JP2014055372A - クラフト紙 - Google Patents
クラフト紙 Download PDFInfo
- Publication number
- JP2014055372A JP2014055372A JP2012200916A JP2012200916A JP2014055372A JP 2014055372 A JP2014055372 A JP 2014055372A JP 2012200916 A JP2012200916 A JP 2012200916A JP 2012200916 A JP2012200916 A JP 2012200916A JP 2014055372 A JP2014055372 A JP 2014055372A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- kraft paper
- elongation
- jis
- kraft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Paper (AREA)
Abstract
【解決手段】ギャップフォーマー型抄紙機にて、JIS P8113に規定された縦方向の破断伸びが2.2%以上で横方向の破断伸びが4.0%以上であり、縦横の破断伸びの比(縦/横)が0.50以上となるように製造されたものであるクラフト紙。縦方向及び横方向の伸び特性及び強度特性、さらには伸びや強度について縦横のバランスに優れる。
【選択図】なし
Description
前記の特許文献1では実際にはオントップ型抄紙機が使用されており、また、特許文献2では長網型抄紙機が使用されている。しかし、これらの設備で抄紙したクラフト紙は、引張り強度や引裂き強度といった規格を満足したとしても、縦方向(以下縦と略)と横方向(以下横と略)の伸び及び縦横の強度のバランスが十分でなく、このクラフト紙が袋に加工され、セメント袋等に使用する場合に破袋を引き起こす可能性がある。
また、高濃度叩解してなるパルプを含有するパルプ原料を、ギャップフォーマー型抄紙機にて製造することにより、伸び特性や強度特性に優れるクラフト紙を提供することができることを見出した。
本発明では、袋に加工されて使用されたとき、破袋を引き起こすことが少ないクラフト紙として、縦方向及び横方向の破断伸びが関与することを見出した。袋内部から袋を押圧する力がかかる場合、袋の破断伸びが大であるほど、破袋しにくく、かつ、縦方向及び横方向の破断伸びの比(縦/横)によっても、破袋する可能性を低減できる。
そこで、クラフト紙に関しても破断伸びの向上が課題ではあったものの、抄紙時に紙には走行方向へ力がかかるため縦方向に紙は収縮しづらく、従来、クルパック等の紙の収縮装置を使用せずに縦方向の破断伸びを向上させることは難しいと考えられてきた。よって、縦方向に力がかかった場合、紙が破断しやすい状況であった。
本発明では、横方向の破断伸びをある程度以上に維持しつつ、縦方向の破断伸びを向上させることができた。縦横両方の破断伸びが高いため、どちらの方向に力がかかった場合にも、紙は破断しづらい。つまり、縦方向あるいは横方向どちらかの破断伸びが高いことだけでなく、縦と横の破断伸びの差が小さいことが重要であると考えられる。
比引張エネルギーとは、破断するまでに要する単位面積当たりのエネルギー量であり、縦横それぞれの値及び縦横の比がこの範囲であることにより、袋に加工されて使用された際に袋に大きな力がかかった場合でも、紙がエネルギーを吸収し、破袋を引き起こすことが少ない。
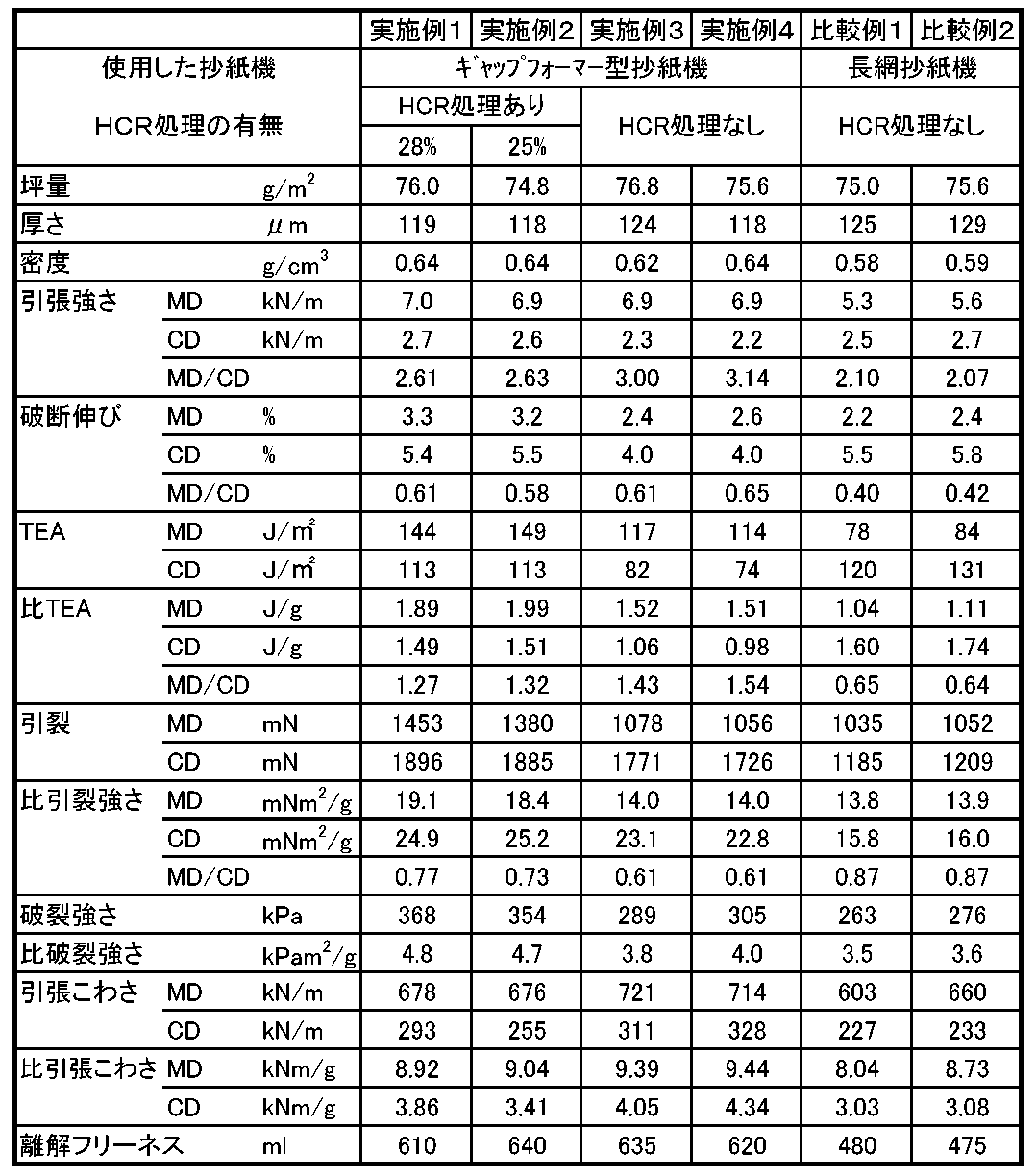
実施例1
ギャップフォーマー型抄紙機で抄速480m/分、J/W比116%、原料として28%の濃度で高濃度叩解した未晒針葉樹クラフトパルプを100%配合して、重袋用クラフト紙(基準坪量75g/m2)を抄造した。
原料パルプの高濃度叩解の濃度を25%とした以外は実施例1と同様に重袋用クラフト紙を抄造した。
高濃度叩解せず3.5%の濃度で叩解した未晒針葉樹クラフトパルプ100%を原料パルプとした以外は実施例1と同様に重袋用クラフト紙を抄造した。
長網抄紙機で抄速440m/分、J/W比98%、原料は実施例3、4と同じ濃度で叩解を行った未晒針葉樹クラフトパルプ100%を原料として重袋用クラフト紙を抄造した。
評価方法
JIS P8113:2006に規定された方法で測定した。
(比引張エネルギーの測定)
JIS P8113:2006に規定された方法で測定した。
(比引裂強さの測定)
JIS P−8116:2000に規定された方法で測定した。
(比破裂強さの測定)
JIS P−8112:2008に規定された方法で測定した。
(比引張こわさの測定)
ISO/DIS 1924−3:に規定された方法で測定した。
(離解フリーネスの測定)
JIS P8220:1998及びJIS P8121:1995にて規定する方法で測定した。
Claims (8)
- JIS P8113:2006に規定された縦方向の破断伸びが2.2%以上で横方向の破断伸びが4.0%以上であり、縦横の破断伸びの比(縦/横)が0.50以上であるクラフト紙。
- JIS P8113:2006に規定された縦方向の比引張エネルギー吸収量が1.5J/g以上で横方向の比引張エネルギー吸収量が0.6J/g以上であり、縦横の比引張エネルギーの比(縦/横)が1.05以上である請求項1に記載のクラフト紙。
- JIS P−8116:2000に規定された縦方向の比引裂強さが10.0mN・m2/g以上で横方向の比引裂強さが18.0mN・m2/g以上であり、縦横の比引裂強さの比(縦/横)の比が1.00以下である請求項1または2に記載のクラフト紙。
- JIS P−8112:2008に規定された比破裂強さが3.8kPa以上である請求項1〜3のいずれかに記載のクラフト紙。
- ISO/DIS 1924−3に規定された縦方向の比引張こわさが7.0kNm/g以上である請求項1〜4のいずれかに記載のクラフト紙。
- JIS P8220:1998の規定に従って離解したパルプをJIS P8121:1995にて規定する測定方法によって測定した離解フリーネスが500〜700mlである請求項1〜5のいずれかに記載のクラフト紙。
- 請求項1〜6に記載のクラフト紙の製造方法であって、ギャップフォーマー型抄紙機にて抄紙する、クラフト紙の製造方法。
- 高濃度叩解してなるパルプを含有するパルプ原料を用いる、請求項7に記載のクラフト紙の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012200916A JP6198376B2 (ja) | 2012-09-12 | 2012-09-12 | クラフト紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012200916A JP6198376B2 (ja) | 2012-09-12 | 2012-09-12 | クラフト紙 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014055372A true JP2014055372A (ja) | 2014-03-27 |
| JP6198376B2 JP6198376B2 (ja) | 2017-09-20 |
Family
ID=50612929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012200916A Active JP6198376B2 (ja) | 2012-09-12 | 2012-09-12 | クラフト紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6198376B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015012167A1 (ja) * | 2013-07-23 | 2015-01-29 | 王子ホールディングス株式会社 | クラフト紙及びクラフト紙の製造方法 |
| JP2016187168A (ja) * | 2015-03-27 | 2016-10-27 | パイオニア株式会社 | スピーカ用振動板、及び、スピーカ装置 |
| JP2017044623A (ja) * | 2015-08-28 | 2017-03-02 | 日本製紙株式会社 | 重包装用クラフト紙の破袋評価方法および重包装用クラフト紙 |
| JP2017523317A (ja) * | 2014-07-04 | 2017-08-17 | ビラールドコルスネス エービー | 袋用紙の製造 |
| JP2018059219A (ja) * | 2016-10-03 | 2018-04-12 | 大王製紙株式会社 | 補強紙用クラフト紙及び補強紙用クラフト紙の製造方法 |
| JP2020002512A (ja) * | 2018-06-29 | 2020-01-09 | 王子ホールディングス株式会社 | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 |
| JP2021188241A (ja) * | 2020-05-27 | 2021-12-13 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2022179386A (ja) * | 2021-05-21 | 2022-12-02 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP7392244B1 (ja) * | 2022-07-20 | 2023-12-06 | 日本製紙株式会社 | ヒートシール紙、および包装体 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220004197A (ko) | 2019-05-30 | 2022-01-11 | 오지 홀딩스 가부시키가이샤 | 크라프트지 및 크라프트지 백 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59187694A (ja) * | 1983-03-30 | 1984-10-24 | コッシュネス・インデュストリ・アーベー | クラフト紙の製造方法 |
| JPS60500504A (ja) * | 1983-01-31 | 1985-04-11 | パペツリ ド ガスコ−ニユ | 包装分野、特に紙袋製造に有用な改良された機械特性を有する繊維シ−トの作成法及びこれによつて得られた紙シ−ト |
| WO1999002772A1 (en) * | 1997-07-09 | 1999-01-21 | Assidomän AB | Kraft paper and method for making the same |
| JP2003336188A (ja) * | 2002-05-16 | 2003-11-28 | Nippon Paper Industries Co Ltd | オフセット印刷用新聞用紙 |
| JP2006089889A (ja) * | 2004-09-27 | 2006-04-06 | Daio Paper Corp | 重包装用クラフト紙およびその製造方法 |
| JP2007262603A (ja) * | 2006-03-28 | 2007-10-11 | Daio Paper Corp | クラフト紙袋の化粧紙または補強紙に用いられるクラフト紙 |
| WO2008123493A1 (ja) * | 2007-03-30 | 2008-10-16 | Nippon Paper Industries Co., Ltd. | 塗工原紙および塗工紙の製造方法 |
| JP2010111970A (ja) * | 2008-11-06 | 2010-05-20 | Daio Paper Corp | 紙 |
| JP2012219415A (ja) * | 2011-04-13 | 2012-11-12 | Marusumi Paper Co Ltd | 高白色高不透明度封筒用紙 |
-
2012
- 2012-09-12 JP JP2012200916A patent/JP6198376B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60500504A (ja) * | 1983-01-31 | 1985-04-11 | パペツリ ド ガスコ−ニユ | 包装分野、特に紙袋製造に有用な改良された機械特性を有する繊維シ−トの作成法及びこれによつて得られた紙シ−ト |
| JPS59187694A (ja) * | 1983-03-30 | 1984-10-24 | コッシュネス・インデュストリ・アーベー | クラフト紙の製造方法 |
| WO1999002772A1 (en) * | 1997-07-09 | 1999-01-21 | Assidomän AB | Kraft paper and method for making the same |
| JP2003336188A (ja) * | 2002-05-16 | 2003-11-28 | Nippon Paper Industries Co Ltd | オフセット印刷用新聞用紙 |
| JP2006089889A (ja) * | 2004-09-27 | 2006-04-06 | Daio Paper Corp | 重包装用クラフト紙およびその製造方法 |
| JP2007262603A (ja) * | 2006-03-28 | 2007-10-11 | Daio Paper Corp | クラフト紙袋の化粧紙または補強紙に用いられるクラフト紙 |
| WO2008123493A1 (ja) * | 2007-03-30 | 2008-10-16 | Nippon Paper Industries Co., Ltd. | 塗工原紙および塗工紙の製造方法 |
| JP2010111970A (ja) * | 2008-11-06 | 2010-05-20 | Daio Paper Corp | 紙 |
| JP2012219415A (ja) * | 2011-04-13 | 2012-11-12 | Marusumi Paper Co Ltd | 高白色高不透明度封筒用紙 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015012167A1 (ja) * | 2013-07-23 | 2015-01-29 | 王子ホールディングス株式会社 | クラフト紙及びクラフト紙の製造方法 |
| JP2017523317A (ja) * | 2014-07-04 | 2017-08-17 | ビラールドコルスネス エービー | 袋用紙の製造 |
| JP2016187168A (ja) * | 2015-03-27 | 2016-10-27 | パイオニア株式会社 | スピーカ用振動板、及び、スピーカ装置 |
| JP2017044623A (ja) * | 2015-08-28 | 2017-03-02 | 日本製紙株式会社 | 重包装用クラフト紙の破袋評価方法および重包装用クラフト紙 |
| JP2018059219A (ja) * | 2016-10-03 | 2018-04-12 | 大王製紙株式会社 | 補強紙用クラフト紙及び補強紙用クラフト紙の製造方法 |
| JP2020002512A (ja) * | 2018-06-29 | 2020-01-09 | 王子ホールディングス株式会社 | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 |
| JP7040323B2 (ja) | 2018-06-29 | 2022-03-23 | 王子ホールディングス株式会社 | キッチンペーパーロールおよびキッチンペーパーロールの製造方法 |
| JP2021188241A (ja) * | 2020-05-27 | 2021-12-13 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP2022179386A (ja) * | 2021-05-21 | 2022-12-02 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP7205654B2 (ja) | 2021-05-21 | 2023-01-17 | 王子ホールディングス株式会社 | ヒートシール紙、包装袋 |
| JP7392244B1 (ja) * | 2022-07-20 | 2023-12-06 | 日本製紙株式会社 | ヒートシール紙、および包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6198376B2 (ja) | 2017-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6198376B2 (ja) | クラフト紙 | |
| JP6600556B2 (ja) | クルパック紙 | |
| US11525215B2 (en) | Cellulose and cellulose ester film | |
| CN109803827B (zh) | 制造泡沫形成的纤维素纤维材料、片材和层压包装材料的方法 | |
| JP4803586B2 (ja) | クラフト紙袋の化粧紙または補強紙に用いられるクラフト紙 | |
| TWI589752B (zh) | 紙或板的纖維網及其製造方法 | |
| CN108699776B (zh) | 液体包装纸 | |
| EP3645411A1 (en) | Extensible paper and its use in the production of expanded slit packaging wrap and void fill products | |
| CZ297129B6 (cs) | Zpusob výroby kraftového papíru, kraftový papír vyrobený tímto zpusobem a ventilový pytel obsahující tento kraftový papír | |
| US20230250588A1 (en) | Containerboard products incorporating surface enhanced pulp fibers and making the same | |
| JP2013159866A (ja) | クラフト紙 | |
| JP2015124464A (ja) | クラフト紙 | |
| JP2017044623A (ja) | 重包装用クラフト紙の破袋評価方法および重包装用クラフト紙 | |
| JP4718153B2 (ja) | 重包装用クラフト紙およびその製造方法 | |
| JP6427618B2 (ja) | クラフト紙の製造方法 | |
| JP2015021209A (ja) | クラフト紙及びクラフト紙の製造方法 | |
| EP3540118B1 (en) | Fiber web machine and method of forming a multi-ply web | |
| JP6883399B2 (ja) | 補強紙用クラフト紙及び補強紙用クラフト紙の製造方法 | |
| JP5499912B2 (ja) | 重袋用包装用紙 | |
| CA3106584A1 (en) | Process for producing paper or paperboard, in particular label paper or paperboard suited for use as packaging material for beverage containers, and paper or paperboard produced by this process | |
| JP2023139401A (ja) | 紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20161104 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170207 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170808 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6198376 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |