JP2013503755A - 多層シート材料およびその製造方法 - Google Patents
多層シート材料およびその製造方法 Download PDFInfo
- Publication number
- JP2013503755A JP2013503755A JP2012526008A JP2012526008A JP2013503755A JP 2013503755 A JP2013503755 A JP 2013503755A JP 2012526008 A JP2012526008 A JP 2012526008A JP 2012526008 A JP2012526008 A JP 2012526008A JP 2013503755 A JP2013503755 A JP 2013503755A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- rubber
- multilayer sheet
- locally limited
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N10/00—Blankets or like coverings; Coverings for wipers for intaglio printing
- B41N10/02—Blanket structure
- B41N10/04—Blanket structure multi-layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N2210/00—Location or type of the layers in multi-layer blankets or like coverings
- B41N2210/02—Top layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N2210/00—Location or type of the layers in multi-layer blankets or like coverings
- B41N2210/14—Location or type of the layers in multi-layer blankets or like coverings characterised by macromolecular organic compounds
Landscapes
- Printing Plates And Materials Therefor (AREA)
- Laminated Bodies (AREA)
Abstract
Description
D1:独国実用新案第200 07 227 U1号明細書
D2:独国特許第689 19 783 T2号明細書
D3:独国特許出願公開第10 2004 023 316 A1号明細書
D4:欧州特許出願公開第1 504 921 A2号明細書
D5:国際公開第91/11330 A1号パンフレット
加硫物は、少なくとも1種類のゴム成分を含み、混合成分も含む、熱可塑性ではない加硫ゴム混合物である。特に挙げることができるゴム成分は、これらに限定されるものではないが:
エチレン−プロピレンゴム(EPM)
エチレン−プロピレンジエンゴム(EPDM)
ニトリルゴム(NBR)
(部分)水素化ニトリルゴム(HNBR)
フルオロゴム(FKM)
クロロプレンゴム(CR)
天然ゴム(NR)
スチレン−ブタジエンゴム(SBR)
イソプレンゴム(IR)
ブチルゴム(IIR)
ブロモブチルゴム(BIIR)
クロロブチルゴム(CIIR)
ブタジエンゴム(BR)
塩素化ポリエチレン(CM)
クロロスルホン化ポリエチレン(CSM)
ポリエピクロロヒドリン(ECO)
エチレン−酢酸ビニルゴム(EVA)
アクリレートゴム(ACM)
エチレン−アクリレートゴム(AEM)
である。
加硫物は、少なくとも1種類の熱可塑性成分と、少なくとも部分的に架橋した少なくとも1種類のゴム成分と、さらに混合成分とを含む熱可塑性加硫物である。
− たとえば加硫物でできている印刷層2;
− たとえばゴム混合物の発泡材料の形態である第1の圧縮性層3;
− たとえば織布でできている第1の補強層5;
− たとえばこの場合はゴム混合物中のプラスチックマイクロビーズの形態である第2の圧縮性層4;
− たとえば金属または金属−プラスチック複合材料でできている第2の補強層6。
− たとえば加硫物でできている印刷層14;
− たとえばゴム混合物中のプラスチックマイクロビーズの形態である第1の圧縮性層15;
− たとえば織布でできている第1の補強層17;
− たとえばゴム混合物の発泡材料の形態である第2の圧縮性層16;
− たとえばこの場合は織布または金属または金属−プラスチック複合材料でできている第2の補強層18。
− たとえば加硫物でできている印刷層21;
− 第1の圧縮性層22;
− たとえば織布でできている第1の補強層24;
− たとえばゴム混合物中のプラスチックマイクロビーズ、または発泡プラスチック箔の形態である第2の圧縮性層23;
− たとえば金属または金属−プラスチック複合材料でできている第2の補強層25。
(説明の一部)
1 多層シート状構造(印刷用ブランケット)
2 印刷層
3 第1の圧縮性層
4 第2の圧縮性層
5 第1の補強層
6 第2の補強層(金属)
7 局所的に限定されたコーティング
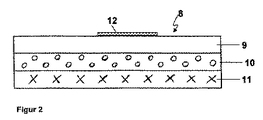
8 多層シート状構造(印刷用ブランケット)
9 印刷層
10 圧縮性層
11 補強層
12 局所的に限定されたコーティング
13 多層シート状構造(印刷用ブランケット)
14 印刷層
15 第1の圧縮性層
16 第2の圧縮性層
17 第1の補強層
18 第2の補強層
19 局所的に限定されたコーティング
20 多層シート状構造(印刷用ブランケット)
21 印刷層
22 第1の圧縮性層
23 第2の圧縮性層
24 第1の補強層
25 第2の補強層(金属)
26 第2の補強層の保護箔
27 局所的に限定されたコーティング
28 印刷版
29 印刷用ブランケット
30 印刷用ブランケットの版胴
31 印刷版の版胴
32 印刷される媒体
Claims (25)
- − ポリマー材料でできた印刷層(2、9、14、21)と、
− 少なくとも1つの圧縮性層(3、4、10、15、16、22、23)と、
− 少なくとも1つの補強層(5、6、11、17、18、24、25)と
を有し、
前記個々の層を合わせたものが接合複合材料を形成する、印刷用ブランケットの形態の多層シート状構造(1、8、13、20、29)であって、
前記印刷層(2、9、14、21)には、局所的に限定された方法で、前記印刷層(2、9、14、21)の少なくとも1つの位置において、前記局所的に限定された位置におけるインキの転写を完全に防止する追加のコーティング(7、12、19、27)が提供され、前記追加のコーティング(7、12、19、27)が、少なくとも1種類の樹脂および/または少なくとも1種類のラッカーおよび/または少なくとも1種類のポリマーで構成される
ことを特徴とする、多層シート状構造。 - オフセット印刷に使用されることを特徴とする、請求項1に記載の多層シート状構造。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が少なくとも1種類のポリマーで構成されることを特徴とする、請求項1または2に記載の多層シート状構造。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が少なくとも1種類のシリコーンポリマーおよび/または少なくとも1種類のフルオロポリマーで構成されることを特徴とする、請求項1〜3のいずれか1項に記載の多層シート状構造。
- 1つの補強層(11)が存在する場合、前記補強層が少なくとも1種類の金属または1種類の金属−プラスチック複合材料で構成されることを特徴とする、請求項1〜4のいずれか1項に記載の多層シート状構造。
- 複数の補強層(5、6、17、18、24、25)が存在する場合、少なくとも1つの補強層(6、25)が少なくとも1種類の金属または1種類の金属−プラスチック複合材料で構成されることを特徴とする、請求項1〜4のいずれか1項に記載の多層シート状構造。
- 少なくとも一番下の補強層(6、25)が、金属または金属−プラスチック複合材料で構成されることを特徴とする、請求項6に記載の多層シート状構造。
- 前記補強層(6、25)の前記金属が、鉄、あるいは高規格またはその他の鋼、あるいはアルミニウムまたはアルミニウムと他の元素との組み合わせであることを特徴とする、請求項5〜7のいずれか1項に記載の多層シート状構造。
- 前記印刷層(2、9、14、21)の前記ポリマー材料が加硫物であることを特徴とする、請求項1から8のいずれか1項に記載の多層シート状構造。
- 前記加硫物が、少なくとも1種類のゴム成分を含み、混合成分も含む、熱可塑性ではない加硫ゴム混合物であることを特徴とする、請求項9に記載の多層シート状構造。
- 前記ゴム成分が、エチレン−プロピレンゴム(EPM)、エチレン−プロピレン−ジエンゴム(EPDM)、ニトリルゴム(NBR)、(部分)水素化ニトリルゴム(HNBR)、クロロプレンゴム(CR)、天然ゴム(NR)、スチレン−ブタジエンゴム(SBR)、イソプレンゴム(IR)、ブチルゴム(IIR)、ブロモブチルゴム(BIIR)、クロロブチルゴム(CIIR)、ブタジエンゴム(BR)、塩素化ポリエチレン(CM)、クロロスルホン化ポリエチレン(CSM)、ポリエピクロロヒドリン(ECO)、エチレン−酢酸ビニルゴム(EVA)、アクリレートゴム(ACM)、またはエチレン−アクリレートゴム(AEM)であり、前記種類のゴムが、ブレンドせずに、またはブレンド中で使用されることを特徴とする、請求項10に記載の多層シート状構造。
- 前記ゴム成分がEPM、EPDM、SBR、BR、CR、NR、HNBR、またはNBRであることを特徴とする、請求項11に記載の多層シート状構造。
- 前記加硫物が、少なくとも1種類の熱可塑性成分と、少なくとも部分的に架橋している少なくとも1種類のゴム成分と、さらに混合成分とを含む熱可塑性加硫物であることを特徴とする、請求項9に記載の多層シート状構造。
- 前記熱可塑性成分がポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)、ポリアミド(PA)、またはポリエステル(PES)であることを特徴とする、請求項13に記載の多層シート状構造。
- 前記ゴム成分がEPM、EPDM、SBR、BR、CR、NR、HNBR、またはNBRであることを特徴とする、請求項13または14に記載の多層シート状構造。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が前記印刷層(2、9、14、21)中まで浸透することを特徴とする、請求項1〜15のいずれか1項に記載の多層シート状構造。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が前記印刷層(2、9、14、21)中に浸透する深さが、前記印刷層(2、9、14、21)の厚さの最大1/5であることを特徴とする、請求項16に記載の多層シート状構造。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が前記印刷層(2、9、14、21)中に浸透する深さが、前記印刷層(2、9、14、21)の厚さの最大1/10であることを特徴とする、請求項17に記載の多層シート状構造。
- ポリマー材料でできた印刷層(2、9、14、21)と、少なくとも1つの圧縮性層(3、4、10、15、16、22、23)と、少なくとも1つの補強層(5、6、11、17、18、24、25)とを有し、前記個々の層を合わせたものが接合複合材料を形成する印刷用ブランケットの形態の多層シート状構造(1、8、13、20、29)の製造方法であって、
局所的に限定された追加のコーティング(7、12、19、27)が多層シート状構造(1、8、13、20、29)の前記印刷層(2、9、14、21)に塗布し、次に前記局所的に限定された追加のコーティング(7、12、19、27)を乾燥させることを特徴とする方法。 - 前記局所的に限定された追加のコーティング(7、12、19、27)が、少なくとも1種類のシリコーンポリマーおよび/または少なくとも1種類のフルオロポリマーで構成されることを特徴とする、請求項19に記載の方法。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が前記印刷層(2、9、14、21)中まで浸透することを特徴とする、請求項18または20に記載の方法。
- 前記局所的に限定された追加のコーティング(7、12、19、27)が、塗り広げまたは吹き付けによって塗布されることを特徴とする、請求項19〜21のいずれか1項に記載の方法。
- 前記局所的に限定された追加のコーティング(7、12、19、27)の前記乾燥が、室温において空気中で行われることを特徴とする、請求項19〜22のいずれか1項に記載の方法。
- 加硫可能なポリマー材料でできた印刷層(2、9、14、21)が使用される場合、前記加硫可能なポリマー材料が、前記局所的に限定されたコーティング(7、12、19、27)を塗布する前に、完全にまたはある程度まで加硫していることを特徴とする、請求項19〜23のいずれか1項に記載の方法。
- 前記多層シート状構造(1、8、13、20)のの前記少なくとも1つの補強層(5、6、11、17、18、24、25)が、金属または金属−プラスチック複合材料であることを特徴とする、請求項19〜24のいずれか1項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009043921.8 | 2009-09-01 | ||
| DE102009043921A DE102009043921A1 (de) | 2009-09-01 | 2009-09-01 | Mehrschichtiges Flächengebilde und Verfahren zu dessen Herstellung |
| PCT/EP2010/062020 WO2011026731A1 (de) | 2009-09-01 | 2010-08-18 | Mehrschichtiges flächengebilde und verfahren zu dessen herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013503755A true JP2013503755A (ja) | 2013-02-04 |
| JP2013503755A5 JP2013503755A5 (ja) | 2013-09-19 |
Family
ID=42732176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012526008A Pending JP2013503755A (ja) | 2009-09-01 | 2010-08-18 | 多層シート材料およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20120204746A1 (ja) |
| EP (1) | EP2473358B1 (ja) |
| JP (1) | JP2013503755A (ja) |
| BR (1) | BR112012004509A2 (ja) |
| DE (1) | DE102009043921A1 (ja) |
| WO (1) | WO2011026731A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018094753A (ja) * | 2016-12-09 | 2018-06-21 | 藤倉ゴム工業株式会社 | 印刷用ブランケット |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR102012016393A2 (pt) | 2012-07-02 | 2015-04-07 | Rexam Beverage Can South America S A | Dispositivo de impressão em latas, processo de impressão em latas, lata impressa e blanqueta |
| ES2842224T3 (es) | 2013-06-11 | 2021-07-13 | Ball Corp | Procedimiento de impresión usando placas de fotopolímero blando |
| US9555616B2 (en) | 2013-06-11 | 2017-01-31 | Ball Corporation | Variable printing process using soft secondary plates and specialty inks |
| US10086602B2 (en) | 2014-11-10 | 2018-10-02 | Rexam Beverage Can South America | Method and apparatus for printing metallic beverage container bodies |
| ES2734983T3 (es) | 2014-12-04 | 2019-12-13 | Ball Beverage Packaging Europe Ltd | Aparato de impresión |
| US20170274694A1 (en) * | 2016-03-24 | 2017-09-28 | Saint-Gobain Performance Plastics Corporation | Printable fabric |
| US10549921B2 (en) | 2016-05-19 | 2020-02-04 | Rexam Beverage Can Company | Beverage container body decorator inspection apparatus |
| US11034145B2 (en) | 2016-07-20 | 2021-06-15 | Ball Corporation | System and method for monitoring and adjusting a decorator for containers |
| CN109476150B (zh) | 2016-07-20 | 2021-07-02 | 鲍尔公司 | 用于对齐装饰器的墨件的系统和方法 |
| EP3496952B1 (en) | 2016-08-10 | 2024-05-29 | Ball Corporation | Method and apparatus of decorating a metallic container by digital printing to a transfer blanket |
| US10739705B2 (en) | 2016-08-10 | 2020-08-11 | Ball Corporation | Method and apparatus of decorating a metallic container by digital printing to a transfer blanket |
| US11999178B2 (en) | 2019-01-11 | 2024-06-04 | Ball Coporation | Closed-loop feedback printing system |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55100187A (en) * | 1979-01-29 | 1980-07-30 | Toyo Shigyo Kk | Preventing method for thickening of rule line in dry offset printing using letterpress block |
| JPH0412895A (ja) * | 1990-05-02 | 1992-01-17 | Fujikura Rubber Ltd | 印刷用ブランケットの表面改質用組成物および表面改質方法 |
| JPH07195810A (ja) * | 1993-12-29 | 1995-08-01 | Toppan Printing Co Ltd | オフセット印刷法 |
| JPH1178282A (ja) * | 1997-09-12 | 1999-03-23 | Sumitomo Rubber Ind Ltd | 印刷用ブランケット |
| JP2000006543A (ja) * | 1998-06-23 | 2000-01-11 | Sumitomo Rubber Ind Ltd | 印刷用ブランケット |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4812357A (en) * | 1988-09-23 | 1989-03-14 | W. R. Grace & Co.-Conn. | Printing blanket |
| IT1238678B (it) | 1990-01-26 | 1993-09-01 | Reeves Spa | Tessuto per rivestimento di cilindri di un impianto di stampa, avente bassa affinita' per l'inchiostro |
| DE19648494C2 (de) | 1996-11-22 | 2002-03-07 | Novurania S P A | Drucktuch für Offsetdruck |
| JP2000118164A (ja) * | 1998-10-14 | 2000-04-25 | Kinyosha Co Ltd | オフセット印刷用ブランケット及びその製造方法 |
| DE50015754D1 (de) | 1999-02-15 | 2009-11-12 | Polyone Corp | Verfahren zur Herstellung eines thermoplastischen Vulkanisats |
| DE20007227U1 (de) | 2000-04-20 | 2001-05-23 | ContiTech Elastomer-Beschichtungen GmbH, 30165 Hannover | Drucktuch zur Verwendung auf Druckzylindern für insbesondere Offset-Druckmaschinen |
| US6899029B2 (en) * | 2002-02-14 | 2005-05-31 | Reeves, S.P.A. | Multi-layered gapped cylindrical printing blanket |
| DE10336765A1 (de) | 2003-08-08 | 2005-03-24 | Contitech Elastomer-Beschichtungen Gmbh | Drucktuch und Verfahren zu seiner Herstellung |
| US8904931B2 (en) * | 2003-11-10 | 2014-12-09 | Day International, Inc. | Printing blanket construction and method of making |
| DE102004023316A1 (de) | 2004-05-07 | 2005-12-08 | Koenig & Bauer Ag | Drucktuch mit einer formstabilen Trägerplatte, ein Verfahren zur Herstellung eines solchen Drucktuches sowie ein Druckwerk für eine Druckmaschine ohne Feuchtwerk |
| US8783178B2 (en) * | 2005-11-09 | 2014-07-22 | Day International, Inc. | Printing blanket including a non-extensible backing layer and a relief area which may be mounted in a variety of lockup mechanisms |
| JP2008142956A (ja) * | 2006-12-07 | 2008-06-26 | Nec Lcd Technologies Ltd | 印刷版及びその製造方法並びに液晶表示装置 |
-
2009
- 2009-09-01 DE DE102009043921A patent/DE102009043921A1/de not_active Withdrawn
-
2010
- 2010-08-18 JP JP2012526008A patent/JP2013503755A/ja active Pending
- 2010-08-18 EP EP10745221.1A patent/EP2473358B1/de not_active Not-in-force
- 2010-08-18 BR BR112012004509A patent/BR112012004509A2/pt not_active IP Right Cessation
- 2010-08-18 WO PCT/EP2010/062020 patent/WO2011026731A1/de active Application Filing
-
2012
- 2012-03-01 US US13/409,681 patent/US20120204746A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55100187A (en) * | 1979-01-29 | 1980-07-30 | Toyo Shigyo Kk | Preventing method for thickening of rule line in dry offset printing using letterpress block |
| JPH0412895A (ja) * | 1990-05-02 | 1992-01-17 | Fujikura Rubber Ltd | 印刷用ブランケットの表面改質用組成物および表面改質方法 |
| JPH07195810A (ja) * | 1993-12-29 | 1995-08-01 | Toppan Printing Co Ltd | オフセット印刷法 |
| JPH1178282A (ja) * | 1997-09-12 | 1999-03-23 | Sumitomo Rubber Ind Ltd | 印刷用ブランケット |
| JP2000006543A (ja) * | 1998-06-23 | 2000-01-11 | Sumitomo Rubber Ind Ltd | 印刷用ブランケット |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018094753A (ja) * | 2016-12-09 | 2018-06-21 | 藤倉ゴム工業株式会社 | 印刷用ブランケット |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112012004509A2 (pt) | 2016-03-29 |
| EP2473358A1 (de) | 2012-07-11 |
| US20120204746A1 (en) | 2012-08-16 |
| EP2473358B1 (de) | 2013-05-15 |
| WO2011026731A1 (de) | 2011-03-10 |
| DE102009043921A1 (de) | 2011-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013503755A (ja) | 多層シート材料およびその製造方法 | |
| CN100371380C (zh) | 多层制品及其制造方法 | |
| US20120103216A1 (en) | Multiple-layer flat structure in the form of a printing blanket or a printing plate for flexographic and letterpress printing with laser engraving | |
| KR100927514B1 (ko) | 4-메틸-1-펜텐계 중합체를 포함하는 적층체 및 이것으로이루어진 이형 필름 | |
| JP2005525681A5 (ja) | ||
| JP2011236733A (ja) | 非ビニル弾性床製品およびその作製方法 | |
| KR101628483B1 (ko) | 전극막 접합체의 제조방법 | |
| JP4388476B2 (ja) | 印刷ブランケット、印刷ブランケット及びブランケット胴の腐食及び摩損を減少させる方法 | |
| CN1302917C (zh) | 氟聚合物制品 | |
| CN105143333B (zh) | 金属表面粘合性橡胶组合物、橡胶组合物金属积层体、硫化橡胶产品和硫化橡胶产品的制造方法 | |
| US20070079715A1 (en) | Offset lithographic printing press having seamed sleeved printing blanket | |
| JP2013503755A5 (ja) | ||
| WO2005027248A1 (ja) | 燃料電池用セパレータ | |
| JP6998906B2 (ja) | 熱可塑性樹脂組成物およびその製造方法 | |
| JP2003103552A5 (ja) | ||
| JP4090140B2 (ja) | パーフルオロエラストマー積層金属およびその製造法 | |
| JP2009241410A (ja) | 離型フィルム | |
| DK2650119T3 (en) | Coatings with structural sound insulating properties, especially for surfaces made of wood materials | |
| WO2008032862B1 (en) | Electrolyte electrode assembly and method for producing the same | |
| JP5910836B2 (ja) | オフセット印刷機のブランケットシリンダのブランケットのアンダーブランケット | |
| JP4906569B2 (ja) | 燃料ホース及びその製造方法 | |
| KR20230117759A (ko) | 복합체 제조를 위한 플루오로엘라스토머로 피복된 엘라스토머 | |
| JP5610705B2 (ja) | ガスケット | |
| JP3436474B2 (ja) | アンダーブランケット | |
| US20160281852A1 (en) | Laminate Gasket with Woven Core |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130726 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130726 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141029 |