JP2015217618A - ゴム押出物、ゴム巻取体、及びゴム押出装置 - Google Patents
ゴム押出物、ゴム巻取体、及びゴム押出装置 Download PDFInfo
- Publication number
- JP2015217618A JP2015217618A JP2014103626A JP2014103626A JP2015217618A JP 2015217618 A JP2015217618 A JP 2015217618A JP 2014103626 A JP2014103626 A JP 2014103626A JP 2014103626 A JP2014103626 A JP 2014103626A JP 2015217618 A JP2015217618 A JP 2015217618A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- extrudate
- rubber extrudate
- tire
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
Abstract
Description
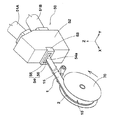
図1は、本実施形態のゴム押出物1の斜視図である。図1に示されるように、本実施形態のゴム押出物1は、押出方向Xに垂直な断面で、幅方向Yの中心線CLに対して、厚さの分布が非対称に押し出される。ゴム押出物1は、タイヤ成形ドラム上に巻き付けられて生タイヤを形成するためのゴム押出物である。
リールによって巻き取られた各ゴム押出物について、リール芯の近傍での巻付方向の識別手段の視認性が、作業者の官能により評価された。結果は、比較例1を100とする評点であり、数値が大きい程、視認性に優れていることを示す。
各ゴム押出物を用いて試作されたタイヤの外観品質が、作業者の官能により評価された。結果は、比較例1を100とする評点であり、数値が大きい程、外観品質に優れていることを示す。
2 溝
3 一方側
4 他方側
5 厚肉部
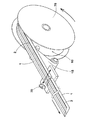
10 ゴム巻取体
11 サイドウォールゴム
12 クリンチゴム
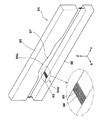
50 ゴム押出装置
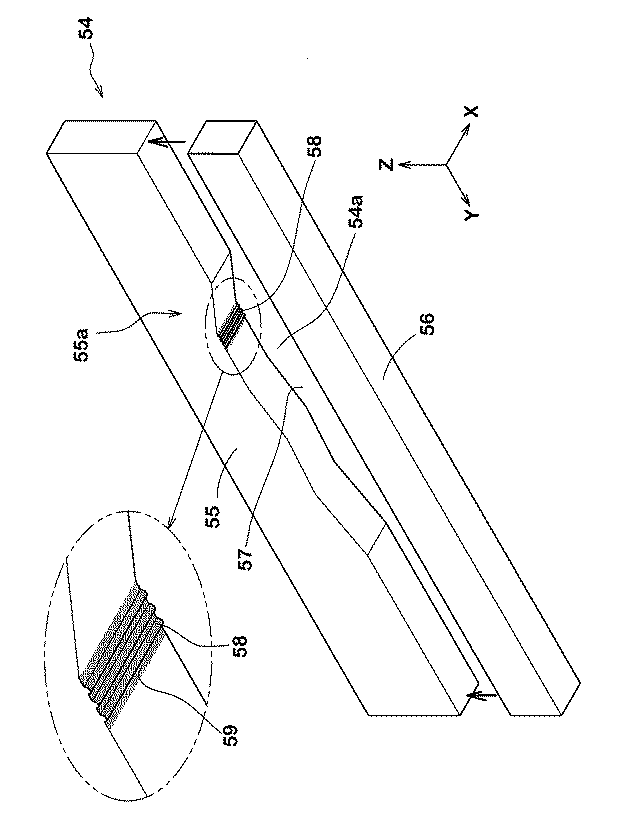
54 口金
54a 吐出口
58 突条部
59 めっき層
64 口金
64a 吐出口
68 突条部
69 めっき層
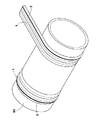
70 リール
80 タイヤ成形ドラム
CL 中心線
X 押出方向
Y 幅方向
Claims (9)
- 押出方向に垂直な断面で、幅方向の中心線に対して、厚さの分布が非対称に押し出され、タイヤ成形ドラム上に巻き付けられて生タイヤを形成するためのゴム押出物であって、
前記中心線によって隔てられる前記幅方向の一方側に、前記押出方向に連続し、前記タイヤ成形ドラムに対する前記ゴム押出物の向きを識別するための溝が形成されていることを特徴とするゴム押出物。 - 前記押出物は、前記一方側に、前記幅方向の他方側の最大厚さより厚さの大きい厚肉部を有し、
前記溝は、前記厚肉部に設けられている請求項1記載のゴム押出物。 - 前記ゴム押出物は、タイヤのサイドウォール部の外面をなすサイドウォールゴムを含む請求項1又は2に記載のゴム押出物。
- 前記ゴム押出物は、タイヤのビード部の外面をなすクリンチゴムを含む請求項1乃至3のいずれかに記載のゴム押出物。
- 前記溝の前記押出方向に垂直な断面は、円弧状である請求項1乃至4のいずれかに記載のゴム押出物。
- 前記断面の曲率半径は、0.5〜0.7mmである請求項5記載のゴム押出物。
- 請求項1乃至6のいずれかに記載の前記ゴム押出物がリールに巻き取られてなることを特徴とするゴム巻取体。
- 請求項1乃至6のいずれかに記載の前記ゴム押出物を吐出するための吐出口を有する口金を備えたゴム押出装置であって、
前記口金は、前記押出方向に連続して前記吐出口の内方に突出し、前記厚肉部に前記溝を形成する突条部を有することを特徴とするゴム押出装置。 - 前記突条部の表面には、めっき層が形成されている請求項8記載のゴム押出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014103626A JP2015217618A (ja) | 2014-05-19 | 2014-05-19 | ゴム押出物、ゴム巻取体、及びゴム押出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014103626A JP2015217618A (ja) | 2014-05-19 | 2014-05-19 | ゴム押出物、ゴム巻取体、及びゴム押出装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015217618A true JP2015217618A (ja) | 2015-12-07 |
Family
ID=54777429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014103626A Pending JP2015217618A (ja) | 2014-05-19 | 2014-05-19 | ゴム押出物、ゴム巻取体、及びゴム押出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015217618A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105818351A (zh) * | 2016-03-29 | 2016-08-03 | 江苏通用科技股份有限公司 | 曲线式胎面复合预口型 |
| US20230294460A1 (en) * | 2020-09-01 | 2023-09-21 | Sumitomo Rubber Industries, Ltd. | Pneumatic tire |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10109367A (ja) * | 1996-10-08 | 1998-04-28 | Bridgestone Corp | タイヤ構成部材の貼合わせ状態検出方法 |
| JPH10249955A (ja) * | 1997-03-10 | 1998-09-22 | Bridgestone Corp | ゴム押出し部材および部材貼着方法 |
| JP2004284165A (ja) * | 2003-03-20 | 2004-10-14 | Bridgestone Corp | 空気入りタイヤの製造方法 |
| JP2008126649A (ja) * | 2006-11-27 | 2008-06-05 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法 |
| JP2013043317A (ja) * | 2011-08-23 | 2013-03-04 | Sumitomo Rubber Ind Ltd | ゴム押出成形装置 |
-
2014
- 2014-05-19 JP JP2014103626A patent/JP2015217618A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10109367A (ja) * | 1996-10-08 | 1998-04-28 | Bridgestone Corp | タイヤ構成部材の貼合わせ状態検出方法 |
| JPH10249955A (ja) * | 1997-03-10 | 1998-09-22 | Bridgestone Corp | ゴム押出し部材および部材貼着方法 |
| JP2004284165A (ja) * | 2003-03-20 | 2004-10-14 | Bridgestone Corp | 空気入りタイヤの製造方法 |
| JP2008126649A (ja) * | 2006-11-27 | 2008-06-05 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法 |
| JP2013043317A (ja) * | 2011-08-23 | 2013-03-04 | Sumitomo Rubber Ind Ltd | ゴム押出成形装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105818351A (zh) * | 2016-03-29 | 2016-08-03 | 江苏通用科技股份有限公司 | 曲线式胎面复合预口型 |
| US20230294460A1 (en) * | 2020-09-01 | 2023-09-21 | Sumitomo Rubber Industries, Ltd. | Pneumatic tire |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008213773A (ja) | 空気入りタイヤ、及び、それを製造する加硫成形装置 | |
| JP4375864B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2017209958A (ja) | タイヤ加硫金型 | |
| JP6487758B2 (ja) | タイヤ加硫金型、それを用いた空気入りタイヤの製造方法、及び、空気入りタイヤ | |
| JP2006051711A (ja) | タイヤ用ゴム部材の製造方法。 | |
| CN101678625A (zh) | 用于轮胎的橡胶构件、用于生产该橡胶构件的方法以及用于制造充气轮胎的方法 | |
| JP6821953B2 (ja) | タイヤの製造方法 | |
| JP2015217618A (ja) | ゴム押出物、ゴム巻取体、及びゴム押出装置 | |
| KR101664873B1 (ko) | 타이어 사이드월 압출용 압출금형다이 | |
| JP4904054B2 (ja) | タイヤ用ゴム部材の製造方法 | |
| JP2013043317A (ja) | ゴム押出成形装置 | |
| JP6587207B2 (ja) | トレッド、トレッド成形用金型、トレッド成形方法、および生タイヤの成形方法 | |
| JP5066220B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP5964209B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP7211786B2 (ja) | 空気入りタイヤの製造装置および製造方法 | |
| JP4718215B2 (ja) | 空気入りタイヤの製造方法 | |
| JP6575342B2 (ja) | 空気入りタイヤの製造方法、及び、ゴムストリップ | |
| JP6081153B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP5989380B2 (ja) | 空気入りタイヤの製造方法及びビード製造装置 | |
| JP5000276B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2017056596A (ja) | タイヤ加硫金型及びそれを用いた空気入りタイヤの製造方法 | |
| CN102371695B (zh) | 充气轮胎的制造方法以及成型装置 | |
| KR102040038B1 (ko) | 무(無) 구금 압출다이로 압출시킨 트레드 고무를 이용한 타이어 제조방법 | |
| JP2019001099A (ja) | 空気入りタイヤの製造方法、タイヤ加硫金型、及び、空気入りタイヤ | |
| JP2002002224A (ja) | 空気入りタイヤ及び空気入りタイヤ用の加硫金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180112 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180220 |