JP2011506111A - 旋盤作業における切削インサート回転用アセンブリおよびそれに用いられるインサート - Google Patents
旋盤作業における切削インサート回転用アセンブリおよびそれに用いられるインサート Download PDFInfo
- Publication number
- JP2011506111A JP2011506111A JP2010537158A JP2010537158A JP2011506111A JP 2011506111 A JP2011506111 A JP 2011506111A JP 2010537158 A JP2010537158 A JP 2010537158A JP 2010537158 A JP2010537158 A JP 2010537158A JP 2011506111 A JP2011506111 A JP 2011506111A
- Authority
- JP
- Japan
- Prior art keywords
- tool holder
- insert
- bore
- extending
- inner bottom
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
- B23B27/12—Cutting tools with special provision for cooling with a continuously-rotated circular cutting edge; Holders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/06—Features relating to the removal of tools; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/40—Expansion mandrels
- B23B31/4006—Gripping the work or tool by a split sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23G—THREAD CUTTING; WORKING OF SCREWS, BOLT HEADS, OR NUTS, IN CONJUNCTION THEREWITH
- B23G1/00—Thread cutting; Automatic machines specially designed therefor
- B23G1/02—Thread cutting; Automatic machines specially designed therefor on an external or internal cylindrical or conical surface, e.g. on recesses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0438—Octagonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0461—Round
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/081—Rake or top surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/161—Supporting or bottom surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/204—Top or side views of the cutting edge with discontinuous cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/042—Collets of known configuration, i.e. devices using a collet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/078—Hand tools used to operate chucks or to assemble, adjust or disassemble tools or equipment used for turning, boring or drilling
- B23B2260/0785—Hand tools used to operate chucks or to assemble, adjust or disassemble tools or equipment used for turning, boring or drilling for unclamping cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2265/00—Details of general geometric configurations
- B23B2265/16—Elliptical
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/12—Freely movable cutting edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/20—Profiled circular tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2274—Apertured tool
- Y10T407/2276—Apertured tool with means projecting through aperture to force tool laterally against reaction surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2282—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder including tool holding clamp and clamp actuator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Turning (AREA)
- Milling Processes (AREA)
Abstract
金属加工作業において、軸(105)の回りを回転する切削インサート(100)を利用し、回転する工作物に対して用いて、工具性能を高めることができる。切削インサート(100)は、切削インサートを固定するが、同時にツールホルダからインサートを効率的に取り外すことができる特徴を備えたツールホルダ(50)内部に固定される。
【選択図】図20
【選択図】図20
Description
関連出願の相互参照
本出願は、2007年12月10日に出願された米国仮特許出願第61/012,621号の利益を主張し、かつ、2007年3月23日に出願された米国仮特許出願第60/896,578号の利益を主張すると共に、2006年12月28日に出願された米国特許出願第11/616,939号の一部継続出願である。この米国特許出願第11/616,939号は、2003年9月2日に出願された米国特許出願第10/653,712号の継続出願であり、2007年1月2日に米国特許第7、156,006号として発行されている。
本出願は、2007年12月10日に出願された米国仮特許出願第61/012,621号の利益を主張し、かつ、2007年3月23日に出願された米国仮特許出願第60/896,578号の利益を主張すると共に、2006年12月28日に出願された米国特許出願第11/616,939号の一部継続出願である。この米国特許出願第11/616,939号は、2003年9月2日に出願された米国特許出願第10/653,712号の継続出願であり、2007年1月2日に米国特許第7、156,006号として発行されている。
本発明は、金属加工作業に関し、具体的には、金属加工作業の間、切削インサートをそのインサートの中心軸の回りで回転させる方法およびアセンブリに関する。また、本発明は、切削インサート自体、ツールホルダおよびそのようなインサートを備えたアセンブリ、並びに、そのアセンブリの操作にも関する。
定置された切削インサートが回転する工作物に対して付勢される旋盤作業のような金属加工作業においては、工作物に作用するインサートの切削刃は、作業が完了するまで、あるいは、クレータ摩耗または塑性変形のような故障メカニズムによって切削刃が破損し始めるまで、工作物によって加熱される。このような、故障モードを回避し、かつ、切削インサートのより効率的な作業を可能にするために、これまでは、円形の切削インサートが、そのインサートの中心軸の回りを自由に回転し得るようにツールホルダに取り付けられた。次に、特定の切削インサートが、工作物に当てがわれ、例えば旋盤上の工作物の回転運動がインサートに対して接線方向に作用する力を切削インサートに付与するような方位に向けられた。工作物の動きが切削インサートに対して作用することによって、工作物が機械加工されるだけでなく、さらに、インサートの切削刃が連続的に更新されるように、円形の切削インサートが回転された。その結果、理想的な条件の場合には、切削刃のどの単一部分も工作物への露出時間が延長されることはなかった。さらに、切削刃は低い温度で操作されたので、それによって、切削力を高め、金属加工作業の効率を向上させることができた。
このタイプの回転インサートは、顕著な速度において驚くべき長い工具寿命を呈することができる。しかし、この同じ回転インサートは、切削条件が若干でも変化すると、あるいは、この切削インサートの回転用に用いられるカートリッジ軸受が劣化し始めると、同様に顕著に故障する場合がある。
米国特許第4,178,818号明細書には、円形の切削端を有する回転切削工具によって回転体を切削する方法が記載されている。切削インサートは、軸受によってハウジング内部に取り付けられるスピンドルに固定される。潤滑剤がこのスピンドルを通して風力タービンに導入され、それによって切削インサートが回転する。しかし、潤滑剤の流れが切削インサートを回転するトルクよりも、インサートを回転しようとする切削力から生じるトルクの方が遥かに高い。切削インサートの回転は、主として工作物との相互作用によって付与される。風力タービンの目的は、切削インサートおよび工作物の間の接触がなく摩擦回転しない切削中断中においても、円形の切削インサートがその回転を継続し得るようにすることにある。このため、この切削インサートの設計では、回転する工作物から接線方向の力を引き出すことによって、切削インサートを回転させている。
金属加工作業の間に切削インサートをそれ自体の軸の回りで回転させることができる方法およびアセンブリであって、回転の速度および方向が工作物そのものの回転によって決定されるのではなく、切削インサートに作用する独立の力によって決定されるような方法およびアセンブリが必要とされている。
本発明の一実施形態は切削インサートおよびツールホルダに関する。この切削インサートは、内部を貫通して延びる中心軸を有し、頂面と、底面と、その間の少なくとも1つの側部とを有する本体を含む。側部は截頭円錐形状を有する。切削刃は少なくとも1つの側部と頂面との交差部に存在する。ツールホルダは、前方に面する端部と、その内部に後方に延びるボアとを含むツールホルダ本体を有する。ツールホルダは、また、内部を貫通して延びる中心軸を有する。ボアは、内底面まで延びており、壁面を備えたフープ(hoop)が内底面からボア内の前方に画定される。ボアは、ツールホルダ本体の内底面にインサートの底面が当接している時に、切削インサートの底面と弾性的な締まり嵌めを形成するような寸法のテーパ化された部分を有する。ツールホルダは、フープの壁面を貫通して延びる少なくとも1つのスロットを有しており、これによって、インサートの底面がツールホルダの内底面と当接するようにインサートがツールホルダのボア内部に位置決めされる時に、フープの壁面の膨張が可能になる。
本発明の別の実施形態は、内部を貫通して延びる中心軸を有する本体であって、頂面と、底面と、その間の少なくとも1つの側部とを有する本体を含む切削インサートに関する。この側部は截頭円錐形状を有する。切削刃は少なくとも1つの側部と頂面との交差部に存在する。非円形の凹窩が、上方に、本体の底面の中に延びている。
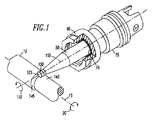
図1は、矢印20で示される方向に中心線15の回りを回転する工作物10を示しており、例えば、この工作物10は旋盤上に取り付けられている。ツールホルダ50には切削インサート100が取り付けられている。切削インサート100は中心軸105を有する。インサート100はツールホルダ50に回転しないように固定され、これによって、ツールホルダ50の回転が切削インサート100の回転に直接転換される。一例として、インサート100およびツールホルダ50は、矢印110で示される方向に回転することができる。
アセンブリは、中心軸105が貫通して延びる切削インサート100をその一部として含む。この切削インサート100は、図2〜図4に示すように、頂面117と、底面119と、その間の少なくとも1つの側部120とを備えた本体115を有する。切削刃125は、この少なくとも1つの側部120と頂面117との交差部に画定される。切削インサート100はツールホルダ50に取り付けられ、ツールホルダ50は、インサート100を、切削インサートの中心軸105の回りに、10RPMから機械の能力まで、好ましくは60〜20,000RPM、さらに好ましくは250〜10,000RPMの範囲内の所定の回転速度において回転させるように構成される。この所定回転速度は、工作物10の回転速度より高くても、低くても、あるいはそれに等しくてもよい。また、この切削インサート100の回転速度は、金属加工作業の間、可変とすることもできる。さらに、切削インサート100の速度は、工作物10の速度の関数であってもよく、工作物10の速度に正比例してもよい。また、切削インサート100の回転速度は、工作物10の回転速度とは完全に独立していてもよい。
図1に一時的に戻ると、ツールホルダ50はスピンドル75の内部に固定してもよく、続いて、このスピンドル75は、スピンドル75を所望の方向にかつ所望の所定回転速度において回転させ得る工作機械に取り付けられる。ツールホルダ50は、回転工具分野の当業者には周知の任意の技術によって、スピンドル内部に固定することができる。しかし、図1に示すように、スピンドル75は、その中に内部ボア76を有しており、その内部ボア76が、ツールホルダ50を受け入れて、ツールホルダ50をスピンドル75の内部にロックナット80によって固定する。このロックナット80は、スピンドル75の本体に螺合により固定され、ツールホルダ50をその中に付勢する。ツールホルダをスピンドル内部に固定する機構は、コレットまたは止めネジを含む多くの異なる機構および回転工具分野の当業者には周知の機構の内のいずれかとすることができる。
図1Aは、スピンドル75内部に固定されたツールホルダ50を示す。スピンドル75はスピンドル駆動機77によって駆動される。制御器78が、駆動機77からの閉ループフィードバックを用いて、スピンドル75の回転速度、従ってツールホルダ50の回転速度を監視して制御する。
工作物10は、チャック12によって、工作物10を所定速度で回転させる旋盤14に固定してもよい。この配置によって、工作物10を所定速度で回転させ、また、切削インサート100を所定速度で別個に回転させて、インサート100の回転をその負荷速度に維持することが可能になる。さらに、このインサート100の回転を工作物10の回転と同期させることもできる。旋盤14または他の工作機械における工作物10の回転速度の監視および制御用として、閉ループのフィードバックシステムを含むのは、標準的な実践態様である。
本発明によるスピンドル75を支持し得る既存の工作機械には、3つのグループがある。これらの工作機械の各グループは、一般的に閉ループのフィードバック制御器を含むので、スピンドルの回転速度を厳密に監視して制御することができる。第1のグループは4軸以上の多軸のマシンニングセンタであり、ツールホルダはスピンドルに固定され、スピンドルによって回転する。工作物はBまたはC回転軸によって回転し、ツールホルダはZ軸方向の回転軸の中心に配置される。ツールホルダは、工作物の直径を回転させるためにY軸方向に送られるか、あるいは、工作物に対向するようにX軸方向に送られる。
工作機械の第2のグループには旋盤/フライス盤複合機械が含まれる。通常このように呼称される機械においては、ツールホルダはスピンドルによって回転するが、工作物は主軸台におけるスピンドルによって回転する。次に、ツールホルダはX軸方向の工作物の中心線上に配置され、対向操作がY軸方向に行われる。工作物の直径は、ツールホルダをZ軸方向に送ることによって回転する。
可能な工作機械の第3のグループとしては、スピンドルと後方嵌合されてインサートを回転させる従来型の2軸旋盤が含まれる。このスピンドルは、主軸台の中心線およびX軸にほぼ垂直に取り付けられる。対向操作はX軸方向の動作によって行われる一方、工作物の直径の回転はZ軸方向の動作によって行われる。
この後方嵌合されたスピンドルは、さまざまな手段によって駆動することができる。電気サーボ駆動は、CNC制御システムに容易に組み込みできかつスピンドルの回転速度のプログラミングが容易であるという利点を有する。一方、液圧駆動は、コストが低いという利点を有すると共に、工作機械ハウジング内の悪環境(潤滑剤、切り屑、熱等)においてきわめて頑丈な構造を提供する。
図2〜図4に目を向けると、インサート100が、回転しないようにツールホルダ50に固定される。具体的には、切削インサート100の底面119は、それから延出する1つ以上の突起130を有し、その突起130はツールホルダ50の面57における1つ以上の凹部55と嵌合可能である。インサート100をツールホルダ50の面57に対して付勢することによって、インサートの突起130がツールホルダの凹部55と係合して、インサート100およびツールホルダ50の間に確実連結が形成され、これによって、切削インサート100がツールホルダ50に固定されて回転することになる。
切削インサート100は、さらに、その頂面117に1つ以上の突起135を含む。この突起135は、底面119における突起130と同じものでもよく、これによってインサート100は反転可能になり、どちらの位置においても、ツールホルダ50によって確実に駆動することができる。
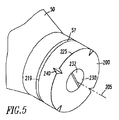
図5に目を向けると、切削インサート200を、インサート200の底面219とツールホルダ50の面57との間の純粋な摩擦力によって、ツールホルダ50の面57に固定してもよい。切削インサート200は、中心軸205に沿ってインサート200を貫通して延びるボア(図示なし)よりも大きいヘッド232を有する取り付けネジ230を用いて、ツールホルダ50に対して摩擦力を生じるように付勢してもよい。この取り付けネジ230はツールホルダ50に螺合により固定される。この方式では、切削インサート200をツールホルダ50に付勢することによって、インサート200およびツールホルダ50の間に摩擦連結が形成され、ツールホルダ50の回転が切削インサート200に伝達される。
本発明による切削インサートは、金属加工作業において一般的に利用される任意の材料から製作することができる。その材料としては、鋼材、超硬合金、サーメット、セラミック、PCBN(多結晶窒化ホウ素)、PCD(多結晶ダイヤモンド)およびダイヤモンドが含まれる。これらの各材料に対しては、性能改善のためのコーティング処理を施してもよいし施さなくてもよい。切削インサートに用いる材料および/またはコーティングの選択は、工作物の材料および切削条件に応じて定められる。
背景技術において説明したように、これまでは、自由に回転するインサートがツールホルダに取り付けられ、工作物の回転がインサートに接線方向の力を付与していた。このため、工作物が回転すると、インサートが、定置されたツールホルダに対して回転し、それによって、機械加工の作業中、切削インサートが順次更新された。
本発明によれば、ツールホルダ50は、その上に固定された切削インサート100と共に、工作物10の回転とは全く独立に回転する。回転する工作物に対して配置された自由に回転する切削インサートの回転方向は、切削インサートの方位と、工作物の回転の速度および方向とによって完全に決定されるが、本発明による構造はこれらの変数には依存していない。逆に、本発明による構造は、切削インサート100を、中心軸105の回りを時計回りの方向または反時計回りの方向に、かつ所望の任意の所定速度で回転させることが可能である。図1においては、切削インサート100の回転方向は、反時計回りの方向の回転として矢印110によって示されている。切削インサート100の回転が矢印110の回転と反対向きになるように、ツールホルダ50の回転方向を変更することが完全に可能である。また、ツールホルダ50を、回転しないように保持することもできる。
切削インサート100の回転方向を決定することによって、切削作業中、切削インサート全体にわたる温度分布の管理が可能になる。例えば、インサート100が矢印110で示す反時計回りの方向に回転している場合は、切削刃125は、工作物を離れると肩部の領域145に再進入するまで冷却され得る。この肩部領域への再進入時が、切削インサート100にその最大の力および最高温度が生じる時である。一方、切削インサート100が時計回りの方向(矢印110で示す方向とは反対)に回転する場合は、切削刃125は、肩部の領域145に至る前に、最初に、縮小された直径部分143に沿って工作物に接触し始め、切削作業の最も厳しい部分である肩部の領域145に進入する時まで少なくとも部分的に加熱される。従って、これから分かるように、切削作業の動力学は、切削インサート100の工作物10に対する回転方向に応じて変化する。
インサート10の所定の回転速度を連続させることによって、インサート全体にわたる熱分布が均等化され、その結果、熱がインサート全体にわたって均等に分散され、インサート本体内部の応力をもたらす熱勾配が最小化される。
これまでの説明は、円形形状を有する切削インサート100および切削インサート200に関するものであった。このようなインサートは、ツールホルダ50が工作物10の中心軸15に平行に動かされる限り、断面が円形の機械加工部分を生成する。しかし、非円形断面の切削インサートを用いることも完全に可能である。
図6に目を向けると、切削インサート300は、頂面317と、底面319と、頂面317と交差して切削刃325を画定する少なくとも1つの側部320とを備えた本体315を有する。この頂面317は非円形であり、楕円形であってもよい。インサート100(図1)がツールホルダ50に回転しないように固定されるのと全く同様に、切削インサート300も、ツールホルダ50に回転しないように固定してもよい(図1)。ツールホルダ50の先端部の形状は、楕円形状のインサート300を受け入れるように僅かに変更しなければならないが、それは可能である。しかし、切削刃325に加えられる切削負荷に応じて、切削インサート300を、その全底面319に沿って支持する必要がある場合、あるいはない場合がある。いずれにせよ、作業において、楕円形切削インサート300の回転を、機械加工される工作物そのものの断面が非円形となるように工作物10の回転と同期させてもよい。一例として、工作物10の1回転ごとに、切削インサート300がその中心軸305の回りを完全に1回転するように回転させると、得られる工作物10の機械加工部分は楕円断面のものになるであろう。一方、楕円形切削インサート300の回転速度を工作物10の回転速度の何倍かにすると、機械加工された工作物10の断面には、工作物10の円形断面の回りに複数の波形ができるであろう。このような構造は、急なネジ山の角度を有するボールネジの製造に用いることができる。
図7は、同様に非円形の切削インサート400を示す。しかし、この設計においては、切削インサート400は、一般的に八角形の頂面417を備えた本体415を有する。頂面417および側部420が交差して、ファセット430を有する切削刃425を画定する。切削インサート400のその中心軸405の回りの回転速度は、例えば装飾仕上げを有する工作物が生成されるように、工作物10の回転速度に対して制御してもよい。このような形状は切り屑の制御にも有用である場合がある。
特定の金属加工作業の条件に応じて、工作物10から切除された材料から一層小さい切り屑を形成する特徴を備えた切削インサートを設計することが望ましい場合がある。具体的には、図5に再度目を向けると、切削インサート200は、工作物を断続切削するように、インサート200の周縁の切削刃225を断続させる少なくとも1つの切り欠き240を有してもよい。そうすることによって、切り欠き240は、形成し始めるあらゆる切り屑を切断するか、あるいは切断を促進するように作用する。切削刃225の周縁部に複数の切り欠き240を設けることも全く可能である。しかし、当然のことながら、このような切り欠き240の導入によって切り屑制御にもたらされる利点は、荒削り作業の場合にのみ当てはまり、工作物10を比較的滑らかな表面に仕上げる必要がある場合は、連続切削刃225を優先させて、このような切り欠き240を取りやめてもよい。
また、工作物10から切除される材料からなる切り屑のサイズを、別の切り屑制御手段を導入して制御することも可能である。図2〜図4に再度目を向けると、インサート100の頂面117上の突起135も、切削インサート100の切削深さが、切削作業中に形成される切り屑をこの突起135の1つ以上に打ち当てるに十分な深さである限り、チップブレーカとして機能することができる。また、突起135の半径方向の長さは、それが切削刃125に近接するように延長することもできる。突起135は、ツールホルダの面57に隣接して配置される場合には、切削インサート100をツールホルダ50に回転しないように固定するように位置決めされるが、このインサートの切削深さが浅い時には、金属加工作業の間切り屑が形成されるように、突起135を半径方向の外側に延長することが望ましい場合もある。切り屑は、このように半径方向に延出する突起135の1つ以上に打ち当てられ、それによって、突起135は、ツールホルダの面57に隣接した場合確実な回転ロック機構として作用するだけでなく、ツールホルダの面57と反対側に面する場合には、チップブレーカとして機能することができる。
一般的に、切削インサートは、回転工具分野の当業者には周知の様々な機構を用いて、ツールホルダ50に回転しないように固定してもよい。このような一実施形態が図2Aに示されている。コレット85を、ツールホルダ50内に延びるボア87の内部に組み込み、インサート100を、このコレット85を介してツールホルダ50に固定してもよい。詳細には、また図2Aに示される実施形態に関しては、切削インサート本体115は、中心軸105に沿って内部を貫通して延びるボア137を有する。ボア137は内壁140(図3)を有し、その内径はD1である(図2A)。コレット85は、中心軸105と同一線上に並べられ、ツールホルダ50のボア87の内部に回転しないように固定され、かつ、このボア87から突き出ている。このコレット85は、内部のネジ切りされたボア89と、その最大外形D2(図2A)がインサートのボアの最大内径D1よりも小さい外壁86とを有してもよい。このコレットの内部のネジ切りボア89の内部に、ボルト90を螺合により固定することが可能である。従って、コレット85がツールホルダ50のボア87の内部に取り付けられた状態で、切削インサート100はコレット85の上に配置され、ボルト90が、切削インサートのボア137を貫通して配置される。続いて、ボルトがコレット85のネジ切りされたボア89と螺合により係合し、それによって、切削インサート100がコレットの外壁86の上に取り付けられた状態で、インサートのボア137がコレットの外壁86の上に嵌合する。次に、このボルト90を締め付けると、それによって、コレット85が拡大され、コレットの外壁86が切削インサートのボアの内壁140に対して固定される。その結果、切削インサート100は、ツールホルダ50に回転しないように固定される。
図2および図2Aに示すコレット85は、円形形状を画定する一定の外径D2を有する。当然のことながら、コレットの形状は円形に限定されず、多様な非円形の任意のコレット形状を利用してもよい。但しこの場合、切削インサート100の内壁140を、別の非円形形状のコレットを受け入れるように変更する必要があることは理解しておかねばならない。しかし、このような収納方式の詳細は回転工具分野の当業者にとっては周知のことである。一例として、楕円形状の切削インサートに適合するように、コレットが楕円形状の外面を有してもよい。
図2Aにおいては、コレット85はツールホルダ50に取り外し可能に固定されているが、コレット85を、恒久的にツールホルダ50の内部に取り付けるか、あるいは、ツールホルダ50の一体部品とすることも可能である。
図8に示すように、ツールホルダおよび切削インサート500は1つの一体部品である。ツールホルダ/切削インサート500は前述したツールホルダ50と同じ特徴をすべて備えている。しかし、切削インサートをツールホルダ50の端部から分離できるが、その端部に回転しないように固定する方式ではなく、ツールホルダ500は、頂面517と、それと交差して切削刃525を形成する側部520とを備えた切削刃部分502を有する。この、状況の下で、ツールホルダ500の切削刃部分502を繰り返し研磨することができ、それによって、予期せざる損傷がなければ非常に長い工具寿命を有する一体型ツールホルダ/切削インサート500が提供される。
これまでに述べた取り外し可能な切削インサートはほぼディスク形状のものであったが、インサートの頂面と少なくとも1つの側部とが本明細書で述べた特徴を有する限り、異なる形状のインサートを使用することも可能である。
特に、図9は、頂面617と、底面619と、頂面617と交差して切削刃625を画定する側部620とを有する柱状の切削インサート600を示す。このインサート600は截頭円錐形状の支柱630を有し、この支柱630がツールホルダ900内部の嵌合ボア650に嵌合して、支柱630および嵌合ボア650の間に摩擦嵌めが形成される。この方式において、切削インサート600がツールホルダ900内部に回転しないように保持される。この構造は、機械加工の作業中にインサート600上に生じる力が切削刃625に作用して、ツールホルダの中心軸952に沿う成分を含む圧縮力をもたらす場合に、特に適している。
截頭円錐形状の支柱630は、ツールホルダ900の截頭円錐状の嵌合ボア650と嵌合し得る截頭円錐状の部分632を画定する。その結果、インサート600の截頭円錐状の部分632は、ツールホルダ900の截頭円錐状のボア650と締まり嵌めを形成する。図9に示すように、インサート600の截頭円錐状の部分632は柱部材630であり、この柱部材630は、ツールホルダ650の面675に当接するように調整された位置決め肩部634を含む。インサート600の截頭円錐状の部分632の底面619を、ツールホルダ900のボア650内の内底面(図示なし)に当接するように調整することも、可能でありまた容易に想定することができる。この状況下では、位置決め肩部634は係合されない。
背景技術において、回転しないインサートの工具故障のモードを、温度および力がインサートの切削刃の1つの特定箇所に集中する結果生じるクレータ摩耗および塑性変形として特定した。本発明による設計は、先行技術の金属切削条件のこれらの故障モードを最小化する一方で、切削インサートからツールホルダへのきわめて効率的な熱伝達を可能にするので、ツールホルダが過大な温度によって損傷を受ける場合がある。従って、ツールホルダに冷却機構を導入することが望ましい場合もある。
図10に目を向けると、変形されたツールホルダ750が、その長さに沿って延びるボア755を有しており、このボア755を通して潤滑剤(冷却剤)を供給することができる。付属する切削インサート700はボア755の内部に固定され、それ自体、ツールホルダ750内部のボア755と共軸とすることができるボア705を有する。切削作業中にボア755を通して導入される潤滑剤は、切削インサート700のボア705の中を移動し、切削領域の近傍において流出する。この方式によって、潤滑剤を、切削領域の冷却と共に、さらにツールホルダ750および切削インサート700の冷却に利用することができる。
切削インサート700の詳細を図11に示す。インサート700は、頂面717と、それと交差して切削刃725を画定する側部720とを有する。切削インサート700の長さに沿って延びるボア705は、ツールホルダ750のボア755(図10)と流体連結されている。チップブレーカ740が、インサートの頂面717の幅を横断して延びており、図3および図4における突起130、135と同様に、金属加工作業中の切り屑の形成を促進するために用いられる。
図10は、一定の直径を有するボア705を示している。実際の切削領域上に潤滑流体をさらに良好に拡散させるために、図12に示すように、類似の切削インサート800は、ボアが頂面817に近付くにつれて内壁812が外向きにテーパ化された流出部分810を含むボア805を有してもよい。通常円錐形状のこの内壁812は、より広い散布領域にわたって切削流体を効果的に拡散させるように作用し、それによって切削領域を一層効果的に冷却する。この方式においては、切削作業によって発生してツールホルダに伝達される熱を効果的に除去することができると同時に、潤滑流体が切削領域を冷却するように機能する。
ツールホルダを貫通して延びる潤滑剤用のボアを設けることに加えて、耐熱性を有するツールホルダ材料を選択することも可能である。一例として、ツールホルダ材料を、インコネルとしてもよく、あるいは、十分な構造剛性を呈すると共に耐熱性を有する他のいくつかの材料のいずれかとしてもよい。
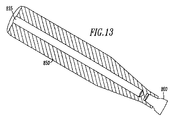
乾式の切削作業が要求され、潤滑剤を工作物に導入できない場合は、図13に示すように、ツールホルダ850の長さに沿ってその一部だけに延びるボア855を有するツールホルダ850を提供することが可能である。ボア855内に導入される潤滑剤は、加熱されると、他の潤滑流体で循環させねばならない。このような循環は、切削インサート800を高い位置に維持し、ボア855を通して潤滑剤流体を散布することによって行うことができる。この潤滑剤流体は、続いて、重力によってツールホルダ850の反対側の端部に戻る。別の方式では、例えば、切削インサート800がアセンブリの最も低い部分である場合、潤滑流体は蒸発してボア855の反対側の端部に移動し、そこで冷却されて凝縮し得る。
図13には示されていないが、ボア855をツールホルダ850の全長にわたって延長し、さらに、切削インサート800の一部を貫通するボアを導入することも全く可能である。これによって、ボア855内に導入される潤滑剤流体は、いずれもインサートのボア内にも導入され、ツールホルダ850および切削インサート800の両者を冷却する。ツールホルダ850の一部を貫通して延びるボア855を備えた構造と全く同様に、切削インサートの一部を貫通して延びると共にツールホルダのボアと連通するボア855を備えたこの構造は、ツールホルダを動かすことによって、その中の潤滑流体の攪拌を可能にし、それによって、熱を、ツールホルダ850およびインサート800全体にわたってより均等に分布させ、熱の消散を高めることができる。図13のインサート800と同様のインサートを用いて、図10のツールホルダ750を貫通して延びるボアを「プラグする」ことも可能である。
図14に目を向けると、切削インサート100は、頂面117と、この頂面117と交差して切削刃125を画定する側部120とを有しており、切削インサート100を、工作物10に対して、切削刃125における頂面117と、工作物10の軸15から延びる半径方向の線Rとの交差部に形成されるすくい角RAが、−10°〜+30°、好ましくは−5°〜+15°になるような方位に向けてもよい。多くの場合、切削刃から内側に延びるランドがあり、このランドの角度によって、切削インサートのすくい角RAが、正、ゼロまたは負になる。この状況下では、すくい角RAは、ランドの角度(すくい面角度)と、切削インサートの角度方位とを組み合わせたものになる。図14に示すように、工作物10は軸15の回りを矢印20の方向に回転している。
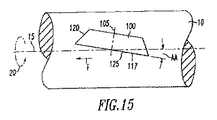
図15に目を向けると、切削インサート100を、送りの方向Fに対しても、切削刃125における頂面117と工作物10の軸15との交差が、90°より小さく、好ましくは0°〜30°の軸方向角度AAを形成するような方位に向けてもよい。以下の表に見られる実施例は、本発明によるアセンブリを用いた結果を示す。
1/2インチのICを備えた円形インサートを、本発明の図9の構造と同様の方式でツールホルダに固定し、森精機(Mori Seiki)のMT253工作機械に取り付けた。この試験は乾燥状態で行った。切削インサートは、コーティング超硬合金のKC8050であった。KC8050銘柄は、ケナメタル(Kennametal)社が製造する独占銘柄である。工作物は、当初直径が約6インチの1040炭素鋼の丸棒材であった。

これまで述べてきたのは、スピンドル内に回転しないように固定されたツールホルダであって、この場合は、スピンドルの回転がツールホルダの回転に転換され、そのツールホルダの回転が切削インサートの回転に転換される。しかし、この構造においては、スピンドルを回転させることが必要である。ところが、定置されたスピンドルと、定置されたスピンドル内部でツールホルダを回転させることができる補助的な駆動機構、例えば、スピンドル上に取り付けられたモータのような駆動機構とを用いることが完全に可能である。
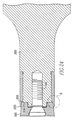
図9は、截頭円錐形状の支柱630を備えたインサート600の実施形態を示しており、この支柱630は截頭円錐状の嵌合ボア650内に嵌合可能である。図18および図19は、切削インサート1000を含むアセンブリを備えたさらに別の実施形態を示す。この切削インサート1000は、内部を貫通して延びる中心軸105を有すると共に、頂面1017と、底面1019と、その間の少なくとも1つの側部1020とを備えた本体1015を含む。切削刃1025は、少なくとも1つの側部1020と頂面1017との交差部に位置する。
このアセンブリはツールホルダ1100を含み、そのツールホルダ1100には、切削インサート1000が、そのツールホルダ1100の内部に螺合により係合する取り付けネジ1105によって取り付けられる。ツールホルダ1100は、インサート1000を中心軸105の回りを所定の回転速度で回転させるように調整される。さらに、インサート1000は、ツールホルダ1100の截頭円錐状のボア1150に嵌合可能な截頭円錐状の部分1032を有する。インサート1000の截頭円錐状の部分1032は、ツールホルダ1100の截頭円錐状のボア1150と締まり嵌めを形成する。インサート1000の截頭円錐状の部分1032は、図19に示すように、インサート1000の側部1020であり、インサート1000の底面1019は、ツールホルダ1100のボア1150内部の内底面1155に当接するように調整される。
図19に示すように、内底面1155は周縁の凹部1157を有しており、それによって、ボア1150の壁面1152の半径方向の膨張を可能にしている。
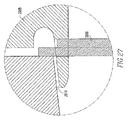
図19に再度目を向けると、インサート1000の截頭円錐状の部分1032は、中心軸105(明瞭にするため移動してある)との間に角度aを形成し、この角度aは、ツールホルダのボア1150の壁面1152が形成する角度bより大きい。インサートの部分1032の角度aとボアの壁面1152の角度bとの間の差異は0.2°〜3.0°でよいが、好ましくは1.0°である。一実施形態においては、インサート部分1032の角度aは7°であり、一方、ボア壁面の角度bは6°である。
図19に再度目を向けると、ツールホルダの面1157に隣接するツールホルダ1100の外壁面1110は、旋盤作業用の逃げ面を構成するように後退している。図19に示すように、この後退部1160は、ツールホルダ1100回りの周囲の斜角部分である。
本発明の装置を用いることによって、工作物の重なり合う幅にわたって材料を切除する先に述べた旋盤作業とは異なって、ネジを生成するように工作物を機械加工することも可能である。図16および図17は、ネジを形成するように工作物を機械加工する構成を示す。このようにネジを形成するには、インサートの送り速度と工作物の回転との間の厳密な同期が必要である。ツールホルダ50に固定されるインサート100は、切削インサート100の中心軸105が、工作物10の中心線15と角度Zをなすような方位に向けられる。さらに、切削インサート100の中心軸105に垂直な線は、工作物の中心線15から延びる半径方向の線Rと逃げ角Yを形成する。
一例において、工作物10は4140合金鋼製である。逃げ角Yは7°であり、角度Zも7°である。1/2インチICの円形インサートであるインサート100は、スピンドルの回転軸Bに垂直の方位に向けられる。工作物10の回転速度は100RPMであり、一方、インサート100の回転速度はその2倍、すなわち200RPMである。インサート100の送り速度は、ネジの所望のピッチに等しく、3インチ/回転である。切削深さは0.010インチである。この状況下において、金属の切除速度は6in3/分である。
これまで述べてきたのは、截頭円錐状の壁面を備えたボアを有するツールホルダであって、この截頭円錐状の壁面が、通常それに合致する截頭円錐状の側部を有するインサートを受け入れる。ツールホルダの壁面は本質的に連続しており、断続していなかった。本出願人は、ツールホルダのテーパ化されたボアに柔軟性を付加することが有利であり得ること、および、インサートをツールホルダから取り外すために確実排除機構を設けることが有利であり得ることを発見した。
図20および図21は、切削インサート1600およびツールホルダ2000の分解図を示す。切削インサート1600は、内部を貫通して延びる中心軸1610を有する本体1605を含む。中心軸1610はツールホルダ2000の中にも延びている。切削インサート1600は、頂面1617と、底面1619と、その間の側部1620とを有する。図20および図21に示すように、側部1620は截頭円錐形状を有してもよい。切削刃1625は、側部1620と頂面1617との交差部に形成される。図20および図21に示すように、切削刃1625は円形である。
図21に示すように、インサート本体1605の底面1619から上方に、かつその中に、非円形の凹窩1630が延びている。また、取り付け用の貫通孔1635が、中心軸1610に沿って、本体1605全体を貫通して延びている。さらに、図22に示すように、取り付け用ボア1635の一部は、保持用のボルト1640を受け入れるように、図示のテーパ化された部分1637としてテーパ化されている。
図20〜図22に示すツールホルダに目を向けると、ツールホルダ2000は、切削インサート1600を受け入れるように構成される。特に、ツールホルダ2000は本体2005を含み、本体2005は、内部に延びるテーパ化されたボア2010を有する。インサート本体1605のテーパ化された側部1620が、ツールホルダ本体2005のテーパ化されたボア2010に嵌合する。
図20は、円筒状の芯部材2015を含むツールホルダ本体2005を示す。この円筒状の芯部材2015は、縦軸1610の回りに直径が縮小された部分2020を含む。スリーブ2025が、縮小直径部分2020上に締まり嵌めで嵌合する。スリーブ2025は、縮小部分2020から前方に延出している。
図21に目を向けると、ボア2010は後方に延びており、内部を貫通して延びる中心軸1610を有する。ボア2010は内底面2030まで延びている。フープ(環状部)壁面2035が、ボア2010内において、内底面2030から前方に画定される。
ボア2010はテーパ化されており、ツールホルダ本体2005の内底面2030にインサート1600の底面1619が当接すると、ボア2010は、インサート1600の側部1620との間に弾性的な締まり嵌めを形成する。
弾性的な締まり嵌めを形成するが、同時にインサート1600を効率的に取り外しできるようにするために、スロット2040がフープ壁面2035を通って延びており、これによって、フープ壁面2035の膨張が可能になる。截頭円錐形状の内面を有するのは、ボア2010のフープ壁面2035である。
ツールホルダ本体2005は、さらに、ツールホルダ本体2005の内底面2030から延出するボス2045を含む。このボス2045は、インサート本体1635の非円形の凹窩1630と係合するように意図された非円形形状を有する。図21に示す形状は一般的な長円形であるが、インサート本体1605の非円形の凹窩1630に嵌合してテーパ化されたボア2010内部におけるインサート本体1605の回転を妨げる任意の非円形形状を用いることができる。
図22に目を向けると、ツールホルダ本体2005は、さらに、内底面2030内部に延びるネジ切りされた部分2050を含む。このネジ切りされた部分2050は、相手側のネジを有するインサート保持ボルト1640を受け入れる。保持ボルト1640は、インサート本体1605をツールホルダ本体2005に固定する。
図23および図24は、ツールホルダ本体2005と、保持ボルト1640によってその中に固定されたインサート本体1605とを示す。これらの図から、フープ壁面2035が内底面2030の前方に延びていることが分かる。
フープ壁面2035のさらなる半径方向の膨張を可能にするために、内底面2035内に、周縁の凹部2055が延びている。周縁の凹部2055が明瞭に例示されている図21を参照されたい。これは、より薄いフープ壁面2035をもたらすだけでなく、以下に述べるように、ツールホルダ2000からインサート1600を取り出す取り外し工具用のアクセス路を提供する。
図20〜図22に示すツールホルダ本体2005は、ツールホルダ本体2005の縮小部分2020の回りにスリーブ2025を含んでいるが、当然のことながら、スリーブ2025を省略して、ツールホルダ本体2005の断面形状を、スリーブ2025の領域を包含するように延長し、単一品として統合されたツールホルダ本体2005を構成することも可能である。この方式は、フープ壁面2035の剛性を高めたい場合に有効である。
また、当然のことながら、スリーブ2025をツールホルダ本体2005上に固定するために、スリーブ20205と縮小部分2020との間には弾性的な締まり嵌めが構成される。
図21に一時的に目を向けると、スロット2040は、1つ以上の半径方向の通路2060を含んでもよい。この通路2060は、フープ壁面2035を完全に貫通して延びており、周縁の凹部2055への半径方向のアクセス路を形成する。通路2026の形状は応力集中係数を低減するために円形として、スロット2040の基部に配置することができるが、この通路2060は、付加的に、インサート取り外し工具用の入口を提供する。
具体的には、図25〜図27に目を向けると、半径方向の通路2060は、ほぼツールホルダの内底面2030の位置にある半径方向の軸2065を有する。通路2060は、フープ壁面2035を完全に貫通して延びており、上記のように、周縁の凹部2055への半径方向のアクセス路を形成する。また、通路2060は、図示のように、スロット2040の最下端部に配置される。通路2060は、通路径D1を有する円筒状である。また図25〜図27には、インサート取り外し工具2080として機能する円形のロッド2080が例示されている。図24には、このロッド2080は例示されていない。取り外し工具のさらなる詳細は図30に示される。ロッド2080は、ロッドの中心線2085と、第1部分断面2090を含む第1部分2087と、通路径D1よりも小さい直径D2とを含む。ロッド2080は、さらに、第2部分2095を含み、この第2部分2095は、第1部分2087から延出する突出部分2097を有する。この場合、第2部分2095の断面2099は、第1部分2087の断面より小さく、かつ、第2部分2095はロッド2080の中心線2085から偏倚している。
図25、図26および図27は、取り外し工具2080を用いてインサート本体1605をツールホルダ本体2005から取り外すステップを示す。具体的には、インサート本体1605がツールホルダ本体2005内部に固定された状態において、取り外し工具2080の第2部分2095を通路2060および周縁の凹部2055の内部に挿入して、取り外し工具の第2部分2095がインサート本体1605の底面1619に隣接し、かつ、取り外し工具2080の第1部分2087が通路2060内部に支持される状態とする。この配置が図26に例示されている。取り外し工具2080が所定位置にセットされると、次に、その取り外し工具2080をロッドの中心線2085の回りで回転させるとよい。その結果、中心線2085から偏倚している第2部分2095が、インサート本体1605の底面1619に対して動き、それによって、インサート本体1605をツールホルダ本体2005のテーパ化されたボア2010から押し出す。この状況が図27に例示されている。
図21に目を向けると、これまで述べてきたのは、フープ壁面2035を備えたボア2010を有するツールホルダ本体2005である。このフープ壁面2035はスロット2040を有し、そのスロットの底部に通路2060が設けられている。
インサート本体1605をツールホルダ本体2005から強制的に取り出す必要がない場合には、通路2060を取り止めて、図28に示すように単なるスロット2040を設けてもよい。この状況の場合には、フープ壁面に設けられる柔軟性はなお存在するが、インサート取り外し工具用のアクセス路はなくなる。
さらに、図21のスロット2040を導入する目的であったフープ壁面2035の柔軟性の向上が必要でない場合には、図29に示すように、図25〜図27に関して説明した通路2060のみを含むことが可能である。
本発明の特定の実施形態を詳細に説明してきたが、本開示の全体的な教示を参照すれば、これらの詳細に対して種々の変更または代案を実現し得ることが当業者には認められるであろう。本明細書に提示した目下のところ好ましい実施形態は、例示としてのみ意図されたものであり、本発明の範囲を限定するものではない。本発明の範囲は、添付の特許請求の範囲の全範囲およびその任意のかつすべての等価物によって与えられる。
Claims (30)
- テーパ化された胴体部とその上の当接面とを有する切削インサートを受け入れるように構成されたツールホルダであって、
a)ツールホルダ本体と、
b)その内部の後方に延びるボアで、内部を貫通して延びる中心軸を有するボアであり、このボアは内底面まで延びており、かつ、壁面を備えたフープが前記内底面から前記ボアの前方に画定される、ボアであって、
c)さらに、前記ツールホルダ本体の内底面に前記インサートの底面が当接している時に、前記インサートの底面と弾性的な締まり嵌めを形成するような寸法のテーパ化された部分を有するボアと、
d)前記フープ壁面の膨張を可能にするための、前記フープ壁面を貫通して延びる少なくとも1つのスロットと、
を含むツールホルダ。 - 前記フープ壁面が截頭円錐状の内側表面を有する、請求項1に記載のツールホルダ。
- 前記ツールホルダの内底面から延出するボスであって、前記インサートの非円形の凹窩と係合するように意図された非円形形状を有するボスをさらに含む、請求項1に記載のツールホルダ。
- インサート保持ボルトを受け入れるための、前記内底面内部に延びるネジ切りされた部分をさらに含む、請求項1に記載のツールホルダ。
- 前記インサートを前記ツールホルダ内部に固定する保持ボルトをさらに含む、請求項4に記載のツールホルダ。
- 前記フープ壁面が円形である、請求項1に記載のツールホルダ。
- 前記フープ壁面が前記ツールホルダと一体化されている、請求項1に記載のツールホルダ。
- 前記ツールホルダ本体が、縦軸の回りに直径が縮小された部分を含む円筒状の芯部材と、前記縮小直径部分の上に締まり嵌めで嵌合されるスリーブとを有し、かつ、前記スリーブは、前記縮小部分から前記内底面の前方に延出して前記フープ壁面を画定する、請求項1に記載のツールホルダ。
- 前記フープ壁面の半径方向の膨張を可能にするために、前記内底面内部に周縁の凹部をさらに含む、請求項1に記載のツールホルダ。
- ほぼ前記内底面の位置に中心軸を有する少なくとも1つの半径方向の通路であって、前記フープ壁面を完全に貫通して延びており、前記周縁の凹部への半径方向のアクセス路を形成する半径方向の通路をさらに含む、請求項9に記載のツールホルダ。
- 前記少なくとも1つの半径方向の通路がスロットの最下端に配置される、請求項10に記載のツールホルダ。
- 前記少なくとも1つの半径方向の通路が円筒状でありかつ通路径を有する、請求項11に記載のツールホルダ。
- ロッドの中心線と、第1部分断面を有する第1部分でその直径が前記通路径よりも小さい第1部分と、前記第1部分から延出する突出部分を有する第2部分とを含む円形のロッドであって、前記第2部分の断面は前記第1部分の断面より小さく、かつ、前記第2部分は前記ロッドの中心線から偏倚している円形のロッドをさらに含む、請求項12に記載のツールホルダ。
- テーパ化された胴体部とその上の当接面とを有する切削インサートを受け入れるように構成されたツールホルダであって、
a)ツールホルダ本体と、
b)その内部の後方に延びるボアで、内部を貫通して延びる中心軸を有するボアであり、このボアは内底面まで延びており、かつ、壁面を備えたフープが、前記インサートの当接面との当接用として、前記内底面から前記ボアの前方に画定されるボアと、
c)ほぼ前記内底面の位置に半径方向の中心軸を有する少なくとも1つの半径方向の通路であり、前記フープ壁面を完全に貫通しかつさらに前記本体の中心線に向かって延びる半径方向の通路と、
を含むツールホルダ。 - 中心軸が内部を貫通して延びる本体を含む切削インサートであって、
a)頂面および底面と、
b)その間の少なくとも1つの側部である、截頭円錐形状の側部と、
c)前記少なくとも1つの側部と前記頂面との交差部における切削刃と、
d)前記本体の底面の中に上方に延びる非円形の凹窩と、
を有する切削インサート。 - 前記側部が円形の断面形状を有する、請求項15に記載の切削インサート。
- 取り付け用の貫通孔が前記本体全体を貫通して前記中心軸に沿って延びている、請求項15に記載の切削インサート。
- 前記取り付け用のボアの一部が、前記保持ボルトを受け入れるようにテーパ化されている、請求項17に記載の切削インサート。
- 前記切削刃が円形である、請求項15に記載の切削インサート。
- a)内部を貫通して延びる中心軸を有する切削インサートであって、
1)頂面および底面と、
2)その間の少なくとも1つの側部である、截頭円錐形状の側部と、
3)前記少なくとも1つの側部と前記頂面との交差部における切削刃と、
を有する本体を含む切削インサートと、
b)ツールホルダであって、
1)前方に向く端部を備えたツールホルダ本体と、
2)その内部の後方に延びるボアで、内部を貫通して延びる中心軸を有するボアであり、このボアは内底面まで延びており、かつ、壁面を備えたフープが前記内底面から前記ボアの前方に画定され、かつ、截頭円錐形状を有するボアであって、
3)さらに、前記ツールホルダ本体の内底面に前記インサートの当接面が当接している時に、前記胴体部と弾性的な締まり嵌めを形成するような寸法のテーパ化された部分を有するボアと、
を有するツールホルダと、
c)前記インサートの底面が前記ツールホルダの内底面と当接するように前記インサートが前記ツールホルダのボア内部に位置決めされる時に、前記フープ壁面の膨張を可能にするような、前記フープ壁面を貫通して延びる少なくとも1つのスロットと、
を備えたアセンブリ。 - 前記インサートの截頭円錐状の部分が前記ツールホルダの截頭円錐状のボアと締まり嵌めを形成する、請求項20に記載のアセンブリ。
- 前記ツールホルダが、前記ツールホルダの内底面から延出するボスをさらに含み、前記ボスは非円形形状を有し、前記インサートは、前記インサート本体の底面の中に上方に延びる非円形の凹窩を有し、前記インサートが前記ツールホルダ本体内に取り付けられた状態において、前記非円形のボスが前記非円形の凹窩の内部に嵌合して、前記インサートが前記ツールホルダ内部で自由に回転できないようにする、請求項20に記載のアセンブリ。
- 前記ツールホルダ本体が、インサート保持ボルトを受け入れるための、前記内底面内部に延びるネジ切りされた中心部分をさらに含む、請求項21に記載のアセンブリ。
- 前記保持ボルトをさらに含む、請求項23に記載のアセンブリ。
- 前記フープ壁面が前記ツールホルダと一体化されている、請求項21に記載のアセンブリ。
- 前記ツールホルダ本体が、縦軸の回りに直径が縮小された部分を含む円筒状の芯部材と、前記縮小直径部分の上に締まり嵌めで嵌合されたスリーブとを有し、さらに、前記スリーブは、前記縮小部分から前記内底面の前方に延出して前記フープ壁面を画定する、請求項21に記載のアセンブリ。
- 前記フープ壁面の半径方向の膨張を可能にするために、前記ツールホルダの内底面内部に周縁の凹部をさらに含む、請求項21に記載のアセンブリ。
- ほぼ前記内底面の位置に半径方向の中心軸を有する少なくとも1つの半径方向の通路であって、前記フープ壁面を完全に貫通して延びており、前記周縁の凹部への半径方向のアクセス路を形成する半径方向の通路をさらに含む、請求項21に記載のアセンブリ。
- 前記少なくとも1つの半径方向の通路がスロットの最下端に配置される、請求項21に記載のアセンブリ。
- 前記少なくとも1つの半径方向の通路が円筒状でありかつ通路径を有する請求項21に記載のアセンブリであり、円形のロッドをさらに含むアセンブリであって、前記円形のロッドは、ロッドの中心線と、第1部分断面を有する第1部分でその直径が前記通路径よりも小さい第1部分と、前記第1部分から延出する突出部分を有する第2部分とを含み、前記第2部分の断面は前記第1部分の断面より小さく、かつ、前記第2部分は前記ロッドの中心線から偏倚しており、それによって、前記ロッドが前記通路内に挿入された時に、前記突出部分が前記インサートの下部の位置の前記周縁の凹部に入り込み、その状態で、前記ロッドを回転すると、前記インサートが前記ボアから排除される、請求項21に記載のアセンブリ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US1262107P | 2007-12-10 | 2007-12-10 | |
| US11/956,520 US8573901B2 (en) | 2003-09-02 | 2007-12-14 | Assembly for rotating a cutting insert during a turning operation and inserts used therein |
| PCT/US2008/086234 WO2009076442A2 (en) | 2007-12-10 | 2008-12-10 | Assembly for rotating a cutting insert during a turning operation and inserts used therein |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011506111A true JP2011506111A (ja) | 2011-03-03 |
Family
ID=40756102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010537158A Pending JP2011506111A (ja) | 2007-12-10 | 2008-12-10 | 旋盤作業における切削インサート回転用アセンブリおよびそれに用いられるインサート |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8573901B2 (ja) |
| JP (1) | JP2011506111A (ja) |
| DE (1) | DE112008003301B4 (ja) |
| WO (1) | WO2009076442A2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013198971A (ja) * | 2012-03-26 | 2013-10-03 | Mitsubishi Materials Corp | 切削部材のクランプ機構及びこれを用いた刃部交換式切削工具 |
| JP2013198967A (ja) * | 2012-03-26 | 2013-10-03 | Mitsubishi Materials Corp | 切削部材のクランプ機構及びこれを用いた刃部交換式切削工具 |
| JP2017030091A (ja) * | 2015-07-31 | 2017-02-09 | 三菱マテリアル株式会社 | 切削ヘッドおよびヘッド交換式切削工具 |
| JP2020001156A (ja) * | 2018-06-29 | 2020-01-09 | ヘラミエンタス プレジス,エセ.エレ. | 加工工具に適用可能な切削インサートおよびこれを装着 した加工工具 |
| JP2021514858A (ja) * | 2017-12-22 | 2021-06-17 | セラティチット オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング | 工具システム及び旋削方法 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2010010048A (es) * | 2008-03-18 | 2010-12-06 | Pokolm Franzjosef | Placa de corte reversible para una fresadora. |
| BRPI0910392B1 (pt) * | 2008-03-18 | 2019-11-12 | Franz Josef Pokolm | ferramenta de fresagem para usinagem de peças com remoção de aparas |
| EP2340906A4 (en) * | 2008-09-25 | 2013-05-22 | Mitsubishi Materials Corp | ROTARY CUTTING TOOL |
| US8776357B2 (en) * | 2009-05-04 | 2014-07-15 | Mori Seiki Co. Ltd | System and method of synchronized machining |
| USD813421S1 (en) * | 2009-08-28 | 2018-03-20 | Progress Profiles Spa | Floor underlayment |
| US9188348B2 (en) * | 2009-08-28 | 2015-11-17 | Progress Profiles Spa | Method and apparatus for positioning heating elements |
| SE534651C2 (sv) * | 2010-02-12 | 2011-11-08 | Sandvik Intellectual Property | Skär, verktygsdel, förfarande jämte verktygsmaskin för spånskärande metallbearbetning |
| IL204008A (en) * | 2010-02-17 | 2014-02-27 | Iscar Ltd | Tool connection |
| CA2792530A1 (en) * | 2010-03-10 | 2011-09-15 | Tungaloy Corporation | Clamp assistant member and cutting tool including clamp assistant member |
| US8459904B2 (en) | 2010-06-23 | 2013-06-11 | Kennametal Inc. | Cutting insert and holder for rotating applications |
| US8959738B2 (en) * | 2012-03-21 | 2015-02-24 | General Electric Company | Process of repairing a component, a repair tool for a component, and a component |
| US8858130B2 (en) * | 2012-04-24 | 2014-10-14 | Kennametal Inc. | Indexable circular cutting insert |
| EP2818268B1 (en) * | 2013-06-26 | 2017-05-10 | VARGUS Ltd. | Cutting insert and a tool holder with a seat for cutting insert |
| JP5902753B2 (ja) * | 2014-05-28 | 2016-04-13 | ファナック株式会社 | 切上げ・切込み運動または円運動挿入機能を有する数値制御装置 |
| US10215423B2 (en) | 2014-08-18 | 2019-02-26 | Progress Profiles S.P.A. | Method and apparatus for positioning heating elements |
| CA3061778C (en) | 2014-08-18 | 2020-03-31 | Progress Profiles Spa | Method and apparatus for positioning heating elements |
| USD806911S1 (en) | 2015-03-17 | 2018-01-02 | Silcart S.P.A. | Floor underlayment |
| DE102015114456A1 (de) * | 2015-08-31 | 2017-03-02 | Kennametal Inc. | Einstellsystem und Werkzeug |
| DE102016105354B4 (de) * | 2016-03-22 | 2018-03-22 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Spanabhebendes Werkzeug |
| US10859274B2 (en) | 2016-04-01 | 2020-12-08 | Progress Profiles S.P.A. | Support for radiant covering and floor heating elements |
| US9726383B1 (en) | 2016-06-17 | 2017-08-08 | Progress Profiles S.P.A. | Support for radiant covering and floor heating elements |
| USD971449S1 (en) | 2016-04-13 | 2022-11-29 | Progress Profiles S.P.A. | Floor underlayment |
| WO2017210400A1 (en) * | 2016-06-01 | 2017-12-07 | Endres William J | Rotary cutting insert and support device |
| JP6484278B2 (ja) | 2017-04-10 | 2019-03-13 | ファナック株式会社 | フライス切削工具および加工装置 |
| CN109262327A (zh) * | 2017-07-18 | 2019-01-25 | 中国航空工业集团公司济南特种结构研究所 | 一种异型面装夹及凹槽轴螺纹加工工装 |
| CN109482907A (zh) * | 2018-11-13 | 2019-03-19 | 北京星航机电装备有限公司 | 一种薄壁弱刚性零件的车加工装夹及加工方法 |
| DE102018132837A1 (de) * | 2018-12-19 | 2020-06-25 | Herrmann Ultraschalltechnik Gmbh & Co. Kg | Ultraschallschweißanlage |
| USD1036979S1 (en) | 2020-04-06 | 2024-07-30 | Progress Profiles S.P.A. | Floor underlayment |
| USD1036242S1 (en) | 2020-04-22 | 2024-07-23 | Progress Profiles S.P.A. | Floor underlayment |
| USD1036243S1 (en) | 2020-10-09 | 2024-07-23 | Progress Profiles S.P.A. | Floor underlayment |
| US11786982B2 (en) * | 2021-04-26 | 2023-10-17 | Kennametal Inc. | Cutting tool comprising toolholder and round cutting insert and method for repositioning the round cutting insert in a pocket of the toolholder |
| EP4173743A1 (de) * | 2021-10-29 | 2023-05-03 | DVS Innovation GmbH | Vorrichtung und verfahren zur bearbeitung eines werkstücks |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03505997A (ja) * | 1988-07-14 | 1991-12-26 | セラシヴ ゲゼルシャフト ミット ベシュレンクテル ハフツング イノヴェイティヴズ ケラミク―エンジニアリング | 円形チツププレート用のクランプホルダ |
| JPH10277816A (ja) * | 1997-03-28 | 1998-10-20 | Ngk Spark Plug Co Ltd | 工具ユニット、ならびにそれに使用されるスローアウェイチップ及びチップホルダ |
| JP2002187006A (ja) * | 2000-12-18 | 2002-07-02 | Sumitomo Electric Ind Ltd | スローアウェイチップ及びチップ取付け座 |
| WO2006028866A2 (en) * | 2004-09-07 | 2006-03-16 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
Family Cites Families (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2153236A (en) * | 1937-04-19 | 1939-04-04 | Packard Motor Car Co | Tool |
| US2206770A (en) | 1938-12-19 | 1940-07-02 | Nat Broach & Mach | Surface shaving |
| US2289344A (en) * | 1941-04-28 | 1942-07-14 | Forest City Bit & Tool Co | Tool |
| BE465133A (ja) | 1943-04-14 | |||
| CH244896A (de) | 1945-02-15 | 1946-10-15 | E Dr Corridori | Verfahren für die spanabhebende Bearbeitung von Werkstücken. |
| FR1065881A (fr) | 1952-11-04 | 1954-05-31 | Outil de tour | |
| US3037264A (en) | 1959-09-08 | 1962-06-05 | Carl W Mossberg | Coolant type milling cutter |
| GB1140841A (en) * | 1965-01-24 | 1969-01-22 | Production Engineering Res Ass | Improved cutting tool |
| US3299491A (en) | 1965-10-19 | 1967-01-24 | Teller B Hall | Cutting tool |
| USRE26637E (en) | 1967-11-13 | 1969-07-29 | Rotary cutter and method | |
| US3656377A (en) | 1969-07-10 | 1972-04-18 | Allen Bradley Co | Surface speed control of spindle-related numerical control system |
| JPS5119271Y2 (ja) | 1972-02-26 | 1976-05-20 | ||
| US3925868A (en) | 1974-06-21 | 1975-12-16 | Mccrosky Tool Corp | Clamping assembly for cutter bits |
| US4024777A (en) | 1976-06-03 | 1977-05-24 | Derrell Jean Fogarty | Automatically indexable cutting tool |
| GB1582639A (en) | 1976-09-21 | 1981-01-14 | Lucas Industries Ltd | Tool assembly for and a method of effecting a rotary turning operation |
| JPS5348289A (en) | 1976-10-14 | 1978-05-01 | Nippon Tungsten | Cutting device having rotary cutting tool |
| SU753540A1 (ru) | 1977-04-19 | 1980-08-07 | Физико-технический институт АН Белорусской ССР | Способ резани самовращающимс резцом |
| GB2057939B (en) | 1979-09-04 | 1982-11-24 | Univ Western Australia | Method of machining and a rotary cutting tool therefor |
| US4477211A (en) | 1980-03-13 | 1984-10-16 | Briese Leonard A | Rotary tool cutting cartridge |
| US4529048A (en) * | 1982-10-06 | 1985-07-16 | Megadiamond Industries, Inc. | Inserts having two components anchored together at a non-perpendicular angle of attachment for use in rotary type drag bits |
| AT386366B (de) * | 1983-01-17 | 1988-08-10 | Mogilevskij Otdel Fiz T I | Schneidelement fuer rotationsmeissel |
| US4720216A (en) | 1985-01-18 | 1988-01-19 | Smith Robert S | Cylindrical cutting tool |
| JPS61187612U (ja) | 1985-05-17 | 1986-11-22 | ||
| AT396662B (de) | 1986-02-24 | 1993-11-25 | Linsinger Maschinenbau Gmbh | Umfangsfräser zum bearbeiten der kanten von blechen |
| SE457623B (sv) * | 1987-04-21 | 1989-01-16 | Sandvik Ab | Verktygskoppling |
| JPS63295151A (ja) | 1987-05-25 | 1988-12-01 | Mitsubishi Heavy Ind Ltd | 回転工具切削装置 |
| CS275407B6 (cs) | 1989-04-28 | 1992-02-19 | Sigma Dolni Benesov | Drážkovací nástroj |
| US5014581A (en) | 1989-07-12 | 1991-05-14 | The United States Of America As Represented By The Secretary Of The Air Force | Apparatus for machining |
| DE3936539A1 (de) | 1989-11-02 | 1991-05-08 | Vitkovice Zelezarny | Rotations-drehmesser |
| JP2791917B2 (ja) | 1990-10-29 | 1998-08-27 | ファナック株式会社 | ポリゴン加工方法 |
| JP2595593Y2 (ja) | 1991-05-20 | 1999-05-31 | 並木精密宝石株式会社 | コレットチャック装置 |
| FR2687945B1 (fr) | 1992-02-27 | 1996-10-18 | Pierre Gradel | Procede et dispositif de tournage par generation. |
| US5234296A (en) | 1992-06-03 | 1993-08-10 | Kennametal Inc. | Endmill adapter with integral collet |
| JPH0691406A (ja) | 1992-09-10 | 1994-04-05 | Nissan Motor Co Ltd | 切削工具 |
| JPH06170607A (ja) | 1992-12-04 | 1994-06-21 | Nippon Poripenko Kk | ロータリーバイトチップ及びロータリー式切削装置 |
| JPH06262401A (ja) | 1993-01-13 | 1994-09-20 | Canon Inc | ビデオテープレコーダのシリンダー及び回転体の加工方法及び加工装置 |
| CZ262895A3 (en) * | 1993-04-14 | 1996-02-14 | Zettl Gmbh Cnc Prazisions Und | Milling tool |
| US5478175A (en) | 1993-08-24 | 1995-12-26 | Greenleaf Corporation | Cutting insert assembly |
| US5769577A (en) * | 1994-07-20 | 1998-06-23 | Lawrence O. Boddy | Removable spinning tool assembly |
| DE4430171C2 (de) | 1994-08-25 | 1996-08-14 | Walter Ag | Formschlüssig gesicherte Schneidplatte |
| DE4440631C2 (de) | 1994-11-14 | 1998-07-09 | Trumpf Gmbh & Co | Verfahren und Bearbeitungsmaschine zum Strahlschneiden von Werkstücken mittels wenigstens zweier Schneidstrahlen |
| JPH08155722A (ja) * | 1994-12-06 | 1996-06-18 | Izumi Kogyo Kk | T溝フライス |
| IL113698A (en) * | 1995-05-11 | 1998-12-06 | Iscar Ltd | Cutting tool assembly |
| SE506679C2 (sv) * | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| SE509363C2 (sv) | 1995-09-25 | 1999-01-18 | Sandvik Ab | Fastspänningsanordning fjör skärplattor samt skärplatta avsedd för dylik anordning |
| US5674032A (en) | 1995-10-12 | 1997-10-07 | Aesop, Inc. | Tooling system and method with integral hydrostatic bearings and turbine power source |
| AT406129B (de) | 1996-03-18 | 2000-02-25 | Pomikacsek Josef | Vorrichtung zum spanabhebenden bearbeiten einer streifenförmigen werkstückfläche |
| US5827016A (en) * | 1996-06-20 | 1998-10-27 | Seco Tools Ab | Octagonal milling insert with anti-rattle configuration and strengthened cutting edges |
| SE511390C2 (sv) * | 1997-03-05 | 1999-09-20 | Sandvik Ab | Anordning vid fastspänning av skärplattor för skärande metallbearbetning |
| SE509540C2 (sv) | 1997-06-30 | 1999-02-08 | Seco Tools Ab | Verktyg |
| WO1999007507A2 (en) | 1997-08-12 | 1999-02-18 | Arizona Board Of Regents, A Body Corporate Acting On Behalf Of Arizona State University | Method and apparatus for hard machining |
| US6073524A (en) | 1998-03-04 | 2000-06-13 | Rotary Technologies Corporation | Metal boring with self-propelled rotary cutters |
| JP3056021U (ja) | 1998-06-01 | 1999-02-02 | 株式会社小松製作所 | 工具ホルダー |
| JP2000015501A (ja) | 1998-06-30 | 2000-01-18 | Mitsubishi Heavy Ind Ltd | 内部冷却形回転切削装置 |
| JP2000024807A (ja) | 1998-07-15 | 2000-01-25 | Mitsubishi Heavy Ind Ltd | 回転バイトのチップブレーカ |
| IL125766A (en) * | 1998-08-13 | 2002-12-01 | Iscar Ltd | The barrel of a tool and a rotating cutting head for placing on it in the form of a self-lining |
| JP2000176724A (ja) * | 1998-12-09 | 2000-06-27 | Mitsubishi Materials Corp | 嵌合式切削工具 |
| SE519123C2 (sv) * | 1998-12-22 | 2003-01-14 | Seco Tools Ab | Skär och verktyg för skärande bearbetning samt metod för montering av skär i detta |
| JP2001047382A (ja) | 1999-08-06 | 2001-02-20 | Osg Corp | 表示付き硬質皮膜被覆部材 |
| IL134226A (en) * | 2000-01-26 | 2003-12-10 | Iscar Ltd | Cutting tool assembly |
| DE10009721A1 (de) * | 2000-03-01 | 2001-09-06 | Komet Stahlhalter Werkzeuge | Maschinenreibahle und Reibkopf für eine Maschinenreibahle |
| JP2001252817A (ja) | 2000-03-09 | 2001-09-18 | Hitachi Tool Engineering Ltd | 刃部交換式切削工具 |
| JP3862060B2 (ja) | 2000-06-23 | 2006-12-27 | ヤマザキマザック株式会社 | 複合工具を用いたワークの加工方法 |
| JP2002011617A (ja) | 2000-06-23 | 2002-01-15 | Yamazaki Mazak Corp | 工作機械 |
| IL148648A0 (en) | 2000-07-14 | 2002-09-12 | Sumitomo Electric Industries | Throwaway cutting tool |
| JP2002144112A (ja) | 2000-11-01 | 2002-05-21 | Mitsubishi Materials Corp | 円板状のスローアウェイチップのクランプ機構 |
| US6540448B2 (en) * | 2001-05-14 | 2003-04-01 | Ingersoll Cutting Tool Company | Cutting tool with improved insert seat arrangement for indexable cutting inserts |
| SE524063C2 (sv) * | 2002-01-29 | 2004-06-22 | Sandvik Ab | Verktygskoppling för roterande verktyg där kopplingens hondel har ett triangulärt tvärsnitt |
| SE524557C2 (sv) * | 2002-03-21 | 2004-08-24 | Sandvik Ab | Roterande verktyg samt skärdel med flexibla organ fasthållningsorgan samt medbringare |
| EP1364735B1 (de) | 2002-05-23 | 2009-07-01 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Werkzeug zur spanenden Bearbeitung von Werkstücken |
| SE526539C2 (sv) * | 2002-05-28 | 2005-10-04 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning där skärläget uppvisar flexibla partier. |
| SE525913C2 (sv) * | 2002-12-20 | 2005-05-24 | Seco Tools Ab | Skär, verktyg samt metod för montering av skär där skäret kan orienteras i önskad position |
| US7156006B2 (en) * | 2003-09-02 | 2007-01-02 | Kennametal Inc. | Method and assembly for rotating a cutting insert during a turning operation and inserts used therein |
| SE526586C2 (sv) * | 2003-11-25 | 2005-10-11 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning innefattande en han/hon-koppling mellan skärdel och hållardel |
| US7240593B2 (en) * | 2005-04-19 | 2007-07-10 | Roger Little | Miniature cutting insert holder |
| SE528751C2 (sv) * | 2005-06-27 | 2007-02-06 | Sandvik Intellectual Property | Svarvverktyg och indexerbart svarvskär, samt tillsats för dylika svarvverktyg |
| SE530181C2 (sv) * | 2005-12-21 | 2008-03-18 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt grundkropp och separat låsorgan härför |
| JP2010076033A (ja) * | 2008-09-25 | 2010-04-08 | Mitsubishi Materials Corp | ロータリバイト |
| USD659729S1 (en) * | 2010-06-23 | 2012-05-15 | Kennametal Inc. | Toolholder |
| US8459904B2 (en) * | 2010-06-23 | 2013-06-11 | Kennametal Inc. | Cutting insert and holder for rotating applications |
-
2007
- 2007-12-14 US US11/956,520 patent/US8573901B2/en not_active Expired - Fee Related
-
2008
- 2008-12-10 DE DE112008003301.3T patent/DE112008003301B4/de not_active Expired - Fee Related
- 2008-12-10 WO PCT/US2008/086234 patent/WO2009076442A2/en active Application Filing
- 2008-12-10 JP JP2010537158A patent/JP2011506111A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03505997A (ja) * | 1988-07-14 | 1991-12-26 | セラシヴ ゲゼルシャフト ミット ベシュレンクテル ハフツング イノヴェイティヴズ ケラミク―エンジニアリング | 円形チツププレート用のクランプホルダ |
| JPH10277816A (ja) * | 1997-03-28 | 1998-10-20 | Ngk Spark Plug Co Ltd | 工具ユニット、ならびにそれに使用されるスローアウェイチップ及びチップホルダ |
| JP2002187006A (ja) * | 2000-12-18 | 2002-07-02 | Sumitomo Electric Ind Ltd | スローアウェイチップ及びチップ取付け座 |
| WO2006028866A2 (en) * | 2004-09-07 | 2006-03-16 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013198971A (ja) * | 2012-03-26 | 2013-10-03 | Mitsubishi Materials Corp | 切削部材のクランプ機構及びこれを用いた刃部交換式切削工具 |
| JP2013198967A (ja) * | 2012-03-26 | 2013-10-03 | Mitsubishi Materials Corp | 切削部材のクランプ機構及びこれを用いた刃部交換式切削工具 |
| JP2017030091A (ja) * | 2015-07-31 | 2017-02-09 | 三菱マテリアル株式会社 | 切削ヘッドおよびヘッド交換式切削工具 |
| JP2021514858A (ja) * | 2017-12-22 | 2021-06-17 | セラティチット オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング | 工具システム及び旋削方法 |
| US11396051B2 (en) | 2017-12-22 | 2022-07-26 | Ceratizit Austria Gmbh | Tool system and method for turning |
| JP7198821B2 (ja) | 2017-12-22 | 2023-01-04 | セラティチット オーストリア ゲゼルシャフト ミット ベシュレンクテル ハフツング | 工具システム及び旋削方法 |
| US11806791B2 (en) | 2017-12-22 | 2023-11-07 | Ceratizit Austria Gesellschaft M.B.H | Method for turning a workpiece with a tool system |
| JP2020001156A (ja) * | 2018-06-29 | 2020-01-09 | ヘラミエンタス プレジス,エセ.エレ. | 加工工具に適用可能な切削インサートおよびこれを装着 した加工工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112008003301B4 (de) | 2020-01-23 |
| WO2009076442A3 (en) | 2009-09-17 |
| WO2009076442A2 (en) | 2009-06-18 |
| US8573901B2 (en) | 2013-11-05 |
| US20080232909A1 (en) | 2008-09-25 |
| DE112008003301T5 (de) | 2010-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011506111A (ja) | 旋盤作業における切削インサート回転用アセンブリおよびそれに用いられるインサート | |
| JP5519616B2 (ja) | 回転切削用インサートアセンブリ及びその使用方法 | |
| RU2457080C2 (ru) | Вращающийся узел для металлообработки (варианты) | |
| KR101676885B1 (ko) | 머시닝 센터용 유니버셜 툴 마운팅 시스템 | |
| US6808340B2 (en) | Tool apparatus | |
| US20030103821A1 (en) | Tool for the precision machining of surfaces | |
| JP2003165007A (ja) | コレット | |
| JP5980360B1 (ja) | フライス工具 | |
| US10967441B2 (en) | Drilling system and modular drilling head for deep hole drilling | |
| WO2017126145A1 (ja) | ホブ | |
| JP2002346809A (ja) | 穴加工用切削工具およびその工具を用いた穴加工方法 | |
| JPH03196915A (ja) | 多山ねじフライス | |
| JP2024502539A (ja) | リセス加工用の切削インサート、2つのこのような切削インサートを備えた切削インサートキット、このような切削インサート用の切削インサートホルダおよびリセスを製作するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130917 |