JP2012024926A - 回転切削用インサートアセンブリ及びその使用方法 - Google Patents
回転切削用インサートアセンブリ及びその使用方法 Download PDFInfo
- Publication number
- JP2012024926A JP2012024926A JP2011243424A JP2011243424A JP2012024926A JP 2012024926 A JP2012024926 A JP 2012024926A JP 2011243424 A JP2011243424 A JP 2011243424A JP 2011243424 A JP2011243424 A JP 2011243424A JP 2012024926 A JP2012024926 A JP 2012024926A
- Authority
- JP
- Japan
- Prior art keywords
- cutting insert
- tool holder
- workpiece
- cutting
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 338
- 238000000034 method Methods 0.000 title claims abstract description 22
- 239000000314 lubricant Substances 0.000 claims description 16
- 238000003754 machining Methods 0.000 claims description 16
- 239000012530 fluid Substances 0.000 claims description 11
- 230000017525 heat dissipation Effects 0.000 claims description 2
- 239000003779 heat-resistant material Substances 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 239000002699 waste material Substances 0.000 claims description 2
- 230000000717 retained effect Effects 0.000 claims 3
- 230000002708 enhancing effect Effects 0.000 abstract 1
- 230000007246 mechanism Effects 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 238000005555 metalworking Methods 0.000 description 9
- 230000001050 lubricating effect Effects 0.000 description 8
- 238000013461 design Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- -1 cemented carbide Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910001026 inconel Inorganic materials 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/40—Expansion mandrels
- B23B31/4006—Gripping the work or tool by a split sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
- B23B27/12—Cutting tools with special provision for cooling with a continuously-rotated circular cutting edge; Holders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/02—Thread cutting; Automatic machines specially designed therefor on an external or internal cylindrical or conical surface, e.g. on recesses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0438—Octagonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0461—Round
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/081—Rake or top surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/161—Supporting or bottom surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/204—Top or side views of the cutting edge with discontinuous cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/042—Collets of known configuration, i.e. devices using a collet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2265/00—Details of general geometric configurations
- B23B2265/16—Elliptical
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T279/00—Chucks or sockets
- Y10T279/16—Longitudinal screw clamp
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/14—Cutters, for shaping with means to apply fluid to cutting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1934—Rotary cutting tool including holder [i.e., head] having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/1938—Wedge clamp element
- Y10T407/194—Resilient clamp jaw
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2282—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder including tool holding clamp and clamp actuator
- Y10T407/2286—Resiliently biased clamp jaw
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303976—Milling with means to control temperature or lubricate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/304536—Milling including means to infeed work to cutter
- Y10T409/305544—Milling including means to infeed work to cutter with work holder
- Y10T409/305656—Milling including means to infeed work to cutter with work holder including means to support work for rotation during operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/309352—Cutter spindle or spindle support
- Y10T409/309408—Cutter spindle or spindle support with cutter holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2529—Revolvable cutter heads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Turning (AREA)
Abstract
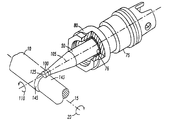
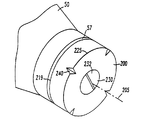
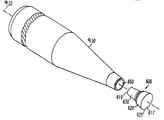
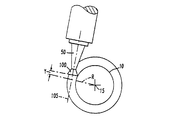
【解決手段】アセンブリは、本体から成り、内部を通って延びる中心軸を有する切削用インサートと、切削用インサートが取り付けられた回転可能なツールホルダと、から成り、切削用インサートがツールホルダの第1端部に保持され、ツールホルダの第2端部がドライバにより回転されるスピンドルに保持され、ツールホルダが第1端部及び第2端部の間においては支持されておらず、切削用インサートの底面が、底面から延出する突起を有し、突起が、ツールホルダの凹部と嵌合可能であり、切削用インサートが回転可能なツールホルダに対して付勢されると、切削用インサートとツールホルダとが積極結合され、切削用インサートが回転方向にツールホルダに保持される。
【選択図】図1
Description

Claims (44)
- a)本体から成り、内部を通って延びる中心軸を有する切削用インサートであって、前記中心軸を中心に前記切削用インサートを回転することで工作物の機械加工を行い、前記本体が、
1)頂面及び底面と、
2)前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、
3)前記少なくとも1つの側部と前記頂面との交差部の全体に沿って延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周の全体が1つの平面上にある切削刃と、
を有する、切削用インサートと、
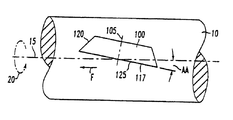
b)前記切削用インサートが取り付けられた回転可能なツールホルダであって、前記中心軸を中心に前記切削用インサートを所定の回転速度で回転させ、前記機械加工中に前記切削刃を付勢して前記工作物に対して連続的に接触させる、ツールホルダと、
から成る、アセンブリであって、
c)前記切削用インサートが前記ツールホルダの第1端部に保持され、前記ツールホルダの第2端部がドライバにより回転されるスピンドルに保持され、前記ツールホルダが前記第1端部及び前記第2端部の間においては支持されておらず、
d)前記切削用インサートの前記底面が、前記底面から延出する突起を有し、前記突起が、前記ツールホルダの凹部と嵌合可能であり、前記切削用インサートが前記回転可能なツールホルダに対して付勢されると、前記切削用インサートと前記ツールホルダとが積極結合され、前記切削用インサートが回転方向に前記ツールホルダに保持される、
アセンブリ。 - 前記スピンドルが、前記切削用インサートを回転させる前記ツールホルダを回転させる、請求項1に記載のアセンブリ。
- 前記スピンドルが、前記スピンドルを回転させることのできる工作機械に取り付けられるように構成された、請求項2に記載のアセンブリ。
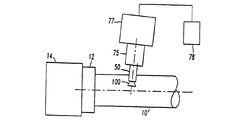
- 前記スピンドルを回転させる前記ドライバと、前記ドライバに接続されたコントローラをさらに含み、前記コントローラが、閉ループ・フィードバックを有して前記工作物に対する前記スピンドルの回転速度を監視して制御する、請求項2に記載のアセンブリ。
- 前記コントローラが、前記工作物の回転を監視し制御して、前記工作物の速度を前記スピンドルの速度に直接的に関係させるように構成された、請求項4に記載のアセンブリ。
- 前記切削用インサートが前記ツールホルダに対して付勢されて、前記切削用インサートと前記ツールホルダとが摩擦結合され、前記ツールホルダの回転が前記切削用インサートに伝達される、請求項1に記載のアセンブリ。
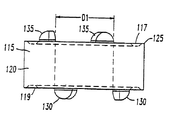
- 前記切削用インサートが、前記底面の前記突起と同一の突起を前記頂面にさらに含むことによって、反転可能であって、どちらの位置においても前記ツールホルダによって確実駆動され得る、請求項1に記載のアセンブリ。
- 前記切削用インサートの前記頂面から延出する屑制御突起をさらに含む、請求項1に記載のアセンブリ。
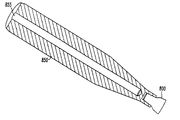
- 前記切削用インサートが、楕円形状であり、前記工作物をその断面が非円形となるように成形する、請求項1に記載のアセンブリ。
- 前記切削用インサートが、前記切削用インサートの周辺部周囲にある前記切削刃を断続する少なくとも1つの切欠きを有して、工作物を断続切削する、請求項1に記載のアセンブリ。
- 前記切削用インサートの中心を通って延びるボアをさらに含み、ねじ溝付きねじが、前記ボアを通って延び、前記ツールホルダのねじ溝付きボアと螺合することによって、前記切削用インサートが前記ツールホルダに保持される、請求項1に記載のアセンブリ。
- 前記ツールホルダから延びるコレットと、前記切削用インサートの中心を通って延びるボアとをさらに含み、前記切削用インサートを通って延びる前記ボアに前記コレットを保持することによって、前記切削用インサートが前記ツールホルダに保持される、請求項1に記載のアセンブリ。
- 前記ツールホルダが、耐熱性材料からできている、請求項1に記載のアセンブリ。
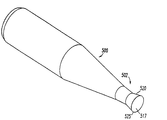
- 前記切削用インサートが、前記ツールホルダを通って延びるボアと嵌合可能な截頭円錐形側部を有する、請求項1に記載のアセンブリ。
- 前記切削用インサートの前記側部が、前記ツールホルダの前記ボアと摩擦嵌合する、請求項14に記載のアセンブリ。
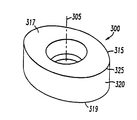
- 前記ボアが前記切削用インサートの長さにわたって延びることによって、潤滑剤通路が形成される、請求項14に記載のアセンブリ。
- 前記切削用インサートの頂部における前記ボアが、上方に広がった円錐形のテーパ部を有し、潤滑剤が工作物に拡散される、請求項16に記載のアセンブリ。
- ボアが前記ツールホルダ内部を延びると共に完全に閉鎖されており、流体が前記ボアを部分的に満たすことによって、前記ツールホルダの動きが前記流体を攪拌し、これにより、前記ツールホルダにわたってより均一に熱が分散されて、熱放散が高まる、請求項1に記載のアセンブリ。
- コレットが前記ツールホルダ内部に取り付けられ、前記切削用インサートが前記コレットを介して前記ツールホルダに保持される、請求項1に記載のアセンブリ。
- a)前記切削用インサートの前記本体が、前記中心軸に沿って延び、内径を備えた内壁を定める、ボアを有し、
b)前記コレットが、長手方向軸と位置合わせされ、前記ツールホルダ内部に回転しないように保持されて前記ツールホルダから突出すると共に、内側ねじ切りボアと、前記切削用インサートの前記ボアの最大内径よりも小さい最大外径とを有し、
c)取り付けボルトが、前記コレットの前記内側ねじ切りボアに、螺合により保持可能であり、
d)前記切削用インサートが、前記切削用インサートの前記ボアの前記内壁内部を延びる前記コレットの外壁上に取り付けられ、前記取り付けボルトが締め付けられて、前記コレットの前記外壁が、拡張して前記切削用インサートの前記ボアの前記内壁に対して保持される、
請求項19に記載のアセンブリ。 - 前記コレットが一定の外径を有して、円形である、請求項20に記載のアセンブリ。
- 前記コレットの外径が一定でなく、非円形である、請求項20に記載のアセンブリ。
- 前記コレットの外径が一定でなく、楕円形である、請求項22に記載のアセンブリ。
- 前記コレットが、取り外し可能に前記ツールホルダ内部に保持される、請求項19に記載のアセンブリ。
- 本体を有し、前記本体が頂面及び底面と、前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、前記少なくとも1つの側部と前記頂面との交差部の全体に延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周の全体が1つの平面上にある切削刃と、前記頂面及び前記底面を通って延びる中心軸とを備える、切削用インサートを用い、
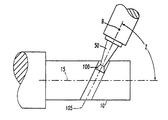
a)前記切削用インサートを前記ツールホルダの第1端部に保持し、前記ツールホルダの第2端部を回転駆動されるスピンドルに保持するステップであって、前記ツールホルダが前記第1端部及び前記第2端部の間において支持されていない、ステップと、
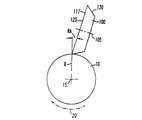
b)前記中心軸と回転する工作物の長手方向軸とが角度を成すように、前記切削用インサートを位置合わせするステップと、
c)ドライバの回転により、前記切削用インサートを、前記切削用インサートの前記中心軸を中心に所定の速度で回転させるステップと、
d)前記ドライバにより前記切削用インサートが回転する際に、前記機械加工中に前記ドライバが前記切削用インサートの切削刃を付勢して前記工作物に対して連続的に接触させる、ステップと、
を含む、機械加工方法。 - 前記切削用インサートが、前記工作物の回転速度以上の速度で回転される、請求項25に記載の方法。
- 前記切削用インサートが、前記工作物の回転速度よりも遅い速度で回転される、請求項25に記載の方法。
- 前記切削用インサートが、所定の速度で回転される、請求項25に記載の方法。
- 前記所定の速度が、変更可能である、請求項28に記載の方法。
- 前記所定の速度が、前記回転する工作物の速度とは独立している、請求項28に記載の方法。
- 前記切削用インサートが、前記回転する工作物の速度に正比例する速度で回転する、請求項25に記載の方法。
- 前記切削用インサートの前記中心軸が、前記切削用インサートが前記工作物と接触する地点で、前記工作物の外面の接線に対して非平行に方向付けられると共に、前記切削用インサートが、前記回転する工作物が前記切削用インサートを回転させる方向とは逆の回転方向に駆動される、請求項25に記載の方法。
- 前記切削用インサートの前記中心軸が、前記切削用インサートが前記工作物と接触する地点で、前記工作物の外面の接線に対して非平行に方向付けられると共に、前記切削用インサートが、前記回転する工作物が前記切削用インサートを回転させる方向と同じ回転方向に駆動される、請求項25に記載の方法。
- 前記切削用インサートの前記頂面が非円形であり、
前記切削用インサートの回転を前記工作物の回転と同期させて、前記工作物の断面を非円形に加工するステップをさらに含む、請求項25に記載の方法。 - 内部を通って延びる中心軸を有する本体から成る切削用インサートであって、前記切削用インサートは、前記中心軸を中心に回転することで工作物の機械加工を行い、
a)頂面及び底面と、
b)前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、
c)前記少なくとも1つの側部と前記頂面との交差部の全体に沿って延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周が1つの平面上にある、切削刃と、
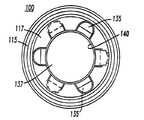
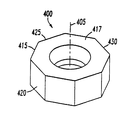
d)前記頂面から延出すると共に前記切削刃から内側に離間されている少なくとも1つの突起であって、前記切削用インサートが旋盤作業において用いられると共に、前記中心軸を中心に回転されて回転する工作物に対して用いられる場合に、チップ・ブレーカとして機能すると共に、前記ツールホルダの凹部に保持される突出部として機能する、突起と、
を有し、
前記少なくとも1つの突起は前記切削刃の1つの平面上に延び、前記突起の各々が前記切削用インサートの軸と前記切削刃の内側に延びる周辺凹部との間に位置される、
切削用インサート。 - 前記少なくとも1つの突起が、前記切削用インサートの中心線の周囲に等角度で離間された少なくとも2つの突起から成る、請求項35に記載の切削用インサート。
- 前記切削刃が円形をした、請求項35に記載の切削用インサート。
- a)本体から成り、内部を通って延びる中心軸を有する切削用インサートであって、前記本体が、
1)頂面及び底面と、
2)前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、
3)前記少なくとも1つの側部と前記頂面との交差部の全体に沿って延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周の全体が1つの平面上にある切削刃と、
を有する、切削用インサートと、
b)前記切削用インサートが取り付けられた回転可能なツールホルダであって、前記中心軸を中心に前記切削用インサートを所定の回転速度で回転させ、前記機械加工中に前記切削刃を付勢して前記工作物に対して連続的に接触させる、ツールホルダと、
から成る、アセンブリであって、
c)前記切削用インサートが、前記ツールホルダを通って延びるボアと嵌合可能な截頭円錐形側部を有し、
d)前記ボアが前記切削用インサートの長さにわたって延びることによって、潤滑剤通路が形成され、前記切削用インサートの頂部における前記ボアが、上方に広がった均一な円錐形のテーパ部を有し、潤滑剤が前記ボアから均一に工作物に拡散される、
アセンブリ。 - a)本体から成り、内部を通って延びる中心軸を有し、回転する工作物を機械加工する切削用インサートであって、前記本体が、
1)頂面及び底面と、
2)前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、
3)前記少なくとも1つの側部と前記頂面との交差部の全体に沿って延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周の全体が1つの平面上にある切削刃と、
を有する、切削用インサートと、
b)前記切削用インサートが取り付けられたツールホルダであって、前記ツールホルダが旋盤に取り付けられ、前記機械加工中に前記切削刃を付勢して前記工作物に対して連続的に接触させる、ツールホルダと、
c)前記中心軸を中心に前記ツールホルダおよび前記切削用インサートを回転させるツールホルダドライバであって、前記ツールホルダドライバは前記工作物の回転と独立している、ツールホルダドライバと、
から成る、アセンブリ。 - 前記切削刃は、前記少なくとも1つの側部と前記頂面との交差部の全体の周囲に延びており、1つの平面上にある前記切削刃の円周を区画する、請求項39に記載のアセンブリ。
- 前記工作物は、長手方向軸を有し、前記旋盤に保持され、前記工作物は前記旋盤において前記長手方向軸を中心に回転されるように位置付けられる、請求項39に記載のアセンブリ。
- 本体を有し、前記本体が頂面及び底面と、前記頂面と前記底面との間に前記本体の全体の周囲に延びる少なくとも1つの側部と、前記少なくとも1つの側部と前記頂面との交差部の全体に延びる切削刃であって、前記切削刃の円周を区画し、前記切削刃の円周の全体が1つの平面上にある切削刃と、前記頂面及び前記底面を通って延びる中心軸とを備える、切削用インサートを用い、
a)前記切削用インサートを前記ツールホルダの第1端部に保持し、前記ツールホルダの第2端部を回転駆動されるスピンドルに保持するステップであって、前記ツールホルダが前記第1端部及び前記第2端部の間において支持されていない、ステップと、
b)前記中心軸と回転する工作物の長手方向軸とが0°ではない角度を成すように、前記切削用インサートを位置合わせするステップと、
c)前記長手方向軸を中心に工作物を回転させるステップと、
d)前記工作物の回転と独立しているツールホルダドライバにより、前記切削用インサートを、前記切削用インサートの前記中心軸を中心に回転させるステップと、
e)前記ドライバにより前記切削用インサートが回転する際に、前記機械加工中に前記ドライバが前記切削用インサートの切削刃を付勢して前記工作物に対して連続的に接触させる、ステップと、
を含む、工作物の機械加工方法。 - 前記切削刃は、前記本体の全体の周囲に延びており、1つの平面上にある前記切削刃の円周を区画する、請求項39に記載のアセンブリ。
- 前記切削用インサートは所定の速度で回転される、請求項42に記載の機械加工方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/653,712 US7156006B2 (en) | 2003-09-02 | 2003-09-02 | Method and assembly for rotating a cutting insert during a turning operation and inserts used therein |
| US10/653,712 | 2003-09-02 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006525348A Division JP2007504011A (ja) | 2003-09-02 | 2004-08-18 | 回転切削用インサートアセンブリ及びその使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012024926A true JP2012024926A (ja) | 2012-02-09 |
| JP5519616B2 JP5519616B2 (ja) | 2014-06-11 |
Family
ID=34217954
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006525348A Pending JP2007504011A (ja) | 2003-09-02 | 2004-08-18 | 回転切削用インサートアセンブリ及びその使用方法 |
| JP2011243423A Pending JP2012024925A (ja) | 2003-09-02 | 2011-11-07 | 回転切削用インサートアセンブリ及びその使用方法 |
| JP2011243424A Expired - Fee Related JP5519616B2 (ja) | 2003-09-02 | 2011-11-07 | 回転切削用インサートアセンブリ及びその使用方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006525348A Pending JP2007504011A (ja) | 2003-09-02 | 2004-08-18 | 回転切削用インサートアセンブリ及びその使用方法 |
| JP2011243423A Pending JP2012024925A (ja) | 2003-09-02 | 2011-11-07 | 回転切削用インサートアセンブリ及びその使用方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7156006B2 (ja) |
| EP (1) | EP1660260B1 (ja) |
| JP (3) | JP2007504011A (ja) |
| KR (1) | KR101142081B1 (ja) |
| CN (1) | CN100398236C (ja) |
| WO (1) | WO2005021191A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012024925A (ja) * | 2003-09-02 | 2012-02-09 | Kennametal Inc | 回転切削用インサートアセンブリ及びその使用方法 |
| JP2021014058A (ja) * | 2019-07-11 | 2021-02-12 | 三菱鉛筆株式会社 | ボールペンチップ及びボールペンの製造方法並びにスピンドル |
Families Citing this family (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8573901B2 (en) * | 2003-09-02 | 2013-11-05 | Kennametal Inc. | Assembly for rotating a cutting insert during a turning operation and inserts used therein |
| US7325471B2 (en) * | 2004-09-07 | 2008-02-05 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
| AT8511U1 (de) * | 2005-04-05 | 2006-09-15 | Ceratizit Austria Gmbh | Werkzeugaufbau |
| DE102005035576A1 (de) * | 2005-07-29 | 2007-02-01 | Fms Drehtechnik Schaffhausen Ag | Verfahren und Vorrichtung zum Herstellen von Gewinden, insbesondere für Bohrgestänge oder dergleichen |
| DE202005012862U1 (de) * | 2005-08-12 | 2006-12-21 | Kennametal Widia Produktions Gmbh & Co. Kg | Zerspanungswerkzeug |
| US7604073B2 (en) * | 2005-10-11 | 2009-10-20 | Us Synthetic Corporation | Cutting element apparatuses, drill bits including same, methods of cutting, and methods of rotating a cutting element |
| US7845436B2 (en) | 2005-10-11 | 2010-12-07 | Us Synthetic Corporation | Cutting element apparatuses, drill bits including same, methods of cutting, and methods of rotating a cutting element |
| DE102005051695A1 (de) * | 2005-10-28 | 2007-05-03 | Bernhard Albert | Fräs- und/oder Drehwerkzeug sowie Fräs- und/oder Drehverfahren |
| US20070274794A1 (en) * | 2006-05-26 | 2007-11-29 | Cirino Thomas J | Oblique angle serration location and drive interface |
| US20080025808A1 (en) | 2006-07-25 | 2008-01-31 | Mori Seiki Usa, Inc. | Compound Machining Method and Apparatus |
| DE112007002134T5 (de) | 2006-09-11 | 2009-07-09 | Mori Seiki U.S.A., Inc., Rolling Meadows | Drehverfahren und Vorrichtung |
| MX2009010171A (es) * | 2007-03-23 | 2010-02-24 | Kennametal Inc | Metodo y montaje de rotacion de un dispositivo de corte inserto durante una operacion de torneado y dispositivos insertos utilizados en esta. |
| JP2008240825A (ja) * | 2007-03-26 | 2008-10-09 | Ntn Corp | 加工方法、トラニオン及びトリポード型等速自在継手 |
| SE531363C2 (sv) * | 2007-03-30 | 2009-03-10 | Seco Tools Ab | Skärverktyg med utbytbar skärstödjande kassett |
| EP2514560B1 (en) * | 2007-06-06 | 2015-08-05 | No Screw Ltd. | Cutting tool |
| US20090052999A1 (en) * | 2007-08-24 | 2009-02-26 | Aggressive Equipment, Inc. | Cutting insert and method |
| WO2009089300A2 (en) * | 2008-01-07 | 2009-07-16 | Rotary Technologies Corporation | Rotary metal-cutting insert and mounting cartridge therefor |
| DE102008037915B3 (de) | 2008-08-14 | 2009-08-13 | Kennametal Inc. | Wendeschneidplatte |
| WO2010035475A1 (ja) * | 2008-09-25 | 2010-04-01 | 三菱マテリアル株式会社 | ロータリバイト |
| US8408837B2 (en) * | 2008-10-31 | 2013-04-02 | Fisher Controls International, Llc | Collets for use with valves |
| US8205633B2 (en) * | 2008-10-31 | 2012-06-26 | Fisher Controls International, Llc | Collets for use with valves |
| WO2010092574A1 (en) * | 2009-02-11 | 2010-08-19 | Simatate Ltd. | Multi-edge cutting head and an insert used therein |
| US8079431B1 (en) | 2009-03-17 | 2011-12-20 | Us Synthetic Corporation | Drill bit having rotational cutting elements and method of drilling |
| DE112010002745T5 (de) * | 2009-05-04 | 2013-06-27 | Mori Seiki Co., Ltd. | System und Verfahren zum synchronisierten Bearbeiten |
| KR101606935B1 (ko) * | 2009-07-09 | 2016-03-28 | 대구텍 유한회사 | 양면 인덱서블 절삭 인서트와 보강재의 조립체 |
| IL199936A0 (en) * | 2009-07-19 | 2010-04-15 | Iscar Ltd | Rotary cutting tool and cutting insert therefor |
| KR101675397B1 (ko) * | 2009-07-31 | 2016-11-11 | 뵈린게 이노베이션 에이비이 | 빌딩 패널의 에지 기계가공에 관한 방법 및 장치 |
| JP5512386B2 (ja) | 2009-09-25 | 2014-06-04 | Dmg森精機株式会社 | 工具内流路を有する円筒状回転工具およびこの工具による加工方法 |
| WO2011047126A1 (en) | 2009-10-15 | 2011-04-21 | Sandvik, Inc. | Multiteeth indexable insert with locating means and material removal tool with same |
| US8573903B2 (en) | 2009-11-03 | 2013-11-05 | Kennametal Inc. | Round cutting insert with anti-rotation feature |
| US8388274B2 (en) | 2010-01-06 | 2013-03-05 | Kennametal Inc. | Round cutting insert with asymmetric chipbreaker feature |
| JP5793507B2 (ja) * | 2010-01-07 | 2015-10-14 | ジーケーエヌ シンター メタルズ、エル・エル・シー | 工作機械及び該工作機械の製造方法 |
| JP5534509B2 (ja) * | 2010-02-03 | 2014-07-02 | オークマ株式会社 | 切削加工方法 |
| US8887838B2 (en) * | 2010-02-05 | 2014-11-18 | Baker Hughes Incorporated | Cutting element and method of orienting |
| US8997899B2 (en) | 2010-02-05 | 2015-04-07 | Baker Hughes Incorporated | Cutting element, cutter tool and method of cutting within a borehole |
| SE534651C2 (sv) * | 2010-02-12 | 2011-11-08 | Sandvik Intellectual Property | Skär, verktygsdel, förfarande jämte verktygsmaskin för spånskärande metallbearbetning |
| US20110262232A1 (en) * | 2010-04-23 | 2011-10-27 | Chin-Chiu Chen | Lathe blade assembly |
| USD659729S1 (en) | 2010-06-23 | 2012-05-15 | Kennametal Inc. | Toolholder |
| US8459904B2 (en) * | 2010-06-23 | 2013-06-11 | Kennametal Inc. | Cutting insert and holder for rotating applications |
| US8657539B2 (en) * | 2011-03-28 | 2014-02-25 | Kennametal Inc. | Round cutting insert with reverse anti-rotation feature |
| RU2463130C1 (ru) * | 2011-07-12 | 2012-10-10 | Федеральное государственное автономное образовательное учреждение высшего профессионального образования Сибирский федеральный университет (СФУ) | Ротационный резец |
| WO2013051703A1 (ja) * | 2011-10-07 | 2013-04-11 | 株式会社タンガロイ | 刃先交換式切削工具 |
| US8950516B2 (en) | 2011-11-03 | 2015-02-10 | Us Synthetic Corporation | Borehole drill bit cutter indexing |
| USD709110S1 (en) | 2012-04-24 | 2014-07-15 | Kennametal Inc. | Cutting insert |
| US8858130B2 (en) | 2012-04-24 | 2014-10-14 | Kennametal Inc. | Indexable circular cutting insert |
| US9580970B2 (en) | 2012-06-22 | 2017-02-28 | Baker Hughes Incorporated | Cutting element, tool and method of cutting within a borehole |
| US9546520B2 (en) | 2012-06-22 | 2017-01-17 | Baker Hughes Incorporated | Cutting element, tool and method of cutting within a borehole |
| US9776251B2 (en) | 2012-08-10 | 2017-10-03 | Sumitomo Electric Hardmetal Corp. | Lathe turning tool |
| RU2514243C1 (ru) * | 2012-09-26 | 2014-04-27 | Михаил Борисович Мельников | Способ обработки резанием и режущий инструмент для его осуществления |
| JP6379623B2 (ja) * | 2013-05-13 | 2018-08-29 | 株式会社ジェイテクト | 切削装置および切削方法 |
| EP2818268B1 (en) * | 2013-06-26 | 2017-05-10 | VARGUS Ltd. | Cutting insert and a tool holder with a seat for cutting insert |
| US9817387B2 (en) | 2013-07-08 | 2017-11-14 | Kennametal Inc | System and method for selecting a tool assembly |
| US20150025672A1 (en) * | 2013-07-18 | 2015-01-22 | Kennametal Inc. | System and method for selecting cutting tools |
| JP6669983B2 (ja) * | 2014-06-27 | 2020-03-18 | 株式会社ジェイテクト | 切削装置及び切削方法 |
| JP6645041B2 (ja) * | 2015-06-23 | 2020-02-12 | 株式会社ジェイテクト | 切削装置及び切削方法 |
| JP6315350B2 (ja) | 2015-10-23 | 2018-04-25 | 住友電工ハードメタル株式会社 | 回転切削工具 |
| JP7035464B2 (ja) * | 2017-01-20 | 2022-03-15 | 株式会社ジェイテクト | 切削加工方法及び切削加工装置 |
| CN106862592B (zh) * | 2017-03-27 | 2018-09-14 | 歌尔股份有限公司 | 一种工件的加工方法 |
| EP3501701B1 (de) * | 2017-12-22 | 2020-07-29 | Ceratizit Austria Gesellschaft m.b.H. | Werkzeugsystem und verfahren zur drehbearbeitung |
| EP3536427B1 (en) * | 2018-03-08 | 2022-08-17 | AB Sandvik Coromant | Turning tool and turning method for cnc-machines |
| EP3536425B1 (en) * | 2018-03-08 | 2023-08-16 | AB Sandvik Coromant | Turning method for a cnc-lathe |
| RU2685824C1 (ru) * | 2018-08-09 | 2019-04-23 | Общество с ограниченной ответственностью "ТРИАДА" | Резец для ротационного точения |
| EP3738698B1 (en) * | 2019-05-16 | 2022-11-02 | AB Sandvik Coromant | Turning insert for metal cutting, a cutting tool and a method to machine a metal workpiece |
| US12544841B2 (en) | 2021-04-26 | 2026-02-10 | Kennametal Inc. | Cutting tool comprising toolholder and round cutting insert and method for repositioning the round cutting insert in a pocket of the toolholder |
| US11786982B2 (en) | 2021-04-26 | 2023-10-17 | Kennametal Inc. | Cutting tool comprising toolholder and round cutting insert and method for repositioning the round cutting insert in a pocket of the toolholder |
| JP7801567B2 (ja) * | 2022-02-16 | 2026-01-19 | 株式会社不二越 | 複合加工機用旋削工具 |
| CN114453930B (zh) * | 2022-04-07 | 2022-06-28 | 宁波佳比佳智能科技有限公司 | 一种回转夹持装置 |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5249983U (ja) * | 1975-10-08 | 1977-04-09 | ||
| GB2057939A (en) * | 1979-09-04 | 1981-04-08 | Univ Western Australia | Method of machining and a rotary cutting tool therefor |
| JPS59214502A (ja) * | 1983-04-04 | 1984-12-04 | ゼネラル・エレクトリツク・カンパニイ | 金属切削バイト用インサ−ト |
| JPS61111801A (ja) * | 1984-11-06 | 1986-05-29 | Mitsubishi Heavy Ind Ltd | スロ−アウエイ工具 |
| JPS61501903A (ja) * | 1984-04-16 | 1986-09-04 | ブリ−ス レオナ−ド ア−デン | 切削挿入体及びその装置並びに切削工具 |
| JPS62114803A (ja) * | 1985-11-11 | 1987-05-26 | Mitsubishi Metal Corp | スロ−アウエイ式切削工具 |
| US4720216A (en) * | 1985-01-18 | 1988-01-19 | Smith Robert S | Cylindrical cutting tool |
| JPS6344703U (ja) * | 1986-09-11 | 1988-03-25 | ||
| JPH0691406A (ja) * | 1992-09-10 | 1994-04-05 | Nissan Motor Co Ltd | 切削工具 |
| JPH06170607A (ja) * | 1992-12-04 | 1994-06-21 | Nippon Poripenko Kk | ロータリーバイトチップ及びロータリー式切削装置 |
| JPH0715207U (ja) * | 1993-08-04 | 1995-03-14 | 住友電気工業株式会社 | スローアウェイチップ |
| JPH11509899A (ja) * | 1995-02-27 | 1999-08-31 | チャンピオン イクイプメント カンパニー | 切削用回転ビット及びその切削方法 |
| JP2000015501A (ja) * | 1998-06-30 | 2000-01-18 | Mitsubishi Heavy Ind Ltd | 内部冷却形回転切削装置 |
| JP2000024807A (ja) * | 1998-07-15 | 2000-01-25 | Mitsubishi Heavy Ind Ltd | 回転バイトのチップブレーカ |
| JP2012024925A (ja) * | 2003-09-02 | 2012-02-09 | Kennametal Inc | 回転切削用インサートアセンブリ及びその使用方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2206770A (en) | 1938-12-19 | 1940-07-02 | Nat Broach & Mach | Surface shaving |
| LU27984A1 (ja) | 1943-04-14 | |||
| CH244896A (de) | 1945-02-15 | 1946-10-15 | E Dr Corridori | Verfahren für die spanabhebende Bearbeitung von Werkstücken. |
| FR1065881A (fr) | 1952-11-04 | 1954-05-31 | Outil de tour | |
| US3037264A (en) * | 1959-09-08 | 1962-06-05 | Carl W Mossberg | Coolant type milling cutter |
| US3299491A (en) * | 1965-10-19 | 1967-01-24 | Teller B Hall | Cutting tool |
| US3339032A (en) | 1966-03-16 | 1967-08-29 | Cutler Hammer Inc | Positive action switches with improved sliding contact supporting rail structure |
| USRE26637E (en) * | 1967-11-13 | 1969-07-29 | Rotary cutter and method | |
| US3656377A (en) * | 1969-07-10 | 1972-04-18 | Allen Bradley Co | Surface speed control of spindle-related numerical control system |
| US3925868A (en) * | 1974-06-21 | 1975-12-16 | Mccrosky Tool Corp | Clamping assembly for cutter bits |
| JPS5249983A (en) | 1975-10-20 | 1977-04-21 | Nippon Soda Co Ltd | Adsorption method with active carbon |
| US4024777A (en) * | 1976-06-03 | 1977-05-24 | Derrell Jean Fogarty | Automatically indexable cutting tool |
| GB1582639A (en) * | 1976-09-21 | 1981-01-14 | Lucas Industries Ltd | Tool assembly for and a method of effecting a rotary turning operation |
| SU753540A1 (ru) * | 1977-04-19 | 1980-08-07 | Физико-технический институт АН Белорусской ССР | Способ резани самовращающимс резцом |
| US4477211A (en) | 1980-03-13 | 1984-10-16 | Briese Leonard A | Rotary tool cutting cartridge |
| JPS61187612U (ja) * | 1985-05-17 | 1986-11-22 | ||
| AT396662B (de) | 1986-02-24 | 1993-11-25 | Linsinger Maschinenbau Gmbh | Umfangsfräser zum bearbeiten der kanten von blechen |
| CS275407B6 (cs) | 1989-04-28 | 1992-02-19 | Sigma Dolni Benesov | Drážkovací nástroj |
| US5014581A (en) * | 1989-07-12 | 1991-05-14 | The United States Of America As Represented By The Secretary Of The Air Force | Apparatus for machining |
| DE3936539A1 (de) | 1989-11-02 | 1991-05-08 | Vitkovice Zelezarny | Rotations-drehmesser |
| JP2791917B2 (ja) | 1990-10-29 | 1998-08-27 | ファナック株式会社 | ポリゴン加工方法 |
| JPH06262401A (ja) * | 1993-01-13 | 1994-09-20 | Canon Inc | ビデオテープレコーダのシリンダー及び回転体の加工方法及び加工装置 |
| WO1994023874A1 (de) * | 1993-04-14 | 1994-10-27 | Zettl GmbH CNC Präzisions- und Sonderwerkzeuge | Schneidwerkzeug |
| US5478175A (en) * | 1993-08-24 | 1995-12-26 | Greenleaf Corporation | Cutting insert assembly |
| DE4430171C2 (de) * | 1994-08-25 | 1996-08-14 | Walter Ag | Formschlüssig gesicherte Schneidplatte |
| DE4440631C2 (de) * | 1994-11-14 | 1998-07-09 | Trumpf Gmbh & Co | Verfahren und Bearbeitungsmaschine zum Strahlschneiden von Werkstücken mittels wenigstens zweier Schneidstrahlen |
| US5520444A (en) * | 1995-02-27 | 1996-05-28 | Champion Equipment Co. | Method of cutting and cutting rotative bit |
| SE509363C2 (sv) * | 1995-09-25 | 1999-01-18 | Sandvik Ab | Fastspänningsanordning fjör skärplattor samt skärplatta avsedd för dylik anordning |
| US5674032A (en) | 1995-10-12 | 1997-10-07 | Aesop, Inc. | Tooling system and method with integral hydrostatic bearings and turbine power source |
| AT406129B (de) | 1996-03-18 | 2000-02-25 | Pomikacsek Josef | Vorrichtung zum spanabhebenden bearbeiten einer streifenförmigen werkstückfläche |
| SE509540C2 (sv) * | 1997-06-30 | 1999-02-08 | Seco Tools Ab | Verktyg |
| WO1999007507A2 (en) | 1997-08-12 | 1999-02-18 | Arizona Board Of Regents, A Body Corporate Acting On Behalf Of Arizona State University | Method and apparatus for hard machining |
| US6073524A (en) | 1998-03-04 | 2000-06-13 | Rotary Technologies Corporation | Metal boring with self-propelled rotary cutters |
| IL134226A (en) * | 2000-01-26 | 2003-12-10 | Iscar Ltd | Cutting tool assembly |
| JP2002011617A (ja) * | 2000-06-23 | 2002-01-15 | Yamazaki Mazak Corp | 工作機械 |
| JP3862060B2 (ja) | 2000-06-23 | 2006-12-27 | ヤマザキマザック株式会社 | 複合工具を用いたワークの加工方法 |
| KR100663222B1 (ko) | 2000-07-14 | 2007-01-03 | 스미토모덴키고교가부시키가이샤 | 스로어웨이식 절삭 공구 |
| JP2002144112A (ja) | 2000-11-01 | 2002-05-21 | Mitsubishi Materials Corp | 円板状のスローアウェイチップのクランプ機構 |
-
2003
- 2003-09-02 US US10/653,712 patent/US7156006B2/en not_active Expired - Lifetime
-
2004
- 2004-08-18 CN CNB2004800286060A patent/CN100398236C/zh not_active Expired - Fee Related
- 2004-08-18 EP EP04786527.4A patent/EP1660260B1/en not_active Expired - Lifetime
- 2004-08-18 JP JP2006525348A patent/JP2007504011A/ja active Pending
- 2004-08-18 KR KR1020067004145A patent/KR101142081B1/ko not_active Expired - Fee Related
- 2004-08-18 WO PCT/US2004/026820 patent/WO2005021191A2/en not_active Ceased
-
2006
- 2006-12-28 US US11/616,939 patent/US7611313B2/en not_active Expired - Fee Related
-
2011
- 2011-11-07 JP JP2011243423A patent/JP2012024925A/ja active Pending
- 2011-11-07 JP JP2011243424A patent/JP5519616B2/ja not_active Expired - Fee Related
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5249983U (ja) * | 1975-10-08 | 1977-04-09 | ||
| GB2057939A (en) * | 1979-09-04 | 1981-04-08 | Univ Western Australia | Method of machining and a rotary cutting tool therefor |
| JPS59214502A (ja) * | 1983-04-04 | 1984-12-04 | ゼネラル・エレクトリツク・カンパニイ | 金属切削バイト用インサ−ト |
| JPS61501903A (ja) * | 1984-04-16 | 1986-09-04 | ブリ−ス レオナ−ド ア−デン | 切削挿入体及びその装置並びに切削工具 |
| JPS61111801A (ja) * | 1984-11-06 | 1986-05-29 | Mitsubishi Heavy Ind Ltd | スロ−アウエイ工具 |
| US4720216A (en) * | 1985-01-18 | 1988-01-19 | Smith Robert S | Cylindrical cutting tool |
| JPS62114803A (ja) * | 1985-11-11 | 1987-05-26 | Mitsubishi Metal Corp | スロ−アウエイ式切削工具 |
| JPS6344703U (ja) * | 1986-09-11 | 1988-03-25 | ||
| JPH0691406A (ja) * | 1992-09-10 | 1994-04-05 | Nissan Motor Co Ltd | 切削工具 |
| JPH06170607A (ja) * | 1992-12-04 | 1994-06-21 | Nippon Poripenko Kk | ロータリーバイトチップ及びロータリー式切削装置 |
| JPH0715207U (ja) * | 1993-08-04 | 1995-03-14 | 住友電気工業株式会社 | スローアウェイチップ |
| JPH11509899A (ja) * | 1995-02-27 | 1999-08-31 | チャンピオン イクイプメント カンパニー | 切削用回転ビット及びその切削方法 |
| JP2000015501A (ja) * | 1998-06-30 | 2000-01-18 | Mitsubishi Heavy Ind Ltd | 内部冷却形回転切削装置 |
| JP2000024807A (ja) * | 1998-07-15 | 2000-01-25 | Mitsubishi Heavy Ind Ltd | 回転バイトのチップブレーカ |
| JP2012024925A (ja) * | 2003-09-02 | 2012-02-09 | Kennametal Inc | 回転切削用インサートアセンブリ及びその使用方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012024925A (ja) * | 2003-09-02 | 2012-02-09 | Kennametal Inc | 回転切削用インサートアセンブリ及びその使用方法 |
| JP2021014058A (ja) * | 2019-07-11 | 2021-02-12 | 三菱鉛筆株式会社 | ボールペンチップ及びボールペンの製造方法並びにスピンドル |
| JP7507465B2 (ja) | 2019-07-11 | 2024-06-28 | 三菱鉛筆株式会社 | ボールペンチップ及びボールペンの製造方法並びにスピンドル |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100398236C (zh) | 2008-07-02 |
| US7156006B2 (en) | 2007-01-02 |
| EP1660260A2 (en) | 2006-05-31 |
| US20050047885A1 (en) | 2005-03-03 |
| KR20070015104A (ko) | 2007-02-01 |
| US7611313B2 (en) | 2009-11-03 |
| JP2012024925A (ja) | 2012-02-09 |
| JP2007504011A (ja) | 2007-03-01 |
| KR101142081B1 (ko) | 2012-05-03 |
| JP5519616B2 (ja) | 2014-06-11 |
| US20070101837A1 (en) | 2007-05-10 |
| EP1660260B1 (en) | 2015-03-11 |
| CN1859992A (zh) | 2006-11-08 |
| WO2005021191A2 (en) | 2005-03-10 |
| WO2005021191A3 (en) | 2005-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5519616B2 (ja) | 回転切削用インサートアセンブリ及びその使用方法 | |
| JP2011506111A (ja) | 旋盤作業における切削インサート回転用アセンブリおよびそれに用いられるインサート | |
| JP2010522096A (ja) | 旋削作業中に切削用インサートを回転させるための方法とアセンブリ及びそれに使用されるインサート | |
| EP0579371A1 (en) | A method and an apparatus for machining a workpiece | |
| JP2011530421A (ja) | 複合工作機械用の万能工具実装システム | |
| WO1995025612A1 (en) | Cutting tool and shank | |
| JP2894924B2 (ja) | 切削加工方法および装置 | |
| JPH10225814A (ja) | 切削加工方法 | |
| JP2023178291A (ja) | 多結晶質ダイヤモンドを使用してチタン合金を機械加工する方法 | |
| JP5980360B1 (ja) | フライス工具 | |
| CA3055068C (en) | Drilling system and modular drilling head for deep hole drilling | |
| JP2006068831A (ja) | 切削加工方法および切削加工工具 | |
| JPH0751905A (ja) | 丸チップ回転バイト | |
| WO2017126145A1 (ja) | ホブ | |
| JPH03196915A (ja) | 多山ねじフライス | |
| CZ36088U1 (cs) | Upínací šroub s vnitřním rozvodem procesní kapaliny | |
| JP2024502539A (ja) | リセス加工用の切削インサート、2つのこのような切削インサートを備えた切削インサートキット、このような切削インサート用の切削インサートホルダおよびリセスを製作するための方法 | |
| JP2019206062A (ja) | 回転切削工具及び切りくず分断部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130520 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130702 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131105 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20131113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140403 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5519616 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |