JP2015174338A - 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 - Google Patents
三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 Download PDFInfo
- Publication number
- JP2015174338A JP2015174338A JP2014052724A JP2014052724A JP2015174338A JP 2015174338 A JP2015174338 A JP 2015174338A JP 2014052724 A JP2014052724 A JP 2014052724A JP 2014052724 A JP2014052724 A JP 2014052724A JP 2015174338 A JP2015174338 A JP 2015174338A
- Authority
- JP
- Japan
- Prior art keywords
- dimensional structure
- layer
- dimensional
- unit
- binding liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/218—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31511—Of epoxy ether
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31663—As siloxane, silicone or silane
Abstract
【課題】三次元造形物を効率よく製造することが可能な三次元造形物製造装置を提供すること。
【解決手段】本発明の三次元造形物製造装置100は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した層1を積層することにより、三次元造形物を製造する装置であって、三次元造形物が造形される造形部10と、造形部10に三次元造形用組成物を供給する供給部11Aと、造形部10に、三次元造形用組成物で構成された層1を形成する層形成手段12Aと、層1に三次元造形用組成物を結合させる結合液4を吐出する吐出部15と、を有し、吐出部15は、移動しつつ、結合液4を層1に吐出する動作を行うものであり、吐出部15の第n番目の層に対する動作に連動して、吐出部15の移動方向における吐出部15の後方において、供給部11Aおよび層形成手段12Aが第n+1番目の層1を形成するよう構成されていることを特徴とする。
【選択図】図1
【解決手段】本発明の三次元造形物製造装置100は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した層1を積層することにより、三次元造形物を製造する装置であって、三次元造形物が造形される造形部10と、造形部10に三次元造形用組成物を供給する供給部11Aと、造形部10に、三次元造形用組成物で構成された層1を形成する層形成手段12Aと、層1に三次元造形用組成物を結合させる結合液4を吐出する吐出部15と、を有し、吐出部15は、移動しつつ、結合液4を層1に吐出する動作を行うものであり、吐出部15の第n番目の層に対する動作に連動して、吐出部15の移動方向における吐出部15の後方において、供給部11Aおよび層形成手段12Aが第n+1番目の層1を形成するよう構成されていることを特徴とする。
【選択図】図1
Description
本発明は、三次元造形物製造装置、三次元造形物の製造方法および三次元造形物に関する。
粉体を結合液で固めながら、三次元物体を造形する三次元造形物製造装置が知られている(例えば、特許文献1参照)。この製造装置では、次のような操作を繰り返すことによって三次元物体を造形する。まず、粉体をブレードによって薄く敷き詰めて粉体層を形成し、この粉体層の所望部分に結合液を吐出することによって粉体同士を結合させる。この結果、粉体層の中で、結合液が吐出された部分だけが結合して、薄い板状の部材(以下、「単位層」という)が形成される。その後、その粉体層の上にさらに粉体層を薄く形成し、所望部分に結合液を吐出する。その結果、新たに形成された粉体層の結合液が吐出された部分にも、新たな単位層が形成される。このとき、粉体層上に吐出した結合液が染み込んで、先に形成された単位層に到達するので、新たに形成された単位層は先に形成された単位層にも結合される。このような操作を繰り返して、薄い板状の単位層を一層ずつ積層することによって、三次元物体を造形することができる。
このような三次元造形技術(三次元造形物製造装置)は、造形しようとする物体の三次元形状データさえあれば、粉体を結合させて直ちに造形可能であり、造形に先立って金型を作成するなどの必要がないので、迅速にしかも安価に三次元物体を造形することが可能である。また、薄い板状の単位層を一層ずつ積層して造形するので、例えば内部構造を有する複雑な物体であっても、複数の部品に分けることなく一体の造形物として形成することが可能である。
しかしながら、従来の三次元造形物製造装置では、三次元造形物の生産効率が低く、さらなる生産性の向上が求められていた。
本発明の目的は、三次元造形物を効率よく製造することが可能な三次元造形物製造装置を提供すること、三次元造形物を効率よく製造することが可能な三次元造形物の製造方法、および、このような三次元造形物製造装置および三次元造形物の製造方法で製造された三次元造形物を提供することにある。
このような目的は、下記の本発明により達成される。
本発明の三次元造形物製造装置は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した層を積層することにより、三次元造形物を製造する三次元造形物製造装置であって、
前記三次元造形物が造形される造形部と、
前記造形部に前記三次元造形用組成物を供給する供給部と、
前記造形部に、前記三次元造形用組成物で構成された前記層を形成する層形成手段と、
前記層に、結合液を吐出する吐出部と、を有し、
前記吐出部の第n番目の前記層に対して相対的に移動しつつ、前記結合液を吐出する動作に連動して、前記吐出部の移動方向における前記吐出部の後方において、前記供給部および前記層形成手段が第n+1番目の前記層を形成するよう構成されていることを特徴とする。
本発明の三次元造形物製造装置は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した層を積層することにより、三次元造形物を製造する三次元造形物製造装置であって、
前記三次元造形物が造形される造形部と、
前記造形部に前記三次元造形用組成物を供給する供給部と、
前記造形部に、前記三次元造形用組成物で構成された前記層を形成する層形成手段と、
前記層に、結合液を吐出する吐出部と、を有し、
前記吐出部の第n番目の前記層に対して相対的に移動しつつ、前記結合液を吐出する動作に連動して、前記吐出部の移動方向における前記吐出部の後方において、前記供給部および前記層形成手段が第n+1番目の前記層を形成するよう構成されていることを特徴とする。
これにより、三次元造形物を効率よく製造することが可能な三次元造形物製造装置を提供することができる。
本発明の三次元造形物製造装置では、前記吐出部の移動方向における前記吐出部の後方に、紫外線を照射する紫外線照射手段を有することが好ましい。
これにより、三次元造形物をより効率よく製造することができる。
これにより、三次元造形物をより効率よく製造することができる。
本発明の三次元造形物製造装置では、前記層を形成した際の余剰の前記三次元造形用組成物を回収する回収部を有することが好ましい。
これにより、三次元造形物をより効率よく製造することができる。
これにより、三次元造形物をより効率よく製造することができる。
本発明の三次元造形物製造装置では、前記吐出部の移動方向の後方に向かって、前記吐出部、前記供給部、前記層形成手段の順に配列するよう構成されていることが好ましい。
これにより、三次元造形物をより効率よく製造することができる。
これにより、三次元造形物をより効率よく製造することができる。
本発明の三次元造形物製造装置では、形成した前記第n+1番目の前記層を介して、前記第n番目の前記層に対して紫外線を照射する第2の紫外線照射手段を有することが好ましい。
これにより、得られる三次元造形物の機械的強度をより高いものとすることができる。
これにより、得られる三次元造形物の機械的強度をより高いものとすることができる。
本発明の三次元造形物製造装置では、前記層形成手段に対して振動を加える振動手段を備えることが好ましい。
これにより、層形成手段に三次元造形用組成物が付着するのを防止することができる。
これにより、層形成手段に三次元造形用組成物が付着するのを防止することができる。
本発明の三次元造形物製造装置では、前記供給部と前記層形成手段は、一体となるよう構成されていることが好ましい。
これにより、三次元造形物をさらに効率よく製造することができる。
これにより、三次元造形物をさらに効率よく製造することができる。
本発明の三次元造形物製造装置では、前記層形成手段は、スキージ、ローラーからなる群から選択される1種であることが好ましい。
これにより、層をより均一な厚さで形成することができ、製造される三次元造形物の寸法精度をさらに高いものとすることができる。
本発明の三次元造形物の製造方法は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、
前記三次元造形用組成物を用いて前記層を形成する層形成工程と、
前記層に対して、結合液を吐出する吐出工程と、を有し、
第n番目の前記層に対して前記結合液を吐出しつつ、前記第n番目の前記層上の前記結合液の吐出が終了した領域に第n+1番目の前記層を形成していくことを特徴とする。
これにより、高い寸法精度で三次元造形物を効率よく製造することができる。
前記三次元造形用組成物を用いて前記層を形成する層形成工程と、
前記層に対して、結合液を吐出する吐出工程と、を有し、
第n番目の前記層に対して前記結合液を吐出しつつ、前記第n番目の前記層上の前記結合液の吐出が終了した領域に第n+1番目の前記層を形成していくことを特徴とする。
これにより、高い寸法精度で三次元造形物を効率よく製造することができる。
本発明の三次元造形物は、本発明の三次元造形物製造装置により製造されたことを特徴とする。
これにより、効率よく三次元造形物を得ることができる。
これにより、効率よく三次元造形物を得ることができる。
本発明の三次元造形物は、本発明の三次元造形物の製造方法により製造されたことを特徴とする。
これにより、効率よく三次元造形物を得ることができる。
これにより、効率よく三次元造形物を得ることができる。
以下、添付する図面を参照しつつ、本発明の好適な実施形態について詳細な説明をする。
1.三次元造形物製造装置
まず、本発明の三次元造形物製造装置の好適な実施形態について説明する。
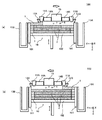
図1は、本発明の三次元造形物製造装置の好適な実施形態を示す断面図である。
まず、本発明の三次元造形物製造装置の好適な実施形態について説明する。
図1は、本発明の三次元造形物製造装置の好適な実施形態を示す断面図である。
三次元造形物製造装置100は、三次元造形用粉末を含む三次元造形用組成物を用いて形成した単位層2を積層することにより、三次元造形物を製造する装置である。
三次元造形物製造装置100は、図1に示すように、三次元造形物が造形される造形部10と、三次元造形用組成物を供給する供給部11Aおよび11Bと、供給された三次元造形用組成物を用いて造形部10に三次元造形用組成物の層1を形成するスキージ(層形成手段)12Aおよび12Bと、層1を形成した際に余剰の三次元造形用組成物を回収する回収部13Aおよび13Bと、紫外線照射手段14Aおよび14Bと、層1に対して結合剤を含む結合液4を吐出する吐出部15とを有している。なお、三次元造形用組成物および結合液4については後に詳述する。
造形部10は、図1に示すように、枠体101と、枠体101内部に設けられた造形ステージ102とを有している。
枠体101は、枠状の部材で構成されている。
造形ステージ102は、XY平面において矩形型の形状を有している。
造形ステージ102は、図示せぬ駆動手段によってZ軸方向に駆動(昇降)するよう構成されている。
枠体101の内壁面と造形ステージ102とで形成される領域に層1が形成される。
造形ステージ102は、XY平面において矩形型の形状を有している。
造形ステージ102は、図示せぬ駆動手段によってZ軸方向に駆動(昇降)するよう構成されている。
枠体101の内壁面と造形ステージ102とで形成される領域に層1が形成される。
本実施形態では、吐出部15から、Y軸方向の一方(図中左方向)に向かって、紫外線照射手段14A、供給部11A、スキージ12Aが並んでいる。また、吐出部15から、Y軸方向の他方(図中右方向)に向かって、紫外線照射手段14B、供給部11B、スキージ12Bが並んでいる。
供給部11Aおよび11Bは、造形ステージ102に三次元造形用組成物を供給する機能を有している。供給部11Aおよび11Bは、Y軸方向に駆動可能となっている。
スキージ(層形成手段)12Aおよび12Bは、X軸方向に長尺状をなしている。また、スキージ12Aと供給部11Aとは、一体となっており、スキージ12Bと供給部11Bとは、一体となっている。
スキージ12Aは、供給部11Aから供給された三次元造形用組成物を用いて造形ステージ102上に層1を形成する機能を有している。また、スキージ12Bは、供給部11Bから供給された三次元造形用組成物を用いて造形ステージ102上に層1を形成する機能を有している。
スキージ12Aおよび12Bは、Y軸方向に駆動するよう構成されている。
スキージ12Aおよび12Bは、Y軸方向に駆動するよう構成されている。
スキージ12Aおよび12Bには、振動を付与する振動手段(図示せず)が設けられている。スキージ12Aおよび12Bに振動を付与することにより、スキージ12Aおよび12Bに三次元造形用組成物が付着するのを防止することができる。
回収部13Aおよび13Bは、上面が開口した箱状の部材である。この回収部13Aおよび13Bは、層1の形成で余剰となった三次元造形用組成物を回収する機能を有している。
回収部13Aおよび13Bは、枠体101と接しており、枠体101を挟んで互いに対向するように設けられている。
スキージ12Aおよび12Bによって運ばれた余剰の三次元造形用組成物は、それぞれ、回収部13Aおよび13Bで回収され、回収された三次元造形用組成物は、再利用に供される。
紫外線照射手段14Aおよび14Bは、層1に吐出した結合液4を紫外線によって硬化させる機能を有している。
吐出部15は、Y軸方向に移動しつつ、形成した層1に対して結合液4を吐出する機能を有している。
吐出部15は、インクジェット方式で、結合液4の液滴を吐出する液滴吐出ヘッドが搭載されている。また、吐出部15は、図示せぬ結合液4供給部を備えている。本実施形態では、いわゆるピエゾ駆動方式の液滴吐出ヘッドが採用されている。また、本実施形態では、吐出部15は、液滴吐出ヘッドがX軸方向に複数並んだラインヘッドが採用されている。
本実施形態の三次元造形物製造装置100では、スキージ12A、供給部11A、紫外線照射手段14A、吐出部15、紫外線照射手段14B、供給部11B、スキージ12Bが一体となって、Y軸方向に移動しつつ、各部が作動するよう構成されている。
具体的には、三次元造形物製造装置100は、図1(a)に示すように、スキージ12A、供給部11A、紫外線照射手段14A、吐出部15、紫外線照射手段14B、供給部11B、スキージ12B(これら全てをまとめて単位層形成部ともいう)が一体となって、図中右方向に移動し、層1に対して吐出部15より結合液4を吐出する。そして、紫外線照射手段14Aによって層1中の結合液4を硬化させる。さらに、結合液4の吐出・硬化の動作と連動して、吐出部15の移動方向における後方において、新たな層1を供給部11Aおよびスキージ12Aによって形成する。言い換えると、三次元造形物製造装置100は、吐出部15より第n番目の層1に対して結合液4の吐出を行いつつ、吐出部15の移動方向における吐出部15の後方において、供給部11Aおよびスキージ12Aが第n+1番目の層1を形成するよう構成されている。このような構成とすることにより、層1の形成と単位層2の形成をほぼ同時に行うことができるため、三次元造形物を効率よく製造することができる。また、吐出部15の移動方向における吐出部15の後方において、層1を形成するため、吐出部15に三次元造形用組成物が付着するのを効果的に防止することができる。
また、本実施形態では、単位層形成部が、吐出部15を中心に、2つの紫外線照射手段、2つのスキージ、2つの供給部が対称配置されているため、図1(a)に示すように、単位層形成部が図中右方向に移動して、単位層2およびその単位層2の上の層1を形成した後、図1(b)に示すように、単位層形成部が図中左方向に移動する際にも単位層2およびその単位層2の上の層1を形成することができる。言い換えると、単位層形成部が図中左方向に移動する場合、供給部11Aおよびスキージ12Aで形成した層1に対して吐出部15から結合液4を吐出し、紫外線照射手段Bによって層1に吐出された結合液4を硬化させる。さらに、結合液4の吐出・硬化を行いつつ、吐出部15の移動方向における後方において、新たな層1を供給部11Bおよびスキージ12Bによって形成する。このような構成とすることにより、単位層形成部の往路・復路のそれぞれにおいて、単位層2の形成および層1の形成を一括で行うことができ、三次元造形物をさらに効率よく製造することができる。
また、図1(a)において、紫外線照射手段14Bは、結合液4を吐出している層1のさらに下の層1(単位層2)に対して、結合液4を吐出している層1を介して紫外線を照射するよう構成されている。また、図1(b)において、紫外線照射手段14Aは、結合液4を吐出している層1のさらに下の層1(単位層2)に対して、結合液4を吐出している層1を介して紫外線を照射するよう構成されている。これにより、層1に吐出された結合液4の硬化をより促進させることができ、得られる三次元造形物の機械的強度をより高いものとすることができる。
なお、上述した説明では、層形成手段として、スキージ12A、12Bを用いた場合について説明したが、スキージに限定されず、例えば、ローラーであってもよい。
また、回収部13Aおよび13Bには、スキージ12Aおよび12Bに付着した三次元造形用組成物を除去する除去手段を設けてもよい。除去手段としては、超音波、ふき取り、静電気等を用いることができる。
また、スキージ12A、供給部11A、紫外線照射手段14A、吐出部15、紫外線照射手段14B、供給部11B、スキージ12Bのそれぞれの部材は、独立して高さを調整することができるよう構成されている。
また、回収部13Aおよび13BのY軸方向の外側には吐出部15のメンテナンス領域(図示せず)が設けられており、各回収部に三次元造形用組成物を回収している際に、当該メンテナンス領域において、吐出部15はフラッシング等のメンテナンスを行うよう構成されている。
また、結合液4の硬化手段として、紫外線照射手段を用いた場合について説明したが、これに限定されず、例えば、加熱手段であってもよい。
2.三次元造形物の製造方法
本実施形態の三次元造形物の製造方法は、三次元造形用組成物を用いて層1を形成する層形成工程と、層1に対して結合液4を吐出する吐出工程と、を有し、第n番目の層1に対して結合液4を吐出しつつ、第n番目の層1上の結合液4の吐出が終了した領域に第n+1番目の層1を形成していく。
本実施形態の三次元造形物の製造方法は、三次元造形用組成物を用いて層1を形成する層形成工程と、層1に対して結合液4を吐出する吐出工程と、を有し、第n番目の層1に対して結合液4を吐出しつつ、第n番目の層1上の結合液4の吐出が終了した領域に第n+1番目の層1を形成していく。
以下、上述したような三次元造形物製造装置100を例に挙げて説明する。
まず、図中右方向に単位層形成部を移動させて、供給部11Aによって三次元造形用組成物を造形ステージ102に供給しつつ、スキージ12Aによって1層目の層1を形成する。
まず、図中右方向に単位層形成部を移動させて、供給部11Aによって三次元造形用組成物を造形ステージ102に供給しつつ、スキージ12Aによって1層目の層1を形成する。
層1の厚さは、特に限定されないが、30μm以上500μm以下であるのが好ましく、70μm以上150μm以下であるのがより好ましい。これにより、三次元造形物の生産性を十分に優れたものとしつつ、製造される三次元造形物における不本意な凹凸の発生等をより効果的に防止し、三次元造形物の寸法精度を特に優れたものとすることができる。
次に、スキージ12Aが1層目の層1を形成し終えると、造形ステージ102を層1の厚さ分下降させる。さらに、図中左方向に単位層形成部を移動させて、1層目の層1に対して吐出部15から結合液4を吐出する。さらに、結合液4を吐出した領域に対して紫外線照射手段14Bにより紫外線を照射し、層1中の結合液4を硬化させる。さらに、結合液4を吐出した領域の上に、供給部11Bによって三次元造形用組成物を供給しつつ、スキージ12Bによって2層目の層1を形成する。
さらに、造形ステージ102を下降させ、図中右方向に単位層形成部を移動させて、2層目の単位層2と、3層目の層1を形成する。
これら工程を繰り返して、さらに単位層2を積層し、その後、三次元造形用組成物の未硬化部3を除去することにより、三次元造形物が得られる。
3.三次元造形用組成物
次に、三次元造形用組成物について詳細に説明する。
三次元造形用組成物は、三次元造形用粉末を含むものである。
本実施形態の三次元造形用組成物は、三次元造形用粉末と水溶性樹脂とを含んでいる。
次に、三次元造形用組成物について詳細に説明する。
三次元造形用組成物は、三次元造形用粉末を含むものである。
本実施形態の三次元造形用組成物は、三次元造形用粉末と水溶性樹脂とを含んでいる。
以下、各成分について詳細に説明する。
≪三次元造形用粉末≫
三次元造形用粉末は、複数個の粒子で構成されている。
≪三次元造形用粉末≫
三次元造形用粉末は、複数個の粒子で構成されている。
粒子としては、いかなる粒子を用いることができるが、多孔質の粒子(多孔質粒子)で構成されていることが好ましい。これにより、三次元造形物を製造する際に、結合液中の結合剤を空孔内に好適に侵入させることができ、結果として、機械的強度に優れた三次元造形物の製造に好適に用いることができる。
三次元造形用粉末を構成する多孔質粒子の構成材料としては、例えば、無機材料や有機材料、これらの複合体等が挙げられる。
多孔質粒子を構成する無機材料としては、例えば、各種金属や金属化合物等が挙げられる。金属化合物としては、例えば、シリカ、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコン、酸化錫、酸化マグネシウム、チタン酸カリウム等の各種金属酸化物;水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム等の各種金属水酸化物;窒化珪素、窒化チタン、窒化アルミ等の各種金属窒化物;炭化珪素、炭化チタン等の各種金属炭化物;硫化亜鉛等の各種金属硫化物;炭酸カルシウム、炭酸マグネシウム等の各種金属の炭酸塩;硫酸カルシウム、硫酸マグネシウム等の各種金属の硫酸塩;ケイ酸カルシウム、ケイ酸マグネシウム等の各種金属のケイ酸塩;リン酸カルシウム等の各種金属のリン酸塩;ホウ酸アルミニウム、ホウ酸マグネシウム等の各種金属のホウ酸塩や、これらの複合化物等が挙げられる。
多孔質粒子を構成する有機材料としては、例えば、合成樹脂、天然高分子等が挙げられ、より具体的には、ポリエチレン樹脂;ポリプロピレン;ポリエチレンオキサイド;ポリプロピレンオキサイド、ポリエチレンイミン;ポリスチレン;ポリウレタン;ポリウレア;ポリエステル;シリコーン樹脂;アクリルシリコーン樹脂;ポリメタクリル酸メチル等の(メタ)アクリル酸エステルを構成モノマーとする重合体;メタクリル酸メチルクロスポリマー等の(メタ)アクリル酸エステルを構成モノマーとするクロスポリマー(エチレンアクリル酸共重合樹脂等);ナイロン12、ナイロン6、共重合ナイロン等のポリアミド樹脂;ポリイミド;カルボキシメチルセルロールス;ゼラチン;デンプン;キチン;キトサン等が挙げられる。
中でも、多孔質粒子は、無機材料で構成されたものであるのが好ましく、金属酸化物で構成されたものであるのがより好ましく、シリカで構成されたものであるのがさらに好ましい。これにより、三次元造形物の機械的強度、耐光性等の特性を特に優れたものとすることができる。また、特に、多孔質粒子がシリカで構成されたものであると、前述した効果がより顕著に発揮される。また、シリカは、流動性にも優れているため、厚さの均一性がより高い層1の形成に有利であるとともに、三次元造形物の生産性、寸法精度を特に優れたものとすることができる。
シリカとしては、市販のものを好適に用いることができる。具体的には、例えば、ミズカシルP−526、ミズカシルP−801、ミズカシルNP−8、ミズカシルP−802、ミズカシルP−802Y、ミズカシルC−212、ミズカシルP−73、ミズカシルP−78A、ミズカシルP−78F、ミズカシルP−87、ミズカシルP−705、ミズカシルP−707、ミズカシルP−707D、ミズカシルP−709、ミズカシルC−402、ミズカシルC−484(以上、水澤化学工業(株)製)、トクシールU、トクシールUR、トクシールGU、トクシールAL−1、トクシールGU−N、トクシールN、トクシールNR、トクシールPR、ソーレックス、ファインシールE−50、ファインシールT−32、ファインシールX−30、ファインシールX−37、ファインシールX−37B、ファインシールX−45、ファインシールX−60、ファインシールX−70、ファインシールRX−70、ファインシールA、ファインシールB(以上、(株)トクヤマ製)、シペルナート、カープレックスFPS−101、カープレックスCS−7、カープレックス22S、カープレックス80、カープレックス80D、カープレックスXR、カープレックス67(以上、DSL.ジャパン(株)製)、サイロイド63、サイロイド65、サイロイド66、サイロイド77、サイロイド74、サイロイド79、サイロイド404、サイロイド620、サイロイド800、サイロイド150、サイロイド244、サイロイド266(以上、富士シリシア化学(株)製)、ニップジェルAY−200、ニップジェルAY−6A2、ニップジェルAZ−200、ニップジェルAZ−6A0、ニップジェルBY−200、ニップジェルBY−200、ニップジェルCX−200、ニップジェルCY−200、ニップシールE−150J、ニップシールE−220A、ニップシールE−200A(以上、東ソー・シリカ(株)製)などが挙げられる。
また、多孔質粒子は、疎水化処理が施されたものであるのが好ましい。ところで、一般に、結合液に含まれる結合剤は疎水性を有する傾向がある。したがって、多孔質粒子が疎水化処理されたものであることにより、結合剤を多孔質粒子の空孔内により好適に侵入させることができる。その結果、アンカー効果がより顕著に発揮され、得られる三次元造形物の機械的強度をさらに優れたものとすることができる。また、多孔質粒子が疎水化処理されたものであると、好適に再利用することができる。より詳しく説明すると、多孔質粒子が疎水化処理されたものであると、後に詳述する水溶性樹脂と多孔質粒子との親和性が低下するため、空孔内に入り込むことが防止されることとなる。その結果、三次元造形物の製造において、結合液が付与されなかった領域の多孔質粒子は、水等で洗浄することにより不純物を容易除去することができ、高い純度で回収することができる。このため、再度、回収した三次元造形用粉末を、所定の割合で、水溶性樹脂等と混合することにより、確実に所望の組成に制御された三次元造形用粉末を得ることができる。
三次元造形用粉末を構成する多孔質粒子に施す疎水化処理としては、多孔質粒子の疎水性を高める処理であればいかなるものであってもよいが、炭化水素基を導入するものであるのが好ましい。これにより、粒子の疎水性をより高いものとすることができる。また、容易かつ確実に、各粒子や粒子表面の各部位(空孔内部の表面を含む)での疎水化処理の程度の均一性をより高いものとすることができる。
疎水化処理に用いる化合物としては、シリル基を含むシラン化合物が好ましい。疎水化処理に用いることのできる化合物の具体例としては、例えば、ヘキサメチルジシラザン、ジメチルジメトキシシラン、ジエチルジエトキシシラン、1−プロペニルメチルジクロロシラン、プロピルジメチルクロロシラン、プロピルメチルジクロロシラン、プロピルトリクロロシラン、プロピルトリエトキシシラン、プロピルトリメトキシシラン、スチリルエチルトリメトキシシラン、テトラデシルトリクロロシラン、3−チオシアネートプロピルトリエトキシシラン、p−トリルジメチルクロロシラン、p−トリルメチルジクロロシラン、p−トリルトリクロロシラン、p−トリルトリメトキシシラン、p−トリルトリエトキシシラン、ジ−n−プロピルジ−n−プロポキシシラン、ジイソプロピルジイソプロポキシシラン、ジ−n−ブチルジ−n−ブチロキシシラン、ジ−sec−ブチルジ−sec−ブチロキシシラン、ジ−t−ブチルジ−t−ブチロキシシラン、オクタデシルトリクロロシラン、オクタデシルメチルジエトキシシラン、オクタデシルトリエトキシシラン、オクタデシルトリメトキシシラン、オクタデシルジメチルクロロシラン、オクタデシルメチルジクロロシラン、オクタデシルメトキシジクロロシラン、7−オクテニルジメチルクロロシラン、7−オクテニルトリクロロシラン、7−オクテニルトリメトキシシラン、オクチルメチルジクロロシラン、オクチルジメチルクロロシラン、オクチルトリクロロシラン、10−ウンデセニルジメチルクロロシラン、ウンデシルトリクロロシラン、ビニルジメチルクロロシラン、メチルオクタデシルジメトキシシラン、メチルドデシルジエトキシシラン、メチルオクタデシルジメトキシシラン、メチルオクタデシルジエトキシシラン、n−オクチルメチルジメトキシシラン、n−オクチルメチルジエトキシシラン、トリアコンチルジメチルクロロシラン、トリアコンチルトリクロロシラン、メチルトリメトキシシラン、メチルトリエトキシシラン、メチルトリ−n−プロポキシシラン、メチルイソプロポキシシラン、メチル−n−ブチロキシシラン、メチルトリ−sec−ブチロキシシラン、メチルトリ−t−ブチロキシシラン、エチルトリメトキシシラン、エチルトリエトキシシラン、エチルトリ−n−プロポキシシラン、エチルイソプロポキシシラン、エチル−n−ブチロキシシラン、エチルトリ−sec−ブチロキシシラン、エチルトリ−t−ブチロキシシラン、n−プロピルトリメトキシシラン、イソブチルトリメトキシシラン、n−ヘキシルトリメトキシシラン、ヘキサデシルトリメトキシシラン、n−オクチルトリメトキシシラン、n−ドデシルトリメトキシシラン、n−オクタデシルトリメトキシシラン、n−プロピルトリエトキシシラン、イソブチルトリエトキシシラン、n−ヘキシルトリエトキシシラン、ヘキサデシルトリエトキシシラン、n−オクチルトリエトキシシラン、n−ドデシルトリメトキシシラン、n−オクタデシルトリエトキシシラン、2−〔2−(トリクロロシリル)エチル〕ピリジン、4−〔2−(トリクロロシリル)エチル〕ピリジン、ジフェニルジメトキシシラン、ジフェニルジエトキシシラン、1,3−(トリクロロシリルメチル)ヘプタコサン、ジベンジルジメトキシシラン、ジベンジルジエトキシシラン、フェニルトリメトキシシラン、フェニルメチルジメトキシシラン、フェニルジメチルメトキシシラン、フェニルジメトキシシラン、フェニルジエトキシシラン、フェニルメチルジエトキシシラン、フェニルジメチルエトキシシラン、ベンジルトリエトキシシラン、ベンジルトリメトキシシラン、ベンジルメチルジメトキシシラン、ベンジルジメチルメトキシシラン、ベンジルジメトキシシラン、ベンジルジエトキシシラン、ベンジルメチルジエトキシシラン、ベンジルジメチルエトキシシラン、ベンジルトリエトキシシラン、ジベンジルジメトキシシラン、ジベンジルジエトキシシラン、3−アセトキシプロピルトリメトキシシラン、3−アクリロキシプロピルトリメトキシシラン、アリルトリメトキシシラン、アリルトリエトキシシラン、4−アミノブチルトリエトキシシラン、(アミノエチルアミノメチル)フェネチルトリメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルメチルジメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリメトキシシラン、6−(アミノヘキシルアミノプロピル)トリメトキシシラン、p−アミノフェニルトリメトキシシラン、p−アミノフェニルエトキシシラン、m−アミノフェニルトリメトキシシラン、m−アミノフェニルエトキシシラン、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシシラン、ω−アミノウンデシルトリメトキシシラン、アミルトリエトキシシラン、ベンゾオキサシレピンジメチルエステル、5−(ビシクロヘプテニル)トリエトキシシラン、ビス(2−ヒドロキシエチル)−3−アミノプロピルトリエトキシシラン、8−ブロモオクチルトリメトキシシラン、ブロモフェニルトリメトキシシラン、3−ブロモプロピルトリメトキシシラン、n−ブチルトリメトキシシラン、2−クロロメチルトリエトキシシラン、クロロメチルメチルジエトキシシラン、クロロメチルメチルジイソプロポキシラン、p−(クロロメチル)フェニルトリメトキシシラン、クロロメチルトリエトキシシラン、クロロフェニルトリエトキシシラン、3−クロロプロピルメチルジメトキシシラン、3−クロロプロピルトリエトキシシラン、3−クロロプロピルトリメトキシシラン、2−(4−クロロスルフォニルフェニル)エチルトリメトキシシラン、2−シアノエチルトリエトキシシラン、2−シアノエチルトリメトキシシラン、シアノメチルフェネチルトリエトキシシラン、3−シアノプロピルトリエトキシシラン、2−(3−シクロヘキセニル)エチルトリメトキシシラン、2−(3−シクロヘキセニル)エチルトリエトキシシラン、3−シクロヘキセニルトリクロロシラン、2−(3−シクロヘキセニル)エチルトリクロロシラン、2−(3−シクロヘキセニル)エチルジメチルクロロシシラン、2−(3−シクロヘキセニル)エチルメチルジクロロシシラン、
シクロヘキシルジメチルクロロシラン、シクロヘキシルエチルジメトキシシラン、シクロヘキシルメチルジクロロシラン、シクロヘキシルメチルジメトキシシラン、(シクロヘキシルメチル)トリクロロシラン、シクロヘキシルトリクロロシラン、シクロヘキシルトリメトキシシラン、シクロオクチルトリクロロシラン、(4−シクロオクテニル)トリクロロシラン、シクロペンチルトリクロロシラン、シクロペンチルトリメトキシシラン、1,1−ジエトキシ−1−シラシクロペンタ−3−エン、3−(2,4−ジニトロフェニルアミノ)プロピルトリエトキシシラン、(ジメチルクロロシリル)メチル−7,7−ジメチルノルピナン、(シクロヘキシルアミノメチル)メチルジエトキシシラン、(3−シクロペンタジエニルプロピル)トリエトキシシラン、N,N−ジエチル−3−アミノプロピル)トリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリエトキシシラン、(フルフリルオキシメチル)トリエトキシシラン、2−ヒドロキシ−4−(3−トリエトキシプロポキシ)ジフェニルケトン、3−(p−メトキシフェニル)プロピルメチルジクロロシラン、3−(p−メトキシフェニル)プロピルトリクロロシラン、p−(メチルフェネチル)メチルジクロロシラン,p−(メチルフェネチル)トリクロロシラン、p−(メチルフェネチル)ジメチルクロロシラン、3−モルフォリノプロピルトリメトキシシラン、(3−グリシドキシプロピル)メチルジエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、1,2,3,4,7,7,−ヘキサクロロ−6−メチルジエトキシシリル−2−ノルボルネン、1,2,3,4,7,7,−ヘキサクロロ−6−トリエトキシシリル−2−ノルボルネン、3−ヨードプロピルトリメトキシラン、3−イソシアネートプロピルトリエトキシシラン、(メルカプトメチル)メチルジエトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−メルカプトプロピルジメトキシシラン、3−メルカプトプロピルトリエトキシシラン、3−メタクリロキシプロピルメチルジエトキシシラン、3−メタクリロキシプロピルトリメトキシシラン、メチル{2−(3−トリメトキシシリルプロピルアミノ)エチルアミノ}−3−プロピオネート、7−オクテニルトリメトキシシラン、R−N−α−フェネチル−N’−トリエトキシシリルプロピルウレア、S−N−α−フェネチル−N’−トリエトキシシリルプロピルウレア、フェネチルトリメトキシシラン、フェネチルメチルジメトキシシラン、フェネチルジメチルメトキシシラン、フェネチルジメトキシシラン、フェネチルジエトキシシラン、フェネチルメチルジエトキシシラン、フェネチルジメチルエトキシシラン、フェネチルトリエトキシシラン、(3−フェニルプロピル)ジメチルクロロシラン、(3−フェニルプロピル)メチルジクロロシラン、N−フェニルアミノプロピルトリメトキシシラン、N−(トリエトキシシリルプロピル)ダンシルアミド、N−(3−トリエトキシシリルプロピル)−4,5−ジヒドロイミダゾール、2−(トリエトキシシリルエチル)−5−(クロロアセトキシ)ビシクロヘプタン、(S)−N−トリエトキシシリルプロピル−O−メントカルバメート、3−(トリエトキシシリルプロピル)−p−ニトロベンズアミド、3−(トリエトキシシリル)プロピルサクシニック無水物、N−〔5−(トリメトキシシリル)−2−アザ−1−オキソ−ペンチル〕カプロラクタム、2−(トリメトキシシリルエチル)ピリジン、N−(トリメトキシシリルエチル)ベンジル−N,N,N−トリメチルアンモニウムクロライド、フェニルビニルジエトキシシラン、3−チオシアナートプロピルトリエトキシシラン、(トリデカフロオロ−1,1,2,2,−テトラヒドロオクチル)トリエトキシシラン、N−{3−(トリエトキシシリル)プロピル}フタルアミド酸、(3,3,3−トリフルオロプロピル)メチルジメトキシシシラン、(3,3,3−トリフルオロプロピル)トリメトキシシシラン、1−トリメトキシシリル−2−(クロロメチル)フェニルエタン、2−(トリメトキシシリル)エチルフェニルスルホニルアジド、β−トリメトキシシリルエチル−2−ピリジン、トリメトキシシリルプロピルジエチレントリアミン、N−(3−トリメトキシシリルプロピル)ピロール、N−トリメトキシシリルプロピル−N,N,N−トリブチルアンモニウムブロマイド、N−トリメトキシシリルプロピル−N,N,N−トリブチルアンモニウムクロライド、N−トリメトキシシリルプロピル−N,N,N−トリメチルアンモニウムクロライド、ビニルメチルジエトキシラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、ビニルメチルジメトキシシラン、ビニルジメチルメトキシシラン、ビニルジメチルエトキシシラン、ビニルメチルジクロロシラン、ビニルフェニルジクロロシラン、ビニルフェニルジエトキシシラン、ビニルフェニルジメチルシラン、ビニルフェニルメチルクロロシラン、ビニルトリフェノキシシラン、ビニルトリス−t−ブトキシシラン、アダマンチルエチルトリクロロシラン、アリルフェニルトリクロロシラン、(アミノエチルアミノメチル)フェネチルトリメトキシシラン、3−アミノフェノキシジメチルビニルシラン、フェニルトリクロロシラン、フェニルジメチルクロロシラン、フェニルメチルジクロロシラン、ベンジルトリクロロシラン、ベンジルジメチルクロロシラン、ベンジルメチルジクロロシラン、フェネチルジイソプロピルクロロシラン、フェネチルトリクロロシラン、フェネチルジメチルクロロシラン、フェネチルメチルジクロロシラン、5−(ビシクロヘプテニル)トリクロロシラン、5−(ビシクロヘプテニル)トリエトキシシラン、2−(ビシクロヘプチル)ジメチルクロロシラン、2−(ビシクロヘプチル)トリクロロシラン、1,4−ビス(トリメトキシシリルエチル)ベンゼン、ブロモフェニルトリクロロシラン、3−フェノキシプロピルジメチルクロロシラン、3−フェノキシプロピルトリクロロシラン、t−ブチルフェニルクロロシラン、t−ブチルフェニルメトキシシラン、t−ブチルフェニルジクロロシラン、p−(t−ブチル)フェネチルジメチルクロロシラン、p−(t−ブチル)フェネチルトリクロロシラン、1,3−(クロロジメチルシリルメチル)ヘプタコサン、((クロロメチル)フェニルエチル)ジメチルクロロシラン、((クロロメチル)フェニルエチル)メチルジクロロシラン、((クロロメチル)フェニルエチル)トリクロロシラン、((クロロメチル)フェニルエチル)トリメトキシシラン、クロロフェニルトリクロロシラン、2−シアノエチルトリクロロシラン、2−シアノエチルメチルジクロロシラン、3−シアノプロピルメチルジエトキシシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルジメチルエトキシシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルトリクロロシラン、フッ化アルキルシラン等を挙げることができ、これらから選択される1種または2種以上を組み合わせて用いることができる。
シクロヘキシルジメチルクロロシラン、シクロヘキシルエチルジメトキシシラン、シクロヘキシルメチルジクロロシラン、シクロヘキシルメチルジメトキシシラン、(シクロヘキシルメチル)トリクロロシラン、シクロヘキシルトリクロロシラン、シクロヘキシルトリメトキシシラン、シクロオクチルトリクロロシラン、(4−シクロオクテニル)トリクロロシラン、シクロペンチルトリクロロシラン、シクロペンチルトリメトキシシラン、1,1−ジエトキシ−1−シラシクロペンタ−3−エン、3−(2,4−ジニトロフェニルアミノ)プロピルトリエトキシシラン、(ジメチルクロロシリル)メチル−7,7−ジメチルノルピナン、(シクロヘキシルアミノメチル)メチルジエトキシシラン、(3−シクロペンタジエニルプロピル)トリエトキシシラン、N,N−ジエチル−3−アミノプロピル)トリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリエトキシシラン、(フルフリルオキシメチル)トリエトキシシラン、2−ヒドロキシ−4−(3−トリエトキシプロポキシ)ジフェニルケトン、3−(p−メトキシフェニル)プロピルメチルジクロロシラン、3−(p−メトキシフェニル)プロピルトリクロロシラン、p−(メチルフェネチル)メチルジクロロシラン,p−(メチルフェネチル)トリクロロシラン、p−(メチルフェネチル)ジメチルクロロシラン、3−モルフォリノプロピルトリメトキシシラン、(3−グリシドキシプロピル)メチルジエトキシシラン、3−グリシドキシプロピルトリメトキシシラン、1,2,3,4,7,7,−ヘキサクロロ−6−メチルジエトキシシリル−2−ノルボルネン、1,2,3,4,7,7,−ヘキサクロロ−6−トリエトキシシリル−2−ノルボルネン、3−ヨードプロピルトリメトキシラン、3−イソシアネートプロピルトリエトキシシラン、(メルカプトメチル)メチルジエトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−メルカプトプロピルジメトキシシラン、3−メルカプトプロピルトリエトキシシラン、3−メタクリロキシプロピルメチルジエトキシシラン、3−メタクリロキシプロピルトリメトキシシラン、メチル{2−(3−トリメトキシシリルプロピルアミノ)エチルアミノ}−3−プロピオネート、7−オクテニルトリメトキシシラン、R−N−α−フェネチル−N’−トリエトキシシリルプロピルウレア、S−N−α−フェネチル−N’−トリエトキシシリルプロピルウレア、フェネチルトリメトキシシラン、フェネチルメチルジメトキシシラン、フェネチルジメチルメトキシシラン、フェネチルジメトキシシラン、フェネチルジエトキシシラン、フェネチルメチルジエトキシシラン、フェネチルジメチルエトキシシラン、フェネチルトリエトキシシラン、(3−フェニルプロピル)ジメチルクロロシラン、(3−フェニルプロピル)メチルジクロロシラン、N−フェニルアミノプロピルトリメトキシシラン、N−(トリエトキシシリルプロピル)ダンシルアミド、N−(3−トリエトキシシリルプロピル)−4,5−ジヒドロイミダゾール、2−(トリエトキシシリルエチル)−5−(クロロアセトキシ)ビシクロヘプタン、(S)−N−トリエトキシシリルプロピル−O−メントカルバメート、3−(トリエトキシシリルプロピル)−p−ニトロベンズアミド、3−(トリエトキシシリル)プロピルサクシニック無水物、N−〔5−(トリメトキシシリル)−2−アザ−1−オキソ−ペンチル〕カプロラクタム、2−(トリメトキシシリルエチル)ピリジン、N−(トリメトキシシリルエチル)ベンジル−N,N,N−トリメチルアンモニウムクロライド、フェニルビニルジエトキシシラン、3−チオシアナートプロピルトリエトキシシラン、(トリデカフロオロ−1,1,2,2,−テトラヒドロオクチル)トリエトキシシラン、N−{3−(トリエトキシシリル)プロピル}フタルアミド酸、(3,3,3−トリフルオロプロピル)メチルジメトキシシシラン、(3,3,3−トリフルオロプロピル)トリメトキシシシラン、1−トリメトキシシリル−2−(クロロメチル)フェニルエタン、2−(トリメトキシシリル)エチルフェニルスルホニルアジド、β−トリメトキシシリルエチル−2−ピリジン、トリメトキシシリルプロピルジエチレントリアミン、N−(3−トリメトキシシリルプロピル)ピロール、N−トリメトキシシリルプロピル−N,N,N−トリブチルアンモニウムブロマイド、N−トリメトキシシリルプロピル−N,N,N−トリブチルアンモニウムクロライド、N−トリメトキシシリルプロピル−N,N,N−トリメチルアンモニウムクロライド、ビニルメチルジエトキシラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、ビニルメチルジメトキシシラン、ビニルジメチルメトキシシラン、ビニルジメチルエトキシシラン、ビニルメチルジクロロシラン、ビニルフェニルジクロロシラン、ビニルフェニルジエトキシシラン、ビニルフェニルジメチルシラン、ビニルフェニルメチルクロロシラン、ビニルトリフェノキシシラン、ビニルトリス−t−ブトキシシラン、アダマンチルエチルトリクロロシラン、アリルフェニルトリクロロシラン、(アミノエチルアミノメチル)フェネチルトリメトキシシラン、3−アミノフェノキシジメチルビニルシラン、フェニルトリクロロシラン、フェニルジメチルクロロシラン、フェニルメチルジクロロシラン、ベンジルトリクロロシラン、ベンジルジメチルクロロシラン、ベンジルメチルジクロロシラン、フェネチルジイソプロピルクロロシラン、フェネチルトリクロロシラン、フェネチルジメチルクロロシラン、フェネチルメチルジクロロシラン、5−(ビシクロヘプテニル)トリクロロシラン、5−(ビシクロヘプテニル)トリエトキシシラン、2−(ビシクロヘプチル)ジメチルクロロシラン、2−(ビシクロヘプチル)トリクロロシラン、1,4−ビス(トリメトキシシリルエチル)ベンゼン、ブロモフェニルトリクロロシラン、3−フェノキシプロピルジメチルクロロシラン、3−フェノキシプロピルトリクロロシラン、t−ブチルフェニルクロロシラン、t−ブチルフェニルメトキシシラン、t−ブチルフェニルジクロロシラン、p−(t−ブチル)フェネチルジメチルクロロシラン、p−(t−ブチル)フェネチルトリクロロシラン、1,3−(クロロジメチルシリルメチル)ヘプタコサン、((クロロメチル)フェニルエチル)ジメチルクロロシラン、((クロロメチル)フェニルエチル)メチルジクロロシラン、((クロロメチル)フェニルエチル)トリクロロシラン、((クロロメチル)フェニルエチル)トリメトキシシラン、クロロフェニルトリクロロシラン、2−シアノエチルトリクロロシラン、2−シアノエチルメチルジクロロシラン、3−シアノプロピルメチルジエトキシシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルジメチルエトキシシラン、3−シアノプロピルメチルジクロロシラン、3−シアノプロピルトリクロロシラン、フッ化アルキルシラン等を挙げることができ、これらから選択される1種または2種以上を組み合わせて用いることができる。
中でも、ヘキサメチルジシラザンを疎水化処理に用いるのが好ましい。これにより、粒子の疎水性をより高いものとすることができる。また、容易かつ確実に、各粒子や粒子表面の各部位(空孔内部の表面を含む)での疎水化処理の程度の均一性をより高いものとすることができる。
シラン化合物を用いた疎水化処理を液相で行う場合には、シラン化合物を含む液中に、疎水化処理を施すべき粒子を浸漬することで、好適に所望の反応を進行させることができ、シラン化合物の化学吸着膜を形成することができる。
また、シラン化合物を用いた疎水化処理を気相で行う場合には、シラン化合物の蒸気に疎水化処理を施すべき粒子を曝すことで、好適に所望の反応を進行させることができ、シラン化合物の化学吸着膜を形成することができる。
三次元造形用粉末を構成する粒子の平均粒径は、特に限定されないが、1μm以上25μm以下であるのが好ましく、1μm以上15μm以下であるのがより好ましい。これにより、三次元造形物の機械的強度を特に優れたものとすることができるとともに、製造される三次元造形物における不本意な凹凸の発生等をより効果的に防止し、三次元造形物の寸法精度を特に優れたものとすることができる。また、三次元造形用粉末の流動性、三次元造形用粉末を含む三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができる。なお、本発明において、平均粒径とは、体積基準の平均粒径を言い、例えば、サンプルをメタノールに添加し、超音波分散器で3分間分散した分散液をコールターカウンター法粒度分布測定器(COULTER ELECTRONICS INS製TA−II型)にて、50μmのアパチャーを用いて測定することにより求めることができる。
三次元造形用粉末を構成する粒子のDmaxは、3μm以上40μm以下であるのが好ましく、5μm以上30μm以下であるのがより好ましい。これにより、三次元造形物の機械的強度を特に優れたものとすることができるとともに、製造される三次元造形物における不本意な凹凸の発生等をより効果的に防止し、三次元造形物の寸法精度を特に優れたものとすることができる。また、三次元造形用粉末の流動性、三次元造形用粉末を含む三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができる。また、製造される三次元造形物の表面における、粒子による光の散乱をより効果的に防止することができる。
粒子が多孔質粒子の場合、多孔質粒子の空孔率は、50%以上であるのが好ましく、55%以上90%以下であるのがより好ましい。これにより、結合剤が入り込む空間(空孔)を十分に有するとともに、多孔質粒子自体の機械的強度を優れたものとすることができ、結果として、空孔内に結合樹脂が侵入してなる三次元造形物の機械的強度を特に優れたものとすることができる。なお、本発明において、粒子の空孔率とは、粒子の見かけ体積中に対する、粒子の内部に存在する空孔の割合(体積率)のことを言い、粒子の密度をρ[g/cm3]、粒子の構成材料の真密度ρ0[g/cm3]としたときに、{(ρ0−ρ)/ρ0}×100で表される値である。
粒子が多孔質粒子の場合、多孔質粒子の平均空孔径(細孔直径)が10nm以上であるのが好ましく、50nm以上300nm以下であるのがより好ましい。これにより、最終的に得られる三次元造形物の機械的強度を特に優れたものとすることができる。また、三次元造形物の製造に、顔料を含む着色結合液を用いる場合において、顔料を多孔質粒子の空孔内に好適に保持することができる。このため、不本意な顔料の拡散を防止することができ、高精細な画像をより確実に形成することができる。
三次元造形用粉末を構成する粒子は、いかなる形状を有するものであってもよいが、球形状をなすものであるのが好ましい。これにより、三次元造形用粉末の流動性、三次元造形用粉末を含む三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができるとともに、製造される三次元造形物における不本意な凹凸の発生等をより効果的に防止し、三次元造形物の寸法精度を特に優れたものとすることができる。
三次元造形用粉末は、前述したような条件(例えば、前記粒子の構成材料、疎水化処理の種類等)が互いに異なる複数種の粒子を含むものであってもよい。
三次元造形用粉末の空隙率は、70%以上98%以下であるのが好ましく、75%以上97.7%以下であるのがより好ましい。これにより、三次元造形物の機械的強度を特に優れたものとすることができる。また、三次元造形用粉末の流動性、三次元造形用粉末を含む三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができるとともに、製造される三次元造形物における不本意な凹凸の発生等をより効果的に防止し、三次元造形物の寸法精度を特に優れたものとすることができる。なお、本発明において、三次元造形用粉末の空隙率とは、所定容量(例えば、100mL)の容器内を三次元造形用粉末で満たした場合における、前記容器の容量に対する、三次元造形用粉末を構成する全粒子が有する空孔の体積と、粒子間に存在する空隙の体積との和の比率のことを言い、三次元造形用粉末の嵩密度をΡ[g/cm3]、三次元造形用粉末の構成材料の真密度Ρ0[g/cm3]としたときに、{(Ρ0−Ρ)/Ρ0}×100で表される値である。
三次元造形用組成物中における三次元造形用粉末の含有率は、10質量%以上90質量%以下であるのが好ましく、15質量%以上58質量%以下であるのがより好ましい。これにより、三次元造形用組成物の流動性を十分に優れたものとしつつ、最終的に得られる三次元造形物の機械的強度を特に優れたものとすることができる。
≪水溶性樹脂≫
三次元造形用組成物は、複数個の粒子とともに、水溶性樹脂を含むものである。水溶性樹脂を含むことにより、粒子同士を結合(仮固定)し、粒子の不本意な飛散等を効果的に防止することができる。これにより、作業者の安全や、製造される三次元造形物の寸法精度の向上を図ることができる。
三次元造形用組成物は、複数個の粒子とともに、水溶性樹脂を含むものである。水溶性樹脂を含むことにより、粒子同士を結合(仮固定)し、粒子の不本意な飛散等を効果的に防止することができる。これにより、作業者の安全や、製造される三次元造形物の寸法精度の向上を図ることができる。
本明細書において、水溶性樹脂とは、少なくともその一部が水に可溶なものであればよいが、例えば、25℃における水に対する溶解度(水100gに溶解可能な質量)が5[g/100g水]以上のものであるのが好ましく、10[g/100g水]以上のものであるのがより好ましい。
水溶性樹脂としては、例えば、ポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、ポリアクリル酸ナトリウム、ポリアクリルアミド、変性ポリアミド、ポリエチレンイミン、ポリエチレンオキシド等の合成ポリマー、コーンスターチ、マンナン、ペクチン、寒天、アルギン酸、デキストラン、にかわ、ゼラチン等の天然ポリマー、カルボキシメチルセルロース、ヒドロキシエチルセルロース、酸化でんぷん、変性でんぷん等の半合成ポリマー等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
水溶性樹脂製品の例としては、例えば、メチルセルロース(信越化学社製:商品名「メトローズSM−15」)、ヒドロキシエチルセルロース(フジケミカル社製:商品名「AL−15」)、ヒドロキシプロピルセルローズ(日本ソーダ社製:商品名「HPC−M」)、カルボキシメチルセルロース(ニチリン化学社製:商品名「CMC−30」)、澱粉リン酸エステルナトリュウム(I)(松谷化学社製:商品名「ホスター5100」)、ポリビニルピロリドン(東京化学社製:商品名「PVP K−90」)、メチルビニールエーテル/無水マレイン酸コポリマー(GAFガントレット社製:商品名「AN−139」)、ポリアクリルアミド(和光純薬社製)、変性ポリアミド(変性ナイロン)(東レ社製:商品名「AQナイロン」)、ポリエチレンオキサイド(製鉄化学社製:商品名「PEO−1」)、明成化学工業_アルコックスエチレンオキサイド/プロピレンオキサイドランダム共重合ポリマー(明成化学工業社製:商品名「アルコックスEP」)、ポリアクリル酸ナトリウム(和光純薬)、カルボキシビニルポリマー/架橋型アクリル系水溶性樹脂(住友精化社製:商品名「アクペック」)等が挙げられる。
中でも、水溶性樹脂がポリビニルアルコールである場合、三次元造形物の機械的強度を特に優れたものとすることができる。また、ケン化度や重合度の調整により、水溶性樹脂の特性(例えば、水溶性、耐水性等)や三次元造形用組成物の特性(例えば、粘度、粒子の固定力、濡れ性等)をより好適に制御することができる。このため、多様な三次元造形物の製造により好適に対応することができる。また、ポリビニルアルコールは、各種水溶性樹脂の中でも、安価で、かつ、供給が安定したものである。このため、生産コストを抑制しつつ、安定的な三次元造形物の製造を行うことができる。
水溶性樹脂がポリビニルアルコールを含むものである場合、当該ポリビニルアルコールのケン化度は、85以上90以下であるのが好ましい。これにより、水に対するポリビニルアルコールの溶解度の低下を抑制することができる。そのため、三次元造形用組成物が水を含むものである場合に、隣接する単位層2間の接着性の低下をより効果的に抑制することができる。
水溶性樹脂がポリビニルアルコールを含むものである場合、当該ポリビニルアルコールの重合度は、300以上1000以下であるのが好ましい。これにより、三次元造形用組成物が水を含むものである場合に、各単位層2の機械的強度や隣接する単位層2間の接着性を特に優れたものとすることができる。
また、水溶性樹脂がポリビニルピロリドン(PVP)である場合、以下のような効果が得られる。すなわち、ポリビニルピロリドンは、ガラス、金属、プラスチックス等の各種材料に対する接着性に優れているため、層1のうち結合液が付与されない部分の強度・形状の安定性を特に優れたものとし、最終的に得られる三次元造形物の寸法精度を特に優れたものとすることができる。また、ポリビニルピロリドンは、各種有機溶媒に対して、高い溶解性を示すため、三次元造形用組成物が有機溶剤を含む場合において、三次元造形用組成物の流動性を特に優れたものとすることができ、不本意な厚さのばらつきがより効果的に防止された層1を好適に形成することができ、最終的に得られる三次元造形物の寸法精度を特に優れたものとすることができる。また、ポリビニルピロリドンは、水に対しても高い溶解性を示すため、未結合粒子除去工程(造形終了後)において、各層1を構成する粒子のうち、結合剤により結合していないものを容易かつ確実に除去することができる。また、ポリビニルピロリドンは、三次元造形用粉末との親和性が適度なものであるため、前述したような空孔内への入り込みが十分に起こりにくいものである一方で、粒子の表面に対する濡れ性は比較的高いものである。このため、前述したような仮固定の機能をより効果的に発揮することができる。また、ポリビニルピロリドンは、各種着色剤との親和性に優れているため、結合液付与工程において着色剤を含む結合液を用いた場合に、着色剤が不本意に拡散してしまうのを効果的に防止することができる。また、ポリビニルピロリドンには帯電防止機能があるため、層形成工程において三次元造形用組成物としてペースト化していない粉体を用いる場合に、当該粉体の飛散を効果的に防止することができる。また、層形成工程において三次元造形用組成物としてペースト化されたものを用いる場合に、ペースト状の三次元造形用組成物がポリビニルピロリドンを含むものであると、三次元造形用組成物中に泡が巻き込まれてしまうことを効果的に防止することができ、層形成工程において、泡の巻き込みによる欠陥が発生するのを効果的により防止することができる。
水溶性樹脂がポリビニルピロリドンを含むものである場合、当該ポリビニルピロリドンの重量平均分子量は、10000以上1700000以下であるのが好ましく、30000以上1500000以下であるのがより好ましい。これにより、前述した機能をより効果的に発揮することができる。
三次元造形用組成物中において、水溶性樹脂は、少なくとも層形成工程において、液状の状態(例えば、溶解状態、溶融状態等)をなすものであるのが好ましい。これにより、容易かつ確実に、三次元造形用組成物を用いて形成される層1の厚さの均一性を、より高いものとすることができる。
三次元造形用組成物中における水溶性樹脂の含有率は、三次元造形用粉末の嵩体積に対して、15体積%以下であるのが好ましく、2体積%以上5体積%以下であるのがより好ましい。これにより、前述したような水溶性樹脂の機能を十分に発揮させつつ、結合液が侵入する空間をより広く確保することができ、三次元造形物の機械的強度を特に優れたものとすることができる。
≪溶剤≫
三次元造形用組成物は、前述したような水溶性樹脂、三次元造形用粉末に加えて、溶剤を含むものであってもよい。これにより、三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができる。
三次元造形用組成物は、前述したような水溶性樹脂、三次元造形用粉末に加えて、溶剤を含むものであってもよい。これにより、三次元造形用組成物の流動性を特に優れたものとし、三次元造形物の生産性を特に優れたものとすることができる。
溶剤は、水溶性樹脂を溶解するものであるのが好ましい。これにより、三次元造形用組成物の流動性を良好なものとすることができ、三次元造形用組成物を用いて形成される層1の厚さの不本意なばらつきをより効果的に防止することができる。また、溶剤が除去された状態の層1を形成した際に、層1全体にわたって、より高い均一性で、水溶性樹脂を粒子に付着させることができ、不本意な組成のむらが発生するのをより効果的に防止することができる。このため、最終的に得られる三次元造形物の各部位での機械的強度の不本意なばらつきの発生をより効果的に防止することができ、三次元造形物の信頼性をより高いものとすることができる。
三次元造形用組成物を構成する溶剤としては、例えば、水;メタノール、エタノール、イソプロパノール等のアルコール性溶剤;メチルエチルケトン、アセトン等のケトン系溶剤;エチレングリコールモノエチルエーテル、エチレングリコールモノブチルエーテル等のグリコールエーテル系、プロピレングリコール1−モノメチルエーテル2−アセタート、プロピレングリコール1−モノエチルエーテル2−アセタート等のグリコールエーテルアセテート系;ポリエチレングリコール、ポリプロピレングリコール等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
中でも、三次元造形用組成物は、水を含むものであるのが好ましい。これにより、水溶性樹脂をより確実に溶解することができ、三次元造形用組成物の流動性、三次元造形用組成物を用いて形成される層1の組成の均一性を特に優れたものとすることができる。また、水は層1形成後の除去が容易であるとともに、三次元造形物中に残存した場合においても悪影響を与えにくい。また、人体に対する安全性、環境問題の観点等からも有利である。
三次元造形用組成物が溶剤を含むものである場合、三次元造形用組成物中における溶剤の含有率は、5質量%以上75質量%以下であるのが好ましく、35質量%以上70質量%以下であるのがより好ましい。これにより、前述したような溶剤を含むことによる効果がより顕著に発揮されるとともに、三次元造形物の製造過程において溶剤を短時間で容易に除去することができるため、三次元造形物の生産性向上の観点から有利である。
特に、三次元造形用組成物が溶剤として水を含むものである場合、三次元造形用組成物中における水の含有率は、20質量%以上73質量%以下であるのが好ましく、50質量%以上70質量%以下であるのがより好ましい。これにより、前述したような効果がより顕著に発揮される。
≪その他の成分≫
また、三次元造形用組成物は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
また、三次元造形用組成物は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、重合開始剤;重合促進剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤等が挙げられる。
4.結合液
次に、結合液について詳細に説明する。
次に、結合液について詳細に説明する。
≪結合剤≫
結合液は、少なくとも結合剤を含むものである。
結合剤は、硬化することによって、粒子を結合する機能を備えた成分である。
結合液は、少なくとも結合剤を含むものである。
結合剤は、硬化することによって、粒子を結合する機能を備えた成分である。
このような結合剤としては、特に限定されないが、疎水性(親油性)を有するものを用いるのが好ましい。これにより、例えば、粒子として疎水化処理を施されたものを用いた場合、結合液と粒子との親和性をより高いものとすることができ、層1に結合液が付与されることにより、結合液は、粒子の空孔内に好適に侵入することができる。その結果、結合剤によるアンカー効果が好適に発揮され、最終的に得られる三次元造形物の機械的強度を優れたものとすることができる。なお、本発明において、疎水性の硬化性樹脂は、水に対する親和性が十分に低いものであればよいが、例えば、25℃における水に対する溶解度が1[g/100g水]以下であるのが好ましい。
結合剤としては、例えば、熱可塑性樹脂;熱硬化性樹脂;可視光領域の光により硬化する可視光硬化性樹脂(狭義の光硬化性樹脂)、紫外線硬化性樹脂、赤外線硬化性樹脂等の各種光硬化性樹脂;X線硬化性樹脂等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。中でも、得られる三次元造形物の機械的強度や三次元造形物の生産性等の観点から、結合剤は、硬化性樹脂が好ましい。また、各種硬化性樹脂の中でも、得られる三次元造形物の機械的強度や三次元造形物の生産性、結合液の保存安定性等の観点から、特に、紫外線硬化性樹脂(重合性化合物)が好ましい。
紫外線硬化性樹脂(重合性化合物)としては、紫外線照射により、光重合開始剤から生じるラジカル種またはカチオン種等により、付加重合または開環重合が開始され、重合体を生じるものが好ましく使用される。付加重合の重合様式として、ラジカル、カチオン、アニオン、メタセシス、配位重合が挙げられる。また、開環重合の重合様式として、カチオン、アニオン、ラジカル、メタセシス、配位重合が挙げられる。
付加重合性化合物としては、例えば、少なくとも1個のエチレン性不飽和二重結合を有する化合物等が挙げられる。付加重合性化合物として、末端エチレン性不飽和結合を少なくとも1個、好ましくは2個以上有する化合物が好ましく使用できる。
エチレン性不飽和重合性化合物は、単官能の重合性化合物および多官能の重合性化合物、またはそれらの混合物の化学的形態をもつ。単官能の重合性化合物としては、例えば、不飽和カルボン酸(例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸等)や、そのエステル類、アミド類等が挙げられる。多官能の重合性化合物としては、不飽和カルボン酸と脂肪族の多価アルコール化合物とのエステル、不飽和カルボン酸と脂肪族の多価アミン化合物とのアミド類が用いられる。
また、ヒドロキシル基や、アミノ基、メルカプト基等の求核性置換基を有する不飽和カルボン酸エステルまたはアミド類とイソシアネート類、エポキシ類との付加反応物、カルボン酸との脱水縮合反応物等も使用できる。また、イソシアネート基やエポキシ基等の親電子性置換基を有する不飽和カルボン酸エステルまたはアミド類と、アルコール類、アミン類およびチオール類との付加反応物、さらに、ハロゲン基やトシルオキシ基等の脱離性置換基を有する不飽和カルボン酸エステルまたはアミド類と、アルコール類、アミン類またはチオール類との置換反応物も使用できる。
不飽和カルボン酸と脂肪族多価アルコール化合物とのエステルであるラジカル重合性化合物の具体例としては、例えば、(メタ)アクリル酸エステルが代表的であり、単官能のもの、多官能のもののいずれも用いることができる。
単官能の(メタ)アクリレートの具体例としては、例えば、トリルオキシエチル(メタ)アクリレート、フェニルオキシエチル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、エチル(メタ)アクリレート、メチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート等が挙げられる。
二官能の(メタ)アクリレートの具体例としては、例えば、エチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、1,3−ブタンジオールジ(メタ)アクリレート、テトラメチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ヘキサンジオールジ(メタ)アクリレート、1,4−シクロヘキサンジオールジ(メタ)アクリレート、テトラエチレングリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、ジペンタエリスリトールジ(メタ)アクリレート等が挙げられる。
三官能の(メタ)アクリレートの具体例としては、例えば、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールエタントリ(メタ)アクリレート、トリメチロールプロパンのアルキレンオキサイド変性トリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、トリメチロールプロパントリ((メタ)アクリロイルオキシプロピル)エーテル、イソシアヌル酸アルキレンオキサイド変性トリ(メタ)アクリレート、プロピオン酸ジペンタエリスリトールトリ(メタ)アクリレート、トリ((メタ)アクリロイルオキシエチル)イソシアヌレート、ヒドロキシピバルアルデヒド変性ジメチロールプロパントリ(メタ)アクリレート、ソルビトールトリ(メタ)アクリレート等が挙げられる。
四官能の(メタ)アクリレートの具体例としては、例えば、ペンタエリスリトールテトラ(メタ)アクリレート、ソルビトールテトラ(メタ)アクリレート、ジトリメチロールプロパンテトラ(メタ)アクリレート、プロピオン酸ジペンタエリスリトールテトラ(メタ)アクリレート、エトキシ化ペンタエリスリトールテトラ(メタ)アクリレート等が挙げられる。
五官能の(メタ)アクリレートの具体例としては、例えば、ソルビトールペンタ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート等が挙げられる。
六官能の(メタ)アクリレートの具体例としては、例えば、ジペンタエリスリトールヘキサ(メタ)アクリレート、ソルビトールヘキサ(メタ)アクリレート、フォスファゼンのアルキレンオキサイド変性ヘキサ(メタ)アクリレート、カプトラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート等が挙げられる。
(メタ)アクリレート以外の重合性化合物としては、例えば、イタコン酸エステル、クロトン酸エステル、イソクロトン酸エステル、マレイン酸エステル等が挙げられる。
イタコン酸エステルとしては、例えば、エチレングリコールジイタコネート、プロピレングリコールジイタコネート、1,3−ブタンジオールジイタコネート、1,4−ブタンジオールジイタコネート、テトラメチレングリコールジイタコネート、ペンタエリスリトールジイタコネート、ソルビトールテトライタコネート等が挙げられる。
クロトン酸エステルとしては、例えば、エチレングリコールジクロトネート、テトラメチレングリコールジクロトネート、ペンタエリスリトールジクロトネート、ソルビトールテトラジクロトネート等が挙げられる。
イソクロトン酸エステルとしては、例えば、エチレングリコールジイソクロトネート、ペンタエリスリトールジイソクロトネート、ソルビトールテトライソクロトネート等が挙げられる。
マレイン酸エステルとしては、例えば、エチレングリコールジマレート、トリエチレングリコールジマレート、ペンタエリスリトールジマレート、ソルビトールテトラマレート等が挙げられる。
その他のエステルの例としては、例えば、特公昭46−27926号公報、特公昭51−47334号公報、特開昭57−196231号公報に記載の脂肪族アルコール系エステル類や、特開昭59−5240号公報、特開昭59−5241号公報、特開平2−226149号公報に記載の芳香族系骨格を有するもの、特開平1−165613号公報に記載のアミノ基を含有するもの等も用いることができる。
また、不飽和カルボン酸と脂肪族多価アミン化合物とのアミドのモノマーの具体例としては、例えば、メチレンビス−アクリルアミド、メチレンビス−メタクリルアミド、1,6−ヘキサメチレンビス−アクリルアミド、1,6−ヘキサメチレンビス−メタクリルアミド、ジエチレントリアミントリスアクリルアミド、キシリレンビスアクリルアミド、キシリレンビスメタクリルアミド等が挙げられる。
その他の好ましいアミド系モノマーとしては、例えば、特公昭54−21726号公報に記載のシクロへキシレン構造を有するもの等が挙げられる。
また、イソシアネートと水酸基との付加反応を用いて製造されるウレタン系付加重合性化合物も好適であり、そのような具体例としては、例えば、特公昭48−41708号公報に記載されている1分子に2個以上のイソシアネート基を有するポリイソシアネート化合物に、下記式(1)で示される水酸基を含有するビニルモノマーを付加させた1分子中に2個以上の重合性ビニル基を含有するビニルウレタン化合物等が挙げられる。
CH2=C(R1)COOCH2CH(R2)OH (1)
(ただし、式(1)中、R1およびR2は、それぞれ独立に、HまたはCH3を示す。)
(ただし、式(1)中、R1およびR2は、それぞれ独立に、HまたはCH3を示す。)
本発明において、エポキシ基、オキセタン基等の環状エーテル基を分子内に1つ以上有するカチオン開環重合性の化合物を紫外線硬化性樹脂(重合性化合物)として好適に用いることができる。
カチオン重合性化合物としては、例えば、開環重合性基を含む硬化性化合物等が挙げられ、中でも、ヘテロ環状基含有硬化性化合物が特に好ましい。このような硬化性化合物としては、例えば、エポキシ誘導体、オキセタン誘導体、テトラヒドロフラン誘導体、環状ラクトン誘導体、環状カーボネート誘導体、オキサゾリン誘導体などの環状イミノエーテル類、ビニルエーテル類等が挙げられ、中でも、エポキシ誘導体、オキセタン誘導体、ビニルエーテル類が好ましい。
好ましいエポキシ誘導体の例としては、例えば、単官能グリシジルエーテル類、多官能グリシジルエーテル類、単官能脂環式エポキシ類、多官能脂環式エポキシ類等が挙げられる。
グリシジルエーテル類の具体的な化合物を例示すると、例えば、ジグリシジルエーテル類(例えば、エチレングリコールジグリシジルエーテル、ビスフェノールAジグリシジルエーテル等)、3官能以上のグリシジルエーテル類(例えば、トリメチロールエタントリグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、グリセロールトリグリシジルエーテル、トリグリシジルトリスヒドロキシエチルイソシアヌレート等)、4官能以上のグリシジルエーテル類(例えば、ソルビトールテトラグリシジルエーテル、ペンタエリスリトールテトラグリシルエーテル、クレゾールノボラック樹脂のポリグリシジルエーテル、フェノールノボラック樹脂のポリグリシジルエーテル等)、脂環式エポキシ類(例えば、セロキサイド2021P、セロキサイド2081、エポリードGT−301、エポリードGT−401(以上、ダイセル化学工業(株)製))、EHPE(ダイセル化学工業(株)製)、フェノールノボラック樹脂のポリシクロヘキシルエポキシメチルエーテル等)、オキセタン類(例えば、OX−SQ、PNOX−1009(以上、東亞合成(株)製)等)等が挙げられる。
重合性化合物としては、脂環式エポキシ誘導体を好ましく用いることができる。「脂環式エポキシ基」とは、シクロペンテン基、シクロヘキセン基等のシクロアルケン環の二重結合を過酸化水素、過酸等の適当な酸化剤でエポキシ化した部分構造を言う。
脂環式エポキシ化合物としては、シクロヘキセンオキシド基またはシクロペンテンオキシド基を1分子内に2個以上有する多官能脂環式エポキシ類が好ましい。脂環式エポキシ化合物の具体例としては、例えば、4−ビニルシクロヘキセンジオキサイド、(3,4−エポキシシクロヘキシル)メチル−3,4−エポキシシクロヘキシルカルボキシレート、ジ(3,4−エポキシシクロヘキシル)アジペート、ジ(3,4−エポキシシクロヘキシルメチル)アジペート、ビス(2,3−エポキシシクロペンチル)エーテル、ジ(2,3−エポキシ−6−メチルシクロヘキシルメチル)アジペート、ジシクロペンタジエンジオキサイド等が挙げられる。
分子内に脂環式構造を有しない通常のエポキシ基を有するグリシジル化合物を、単独で使用したり、前記の脂環式エポキシ化合物と併用することもできる。
このような通常のグリシジル化合物としては、例えば、グリシジルエーテル化合物やグリシジルエステル化合物等を挙げることができるが、グリシジルエーテル化合物を併用することが好ましい。
グリシジルエーテル化合物の具体例を挙げると、例えば、1,3−ビス(2,3−エポキシプロピロキシ)ベンゼン、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポシキ樹脂、フェノール・ノボラック型エポキシ樹脂、クレゾール・ノボラック型エポキシ樹脂、トリスフェノールメタン型エポキシ樹脂等の芳香族グリシジルエーテル化合物、1,4−ブタンジオールグリシジルエーテル、グリセロールトリグリシジルエーテル、プロピレングリコールジグリシジルエーテル、トリメチロールプロパントリトリグリシジルエーテル等の脂肪族グリシジルエーテル化合物等が挙げられる。グリシジルエステルとしては、例えば、リノレン酸ダイマーのグリシジルエステル等を挙げることができる。
重合性化合物としては、4員環の環状エーテルであるオキセタニル基を有する化合物(以下、単に「オキセタン化合物」ともいう。)を使用することができる。オキセタニル基含有化合物は、1分子中にオキセタニル基を1個以上有する化合物である。
結合液中における結合剤の含有率は、80質量%以上であるのが好ましく、85質量%以上であるのがより好ましい。これにより、最終的に得られる三次元造形物の機械的強度を特に優れたものとすることができる。
≪その他の成分≫
また、結合液は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、顔料、染料等の各種着色剤;分散剤;界面活性剤;重合開始剤;重合促進剤;溶剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤;増粘剤;フィラー;凝集防止剤;消泡剤等が挙げられる。
また、結合液は、前述した以外の成分を含むものであってもよい。このような成分としては、例えば、顔料、染料等の各種着色剤;分散剤;界面活性剤;重合開始剤;重合促進剤;溶剤;浸透促進剤;湿潤剤(保湿剤);定着剤;防黴剤;防腐剤;酸化防止剤;紫外線吸収剤;キレート剤;pH調整剤;増粘剤;フィラー;凝集防止剤;消泡剤等が挙げられる。
特に、結合液が着色剤を含むことにより、着色剤の色に対応する色に着色された三次元造形物を得ることができる。
特に、着色剤として、顔料を含むことにより、結合液、三次元造形物の耐光性を良好なものとすることができる。顔料は、無機顔料および有機顔料のいずれも使用することができる。
無機顔料としては、例えば、ファーネスブラック、ランプブラック、アセチレンブラック、チャネルブラック等のカーボンブラック(C.I.ピグメントブラック7)類、酸化鉄、酸化チタン等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
前記無機顔料の中でも、好ましい白色を呈するためには、酸化チタンが好ましい。
前記無機顔料の中でも、好ましい白色を呈するためには、酸化チタンが好ましい。
有機顔料としては、例えば、不溶性アゾ顔料、縮合アゾ顔料、アゾレーキ、キレートアゾ顔料等のアゾ顔料、フタロシアニン顔料、ペリレンおよびペリノン顔料、アントラキノン顔料、キナクリドン顔料、ジオキサン顔料、チオインジゴ顔料、イソインドリノン顔料、キノフタロン顔料等の多環式顔料、染料キレート(例えば、塩基性染料型キレート、酸性染料型キレート等)、染色レーキ(塩基性染料型レーキ、酸性染料型レーキ)、ニトロ顔料、ニトロソ顔料、アニリンブラック、昼光蛍光顔料等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
さらに詳しくは、黒色(ブラック)の顔料として使用されるカーボンブラックとしては、例えば、No.2300、No.900、MCF88、No.33、No.40、No.45、No.52、MA7、MA8、MA100、No.2200B等(以上、三菱化学社(Mitsubishi Chemical Corporation)製)、Raven 5750、Raven 5250、Raven 5000、Raven 3500、Raven 1255、Raven 700等(以上、コロンビアカーボン(Carbon Columbia)社製)、Rega1 400R、Rega1 330R、Rega1 660R、Mogul L、Monarch 700、Monarch 800、Monarch 880、Monarch 900、Monarch 1000、Monarch 1100、Monarch 1300、Monarch 1400等(以上、キャボット社(CABOT JAPAN K.K.)製)、Color Black FW1、Color Black FW2、Color Black FW2V、Color Black FW18、Color Black FW200、Color B1ack S150、Color Black S160、Color Black S170、Printex 35、Printex U、Printex V、Printex 140U、Special Black 6、Special Black 5、Special Black 4A、Special Black 4(以上、デグッサ(Degussa)社製)等が挙げられる。
白色(ホワイト)の顔料としては、例えば、C.I.ピグメントホワイト 6、18、21等が挙げられる。
黄色(イエロー)の顔料としては、例えば、C.I.ピグメントイエロー 1、2、3、4、5、6、7、10、11、12、13、14、16、17、24、34、35、37、53、55、65、73、74、75、81、83、93、94、95、97、98、99、108、109、110、113、114、117、120、124、128、129、133、138、139、147、151、153、154、167、172、180等が挙げられる。
紅紫色(マゼンタ)の顔料としては、例えば、C.I.ピグメントレッド 1、2、3、4、5、6、7、8、9、10、11、12、14、15、16、17、18、19、21、22、23、30、31、32、37、38、40、41、42、48(Ca)、48(Mn)、57(Ca)、57:1、88、112、114、122、123、144、146、149、150、166、168、170、171、175、176、177、178、179、184、185、187、202、209、219、224、245、またはC.I.ピグメントヴァイオレット 19、23、32、33、36、38、43、50等が挙げられる。
藍紫色(シアン)の顔料としては、例えば、C.I.ピグメントブルー 1、2、3、15、15:1、15:2、15:3、15:34、15:4、16、18、22、25、60、65、66、C.I.バット ブルー 4、60等が挙げられる。
また、前記以外の顔料としては、例えば、C.I.ピグメントグリーン 7,10、C.I.ピグメントブラウン 3,5,25,26、C.I.ピグメントオレンジ 1,2,5,7,13,14,15,16,24,34,36,38,40,43,63等が挙げられる。
結合液が顔料を含むものである場合、当該顔料の平均粒径は、300nm以下であるのが好ましく、50nm以上250nm以下であるのがより好ましい。これにより、結合液の吐出安定性や結合液中における顔料の分散安定性を特に優れたものとすることができるとともに、より優れた画質の画像を形成することができる。
結合液が顔料を含み、粒子が多孔質である場合、粒子の平均空孔径をd1[nm]、顔料の平均粒径をd2[nm]としたとき、d1/d2>1の関係を満足するのが好ましく、1.1≦d1/d2≦6の関係を満足するのがより好ましい。このような関係を満足することにより、顔料を粒子の空孔内に好適に保持することができる。このため、不本意な顔料の拡散を防止することができ、高精細な画像をより確実に形成することができる。
また、染料としては、例えば、酸性染料、直接染料、反応性染料、および塩基性染料等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
染料の具体例としては、例えば、C.I.アシッドイエロー 17,23,42,44,79,142、C.I.アシッドレッド 52,80,82,249,254,289、C.I.アシッドブルー 9,45,249、C.I.アシッドブラック 1,2,24,94、C.I.フードブラック 1,2、C.I.ダイレクトイエロー 1,12,24,33,50,55,58,86,132,142,144,173、C.I.ダイレクトレッド 1,4,9,80,81,225,227、C.I.ダイレクトブルー 1,2,15,71,86,87,98,165,199,202、C.I.ダイレクドブラック 19,38,51,71,154,168,171,195、C.I.リアクティブレッド 14,32,55,79,249、C.I.リアクティブブラック 3,4,35等が挙げられる。
結合液が着色剤を含むものである場合、当該結合液中における着色剤の含有率は、1質量%以上20質量%以下であるのが好ましい。これにより、特に優れた隠蔽性および色再現性が得られる。
特に、結合液が着色剤として酸化チタンを含むものである場合、当該結合液中における酸化チタンの含有率は、12質量%以上18質量%以下であるのが好ましく、14質量%以上16質量%以下であるのがより好ましい。これにより、特に優れた隠蔽性が得られる。
結合液が顔料を含む場合に、分散剤をさらに含むものであると、顔料の分散性をより良好なものとすることができる。その結果、顔料の偏りによる部分的な機械的強度の低下をより効果的に抑制することができる。
分散剤としては、特に限定されないが、例えば、高分子分散剤等の顔料分散液を調製するのに慣用されている分散剤が挙げられる。高分子分散剤の具体例としては、例えば、ポリオキシアルキレンポリアルキレンポリアミン、ビニル系ポリマーおよびコポリマー、アクリル系ポリマーおよびコポリマー、ポリエステル、ポリアミド、ポリイミド、ポリウレタン、アミノ系ポリマー、含珪素ポリマー、含硫黄ポリマー、含フッ素ポリマー、およびエポキシ樹脂のうち1種以上を主成分とするもの等が挙げられる。高分子分散剤の市販品としては、例えば、味の素ファインテクノ社製のアジスパーシリーズ、ノベオン(Noveon)社から入手可能なソルスパーズシリーズ(Solsperse 36000等)、BYK社製のディスパービックシリーズ、楠本化成社製のディスパロンシリーズ等が挙げられる。
結合液が界面活性剤を含むものであると、三次元造形物の耐擦性をより良好なものとすることができる。界面活性剤としては、特に限定されないが、例えば、シリコーン系界面活性剤としての、ポリエステル変性シリコーンやポリエーテル変性シリコーン等を用いることができ、中でも、ポリエーテル変性ポリジメチルシロキサンまたはポリエステル変性ポリジメチルシロキサンを用いるのが好ましい。界面活性剤の具体例としては、例えば、BYK−347、BYK−348、BYK−UV3500、3510、3530、3570(以上、BYK社製商品名)等を挙げられる。
また、結合液は、溶剤を含むものであってもよい。これにより、結合液の粘度調整を好適に行うことでき、結合液が高粘度の成分を含むものであっても、結合液のインクジェット方式による吐出安定性を特に優れたものとすることができる。
溶剤としては、例えば、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル等の(ポリ)アルキレングリコールモノアルキルエーテル類;酢酸エチル、酢酸n−プロピル、酢酸iso−プロピル、酢酸n−ブチル、酢酸iso−ブチル等の酢酸エステル類;ベンゼン、トルエン、キシレン等の芳香族炭化水素類;メチルエチルケトン、アセトン、メチルイソブチルケトン、エチル−n−ブチルケトン、ジイソプロピルケトン、アセチルアセトン等のケトン類;エタノール、プロパノール、ブタノール等のアルコール類等が挙げられ、これらから選択される1種または2種以上を組み合わせて用いることができる。
また、結合液の粘度は、10mPa・s以上25mPa・s以下であるのが好ましく、15mPa・s以上20mPa・s以下であるのがより好ましい。これにより、インクジェット法によるインクの吐出安定性を特に優れたものとすることができる。なお、本明細書中において、粘度とは、E型粘度計(東京計器社製 VISCONIC ELD)を用いて25℃において測定される値をいう。
複数種の結合液を用いる場合、少なくとも、藍紫色(シアン)の結合液、紅紫色(マゼンタ)の結合液および黄色(イエロー)の結合液を用いるのが好ましい。これにより、これらの結合液の組み合わせにより、表現できる色再現領域をより広いものとすることができる。
また、白色(ホワイト)の結合液と、他の有色の結合液とを併用することにより、例えば、以下のような効果が得られる。すなわち、最終的に得られる三次元造形物を、白色(ホワイト)の結合液が付与された第1の領域と、第1の領域と重なり合い、かつ、第1の領域よりも外表面側に設けられた白色以外の有色の結合液が付与された領域とを有するものとすることができる。これにより、白色(ホワイト)の結合液が付与された第1の領域が隠蔽性を発揮することができ、三次元造形物の彩度をより高めることができる。
さらに、白色(ホワイト)の結合液と黒色(ブラック)の結合液と、他の有色の結合液とを併用することにより、例えば、以下のような効果が得られる。すなわち、白色(ホワイト)の結合液の併用により他の有色の結合液で表現可能なものよりも淡く明度の高い色彩を表現可能となり、黒色(ブラック)の結合液の併用により他の有色の結合液で表現可能なものよりも淡く明度の低い色彩を表現可能となることにより、三次元造形物の彩度をより高めるとともに、明度表現の幅を広げることができる。
以上、本発明の好適な実施形態について説明したが、本発明は、これらに限定されるものではない。
例えば、前述した実施形態では、回収部と造形部とが別体となっている構成について説明したが、これに限定されず、回収部と造形部とは一体的に構成されていてもよい。この場合、スキージは移動せずに、造形部および回収部の移動によって層1を形成するものであってもよい。
また、本発明の製造方法においては、必要に応じて、前処理工程、中間処理工程、後処理工程を行ってもよい。
前処理工程としては、例えば、造形ステージの清掃工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、未硬化の硬化性樹脂を確実に硬化させるための光照射処理や加熱処理を行う硬化性樹脂硬化完了工程等が挙げられる。
後処理工程としては、例えば、洗浄工程、バリ取り等を行う形状調整工程、着色工程、被覆層形成工程、未硬化の硬化性樹脂を確実に硬化させるための光照射処理や加熱処理を行う硬化性樹脂硬化完了工程等が挙げられる。
また、前述した実施形態では、吐出工程をインクジェット法により行う場合について中心的に説明したが、吐出工程は他の方法(例えば、他の印刷方法)を用いて行うものであってもよい。
1…層
2…単位層
3…未硬化部
10…造形部
11A、11B…供給部
12A、12B…スキージ(層形成手段)
13A、13B…回収部
14A、14B…紫外線照射手段
15…吐出部
100…三次元造形物製造装置
101…枠体
102…造形ステージ
2…単位層
3…未硬化部
10…造形部
11A、11B…供給部
12A、12B…スキージ(層形成手段)
13A、13B…回収部
14A、14B…紫外線照射手段
15…吐出部
100…三次元造形物製造装置
101…枠体
102…造形ステージ
Claims (11)
- 三次元造形用粉末を含む三次元造形用組成物を用いて形成した層を積層することにより、三次元造形物を製造する三次元造形物製造装置であって、
前記三次元造形物が造形される造形部と、
前記造形部に前記三次元造形用組成物を供給する供給部と、
前記造形部に、前記三次元造形用組成物で構成された前記層を形成する層形成手段と、
前記層に、結合液を吐出する吐出部と、を有し、
前記吐出部の第n番目の前記層に対して相対的に移動しつつ、前記結合液を吐出する動作に連動して、前記吐出部の移動方向における前記吐出部の後方において、前記供給部および前記層形成手段が第n+1番目の前記層を形成するよう構成されていることを特徴とする三次元造形物製造装置。 - 前記吐出部の移動方向における前記吐出部の後方に、紫外線を照射する紫外線照射手段を有する請求項1に記載の三次元造形物製造装置。
- 前記層を形成した際の余剰の前記三次元造形用組成物を回収する回収部を有する請求項1または2に記載の三次元造形物製造装置。
- 前記吐出部の移動方向の後方に向かって、前記吐出部、前記供給部、前記層形成手段の順に配列するよう構成されている請求項1ないし3のいずれか1項に記載の三次元造形物製造装置。
- 形成した前記第n+1番目の前記層を介して、前記第n番目の前記層に対して紫外線を照射する第2の紫外線照射手段を有する請求項1ないし4のいずれか1項に記載の三次元造形物製造装置。
- 前記層形成手段に対して振動を加える振動手段を備える請求項1ないし5のいずれか1項に記載の三次元造形物製造装置。
- 前記供給部と前記層形成手段は、一体となるよう構成されている請求項1ないし6のいずれか1項に記載の三次元造形物製造装置。
- 前記層形成手段は、スキージ、ローラーからなる群から選択される1種である請求項1ないし7のいずれか1項に記載の三次元造形物製造装置。
- 三次元造形用粉末を含む三次元造形用組成物を用いて形成した層を積層することにより、三次元造形物を製造する三次元造形物の製造方法であって、
前記三次元造形用組成物を用いて前記層を形成する層形成工程と、
前記層に対して、結合液を吐出する吐出工程と、を有し、
第n番目の前記層に対して前記結合液を吐出しつつ、前記第n番目の前記層上の前記結合液の吐出が終了した領域に第n+1番目の前記層を形成していくことを特徴とする三次元造形物の製造方法。 - 請求項1ないし8のいずれか1項に記載の三次元造形物製造装置により製造されたことを特徴とする三次元造形物。
- 請求項9に記載の三次元造形物の製造方法により製造されたことを特徴とする三次元造形物。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052724A JP2015174338A (ja) | 2014-03-14 | 2014-03-14 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
| US14/641,611 US9597838B2 (en) | 2014-03-14 | 2015-03-09 | Three-dimensional structure manufacturing apparatus, manufacturing method of three-dimensional structure, and three-dimensional structure |
| CN201510105261.4A CN104908317A (zh) | 2014-03-14 | 2015-03-10 | 三维造型物制造装置、三维造型物及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014052724A JP2015174338A (ja) | 2014-03-14 | 2014-03-14 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015174338A true JP2015174338A (ja) | 2015-10-05 |
Family
ID=54068000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014052724A Withdrawn JP2015174338A (ja) | 2014-03-14 | 2014-03-14 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9597838B2 (ja) |
| JP (1) | JP2015174338A (ja) |
| CN (1) | CN104908317A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018141224A (ja) * | 2017-02-28 | 2018-09-13 | セイコーエプソン株式会社 | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 |
| JP2019511968A (ja) * | 2016-02-26 | 2019-05-09 | トリオ ラブズ インコーポレイテッドTrio Labs, Inc. | In−situ注入を適用する中実造形方法及び装置 |
| JP2020055235A (ja) * | 2018-10-03 | 2020-04-09 | 株式会社Ihi | 積層造形装置、及び積層造形物の製造方法 |
| CN114401832A (zh) * | 2019-07-14 | 2022-04-26 | 三全音科技有限公司 | 模具制备和糊料填充 |
| JP2022532714A (ja) * | 2019-05-23 | 2022-07-19 | ゼネラル・エレクトリック・カンパニイ | オブジェクト形成方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015174339A (ja) * | 2014-03-14 | 2015-10-05 | セイコーエプソン株式会社 | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 |
| JP6801173B2 (ja) * | 2015-10-29 | 2020-12-16 | セイコーエプソン株式会社 | 三次元構造物の製造方法、その製造装置及びその制御プログラム |
| TWI607859B (zh) * | 2016-02-24 | 2017-12-11 | 國立成功大學 | 多材料積層製造複合基材建構之方法及其裝置 |
| CN105690780B (zh) * | 2016-04-14 | 2017-10-24 | 吉林大学 | 一种用于粉末层叠制造的3d打印方法 |
| TWI606915B (zh) * | 2016-04-29 | 2017-12-01 | 財團法人金屬工業研究發展中心 | 3D printing device with reciprocating spray forming mechanism |
| WO2018017096A1 (en) | 2016-07-21 | 2018-01-25 | Hewlett-Packard Development Company, L.P. | Additively formed 3d object with conductive channel |
| US10981331B2 (en) | 2016-10-19 | 2021-04-20 | Hewlett-Packard Development Company, L.P. | Additive manufacturing |
| JP2018192656A (ja) * | 2017-05-15 | 2018-12-06 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
| CN107868433B (zh) * | 2017-11-30 | 2020-04-21 | 惠州市优恒科三维材料有限公司 | 一种水溶性3d打印支撑蜡及其制备方法 |
| WO2019125464A1 (en) * | 2017-12-21 | 2019-06-27 | Hewlett-Packard Development Company, L.P. | Emptying vessels in a build device |
| EP3691864A4 (en) * | 2018-01-25 | 2021-05-19 | Hewlett-Packard Development Company, L.P. | CONSTRUCTION MATERIAL DISTRIBUTION DEVICE |
| EP3517298B1 (en) * | 2018-01-26 | 2022-12-07 | CL Schutzrechtsverwaltungs GmbH | Build material application device |
| CN108381911B (zh) * | 2018-05-21 | 2021-01-08 | 湖南云箭科技有限公司 | 一种dlp光固化3d打印系统 |
| JP7159777B2 (ja) * | 2018-10-15 | 2022-10-25 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| WO2020092485A1 (en) | 2018-10-31 | 2020-05-07 | Carbon, Inc. | Apparatuses for additively manufacturing three-dimensional objects |
| JP7200704B2 (ja) * | 2019-01-31 | 2023-01-10 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の造形方法 |
| CN109880323A (zh) * | 2019-02-20 | 2019-06-14 | 华南理工大学 | 一种含有机荧光染料的3d打印复合材料与应用 |
| JP7185829B2 (ja) * | 2019-02-20 | 2022-12-08 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| JP7268466B2 (ja) * | 2019-04-24 | 2023-05-08 | セイコーエプソン株式会社 | 三次元造形物の品質判定方法および三次元造形装置 |
| DE102019120068A1 (de) * | 2019-07-24 | 2021-01-28 | Dyemansion Gmbh | Verfahren zum Färben von additiv gefertigten Formteilen |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001150556A (ja) * | 1999-09-14 | 2001-06-05 | Minolta Co Ltd | 三次元造形装置および三次元造形方法 |
| JP2002292750A (ja) * | 2001-03-29 | 2002-10-09 | Minolta Co Ltd | 三次元造形装置及び方法、並びに三次元造形システム |
| JP2005059477A (ja) * | 2003-08-18 | 2005-03-10 | Shiyoufuu:Kk | 立体構造物製作装置 |
| US20100291314A1 (en) * | 2006-08-20 | 2010-11-18 | Voxeljet Technology | Self-hardening material and process for layerwise formation of models |
| JP2015009509A (ja) * | 2013-06-28 | 2015-01-19 | シーメット株式会社 | 三次元造形装置及び三次元造形物の造形方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2053683A1 (de) | 1970-11-02 | 1972-05-10 | Kalle Ag, 6202 Wiesbaden-Biebrich | Photopolymerisierbare Kopiermasse |
| DE2064742C3 (de) | 1970-12-31 | 1980-02-07 | Hoechst Ag, 6000 Frankfurt | Photopolymerisierbare Verbindungen |
| JPS559814B2 (ja) | 1971-09-25 | 1980-03-12 | ||
| DE3120052A1 (de) | 1981-05-20 | 1982-12-09 | Hoechst Ag, 6000 Frankfurt | Durch strahlung polymerisierbares gemisch und damit hergestelltes kopiermaterial |
| EP0097864B1 (de) | 1982-06-21 | 1986-11-12 | Hoechst Aktiengesellschaft | Photopolymerisierbares Gemisch und damit hergestelltes photopolymerisierbares Kopiermaterial |
| DE3223104A1 (de) | 1982-06-21 | 1983-12-22 | Hoechst Ag, 6230 Frankfurt | Photopolymerisierbares gemisch und damit hergestelltes photopolymerisierbares kopiermaterial |
| JPS595241A (ja) | 1982-06-21 | 1984-01-12 | ヘキスト・アクチエンゲゼルシヤフト | 放射線重合可能な混合物 |
| DE3738864A1 (de) | 1987-11-16 | 1989-05-24 | Hoechst Ag | Polymerisierbare verbindungen und diese enthaltendes durch strahlung polymerisierbares gemisch |
| DE3843205A1 (de) | 1988-12-22 | 1990-06-28 | Hoechst Ag | Photopolymerisierbare verbindungen, diese enthaltendes photopolymerisierbares gemisch und daraus hergestelltes photopolymerisierbares aufzeichnungsmaterial |
| CN1035049C (zh) * | 1994-06-24 | 1997-06-04 | 宗贵升 | 变长线扫描快速自动成型方法和装置 |
| JP2001334581A (ja) | 2000-05-24 | 2001-12-04 | Minolta Co Ltd | 三次元造形装置 |
| US7829000B2 (en) * | 2005-02-25 | 2010-11-09 | Hewlett-Packard Development Company, L.P. | Core-shell solid freeform fabrication |
| DE102006030350A1 (de) * | 2006-06-30 | 2008-01-03 | Voxeljet Technology Gmbh | Verfahren zum Aufbauen eines Schichtenkörpers |
| CN101850314B (zh) * | 2009-03-31 | 2012-09-19 | 研能科技股份有限公司 | 适用于立体成型机构的维护装置 |
-
2014
- 2014-03-14 JP JP2014052724A patent/JP2015174338A/ja not_active Withdrawn
-
2015
- 2015-03-09 US US14/641,611 patent/US9597838B2/en active Active
- 2015-03-10 CN CN201510105261.4A patent/CN104908317A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001150556A (ja) * | 1999-09-14 | 2001-06-05 | Minolta Co Ltd | 三次元造形装置および三次元造形方法 |
| JP2002292750A (ja) * | 2001-03-29 | 2002-10-09 | Minolta Co Ltd | 三次元造形装置及び方法、並びに三次元造形システム |
| JP2005059477A (ja) * | 2003-08-18 | 2005-03-10 | Shiyoufuu:Kk | 立体構造物製作装置 |
| US20100291314A1 (en) * | 2006-08-20 | 2010-11-18 | Voxeljet Technology | Self-hardening material and process for layerwise formation of models |
| JP2015009509A (ja) * | 2013-06-28 | 2015-01-19 | シーメット株式会社 | 三次元造形装置及び三次元造形物の造形方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019511968A (ja) * | 2016-02-26 | 2019-05-09 | トリオ ラブズ インコーポレイテッドTrio Labs, Inc. | In−situ注入を適用する中実造形方法及び装置 |
| US11235520B2 (en) | 2016-02-26 | 2022-02-01 | Trio Labs, Inc. | Method and apparatus for solid freeform fabrication of objects utilizing in situ infusion |
| US11858216B2 (en) | 2016-02-26 | 2024-01-02 | Trio Labs, Inc. | Method and apparatus for solid freeform fabrication of objects utilizing in situ infusion |
| JP2018141224A (ja) * | 2017-02-28 | 2018-09-13 | セイコーエプソン株式会社 | 三次元造形物製造用組成物、三次元造形物の製造方法および三次元造形物製造装置 |
| JP2020055235A (ja) * | 2018-10-03 | 2020-04-09 | 株式会社Ihi | 積層造形装置、及び積層造形物の製造方法 |
| JP7110889B2 (ja) | 2018-10-03 | 2022-08-02 | 株式会社Ihi | 積層造形装置、及び積層造形物の製造方法 |
| JP2022532714A (ja) * | 2019-05-23 | 2022-07-19 | ゼネラル・エレクトリック・カンパニイ | オブジェクト形成方法 |
| JP7267462B2 (ja) | 2019-05-23 | 2023-05-01 | ゼネラル・エレクトリック・カンパニイ | オブジェクト形成方法 |
| CN114401832A (zh) * | 2019-07-14 | 2022-04-26 | 三全音科技有限公司 | 模具制备和糊料填充 |
| CN114401832B (zh) * | 2019-07-14 | 2023-05-23 | 三全音科技有限公司 | 模具制备和糊料填充 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104908317A (zh) | 2015-09-16 |
| US9597838B2 (en) | 2017-03-21 |
| US20150258706A1 (en) | 2015-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015174338A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP6241244B2 (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015150825A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015174339A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015171780A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2015174427A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015139977A (ja) | 三次元造形物の製造方法および三次元造形物 | |
| JP6458346B2 (ja) | 三次元造形物製造装置および三次元造形物の製造方法 | |
| JP2015128884A (ja) | 三次元造形物の製造方法および三次元造形物 | |
| JP2015174272A (ja) | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 | |
| JP2015174361A (ja) | 三次元造形物の製造方法および三次元造形物 | |
| US9415545B2 (en) | Method of manufacturing three-dimensional shaped object | |
| JP6515557B2 (ja) | 三次元造形物製造用部材、三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| US20160339602A1 (en) | Method of manufacturing three-dimensional structure, three-dimensional structure manufacturing apparatus, and three-dimensional structure | |
| JP2015157387A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2016168704A (ja) | 三次元造形装置、製造方法およびコンピュータープログラム | |
| JP2015112845A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015168112A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP6398178B2 (ja) | 三次元造形用粉末、三次元造形用組成物および三次元造形物の製造方法 | |
| JP2015098091A (ja) | 三次元造形物の製造方法、三次元造形物、三次元造形物の製造用プログラム、三次元造形物の色補正制御方法および三次元造形物製造装置 | |
| JP2015157423A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2015182425A (ja) | 三次元造形物の製造方法および三次元造形物 | |
| JP2015112846A (ja) | 三次元造形物製造装置、三次元造形物の製造方法および三次元造形物 | |
| JP2016011331A (ja) | インク、インクセット、三次元造形物および三次元造形物の製造方法 | |
| JP2016078337A (ja) | 三次元造形物の製造方法および三次元造形物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180213 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20180328 |