JP2017538606A - 耐引裂性多層フィルム - Google Patents
耐引裂性多層フィルム Download PDFInfo
- Publication number
- JP2017538606A JP2017538606A JP2017531269A JP2017531269A JP2017538606A JP 2017538606 A JP2017538606 A JP 2017538606A JP 2017531269 A JP2017531269 A JP 2017531269A JP 2017531269 A JP2017531269 A JP 2017531269A JP 2017538606 A JP2017538606 A JP 2017538606A
- Authority
- JP
- Japan
- Prior art keywords
- multilayer film
- block copolymer
- layer
- polyethylene terephthalate
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920000139 polyethylene terephthalate Polymers 0.000 claims abstract description 203
- 239000005020 polyethylene terephthalate Substances 0.000 claims abstract description 203
- 229920001400 block copolymer Polymers 0.000 claims abstract description 169
- 150000002148 esters Chemical class 0.000 claims abstract description 162
- 229920000642 polymer Polymers 0.000 claims abstract description 137
- -1 polyethylene terephthalate Polymers 0.000 claims abstract description 100
- 239000010410 layer Substances 0.000 claims description 234
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 claims description 75
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid group Chemical group C(CCCCCCCCC(=O)O)(=O)O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 claims description 32
- 229920000728 polyester Polymers 0.000 claims description 28
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 claims description 26
- 239000011521 glass Substances 0.000 claims description 24
- 239000012790 adhesive layer Substances 0.000 claims description 19
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 claims description 19
- 238000006243 chemical reaction Methods 0.000 claims description 13
- 238000001125 extrusion Methods 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 10
- 238000005809 transesterification reaction Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 6
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 claims description 4
- 230000003287 optical effect Effects 0.000 claims description 4
- 125000003827 glycol group Chemical group 0.000 claims description 2
- 229920001577 copolymer Polymers 0.000 claims 1
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 45
- 239000000155 melt Substances 0.000 description 11
- 238000009826 distribution Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 239000007795 chemical reaction product Substances 0.000 description 7
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 101100136092 Drosophila melanogaster peng gene Proteins 0.000 description 5
- 239000008188 pellet Substances 0.000 description 4
- 230000035484 reaction time Effects 0.000 description 4
- 229920002799 BoPET Polymers 0.000 description 3
- 229920001634 Copolyester Polymers 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 230000032683 aging Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000010128 melt processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000007655 standard test method Methods 0.000 description 2
- BXGYYDRIMBPOMN-UHFFFAOYSA-N 2-(hydroxymethoxy)ethoxymethanol Chemical compound OCOCCOCO BXGYYDRIMBPOMN-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- MGNZXYYWBUKAII-UHFFFAOYSA-N cyclohexa-1,3-diene Chemical compound C1CC=CC=C1 MGNZXYYWBUKAII-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 1
- 239000002105 nanoparticle Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10779—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L1/00—Compositions of cellulose, modified cellulose or cellulose derivatives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
- C08L67/03—Polyesters derived from dicarboxylic acids and dihydroxy compounds the dicarboxylic acids and dihydroxy compounds having the carboxyl- and the hydroxy groups directly linked to aromatic rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/185—Articles comprising two or more components, e.g. co-extruded layers the components being layers comprising six or more components, i.e. each component being counted once for each time it is present, e.g. in a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/42—Alternating layers, e.g. ABAB(C), AABBAABB(C)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/414—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/255—Polyesters
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
Abstract
Description
(i)第1のポリマーは、第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを、第1のエステルブロックコポリマーの重量%で少なくとも約5%含む。
(ii)第2のポリマーは、第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを、第2のエステルブロックコポリマーの重量%で少なくとも約5%含む。
のうちの少なくとも1つが満足される。
(i)第1のポリマーは第1のエステルブロックコポリマーであり、PETGブロックを、第1のエステルブロックコポリマーの重量%で少なくとも約5%含む。
(ii)第2のポリマーは第2のエステルブロックコポリマーであり、PETブロック、PETGブロック、又はPETブロックとPETGブロックとの組み合わせを、第2のエステルブロックコポリマーの重量%で少なくとも約5%含む。
のうちの1つ又は両方が満足される。
変性PETとは、エステルブロックコポリマーの50重量%を超えるPETブロック、を含むエステルブロックコポリマー、を指す。変性SA−PETとは、エステルブロックコポリマーの50重量%を超えるSA−PETブロック、を含むエステルブロックコポリマー、を指す。
SA−PETペレットは、ダウ・ケミカル(Midland,MI)より入手した。
Nanya1N502PETペレットは、Nanya Technology Corporation(台湾)より入手した。
Nanya1N404PETペレットは、Nanya Technology Corporation(台湾)より入手した。
PETGペレットは、イーストマンケミカル(Kingsport,TN)より、PETg6763の商品名で入手した。
フィルム試料のヘイズは、BYK−Gardner Inc.(Silver Springs,MD)から入手したHAZE−GARD PLUS計を使用して、ASTM D1003−13規格に従って測定した。
変性SA−PETキャストウェブは、PET(Nanya1N502PET)及びSA−PETのポリマーを表1に示す種々の比率で反応させることによって作製した。反応は、インライン反応押出プロセスで起こった。ポリマーがインライン反応器内を通って流れる際に、ポリマーは温度、圧力及び反応時間の分布に供された。反応条件は、温度の分布が200〜300℃の範囲であり、圧力の分布が500psi(3.4MPa)〜2000psi(13.8MPa)の範囲であり、反応時間の分布が3分〜30分の範囲であるように選択した。条件は、ポリエステル構造を完全にランダム化することなくブロック状構造が存在するように選択した。反応は、2軸押出機を使用し、上記の反応条件を達成するように加工変数を制御して実施した。次いで、融解溶融物を、約20℃〜約50℃の範囲の温度に保持したチルロール上にキャスティングし、キャストウェブを得た。

PET/PETGエステルブロックコポリマーキャストウェブは、PET(Nanya1N502PET)及びPETGのポリマーを表2に示す種々の比率で反応させることによって作製した。反応は、インライン反応押出プロセスで起こった。ポリマーは、インライン反応器内を通って流れる際に、温度、圧力及び反応時間の分布に供された。反応条件は、温度の分布が200〜300℃の範囲であり、圧力の分布が500psi(3.4MPa)〜2000psi(13.8MPa)の範囲であり、反応時間の分布が3分〜30分の範囲であるように選択した。条件は、ポリエステル構造を完全にランダム化することなくブロック状構造が存在するように選択した。反応は、2軸押出機を使用し、上記の反応条件を達成するように加工変数を制御して実施した。次いで、融解溶融物を、約20℃〜約50℃の範囲の温度に保持したチルロール上にキャスティングし、キャストウェブを得た。
PET(Nanya1N404PET)樹脂は、約1900kg/時の供給速度で1軸押出機を通して供給し、SA−PET樹脂は、約90kg/時の供給速度で2軸押出機を通して供給した。PETの溶融温度は約546°F(286℃)であり、SA−PETの溶融温度は約495°F(257℃)であった。溶融物の流れを、13層フィードブロックに導き、PETとSA−PETとの交互層を形成した。次いで、溶融物をフィルムダイ内に広げ、チルロール上にキャスティングしてキャストウェブを形成した。次いで、キャストウェブを、MD方向及びTD方向に、それぞれ3.2及び3.3の延伸比で順次延伸した。キャストライン速度は、完成フィルム厚さが約8mil(203μm)となるように調節した。
重量比80:20のPET(Nanya1N404PET)及びPETGを、「PET/PETGエステルブロックコポリマーフィルム」の項に記載の加工条件下で、約1900kg/時の合計供給速度で1軸押出機を通して供給し、変性PET溶融物の流れを作製した。SA−PET樹脂は、約90kg/時の供給速度で2軸押出機を通して供給し、SA−PET溶融物の流れを作製した。変性PETの溶融温度は約546°F(286℃)であり、SA−PETの溶融温度は約495°F(257℃)であった。溶融物の流れを、13層フィードブロックに導き、変性PETとSA−PETとの交互層を形成した。次いで、溶融物をフィルムダイ内に広げ、チルロール上にキャスティングしてキャストウェブを形成した。次いで、キャストウェブを、MD方向及びTD方向に、それぞれ3.2及び3.3の延伸比で順次延伸した。キャストライン速度は、完成フィルム厚さが約8mil(203μm)となるように調節した。
重量比80:20のPET(Nanya PET1N404)及びPETGを、「PET/PETGエステルブロックコポリマーフィルム」の項に記載の加工条件下で、約1900kg/時の合計供給速度で1軸押出機を通して供給し、変性PET溶融物の流れを作製した。重量比80:20のSA−PET及びPETGを、「変性SA−PETフィルム」の項に記載の加工条件下で、約90kg/時の合計供給速度で2軸押出機を通して供給し、変性SA−PET溶融物の流れを作製した。変性PETの溶融温度は約546°F(286℃)であり、変性SA−PETの溶融温度は約495°F(257℃)であった。溶融物の流れを、13層フィードブロックに導き、変性PETと変性SA−PETとの交互層を形成した。次いで、溶融物をフィルムダイ内に広げ、チルロール上にキャスティングしてキャストウェブを形成した。次いで、キャストウェブを、MD方向及びTD方向に、それぞれ3.2及び3.3の延伸比で順次延伸した。キャストライン速度は、完成フィルム厚さが約8mil(203μm)となるように調節した。
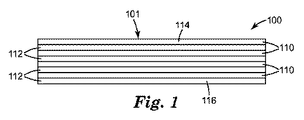
第1及び第2の層型を含むポリマー層積層体であって、第1の層型のポリマー層は第1のポリマーを含み、第2の層型のポリマー層は第2のポリマーを含み、ポリマー層が、第1の層型のいずれの2つの層も直接隣接せず、第2の層型のいずれの2つの層も直接隣接しないように配列された、ポリマー層積層体を含み、
第1のポリマーは、ポリエチレンテレフタレートであるか、又はポリエチレンテレフタレートブロックを第1のエステルブロックコポリマーの重量%で少なくとも50%含む第1のエステルブロックコポリマーであり、このエステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを更に含み、
第2のポリマーは、セバシン酸置換ポリエチレンテレフタレートであるか、又はセバシン酸置換ポリエチレンテレフタレートブロックを第2のエステルブロックコポリマーの重量%で少なくとも50%含む第2のエステルブロックコポリマーであり、この第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを更に含み、
耐引裂性多層フィルムは、第1及び第2の層型の層の総数が8〜300の範囲であり、並びに
次の条件
(i)第1のポリマーは、第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを、第1のエステルブロックコポリマーの重量%で少なくとも約5%含む。
(ii)第2のポリマーは、第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを、第2のエステルブロックコポリマーの重量%で少なくとも約5%含む。
の少なくとも1つが満足される、耐引裂性多層フィルムである。
第1主面及び反対側の第2主面を有するガラスと、
上記ガラスに貼付された実施形態16に記載の第1の耐引裂性多層フィルムと、を含み、第1の耐引裂性多層フィルムの光学的に透明な接着剤層が上記ガラスの第1主面の上に配置されている、ラミネート体である。
[項目1]
耐引裂性多層フィルムであって、
第1及び第2の層型を含むポリマー層積層体であって、前記第1の層型の前記ポリマー層は第1のポリマーを含み、前記第2の層型の前記ポリマー層は第2のポリマーを含み、前記ポリマー層が、前記第1の層型のいずれの2つの層も直接隣接せず、前記第2の層型のいずれの2つの層も直接隣接しないように配列された、前記ポリマー層積層体を含み、
前記第1のポリマーは、ポリエチレンテレフタレートであるか、又はポリエチレンテレフタレートブロックを第1のエステルブロックコポリマーの重量%で少なくとも50%含む前記第1のエステルブロックコポリマーであり、前記エステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを更に含み、
前記第2のポリマーは、セバシン酸置換ポリエチレンテレフタレートであるか、又はセバシン酸置換ポリエチレンテレフタレートブロックを第2のエステルブロックコポリマーの重量%で少なくとも50%含む前記第2のエステルブロックコポリマーであり、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを更に含み、
前記耐引裂性多層フィルムは、前記第1及び第2の層型の層の総数が8〜300の範囲であり、並びに
次の条件
(i)前記第1のポリマーは、前記第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で少なくとも約5%含む。
(ii)前記第2のポリマーは、前記第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で少なくとも約5%含む。
の少なくとも1つが満足される、耐引裂性多層フィルム。
[項目2]
前記第2のポリマーが、前記第2のエステルブロックコポリマーであり、セバシン酸置換ポリエチレンテレフタレートブロックを前記第2のエステルブロックコポリマーの重量%で約70%〜約90%の範囲で含む、項目1に記載の耐引裂性多層フィルム。
[項目3]
前記第2のポリマーが、前記第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で約5%〜約30%の範囲で含む、項目1に記載の耐引裂性多層フィルム。
[項目4]
前記第1のポリマーが、前記第1のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約60%〜約95%の範囲で含む、項目1に記載の耐引裂性多層フィルム。
[項目5]
前記第1のポリマーが、前記第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約5%〜約40%の範囲で含む、項目1に記載の耐引裂性多層フィルム。
[項目6]
前記第1のポリマーが前記第1のエステルブロックコポリマーであり、前記第2のポリマーが前記第2のエステルブロックコポリマーであり、前記第1のエステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で少なくとも約5%含み、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で少なくとも約5%含む、項目1に記載の耐引裂性多層フィルム。
[項目7]
前記第1のエステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約5%〜約40%の範囲で含み、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で約5%〜約30%の範囲で含む、項目6に記載の耐引裂性多層フィルム。
[項目8]
前記セバシン酸置換ポリエチレンテレフタレート又は前記セバシン酸置換ポリエチレンテレフタレートブロックが、約50〜約70モル当量のテレフタル酸と、約50〜約30モル当量のセバシン酸と、約100モル当量のエチレングリコールとの反応生成物を含む、項目1に記載の耐引裂性多層フィルム。
[項目9]
前記第1及び第2のポリマーのうちの少なくとも1つが、約100モル当量のテレフタル酸と、約70〜約98モル当量のエチレングリコールと、約30〜約2モル当量のシクロヘキサンジメタノールとの反応生成物を含むグリコール変性ポリエチレンテレフタレートブロック、を含む、項目1に記載の耐引裂性多層フィルム。
[項目10]
前記第1及び第2の層型の層の総数が、9〜30の範囲である、項目1に記載の耐引裂性多層フィルム。
[項目11]
前記耐引裂性多層フィルムが、実質的に透明であり、約2%未満のヘイズを有する、項目1に記載の耐引裂性多層フィルム。
[項目12]
前記耐引裂性多層フィルムが、第1の方向及び前記第1の方向と異なる第2の方向の各々に、少なくとも1000N×%のグレーブス面積を有する、項目1に記載の耐引裂性多層フィルム。
[項目13]
前記ポリマー層が、二軸配向されている、項目1に記載の耐引裂性多層フィルム。
[項目14]
前記第1及び第2の層型が、前記積層体内で交互になっている、項目1に記載の耐引裂性多層フィルム。
[項目15]
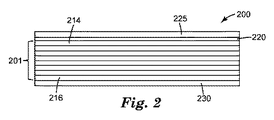
前記ポリマー層積層体の第1の最外層の上に配置されたプライマー層と、前記プライマー層の上に配置されたハードコート層と、を更に含む、項目1に記載の耐引裂性多層フィルム。
[項目16]
前記ポリマー層積層体の前記第1の最外層の反対側にある前記ポリマー層積層体の第2の最外層の上に配置された、光学的に透明な接着剤層を更に含む、項目15に記載の耐引裂性多層フィルム。
[項目17]
ラミネート体であって、
第1主面及び反対側の第2主面を有するガラスと、
前記ガラスに貼付された項目16に記載の第1の耐引裂性多層フィルムと、を含み、前記第1の耐引裂性多層フィルムの前記光学的に透明な接着剤層が前記ガラスの前記第1主面の上に配置されている、ラミネート体。
[項目18]
前記第1の耐引裂性多層フィルムの反対側の前記ガラスに貼付された項目16に記載の第2の耐引裂性多層フィルムを更に含み、前記第2の耐引裂性多層フィルムの前記光学的に透明な接着剤層が前記ガラスの前記第2主面の上に配置されている、項目17に記載のラミネート体。
[項目19]
前記第1及び第2のポリマーの複数の層をその溶融状態で共押出しする工程、を含む、項目1に記載の耐引裂性多層フィルムの製造方法。
[項目20]
前記第1及び第2のポリマーのうちの少なくとも1つが、200℃〜350℃の温度範囲でのインライン反応押出による2つ以上のポリエステルのエステル交換によって形成される、項目19に記載の方法。
Claims (20)
- 耐引裂性多層フィルムであって、
第1及び第2の層型を含むポリマー層積層体であって、前記第1の層型の前記ポリマー層は第1のポリマーを含み、前記第2の層型の前記ポリマー層は第2のポリマーを含み、前記ポリマー層が、前記第1の層型のいずれの2つの層も直接隣接せず、前記第2の層型のいずれの2つの層も直接隣接しないように配列された、前記ポリマー層積層体を含み、
前記第1のポリマーは、ポリエチレンテレフタレートであるか、又はポリエチレンテレフタレートブロックを第1のエステルブロックコポリマーの重量%で少なくとも50%含む前記第1のエステルブロックコポリマーであり、前記エステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを更に含み、
前記第2のポリマーは、セバシン酸置換ポリエチレンテレフタレートであるか、又はセバシン酸置換ポリエチレンテレフタレートブロックを第2のエステルブロックコポリマーの重量%で少なくとも50%含む前記第2のエステルブロックコポリマーであり、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを更に含み、
前記耐引裂性多層フィルムは、前記第1及び第2の層型の層の総数が8〜300の範囲であり、並びに
次の条件
(i)前記第1のポリマーは、前記第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で少なくとも約5%含む。
(ii)前記第2のポリマーは、前記第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で少なくとも約5%含む。
の少なくとも1つが満足される、耐引裂性多層フィルム。 - 前記第2のポリマーが、前記第2のエステルブロックコポリマーであり、セバシン酸置換ポリエチレンテレフタレートブロックを前記第2のエステルブロックコポリマーの重量%で約70%〜約90%の範囲で含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第2のポリマーが、前記第2のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で約5%〜約30%の範囲で含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1のポリマーが、前記第1のエステルブロックコポリマーであり、ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約60%〜約95%の範囲で含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1のポリマーが、前記第1のエステルブロックコポリマーであり、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約5%〜約40%の範囲で含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1のポリマーが前記第1のエステルブロックコポリマーであり、前記第2のポリマーが前記第2のエステルブロックコポリマーであり、前記第1のエステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で少なくとも約5%含み、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で少なくとも約5%含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1のエステルブロックコポリマーが、グリコール変性ポリエチレンテレフタレートブロックを前記第1のエステルブロックコポリマーの重量%で約5%〜約40%の範囲で含み、前記第2のエステルブロックコポリマーが、ポリエチレンテレフタレートブロック、グリコール変性ポリエチレンテレフタレートブロック、又はこれらの組み合わせを前記第2のエステルブロックコポリマーの重量%で約5%〜約30%の範囲で含む、請求項6に記載の耐引裂性多層フィルム。
- 前記セバシン酸置換ポリエチレンテレフタレート又は前記セバシン酸置換ポリエチレンテレフタレートブロックが、約50〜約70モル当量のテレフタル酸と、約50〜約30モル当量のセバシン酸と、約100モル当量のエチレングリコールとの反応生成物を含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1及び第2のポリマーのうちの少なくとも1つが、約100モル当量のテレフタル酸と、約70〜約98モル当量のエチレングリコールと、約30〜約2モル当量のシクロヘキサンジメタノールとの反応生成物を含むグリコール変性ポリエチレンテレフタレートブロック、を含む、請求項1に記載の耐引裂性多層フィルム。
- 前記第1及び第2の層型の層の総数が、9〜30の範囲である、請求項1に記載の耐引裂性多層フィルム。
- 前記耐引裂性多層フィルムが、実質的に透明であり、約2%未満のヘイズを有する、請求項1に記載の耐引裂性多層フィルム。
- 前記耐引裂性多層フィルムが、第1の方向及び前記第1の方向と異なる第2の方向の各々に、少なくとも1000N×%のグレーブス面積を有する、請求項1に記載の耐引裂性多層フィルム。
- 前記ポリマー層が、二軸配向されている、請求項1に記載の耐引裂性多層フィルム。
- 前記第1及び第2の層型が、前記積層体内で交互になっている、請求項1に記載の耐引裂性多層フィルム。
- 前記ポリマー層積層体の第1の最外層の上に配置されたプライマー層と、前記プライマー層の上に配置されたハードコート層と、を更に含む、請求項1に記載の耐引裂性多層フィルム。
- 前記ポリマー層積層体の前記第1の最外層の反対側にある前記ポリマー層積層体の第2の最外層の上に配置された、光学的に透明な接着剤層を更に含む、請求項15に記載の耐引裂性多層フィルム。
- ラミネート体であって、
第1主面及び反対側の第2主面を有するガラスと、
前記ガラスに貼付された請求項16に記載の第1の耐引裂性多層フィルムと、を含み、前記第1の耐引裂性多層フィルムの前記光学的に透明な接着剤層が前記ガラスの前記第1主面の上に配置されている、ラミネート体。 - 前記第1の耐引裂性多層フィルムの反対側の前記ガラスに貼付された請求項16に記載の第2の耐引裂性多層フィルムを更に含み、前記第2の耐引裂性多層フィルムの前記光学的に透明な接着剤層が前記ガラスの前記第2主面の上に配置されている、請求項17に記載のラミネート体。
- 前記第1及び第2のポリマーの複数の層をその溶融状態で共押出しする工程、を含む、請求項1に記載の耐引裂性多層フィルムの製造方法。
- 前記第1及び第2のポリマーのうちの少なくとも1つが、200℃〜350℃の温度範囲でのインライン反応押出による2つ以上のポリエステルのエステル交換によって形成される、請求項19に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/574,820 | 2014-12-18 | ||
| US14/574,820 US9776381B2 (en) | 2014-12-18 | 2014-12-18 | Tear resistant multilayer film |
| PCT/US2015/063898 WO2016099941A1 (en) | 2014-12-18 | 2015-12-04 | Tear resistant multilayer film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017538606A true JP2017538606A (ja) | 2017-12-28 |
| JP6320641B2 JP6320641B2 (ja) | 2018-05-09 |
Family
ID=56127343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017531269A Active JP6320641B2 (ja) | 2014-12-18 | 2015-12-04 | 耐引裂性多層フィルム |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US9776381B2 (ja) |
| EP (1) | EP3233490B1 (ja) |
| JP (1) | JP6320641B2 (ja) |
| KR (1) | KR101856919B1 (ja) |
| CN (1) | CN107107567B (ja) |
| AU (1) | AU2015363080B2 (ja) |
| BR (1) | BR112017011381B1 (ja) |
| CA (1) | CA2968411A1 (ja) |
| WO (1) | WO2016099941A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3260100A1 (en) * | 2016-06-23 | 2017-12-27 | Mölnlycke Health Care AB | Medical dressing |
| EP3906159A4 (en) * | 2018-12-31 | 2022-10-05 | 3M Innovative Properties Company | MULTI-LAYER DENTAL DEVICE |
| WO2020201929A1 (en) * | 2019-03-29 | 2020-10-08 | 3M Innovative Properties Company | Article |
| JP2022530809A (ja) * | 2019-05-01 | 2022-07-01 | スリーエム イノベイティブ プロパティズ カンパニー | 偏光子フィルム |
| CN118493985A (zh) * | 2024-07-11 | 2024-08-16 | 宁波长阳科技股份有限公司 | 一种窗膜用防爆隔热聚酯薄膜及其制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06190997A (ja) * | 1992-10-01 | 1994-07-12 | Minnesota Mining & Mfg Co <3M> | セバシン酸コポリエステルを基礎とする耐引裂性多重層フィルム及びかかるフィルムを含む製品 |
| JPH06198818A (ja) * | 1992-10-01 | 1994-07-19 | Minnesota Mining & Mfg Co <3M> | 柔軟性で光学的に均一なサインフェース下地シート |
| JPH1076620A (ja) * | 1996-09-04 | 1998-03-24 | Toray Ind Inc | 積層フィルムおよびガラス飛散防止フィルム |
| JP2004155188A (ja) * | 2002-10-15 | 2004-06-03 | Toray Ind Inc | 積層フィルム |
| JP2006044212A (ja) * | 2004-07-08 | 2006-02-16 | Toray Ind Inc | 積層フィルム |
| JP2006192829A (ja) * | 2005-01-17 | 2006-07-27 | Toray Ind Inc | 積層フィルムおよびタッチパネル |
| JP2010504873A (ja) * | 2006-09-27 | 2010-02-18 | スリーエム イノベイティブ プロパティズ カンパニー | 耐引裂き性太陽光制御多層フィルム |
| JP2014124845A (ja) * | 2012-12-26 | 2014-07-07 | Teijin Ltd | 1軸延伸多層積層フィルム、それからなる偏光板、液晶表示装置用光学部材及び液晶表示装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69320565T2 (de) | 1992-02-25 | 1999-04-08 | Toray Industries, Inc., Tokio/Tokyo | Bioxial orientierte und laminierte polyester film |
| CA2106262C (en) | 1992-10-01 | 2003-11-18 | Ralph H. Bland | Tear resistant multilayer films and articles incorporating such films |
| WO1999036262A2 (en) * | 1998-01-13 | 1999-07-22 | Minnesota Mining And Manufacturing Company | Modified copolyesters and improved multilayer reflective films |
| US6503549B1 (en) | 1998-09-30 | 2003-01-07 | Cryovac, Inc. | Polyester tray package with lidding film having glycol-modified copolyester sealant layer |
| US6447875B1 (en) | 1999-07-30 | 2002-09-10 | 3M Innovative Properties Company | Polymeric articles having embedded phases |
| CN100526067C (zh) * | 2001-11-09 | 2009-08-12 | 东丽株式会社 | 玻璃保护薄膜 |
| JP5430133B2 (ja) | 2008-12-01 | 2014-02-26 | ホーヤ レンズ マニュファクチャリング フィリピン インク | 眼鏡レンズおよび眼鏡 |
| EP2670796B1 (en) | 2011-02-03 | 2018-05-16 | 3M Innovative Properties Company | Hardcoat |
| WO2013080143A1 (en) | 2011-11-28 | 2013-06-06 | Cryovac, Inc. | Polyester based multilayered films |
-
2014
- 2014-12-18 US US14/574,820 patent/US9776381B2/en active Active
-
2015
- 2015-12-04 CN CN201580069350.6A patent/CN107107567B/zh active Active
- 2015-12-04 WO PCT/US2015/063898 patent/WO2016099941A1/en active Application Filing
- 2015-12-04 BR BR112017011381-3A patent/BR112017011381B1/pt active IP Right Grant
- 2015-12-04 CA CA2968411A patent/CA2968411A1/en not_active Abandoned
- 2015-12-04 KR KR1020177019821A patent/KR101856919B1/ko active IP Right Grant
- 2015-12-04 AU AU2015363080A patent/AU2015363080B2/en active Active
- 2015-12-04 JP JP2017531269A patent/JP6320641B2/ja active Active
- 2015-12-04 EP EP15870675.4A patent/EP3233490B1/en active Active
-
2017
- 2017-08-31 US US15/692,162 patent/US10040272B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06190997A (ja) * | 1992-10-01 | 1994-07-12 | Minnesota Mining & Mfg Co <3M> | セバシン酸コポリエステルを基礎とする耐引裂性多重層フィルム及びかかるフィルムを含む製品 |
| JPH06198818A (ja) * | 1992-10-01 | 1994-07-19 | Minnesota Mining & Mfg Co <3M> | 柔軟性で光学的に均一なサインフェース下地シート |
| JPH1076620A (ja) * | 1996-09-04 | 1998-03-24 | Toray Ind Inc | 積層フィルムおよびガラス飛散防止フィルム |
| JP2004155188A (ja) * | 2002-10-15 | 2004-06-03 | Toray Ind Inc | 積層フィルム |
| JP2006044212A (ja) * | 2004-07-08 | 2006-02-16 | Toray Ind Inc | 積層フィルム |
| JP2006192829A (ja) * | 2005-01-17 | 2006-07-27 | Toray Ind Inc | 積層フィルムおよびタッチパネル |
| JP2010504873A (ja) * | 2006-09-27 | 2010-02-18 | スリーエム イノベイティブ プロパティズ カンパニー | 耐引裂き性太陽光制御多層フィルム |
| JP2014124845A (ja) * | 2012-12-26 | 2014-07-07 | Teijin Ltd | 1軸延伸多層積層フィルム、それからなる偏光板、液晶表示装置用光学部材及び液晶表示装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017011381B1 (pt) | 2021-10-05 |
| EP3233490A1 (en) | 2017-10-25 |
| WO2016099941A1 (en) | 2016-06-23 |
| EP3233490A4 (en) | 2018-08-15 |
| CN107107567A (zh) | 2017-08-29 |
| US20160176165A1 (en) | 2016-06-23 |
| AU2015363080B2 (en) | 2018-03-08 |
| CA2968411A1 (en) | 2016-06-23 |
| BR112017011381A2 (pt) | 2018-04-03 |
| US9776381B2 (en) | 2017-10-03 |
| CN107107567B (zh) | 2019-04-26 |
| US20170361585A1 (en) | 2017-12-21 |
| US10040272B2 (en) | 2018-08-07 |
| JP6320641B2 (ja) | 2018-05-09 |
| KR101856919B1 (ko) | 2018-05-10 |
| EP3233490B1 (en) | 2020-01-29 |
| AU2015363080A1 (en) | 2017-06-08 |
| KR20170091161A (ko) | 2017-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10040272B2 (en) | Tear resistant multilayer film | |
| JP6202146B2 (ja) | ポリエステルフィルムの製造方法 | |
| KR100786005B1 (ko) | 다층 지방족 폴리에스터 필름 | |
| KR102095176B1 (ko) | 폴리머 코팅된 금속 기재의 생산 방법 및 폴리머 코팅이 제공된 금속 스트립 | |
| TWI465493B (zh) | 雙軸拉伸聚醯胺樹脂薄膜 | |
| JP2020050872A (ja) | ディスプレイ用フィルム、フォルダブルディスプレイ | |
| JP7020486B2 (ja) | 積層フィルム | |
| JP5599637B2 (ja) | フィルム、シート及びこれらの製造方法、並びに、ブリスター成形体、積層体 | |
| JP6915411B2 (ja) | ポリエステル樹脂組成物 | |
| JP7501048B2 (ja) | 二軸延伸フィルム | |
| KR20210062011A (ko) | 폴더블 디스플레이 | |
| KR102620810B1 (ko) | 열접착성이 개선된 이축연신 고밀도 폴리에틸렌 필름 및 이의 제조방법 | |
| KR100921784B1 (ko) | 장기 인열강도가 우수한 다층 안전필름 | |
| KR101091085B1 (ko) | 적층공압출 비산방지 필름 | |
| KR101743688B1 (ko) | 유연 폴리에스테르 적층 필름 | |
| KR20230065588A (ko) | 다층 배리어 필름, 이의 제조방법 및 이를 포함하는 포장재 | |
| US20240301204A1 (en) | Polyamide composition useful for the manufacture of film for food packaging | |
| JP2020056016A (ja) | ディスプレイ用フィルム、フォルダブルディスプレイ | |
| JPS63176149A (ja) | 積層体の延伸成形物とその製造方法 | |
| JP2005232358A (ja) | 二軸配向ポリエステルフィルム | |
| KR20140041318A (ko) | 다층 필름 및 그 제조 방법 | |
| JP2016053603A (ja) | 積層熱可塑性樹脂フィルムの製造方法及びそれから得られる偏光板保護フィルム | |
| KR20120082676A (ko) | 폴리에스터계 수지를 포함하는 다층 필름 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20171011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171114 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20171206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20171213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6320641 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |