に関する実装情報を取得して、取得した前記実装情報に基づいて、前記部品実装装置に接続されている前記自律走行台車を、前記第1の自律走行台車から前記第2の自律走行台車に交換する制御を行うように構成されている、請求項1〜5のいずれか1項に記載の部品供給システム。 - 前記部品実装装置または前記自律走行台車は、前記部品実装装置と前記自律走行台車とを接続すること、および、前記部品実装装置と前記自律走行台車との接続を解除することが可能な着脱部を含み、
前記移動制御部は、前記部品実装装置に前記部品または前記機器の少なくとも一方を供給する際に、前記着脱部により前記部品実装装置と前記自律走行台車との接続を解除するとともに、前記自律走行台車を自律走行させて、所定の待機位置に移動させる制御を行うように構成されている、請求項1〜6のいずれか1項に記載の部品供給システム。 - 部品実装装置が基板に実装する部品および前記部品実装装置により使用される機器の少なくとも一方を保持する保持部と、
自律走行するための駆動部とを備え、
前記部品実装装置に前記部品または前記機器の少なくとも一方を供給する際に、自律走行するとともに、前記部品実装装置に接続された状態で、前記部品または前記機器の少なくとも一方を前記部品実装装置に供給するように構成されている、自律走行台車。 - 部品実装装置が基板に実装する部品および前記部品実装装置により使用される機器の少なくとも一方を保持する保持部を含む、複数の自律走行台車を自律走行させ、
前記自律走行台車を前記部品実装装置に接続させ、
前記自走走行台車から前記部品実装装置に、前記部品または前記機器の少なくとも一方を供給する、部品供給方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016185939A JP6817005B2 (ja) | 2016-09-23 | 2016-09-23 | 部品供給システム、自律走行台車および部品供給方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016185939A JP6817005B2 (ja) | 2016-09-23 | 2016-09-23 | 部品供給システム、自律走行台車および部品供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018050002A true JP2018050002A (ja) | 2018-03-29 |
| JP6817005B2 JP6817005B2 (ja) | 2021-01-20 |
Family
ID=61766561
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016185939A Active JP6817005B2 (ja) | 2016-09-23 | 2016-09-23 | 部品供給システム、自律走行台車および部品供給方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6817005B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020003581A1 (ja) * | 2018-06-29 | 2020-01-02 | パナソニックIpマネジメント株式会社 | 作業システム及びフィーダ台車の搬送方法 |
| WO2021070339A1 (ja) * | 2019-10-10 | 2021-04-15 | 株式会社Fuji | 保管庫 |
| JP2021062935A (ja) * | 2019-10-10 | 2021-04-22 | パナソニックIpマネジメント株式会社 | 搬送方法、プログラム、搬送システム、及び部品実装システム |
| JPWO2021205612A1 (ja) * | 2020-04-09 | 2021-10-14 | ||
| WO2021214949A1 (ja) * | 2020-04-23 | 2021-10-28 | ヤマハ発動機株式会社 | 基板製造システムおよびその自律走行車 |
| WO2021240626A1 (ja) * | 2020-05-26 | 2021-12-02 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
| WO2021240638A1 (ja) * | 2020-05-26 | 2021-12-02 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05262406A (ja) * | 1992-03-18 | 1993-10-12 | Hitachi Ltd | 製造システム |
| JPH0612123A (ja) * | 1992-06-24 | 1994-01-21 | Toyota Motor Corp | 無人搬送車の走行制御装置 |
| JP2004047571A (ja) * | 2002-07-09 | 2004-02-12 | Yamagata Casio Co Ltd | 一括交換台車、部品実装システム、及び接続確認方法 |
| JP2009223812A (ja) * | 2008-03-18 | 2009-10-01 | Panasonic Electric Works Co Ltd | 自律移動装置 |
| JP2011219266A (ja) * | 2010-04-14 | 2011-11-04 | Okamura Corp | 物品搬送装置 |
| JP2015173192A (ja) * | 2014-03-12 | 2015-10-01 | パナソニックIpマネジメント株式会社 | 部品実装装置における吸着ノズルの交換方法、部品実装装置及び吸着ノズル供給ユニット |
| JP2016122753A (ja) * | 2014-12-25 | 2016-07-07 | ヤマハ発動機株式会社 | 電子部品供給装置、リール装置、テープ処理装置、及び部品収納テープの補給方法 |
| WO2017130345A1 (ja) * | 2016-01-28 | 2017-08-03 | 富士機械製造株式会社 | ユニット交換用台車 |
-
2016
- 2016-09-23 JP JP2016185939A patent/JP6817005B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05262406A (ja) * | 1992-03-18 | 1993-10-12 | Hitachi Ltd | 製造システム |
| JPH0612123A (ja) * | 1992-06-24 | 1994-01-21 | Toyota Motor Corp | 無人搬送車の走行制御装置 |
| JP2004047571A (ja) * | 2002-07-09 | 2004-02-12 | Yamagata Casio Co Ltd | 一括交換台車、部品実装システム、及び接続確認方法 |
| JP2009223812A (ja) * | 2008-03-18 | 2009-10-01 | Panasonic Electric Works Co Ltd | 自律移動装置 |
| JP2011219266A (ja) * | 2010-04-14 | 2011-11-04 | Okamura Corp | 物品搬送装置 |
| JP2015173192A (ja) * | 2014-03-12 | 2015-10-01 | パナソニックIpマネジメント株式会社 | 部品実装装置における吸着ノズルの交換方法、部品実装装置及び吸着ノズル供給ユニット |
| JP2016122753A (ja) * | 2014-12-25 | 2016-07-07 | ヤマハ発動機株式会社 | 電子部品供給装置、リール装置、テープ処理装置、及び部品収納テープの補給方法 |
| WO2017130345A1 (ja) * | 2016-01-28 | 2017-08-03 | 富士機械製造株式会社 | ユニット交換用台車 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7113196B2 (ja) | 2018-06-29 | 2022-08-05 | パナソニックIpマネジメント株式会社 | 作業システム及びフィーダ台車の搬送方法並びにフィーダ台車の連結方法 |
| JPWO2020003581A1 (ja) * | 2018-06-29 | 2020-07-02 | パナソニックIpマネジメント株式会社 | 作業システム及びフィーダ台車の搬送方法 |
| JP2021057609A (ja) * | 2018-06-29 | 2021-04-08 | パナソニックIpマネジメント株式会社 | 作業システム及び被搬送物の搬送方法並びに被搬送物の連結方法 |
| WO2020003581A1 (ja) * | 2018-06-29 | 2020-01-02 | パナソニックIpマネジメント株式会社 | 作業システム及びフィーダ台車の搬送方法 |
| EP4044784A4 (en) * | 2019-10-10 | 2022-10-19 | Fuji Corporation | STORAGE CABINET |
| JPWO2021070339A1 (ja) * | 2019-10-10 | 2021-04-15 | ||
| JP7378062B2 (ja) | 2019-10-10 | 2023-11-13 | パナソニックIpマネジメント株式会社 | 搬送方法、プログラム、搬送システム、及び部品実装システム |
| JP2021062935A (ja) * | 2019-10-10 | 2021-04-22 | パナソニックIpマネジメント株式会社 | 搬送方法、プログラム、搬送システム、及び部品実装システム |
| JP7281552B2 (ja) | 2019-10-10 | 2023-05-25 | 株式会社Fuji | 保管庫 |
| WO2021070339A1 (ja) * | 2019-10-10 | 2021-04-15 | 株式会社Fuji | 保管庫 |
| JP7331249B2 (ja) | 2020-04-09 | 2023-08-22 | 株式会社Fuji | 生産システム |
| WO2021205612A1 (ja) * | 2020-04-09 | 2021-10-14 | 株式会社Fuji | 生産システム |
| JPWO2021205612A1 (ja) * | 2020-04-09 | 2021-10-14 | ||
| WO2021214949A1 (ja) * | 2020-04-23 | 2021-10-28 | ヤマハ発動機株式会社 | 基板製造システムおよびその自律走行車 |
| JP7344373B2 (ja) | 2020-04-23 | 2023-09-13 | ヤマハ発動機株式会社 | 基板製造システムおよびその自律走行車 |
| WO2021240638A1 (ja) * | 2020-05-26 | 2021-12-02 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
| WO2021240626A1 (ja) * | 2020-05-26 | 2021-12-02 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
| JP7351008B2 (ja) | 2020-05-26 | 2023-09-26 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
| JP7422223B2 (ja) | 2020-05-26 | 2024-01-25 | ヤマハ発動機株式会社 | 基板製造システム、自律走行台車および基板製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6817005B2 (ja) | 2021-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6817005B2 (ja) | 部品供給システム、自律走行台車および部品供給方法 | |
| CN109557877B (zh) | 材料补给辅助装置及材料补给辅助方法 | |
| JP5845399B2 (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP2019061312A (ja) | 材料補給支援装置および材料補給支援方法 | |
| JPH11212621A (ja) | ロボットの制御方法及びその装置 | |
| JP2018041343A (ja) | 自動走行車の制御システム | |
| JP7411918B2 (ja) | 製造工場における作業指示装置、および製造工場における作業指示方法 | |
| JP5906399B2 (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP6500245B2 (ja) | 部品実装システムおよび部品振分け方法ならびに部品実装装置 | |
| JP2017007074A (ja) | 搬送システム | |
| JP7108830B2 (ja) | 準備計画作成方法および準備計画作成装置 | |
| WO2018051498A1 (ja) | 基板作業システム、および、基板作業システムにおける部品搬送方法 | |
| JP7437660B2 (ja) | 統合ナビゲーションシステムおよび作業指示方法 | |
| JP5970659B2 (ja) | 電子部品実装システムおよび電子部品実装方法 | |
| JP7126060B2 (ja) | 生産計画作成方法および生産計画作成装置 | |
| WO2022009479A1 (ja) | 自動作業システム | |
| JP2019061311A (ja) | 材料補給支援装置および材料補給支援方法 | |
| JP7481478B2 (ja) | 作業システム | |
| JP5364498B2 (ja) | コンポーネント組立システムおよびコンポーネント組立方法 | |
| JP7281623B2 (ja) | フロアレイアウト作成装置およびフロアレイアウト表示システムならびにフロアレイアウト作成方法 | |
| JP7207704B2 (ja) | 学習システム、及びロボット位置調整システム | |
| WO2024089734A1 (ja) | 物品搬送システムおよび物品搬送装置 | |
| WO2023187962A1 (ja) | マスク受け渡し装置及びこれを備えたマスク搬送システム | |
| WO2022168165A1 (ja) | 実装システム | |
| WO2022168164A1 (ja) | 実装システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6817005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |