JP2015114368A - ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 - Google Patents
ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 Download PDFInfo
- Publication number
- JP2015114368A JP2015114368A JP2013254131A JP2013254131A JP2015114368A JP 2015114368 A JP2015114368 A JP 2015114368A JP 2013254131 A JP2013254131 A JP 2013254131A JP 2013254131 A JP2013254131 A JP 2013254131A JP 2015114368 A JP2015114368 A JP 2015114368A
- Authority
- JP
- Japan
- Prior art keywords
- elastic layer
- porous elastic
- thermal conductivity
- forming member
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/20—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat
- G03G15/2003—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat
- G03G15/2014—Apparatus for electrographic processes using a charge pattern for fixing, e.g. by using heat using heat using contact heat
- G03G15/206—Structural details or chemical composition of the pressure elements and layers thereof
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Fixing For Electrophotography (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
Description
図1に示す定着装置10は、加熱体としてのヒータ1と、加熱体支持部材としてのヒータホルダ2と、定着部材としての定着ベルト3と、ニップ部形成部材としての加圧ローラ4とを備える。ヒータ1は、不図示の手段によって通電されることで発熱しかつ所定の制御温度に制御される例えば抵抗発熱体などの熱源である。ヒータ1は、剛性を有する耐熱性材料によって横断面略半円弧状の樋型に形成されるヒータホルダ2(以下、単にホルダと記す)に固定支持される。具体的には、ホルダ2の下面に長手方向(図1の紙面表裏方向)に沿って溝部が設けられており、この溝部にヒータ1が嵌入されている。
定着ベルト3について説明する。定着ベルト3は、図1に示すように、基材3aの外周にベルト弾性層3bが、該ベルト弾性層3bの外周に表層3cが設けられている。基材3aは耐熱性及び耐屈曲性を必要とすることに鑑みて、例えばポリイミド、ポリアミドイミド、ポリエーテルエーテルケトン(PEEK)等の耐熱性樹脂を用いる。また熱伝導性をも考慮するならば、基材3aは耐熱性樹脂に比べ熱伝導率のより高いステンレス(SUS)、ニッケル、ニッケル合金などの金属を用いてもよい。そして、基材3aは熱容量を小さくする一方で機械的強度を高くする必要があるので、基材3aの厚みは5μm〜100μm好ましくは20μm〜85μmとするのが望ましい。
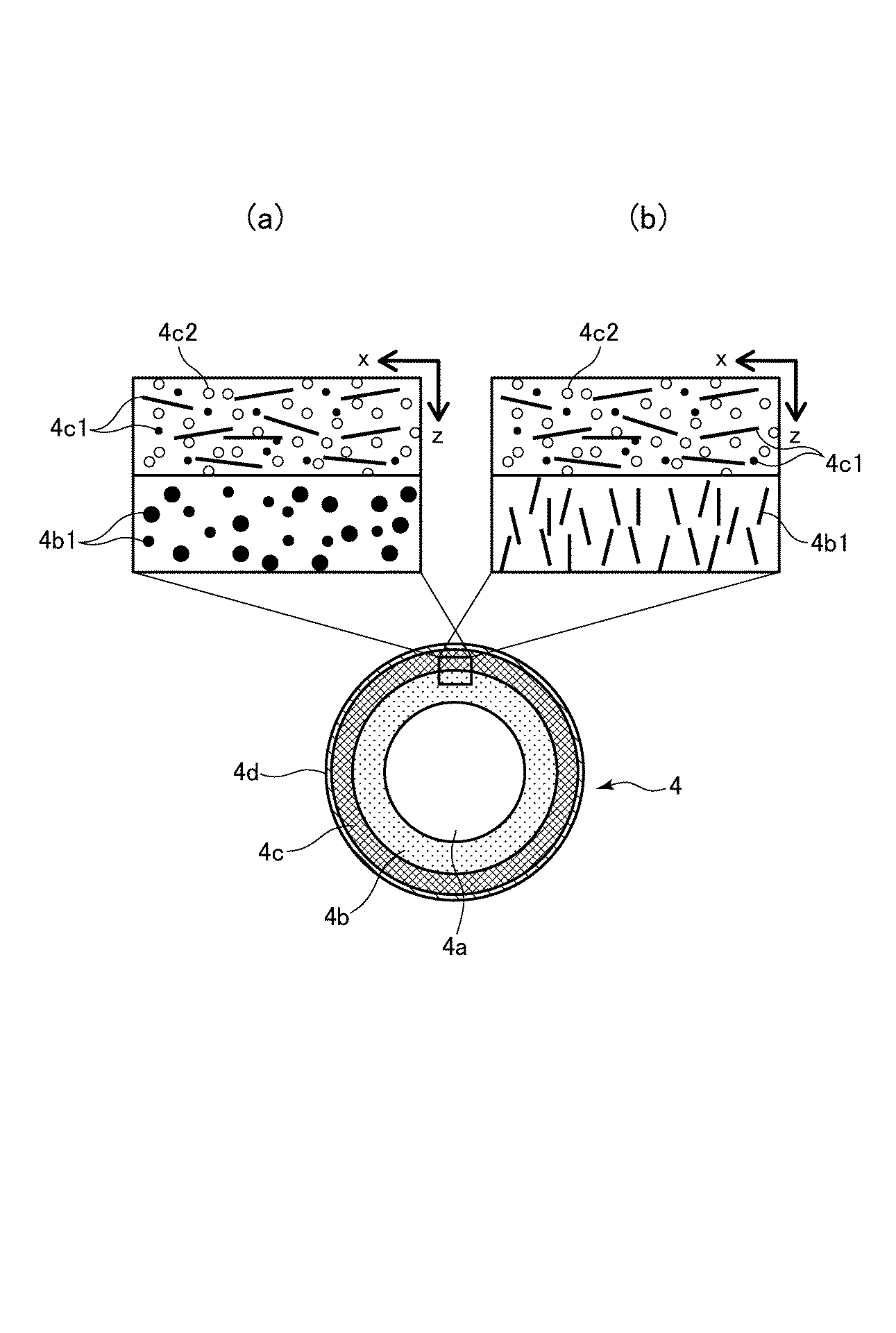
加圧ローラ4について説明する。加圧ローラ4は、基体4a、基体4aの外周に弾性層(4b,4c)、該弾性層(4b,4c)の外周に離型層4dを備える。本発明に係る加圧ローラ4は、基体4a側に第一弾性層としての非多孔質弾性層4bを、離型層4d側に第二弾性層としての多孔質弾性層4cを配して、弾性層を特性の異なる層で構成した点に特徴がある。図2は、加圧ローラ4の全体構成を示す斜視図である。図3は、非多孔質弾性層4b及び多孔質弾性層4cのxz断面を示す拡大図である。なお、図2(a)に示すように、以下では加圧ローラ4の周方向を「x」方向、加圧ローラ4の長手方向(軸方向)を「y」方向、加圧ローラ4の厚み方向(層厚方向)を「z」方向と表す。
基体4aは、ニッケルやクロムをメッキしたSUM材(硫黄および硫黄複合快削鋼鋼材)等の鋼材を含むステンレススチール、リン青銅、アルミニウムなどを用いて形成されている軸芯体あるいは芯金である。基体4aの外径は、4mm〜80mmであればよい。
非多孔質弾性層4bは、基体4aの外周を被覆するシリコーンゴム層である。図3に示すように、非多孔質弾性層4bには、粒状あるいは針状の高熱伝導性フィラー4b1が混入、分散されている。図3(a)は粒状の高熱伝導性フィラー4b1が混入されている場合を示し、図3(b)は針状の高熱伝導性フィラー4b1が混入されている場合を示している。
多孔質弾性層4cは、非多孔質弾性層4bの外周を被覆するシリコーンゴム層である。図3(a)及び(b)に示すように、多孔質弾性層4cには、針状の高熱伝導性フィラー4c1(以下、単に針状フィラー4c1と記す)が長手方向(図3の紙面表裏方向)及び周方向(図3の左右方向)に配向された状態に混入、分散されている。この針状フィラー4c1にも、上述したピッチ系炭素繊維を用いる。針状フィラー4c1が混入されることで、多孔質弾性層4cにも熱伝導異方性の効果が現れる。本実施例では、厚み方向の熱伝導率よりも面方向(xy面)の熱伝導率が高くなるように多孔質弾性層4cを形成する。特には、長手方向の熱伝導率及び周方向の熱伝導率を高くしている。より具体的には、長手方向の熱伝導率及び周方向の熱伝導率は厚み方向の熱伝導率よりも6倍〜20倍ほど高い(後述の表1参照)。
離型層4dは、フッ素樹脂層である。離型層4dは、多孔質弾性層4cの外周に例えば共重合体(PFA)チューブを被覆することにより形成される。もしくはPFA、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン‐ヘキサフルオロプロピレン共重合体(FEP)等のフッ素樹脂からなる塗料を多孔質弾性層4c外周に塗布することにより形成してもよい。離型層4dの厚みは特に限定されないが、好ましくは15〜80μm程度であればよい。この離型層4dは、加圧ローラ4にトナーを付着しにくくするために設けられる。
次に、非多孔質弾性層4b、多孔質弾性層4c、離型層4dの形成方法について説明する。まず、非多孔質弾性層4bの形成方法について説明する。非多孔質弾性層4bの形成方法は特に限定されないが、一般的な型成型による方法もしくはリング塗工法を好適に用いることができる。ここでは、リング塗工法を例に説明する。
多孔質弾性層4cの形成方法及び離型層4dの形成方法について説明する。
針状フィラー4c1と吸水性ポリマーに水分を含ませた含水材料とを、液状シリコーンゴムに混合して液状ゴム混合物を生成する。この液状ゴム混合物を生成するには、液状シリコーンゴムと針状フィラー4c1と含水材料の各々を所定量ずつ秤量して、これらを遊星式の万能混合攪拌機など公知のフィラー混合撹拌手段を用いて攪拌すればよい。
多孔質弾性層4cの形成方法は特に限定されないが、ここでは一般的な型成型を例に説明する。多孔質弾性層4cを形成する前に、非多孔質弾性層4bに予めプライマー処理が施される。その後、この基体4aは金型内に配置される。そして、配置された基体4aの軸方向に沿うようにして、金型内に液状ゴム混合物が流し込まれる(注型する)。基体4aの軸方向に沿うように金型内に液状ゴム混合物が流し込まれると、針状フィラー4c1の多くは液状ゴム混合物の流れに従って、基体4aの軸方向つまり加圧ローラ4の長手方向(y方向)に配向される。したがって、多孔質弾性層4cの長手方向の熱伝導率はそれ以外の方向の熱伝導率よりも高くなる。長手方向の熱伝導率がそれ以外の方向の熱伝導率よりも高いと、非通紙部の温度が高くなり始めたときに、非通紙部から相対的に温度の低い通紙部や加圧ローラ両端部側へと非通紙部の熱が伝わりやすくなる。つまり、非通紙部の熱を効率的に拡散することができるようになる。
金型を液状ゴム混合物で充填した後、金型を密閉して加熱する。液状ゴム混合物は金型ごと、水の沸点以下の温度例えば60℃〜90℃で5分〜120分間加熱処理される。密閉下で液状ゴム混合物が加熱処理されると、シリコーンゴム成分は含水材料中の水分を保持したまま架橋硬化する。
加熱した金型を水冷方式や空冷方式によって冷却した後に、金型から加圧ローラ4を脱型する。脱型された加圧ローラ4は、非多孔質弾性層4bの外周に多孔質弾性層4cが積層されている。
脱型した加圧ローラ4を加熱する。加熱によって多孔質弾性層4c内の温度が上昇するに従って含水材料に含まれていた水分が蒸発するので、当該箇所に空孔部4c2が形成される。このときの加圧ローラ4を加熱する際の条件として、加熱温度は100℃〜250℃に、加熱時間は1〜5時間に設定するのが望ましい。以上のようにして、針状フィラー4c1及び空孔部4c2を有する多孔質弾性層4cが非多孔質弾性層4bの外周に形成される。
離型層4dは、多孔質弾性層4cにフッ素樹脂製チューブを被覆することにより形成される。フッ素樹脂製チューブを被覆するには、一般的に接着剤を用いる。ただし、接着剤を用いずとも多孔質弾性層4cとフッ素樹脂製チューブとを層間接着できる場合があり、そうした場合には接着剤を用いなくてもよい。また、離型層4dは、多孔質弾性層4c外周にフッ素樹脂からなる塗料を塗布するなどして形成してもよい。あるいは、離型層4dは多孔質弾性層4cと共に形成してもよい。すなわち、予めフッ素樹脂チューブを内面に配置した金型内に、非多孔質弾性層4bを形成済みの基体4aを配置する。そして、この非多孔質弾性層4bとフッ素樹脂チューブとの間に液状ゴム混合物を流し込むことによって、離型層4dが形成された状態で多孔質弾性層4cを形成するようにしてもよい。なお、金型内に配置するフッ素樹脂チューブは内面がエッチング処理され、かつ内面に予めプライマーを塗布乾燥させたものを用いる。
以下、本発明に係る加圧ローラ4の評価について、後述する実施例1乃至4、比較例1乃至3を用いて説明する。本実施例では、評価のためにそれぞれの熱伝導率を求めている。
熱伝導率は、熱拡散率から換算する。熱拡散率の計測には、温度可変型の温度波熱分析法によって熱拡散率を測定するタイプの装置を用いた。このタイプの装置として、例えば「ai−Phase Mobile2」(商品名、株式会社アイフェイズ製)の熱拡散率測定装置が挙げられる。この装置を用いて、図2(a)に示すような加圧ローラ4の周方向(x方向)及び加圧ローラ4の長手方向(y方向)及び加圧ローラ4の厚み方向(z方向)について、それぞれの熱拡散率を測定した。図2(b)に示すように、周方向(x方向)の熱拡散率測定には、yz面に切り込みを入れてx方向の厚みが1mm以下になるように切り出したものを被測定試料とした。長手方向(y方向)の熱拡散率測定には、zx面に切り込みを入れてy方向の厚みが1mm以下となるように切り出したものを被測定試料とした。厚み方向(z方向)の熱拡散率測定には、xy面に切り込みを入れてz方向の厚みが1mm以下となるように切り出したものを被測定試料とした。そして、これらの被測定試料を用いて温度設定50℃にて各方向毎に熱拡散率測定を5回ずつ行い、5回の平均値をそれぞれ周方向熱拡散率、長手方向熱拡散率、厚み方向熱拡散率とした。
性能評価は、図1に示した定着装置に実施例1乃至4の加圧ローラ、比較例1乃至3の加圧ローラをそれぞれ組み込んでなるレーザープリンタを用いて行った。このレーザープリンタにおける加圧ローラの回転速度(周速)は246mm/secとした。
非通紙部昇温の評価は、低温度(15℃程度)かつ低湿度(10%程度)の環境下で、A4横サイズ紙(商品名「CS−680」、キヤノン株式会社製)を50枚/分で10分間連続プリントした後に測定した定着ベルト3の非通紙部の表面温度に基づき行った。具体的には、定着ニップ部N(図1参照)から記録材搬送方向上流側90°に位置する定着ベルト3の表面温度が170℃を維持するように、ヒータ1による加熱温度を調整しながら500枚連続プリントを行う。そして、500枚連続プリントが終了してから、定着ベルト3の非通紙部領域(A4横サイズ紙が通過しない領域)の表面温度を放射型温度計で測定した。ここでは、未定着トナー像を定着画像として記録材に定着する際に、定着ベルト3が所定温度(例えば200℃)にまで加熱されることに鑑み、非通紙部領域の表面温度が250℃よりも低ければ非通紙部昇温の発生を抑制できているとした。
立ち上がり時間の評価も非通紙部昇温の評価と同様に、低温低湿環境下(15℃/10%)で行った。立ち上がり時間は、定着ベルト3が通紙を行っていない空回転状態にあるときに、ヒータ1による加熱開始から定着ベルト3の表面温度が170℃に達するまでにかかる時間を測定した。ここでは、立ち上がり時間が10.8秒よりも短ければ、立ち上がり時間が短縮できているとした。
後述する実施例1乃至4の加圧ローラ、及び比較例1乃至3の加圧ローラについて、非通紙部領域の表面温度(非通紙部温度)及び定着部材の立ち上がり時間の評価結果を熱伝導率の測定結果とともに表1に示す。表1に示すように、多孔質弾性層4cの長手方向の熱伝導率(λy)及び周方向の熱伝導率(λx)は、厚み方向の熱伝導率(λz)よりも6倍以上である。
非多孔質弾性層4b用の液状ゴム混合物は、付加反応架橋型の液状シリコーンゴムに高熱伝導性フィラー4b1として粒状アルミナ(商品名「アルナビーズCB−A20S」、昭和電工株式会社製)を体積比50%の割合で混合したものを使用した。一方、多孔質弾性層4c用の液状ゴム混合物は、含水材料としてポリアクリル酸ナトリウム(商品名「レオジック250H」、日本純薬株式会社製)を体積比50%の割合で混合したものを使用した。また、水を含ませたときの含水材料中のポリアクリル酸ナトリウムの割合を1重量%とした。さらに、多孔質弾性層4c用の液状ゴム混合物には、針状フィラー4c1を体積比10%の割合で混合してある。実施例1では、針状フィラー4c1として平均繊維長が250μmのピッチ系炭素繊維(商品名「GRANOCミルドファイバー(XN−100−25M)」、日本グラファイトファイバー株式会社製)を用いた。このピッチ系炭素繊維は、平均繊維径が9μm、フィラー長手方向の熱伝導率が900W/(m・k)である(以下、同じ)。そして、実施例1では多孔質弾性層4cの厚みを2.0mmとした。なお、多孔質弾性層4cの厚みを2.0mmかつ弾性層全体の厚みを3.0mmとしたので、非多孔質弾性層4bの厚みは1.0mmに決まる。実施例1の加圧ローラ4の非多孔質弾性層4b及び多孔質弾性層4cは、図3(a)に示すような構成である。
非多孔質弾性層4b用の液状ゴム混合物は、実施例1と同じものを使用した。一方、多孔質弾性層4c用の液状ゴム混合物には、針状フィラー4c1を体積比20%の割合で混合したものを使用した。実施例2では、針状フィラー4c1として平均繊維長が100μmのピッチ系炭素繊維(商品名「GRANOCミルドファイバー(XN−100−10M)」、日本グラファイトファイバー株式会社製)を用いた。含水材料は実施例1と同様のものを使用した。そして、実施例2では非多孔質弾性層4bの厚みを1.5mm、多孔質弾性層4cの厚みを1.5mmとした。実施例2の加圧ローラ4の非多孔質弾性層4b及び多孔質弾性層4cは、図3(a)に示すような構成である。
非多孔質弾性層4b用の液状ゴム混合物には、付加反応架橋型の液状シリコーンゴムに高熱伝導性フィラー4b1として針状フィラーを体積比25%の割合で混合したものを使用した。針状フィラー4b1として、上述の平均繊維長が100μmのピッチ系炭素繊維(XN−100−10M)を用いた。一方、多孔質弾性層4c用の液状ゴム混合物には、針状フィラー4c1を体積比15%の割合で混合したものを使用した。実施例3では、針状フィラー4c1として平均繊維長が200μmのピッチ系炭素繊維(商品名「GRANOCミルドファイバー(XN−100−20M)」、日本グラファイトファイバー株式会社製)を用いた。含水材料は実施例1と同様のものを使用した。そして、実施例3では非多孔質弾性層4bの厚み及び多孔質弾性層4cの厚みを実施例1と同様に1.0mmと2.0mmとした。実施例3の加圧ローラ4の非多孔質弾性層4b及び多孔質弾性層4cは、図3(b)に示すような構成である。
非多孔質弾性層4b用の液状ゴム混合物は、実施例1と同じものを使用した。一方、多孔質弾性層4c用の液状ゴム混合物は、針状フィラー4c1としてピッチ系炭素繊維(上記のXN−100−10M)を体積比10%の割合で混合しかつ含水材料の割合を体積比30%とした以外は、実施例1と同様のものを使用した。そして、実施例4では非多孔質弾性層4bの厚みを1.5mm、多孔質弾性層4cの厚みを1.5mmとした。実施例4の加圧ローラ4の非多孔質弾性層4b及び多孔質弾性層4cは、図3(a)に示すような構成である。
比較例1は、非多孔質弾性層4bに高熱伝導性フィラー4b1が混入されていない点が実施例1と異なる。比較例2は、多孔質弾性層4cに空孔部4c2が形成されていない点が実施例2と異なる(空隙割合が0)。比較例3は、多孔質弾性層4cに針状フィラー4c1が混入されていない点が実施例3と異なる。
3c…表層、4…加圧ローラ、4a…基体、4b…非多孔質弾性層
4b1…高熱伝導性フィラー、4c…多孔質弾性層、
4c1…針状の高熱伝導性フィラー(針状フィラー)、4c2…空孔部、4d…離型層
10…定着装置、P…記録材、T…未定着トナー
Claims (7)
- 基体と、前記基体の外周面に形成され、定着部材に圧接して弾性変形することにより未定着トナー像の形成された記録材を挟持搬送し加熱する定着ニップ部を形成する弾性層とを有するニップ部形成部材であって、
前記弾性層は、熱伝導性フィラーを含む非多孔質の第一弾性層を前記基体の外周面に、熱伝導性フィラーと空孔部とを含む多孔質の第二弾性層を前記第一弾性層の外周面に配したことを特徴とするニップ部形成部材。 - 前記第一弾性層の層厚方向の熱伝導率は、前記第二弾性層の層厚方向の熱伝導率よりも高いことを特徴とする請求項1に記載のニップ部形成部材。
- 前記第二弾性層は、面方向の熱伝導率が層厚方向の熱伝導率の6倍以上であることを特徴とする請求項1又は2に記載のニップ部形成部材。
- 前記第一弾性層に含まれる熱伝導性フィラーは熱伝導異方性を有する針状フィラーであり、該針状フィラーは前記第一弾性層の層厚方向に配向されることを特徴とする請求項1乃至3のいずれか1項に記載のニップ部形成部材。
- 前記第二弾性層に含まれる熱伝導性フィラーは熱伝導異方性を有する針状フィラーであり、該針状フィラーは前記第二弾性層の少なくとも前記記録材の搬送方向に交差する方向に配向されることを特徴とする請求項1乃至4のいずれか1項に記載のニップ部形成部材。
- 前記針状フィラーはピッチ系炭素繊維であることを特徴とする請求項4又は5に記載のニップ部形成部材。
- 定着部材と、前記定着部材に圧接して弾性変形することにより未定着トナー像の形成された記録材を挟持搬送し加熱する定着ニップ部を形成して、未定着トナー像を定着画像として前記記録材に定着させるニップ部形成部材と、を備えた定着装置において、
前記ニップ部形成部材は、前記請求項1乃至請求項6のいずれか1項に記載のニップ部形成部材であることを特徴とする定着装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013254131A JP2015114368A (ja) | 2013-12-09 | 2013-12-09 | ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 |
| US14/562,997 US9335690B2 (en) | 2013-12-09 | 2014-12-08 | Pressing roller and image heating apparatus having same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013254131A JP2015114368A (ja) | 2013-12-09 | 2013-12-09 | ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015114368A true JP2015114368A (ja) | 2015-06-22 |
| JP2015114368A5 JP2015114368A5 (ja) | 2017-01-12 |
Family
ID=53271071
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013254131A Pending JP2015114368A (ja) | 2013-12-09 | 2013-12-09 | ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9335690B2 (ja) |
| JP (1) | JP2015114368A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10281858B2 (en) | 2017-06-23 | 2019-05-07 | Canon Kabushiki Kaisha | Roller with elastic layers having different indentation elastic moduli, and fixing device having roller |
| US10545440B2 (en) | 2017-07-25 | 2020-01-28 | Canon Kabushiki Kaisha | Pressure roller, image heating device, and image forming apparatus |
| WO2020044846A1 (ja) * | 2018-08-27 | 2020-03-05 | グンゼ株式会社 | 画像形成装置用チューブ |
| JP2023059123A (ja) * | 2021-10-14 | 2023-04-26 | 富士フイルムビジネスイノベーション株式会社 | 無端ベルト、定着ベルト、定着装置、及び画像形成装置 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014134696A (ja) * | 2013-01-11 | 2014-07-24 | Ricoh Co Ltd | 電子写真定着用定着部材、定着装置及び画像形成装置 |
| JP6525733B2 (ja) | 2014-06-04 | 2019-06-05 | キヤノン株式会社 | 定着部材とその製造方法、定着装置および電子写真画像形成装置 |
| JP6544993B2 (ja) | 2014-06-23 | 2019-07-17 | キヤノン株式会社 | 定着用部材の製造装置 |
| JP2016024217A (ja) | 2014-07-16 | 2016-02-08 | キヤノン株式会社 | 画像加熱装置 |
| JP6312544B2 (ja) * | 2014-07-16 | 2018-04-18 | キヤノン株式会社 | ニップ部形成部材、画像加熱装置、及びニップ部形成部材の製造方法 |
| JP6570339B2 (ja) | 2014-07-16 | 2019-09-04 | キヤノン株式会社 | 定着用部材及び加圧ローラ |
| JP6570350B2 (ja) * | 2014-07-16 | 2019-09-04 | キヤノン株式会社 | 弾性ローラ及び定着装置 |
| JP2016184085A (ja) * | 2015-03-26 | 2016-10-20 | 富士ゼロックス株式会社 | 定着用加圧部材、定着装置、及び画像形成装置 |
| JP6659091B2 (ja) * | 2015-06-16 | 2020-03-04 | キヤノン株式会社 | 加圧ローラ、加熱装置及び画像形成装置 |
| US9891565B1 (en) | 2016-07-28 | 2018-02-13 | Canon Kabushiki Kaisha | Fixing member, fixing apparatus and electrophotographic image forming apparatus |
| KR102236963B1 (ko) * | 2017-03-28 | 2021-04-07 | 캐논 가부시끼가이샤 | 전자사진용 회전가능 가압체 및 그 제조 방법, 및 정착 장치 |
| US10591856B2 (en) * | 2018-04-18 | 2020-03-17 | Canon Kabushiki Kaisha | Roller with filler bundle in elastic layer and fixing device |
| JP7114351B2 (ja) * | 2018-06-07 | 2022-08-08 | キヤノン株式会社 | 定着部材および熱定着装置 |
| JP7321771B2 (ja) | 2018-06-07 | 2023-08-07 | キヤノン株式会社 | 定着部材及び熱定着装置 |
| JP7187193B2 (ja) | 2018-07-10 | 2022-12-12 | キヤノン株式会社 | 定着装置 |
| US11467520B2 (en) | 2020-09-08 | 2022-10-11 | Canon Kabushiki Kaisha | Electrophotographic fixing member, fixing device, and electrophotographic image forming apparatus |
| US11573515B2 (en) | 2021-04-19 | 2023-02-07 | Canon Kabushiki Kaisha | Fixing member and heat fixing apparatus |
| US12072653B2 (en) | 2021-06-15 | 2024-08-27 | Canon Kabushiki Kaisha | Electrophotographic belt, electrophotographic image forming apparatus, method of producing electrophotographic belt, and varnish |
| US11927904B2 (en) | 2021-06-16 | 2024-03-12 | Canon Kabushiki Kaisha | Electrophotographic belt having a substrate containing a polyimide resin and carbon nanotubes, electrophotographic image forming apparatus, fixing device, and varnish |
| US11841630B2 (en) | 2021-12-24 | 2023-12-12 | Canon Kabushiki Kaisha | Fixing member and heat fixing device |
| JP2024090278A (ja) * | 2022-12-22 | 2024-07-04 | 富士フイルムビジネスイノベーション株式会社 | 管状定着部材、定着装置及び画像形成装置 |
| JP2024118907A (ja) * | 2023-02-21 | 2024-09-02 | 富士フイルムビジネスイノベーション株式会社 | 転写ベルト、転写装置、及び、画像形成装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008026296A1 (en) * | 2006-10-19 | 2008-03-06 | Sumitomo Electric Fine Polymer, Inc. | Pressing roller and method of producing the same |
| JP2012037874A (ja) * | 2010-07-15 | 2012-02-23 | Canon Inc | 加圧ローラ、及びこの加圧ローラを用いた像加熱装置 |
| JP2012163812A (ja) * | 2011-02-08 | 2012-08-30 | Canon Inc | 画像加熱装置および画像形成装置並びに画像加熱装置用加圧部材 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002351243A (ja) | 2001-05-23 | 2002-12-06 | Canon Inc | 定着装置及び画像形成装置 |
| JP5424801B2 (ja) | 2009-10-05 | 2014-02-26 | キヤノン株式会社 | 定着部材及びその製造方法、ならびに像加熱定着装置 |
| WO2014103263A1 (ja) | 2012-12-26 | 2014-07-03 | キヤノン株式会社 | 定着装置および電子写真画像形成装置 |
-
2013
- 2013-12-09 JP JP2013254131A patent/JP2015114368A/ja active Pending
-
2014
- 2014-12-08 US US14/562,997 patent/US9335690B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008026296A1 (en) * | 2006-10-19 | 2008-03-06 | Sumitomo Electric Fine Polymer, Inc. | Pressing roller and method of producing the same |
| JP2012037874A (ja) * | 2010-07-15 | 2012-02-23 | Canon Inc | 加圧ローラ、及びこの加圧ローラを用いた像加熱装置 |
| JP2012163812A (ja) * | 2011-02-08 | 2012-08-30 | Canon Inc | 画像加熱装置および画像形成装置並びに画像加熱装置用加圧部材 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10281858B2 (en) | 2017-06-23 | 2019-05-07 | Canon Kabushiki Kaisha | Roller with elastic layers having different indentation elastic moduli, and fixing device having roller |
| US10545440B2 (en) | 2017-07-25 | 2020-01-28 | Canon Kabushiki Kaisha | Pressure roller, image heating device, and image forming apparatus |
| WO2020044846A1 (ja) * | 2018-08-27 | 2020-03-05 | グンゼ株式会社 | 画像形成装置用チューブ |
| JPWO2020044846A1 (ja) * | 2018-08-27 | 2021-08-10 | グンゼ株式会社 | 画像形成装置用チューブ |
| JP2024120012A (ja) * | 2018-08-27 | 2024-09-03 | グンゼ株式会社 | 画像形成装置用チューブ |
| JP7765889B2 (ja) | 2018-08-27 | 2025-11-07 | グンゼ株式会社 | 画像形成装置用チューブ |
| JP2023059123A (ja) * | 2021-10-14 | 2023-04-26 | 富士フイルムビジネスイノベーション株式会社 | 無端ベルト、定着ベルト、定着装置、及び画像形成装置 |
| JP7782195B2 (ja) | 2021-10-14 | 2025-12-09 | 富士フイルムビジネスイノベーション株式会社 | 無端ベルト、定着ベルト、定着装置、及び画像形成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9335690B2 (en) | 2016-05-10 |
| US20150160596A1 (en) | 2015-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015114368A (ja) | ニップ部形成部材、及び該ニップ部形成部材を用いた定着装置 | |
| JP5822559B2 (ja) | 加圧ローラ、その加圧ローラを用いた像加熱装置、及びその加圧ローラの製造方法 | |
| JP6238654B2 (ja) | 加圧回転体、それを用いた画像加熱装置、画像形成装置、および加圧回転体の製造方法 | |
| JP6570339B2 (ja) | 定着用部材及び加圧ローラ | |
| US20150266055A1 (en) | Method for manufacturing pressure rotating member | |
| JP6312544B2 (ja) | ニップ部形成部材、画像加熱装置、及びニップ部形成部材の製造方法 | |
| JP6544993B2 (ja) | 定着用部材の製造装置 | |
| US20130011157A1 (en) | Heat fixing device | |
| JP2012234151A (ja) | 定着装置に用いるローラ、及びこのローラを備えた像加熱装置 | |
| JP7187193B2 (ja) | 定着装置 | |
| JP4371887B2 (ja) | 定着部材及び定着装置 | |
| JP2019008102A (ja) | 定着部材、これを用いた定着装置および画像形成装置、並びに定着部材の製造方法 | |
| JP5072381B2 (ja) | 定着装置及び画像形成装置 | |
| JP2018120064A (ja) | 電子写真用部材及び定着装置 | |
| US20190033762A1 (en) | Pressure roller, image heating device, and image forming apparatus | |
| JP4701316B2 (ja) | エンドレス金属ベルト、電子写真用エンドレスベルト、定着装置及び電子写真画像形成装置 | |
| JP2014142406A (ja) | 押圧部材、定着装置及び画像形成装置 | |
| JP2015114367A (ja) | 弾性ローラの製造方法、及び塗工装置 | |
| JP2019012171A (ja) | 定着部材、および加熱定着装置 | |
| JP2016024218A (ja) | ニップ部形成部材、定着装置、及びニップ部形成部材の製造方法 | |
| JP5264124B2 (ja) | 定着装置及びフィルム | |
| JP2019028182A (ja) | 定着ベルトおよび定着装置 | |
| JP2015102618A (ja) | 回転体、加圧体およびその製造方法並びに定着装置 | |
| JP5985026B2 (ja) | 加圧ローラ、及びこの加圧ローラの製造方法 | |
| JP6289236B2 (ja) | 電子写真用部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180327 |