JP2010034493A - 平角導線の端子への巻付け方法およびその巻付け方法を用いた電子部品の製造方法並びに平角導線の巻線装置 - Google Patents
平角導線の端子への巻付け方法およびその巻付け方法を用いた電子部品の製造方法並びに平角導線の巻線装置 Download PDFInfo
- Publication number
- JP2010034493A JP2010034493A JP2009004057A JP2009004057A JP2010034493A JP 2010034493 A JP2010034493 A JP 2010034493A JP 2009004057 A JP2009004057 A JP 2009004057A JP 2009004057 A JP2009004057 A JP 2009004057A JP 2010034493 A JP2010034493 A JP 2010034493A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- flat
- terminal
- conducting wire
- winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coil Winding Methods And Apparatuses (AREA)
Abstract
【解決手段】ノズル10から出た平角導線4の線端(巻き始め)を、ボビン2のターミナル部5におけるターミナル端子6基端部の始端保持部6tにおけるかしめ部6tbに差込んでかしめ固定する。次いで、ノズル10を、180度自転させるとともに、ノズル10をボビン2の始端保持部6tの周りに、自転とは反対周りに180度公転させつつ、所定の半ピッチ進行させる。さらに、ノズル10を自転させると共に、ノズル10を、自転とは反対周りに180度公転させつつ、所定の半ピッチ進行させる。
【選択図】図14
Description
この巻線方法においては、ボビンを巻回始端保持部の側が固定端側となるように片持ち支持し、巻回始端保持部に取り付けた線材を、ボビンの自由端側へ引き出しつつ、ボビンと当接可能なコイル押えにより引き出された線材を、ボビンに押し付けた後、この押し付け位置から先の線材をノズルとボビンとの相対回転によりボビンの周方向へ屈曲させるようにしている。
平角導線の一面が常に端子に接触した状態で巻かれないと、後の溶接工程(例えばヒュージング工程)を良好に行うことができず、溶接強度が不足する。
さらには、端子固定で、端子の周囲をノズルが移動すると、ノズルの穴の向きが相対的に移動してしまう。
本発明は、以上のような課題を改善するために提案されたものであって、平角線などの導線のように、強度の低い導線を効果的に巻付けることができる、平角導線の端子への巻付け方法およびその巻付け方法を用いた電子部品の製造方法並びに平角導線の巻線装置を提供することを目的とする。
以上の巻付け方法を用いてインジェクタのコイル部を作製すれば、インジェクタの製品不良率低下に寄与することができる。
なおインジェクタは、図示は省略するが、例えば三方電磁弁と、オリフィスと油圧ピストンと、ノズル部とを備え、コンピュータの制御下に、三方電磁弁をONとして、制御室の高圧燃料がオリフィスを介して流出し、ノズルニードル弁が上昇して噴射が開始され、三方電磁弁をOFFとすることで、オリフィスを介して制御室に高圧燃料が加わり、油圧ピストンを介してニードル弁が下降して噴射を終了する機能を有している。そして、三方電磁弁における電磁コイルには、耐熱被膜が形成された平角導線(後述)が巻回されている。
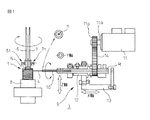
図1に、上述のようなインジェクタを製造するために、インジェクタのコイル部1を形成する工程のうち、コイル部1のボビン2に、巻線装置3を用いて、平角導線4を巻付ける工程を示している。
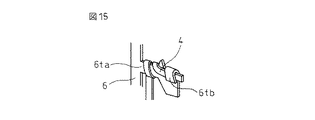
そして、これらターミナル端子6、7基端部に、それぞれ、巻回される平角導線4の巻き始め、巻き終わりを絡めてかしめ止めする始端保持部6tと、終端保持部7tとを突設している。
始端保持部6t、終端保持部7tは、それぞれ端子上にターミナル端子6、7に突設したもので、平角導線4を絡める絡め部6ta、7taと、先端に設けて平角導線4を挟み込んでかしめ止めするかしめ部6tb、7tbとを備えている(図4参照)。かかるかしめ部6tb、7tbには、平角導線4の幅広一面を密着させて挟み込み、かしめ止めするようにしている。これにより、後の溶接工程(ヒュージング工程)を良好に行えるようにしている。
巻線装置3は、コイル部1のボビン2を保持するための主軸8と、装置本体(図示省略)に巻回格納した平角導線4を引き出して、案内手段たるノズル10を介して平角導線4を、XYZ方向に移動操作可能に保持する可動部9と、平角導線4を、ノズル10を介してノズル10の軸回りに自転駆動するノズル回転用サーボモータ11とを備えている。
この場合、ホルダ12は、X軸に平行に軸心を合わせてあり、軸心に沿って装置本体内に格納された平角導線4のロールから、平角導線4を引き出すための通路Rが形成されている。かかるホルダ12の先端にノズル10を同軸的に嵌合保持している。
ノズル10は、基端部を上記ホルダ12の先端に差込むように嵌入してホルダ12における通路Rに連通させている。かかるノズル10には、詳細は後述するが、案内通路10pの中途に、ガイドする平角導線4の外形に合わせた、偏平な偏平通路hが形成されている。
なお、以上のようなホルダ12は、X軸方向に安定して移動できるように支持する、支持腕13を備えている。
なお、これら可動部9、可動部9搭載のノズル回転用サーボモータ11は、装置本体に格納された制御盤に設定された動作プログラムにより、後述する動作を行う設定となっている。
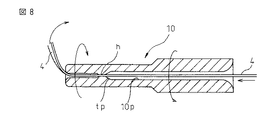
ノズル10は、ノズル10内の平角導線4の案内通路10pには、中途部位、すなわち先端寄りの中途部位には、断面が偏平形状の偏平通路hが設けられており、且つ、先端側の断面が円形状となっており、さらには、先端開口縁部が面取りされている。
かかるノズル10において、ホルダ12に同軸的に嵌入保持される、外径が太い基部側から、先端寄りの中途部位における偏平通路hまでの案内通路10pの内径は、偏平通路hから、先端側までの案内通路10pの内径に比較して大としている。
以上のようなノズル10の案内通路10pにおいて、先端側の断面円形の内径は、ここではΦ0.4程である。偏平通路hの断面において、長辺側が先端側の断面円形の内径と同様、Φ0.4である。一方、短辺側は、平角導線4の短辺(幅)の半分以下である、Φ0.18としている。
さらに、案内通路10pと中途部位における偏平通路h間の境界は、平角導線4が、円滑に案内通路10pから偏平通路hにもたらされるようにテーパー部tpを設けている。
平角導線4をインジェクタにおけるコイル部1に巻付けるに当たり、まず、ボビン2を巻線装置3の主軸8にセットする。なお、ノズル10は、当初、主軸8と直交方向(X軸方向)にある。
次に、ノズル10から出た平角導線4の線端(巻き始め)を、ボビン2のターミナル部5におけるターミナル端子6基端部の始端保持部6tにおけるかしめ部6tbに差込んでかしめ固定する。このとき、平角導線4の幅広一面が密着されるようにする(図6参照)。
その際、装置本体に巻回格納した平角導線4は、ノズル10を介して引き出され、案内通路10pを通過する際、中途の偏平通路hにより、捩れないように支えることができる。すなわち、可動部9によりノズル10を、XYZ軸方向に移動させてコイル部1のボビン2に平角導線4を巻付ける動作を行っても、捩れることはなく、しかも、ノズル10の先端が断面円形状であるため、ノズル10の巻回動作に、平角導線4は遅れることなく追随し、平角導線4に対し、無用のストレスがかかることはない(図8参照)。
さらに、ノズル10を、ノズル回転用サーボモータ11によりホルダ12を介して180度自転させ、装置本体における駆動機構により始端保持部6tの周りに、自転と反対回りに180度公転させつつ、所定の半ピッチ進行させる(図7、図10、図12参照)。
このように、ノズル10はボビン2の始端保持部6tの周りを自転しながら、公転する。
これにより、平角導線4の一面を始端保持部6tに確実に接触させた状態で、螺旋状に巻付けることができる。
以上のような動作を、4回繰り返すことで、720度回転移動したことになり、これにより、始端保持部6tの周りに平角導線4を2回巻付けることができる(図10〜図15参照)。
このとき、装置本体における駆動機構により、ノズル10をボビン2の終端保持部7tの周りを、自転とは反対回りに180度公転させる。
このようにして、ノズル10はボビン2の終端保持部7tの周りを自転しながら、公転することができる。
以上のような動作を、4回繰り返すことで、720度回転移動したことになり、これにより、終端保持部7tの周りに平角導線4を2回巻付けることができる。なお、以上の動作は、始端保持部6tへの巻付け工程と同じであり、逆に進行するだけであるので、図示は省略している。
そして、ノズル10を移動させて、平角導線4の終端側を、ボビン2のターミナル部5におけるターミナル端子7基端部の終端保持部7tにおけるかしめ部7tbに差込んでかしめ固定して切断し、コイル部1の端子巻付け、コイル形成工程を完了することができる。
すなわち、ノズル10における案内通路10pは、断面偏平形状の中途部位から断面円形状の先端に向かって内径が拡開する形状とすることもできる。
このような構成によれば、ノズル10の巻回動作に、一層、平角導線4は追随して捩れることなく、平角導線4に対し、無用のストレスがかかることはない。
2 ボビン
3 巻線装置
4 平角導線
5 ターミナル部
6、7 ターミナル端子
6t 始端保持部
7t 終端保持部
6ta、7ta 絡め部
6tb、7tb かしめ部
8 主軸
9 可動部
10 ノズル
10p 案内通路
11 サーボモータ
11a 出力軸
11p 駆動プーリ
12 ホルダ
13 支持腕
14 動力伝達ベルト
R 通路
h 偏平通路
tp テーパ部
Claims (11)
- 平角導線(4)の始端側を端子へ巻付ける平角導線(4)の端子への巻付け方法であって、
前記平角導線(4)の始端側を端子側に固定し、案内手段たるノズル(10)から前記平角導線(4)を引き出しつつ、前記ノズル(10)を介して平角導線(4)を所定角度自転させると共に、前記ノズル(10)を介して平角導線(4)を前記端子周囲に、前記自転と反対回りに同角度公転させつつ、前記端子延在方向に進行させることを特徴とする平角導線(4)の端子への巻付け方法。 - 平角導線(4)の終端側を端子へ巻付ける平角導線(4)の端子への巻付け方法であって、
案内手段たるノズル(10)から前記平角導線(4)を引き出しつつ、前記ノズル(10)を介して前記平角導線(4)を所定角度自転させると共に、前記ノズル(10)を介して前記平角導線(4)を前記端子周囲に、前記自転と反対回りに同角度公転させつつ、前記端子延在方向に後退させ、
前記平角導線(4)の終端側を端子側に固定することを特徴とする平角導線の端子への巻付け方法。 - 前記平角導線(4)を端子側に、かしめ固定によって固定することを特徴とする請求項1または2に記載の平角導線の端子への巻付け方法。
- 電子部品におけるコイル部(1)を形成するに当たり、巻線装置(3)におけるノズル(10)から引き出された平角導線(4)を端子側に巻き止めて、ボビン(2)自体を回転させて、前記平角導線(4)を前記ボビン(2)に巻付ける電子部品の製造方法において、
前記平角導線(4)の始端側をボビン(2)に設けた巻回始端保持部(6t)に固定し、案内手段たるノズル(10)から前記平角導線(4)を引き出しつつ、前記ノズル(10)を介して平角導線(4)を所定角度自転させると共に、前記ノズル(10)を介して平角導線(4)を前記巻回始端保持部(6t)周囲に、前記自転と反対回りに同角度公転させつつ、前記巻回始端保持部(6t)延在方向に進行させることを特徴とする電子部品の製造方法。 - 前記平角導線(4)を前記巻回始端保持部(6t)側に、かしめ固定によって固定することを特徴とする請求項4に記載の電子部品の製造方法。
- 電子部品におけるコイル部(1)を形成するに当たり、巻線装置(3)におけるノズル(10)から引き出された平角導線(4)を端子側に巻き止めて、ボビン(2)自体を回転させて、前記平角導線(4)を前記ボビン(2)に巻付ける電子部品の製造方法において、
案内手段たるノズル(10)から前記平角導線(4)を引き出しつつ、前記ノズル(10)を介して前記平角導線(4)を所定角度自転させると共に、前記ノズル(10)を介して前記平角導線(4)を前記ボビン(2)に設けた巻回終端保持部(7t)周囲に、前記自転と反対回りに同角度公転させつつ、前記巻回終端保持部(7t)延在方向に後退させ、
前記平角導線(4)の終端側を前記巻回終端保持部(7t)側に固定することを特徴とする電子部品の製造方法。 - 前記平角導線(4)を前記巻回終端保持部(7t)側に、かしめ固定によって固定することを特徴とする請求項6に記載の電子部品の製造方法。
- 前記巻線装置(3)は、前記ボビン(2)を保持するための主軸(8)と、
前記平角導線(4)を引き出して、案内手段たるノズル(10)を介して前記平角導線(4)を、移動調節可能に構成した可動部(9)と、
前記ノズル(10)を軸回りに自転駆動するノズル回転用サーボモータ(11)と、
を備えたことを特徴とする請求項4または6に記載の電子部品の製造方法。 - 前記コイル部(1)を有する電子部品は、インジェクタであることを特徴とする請求項4〜8記載のうち、いずれか1に記載の電子部品の製造方法。
- 電子部品におけるコイル部(1)のボビン(2)に平角導線(4)を巻付ける平角導線の巻線装置(3)であって、
前記コイル部(1)のボビン(2)を保持するための主軸(8)と、
装置本体に巻回格納した前記平角導線(4)を、案内手段たるノズル(10)を介して引き出して、複数軸方向に移動操作可能に保持する可動部(9)と、
前記平角導線(4)を、前記ノズル(10)を介してノズル(10)の軸回りに自転駆動するノズル回転用サーボモータ(11)とを備え、
前記ノズル(10)を介して平角導線(4)を所定角度自転させると共に、前記自転と反対回りに同角度公転させつつ、前記ノズル(10)の軸延在方向に進行させるようにし、
前記ノズル(10)における、ノズル(10)内の前記平角導線(4)の案内通路(10p)は、中途部位の断面が偏平形状であり、先端側の断面が円形状であることを特徴とする平角導線の巻線装置。 - 前記ノズル(10)における案内通路(10p)は、前記断面偏平形状の中途部位から前記断面円形状の先端に向かって内径が拡開していることを特徴とする請求項10に記載の平角導線の巻線装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009004057A JP5141562B2 (ja) | 2008-06-25 | 2009-01-09 | 平角導線の端子への巻付けを含むボビンへの平角導線の巻線装置 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008166442 | 2008-06-25 | ||
| JP2008166442 | 2008-06-25 | ||
| JP2009004057A JP5141562B2 (ja) | 2008-06-25 | 2009-01-09 | 平角導線の端子への巻付けを含むボビンへの平角導線の巻線装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010034493A true JP2010034493A (ja) | 2010-02-12 |
| JP5141562B2 JP5141562B2 (ja) | 2013-02-13 |
Family
ID=41738587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009004057A Active JP5141562B2 (ja) | 2008-06-25 | 2009-01-09 | 平角導線の端子への巻付けを含むボビンへの平角導線の巻線装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5141562B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102606789A (zh) * | 2011-01-24 | 2012-07-25 | 株式会社鹭宫制作所 | 线圈及使用线圈的电磁阀 |
| CN102682999A (zh) * | 2012-05-13 | 2012-09-19 | 江苏有能电力自动化有限公司 | 消谐补偿变电装置多层箔式线圈绕线机 |
| CN114242447A (zh) * | 2022-02-25 | 2022-03-25 | 绵阳聚贤自动化设备有限公司 | 网络滤波器的绕脚头 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5489248A (en) * | 1977-12-27 | 1979-07-16 | Showa Electric Wire & Cable Co | Flat type wire coil winding machine |
| JPS642978A (en) * | 1987-06-23 | 1989-01-06 | Nippon Denso Co Ltd | Wire winder |
| JPH06251972A (ja) * | 1993-03-01 | 1994-09-09 | Tanaka Seiki Kk | コイルの巻線方法および巻線装置 |
-
2009
- 2009-01-09 JP JP2009004057A patent/JP5141562B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5489248A (en) * | 1977-12-27 | 1979-07-16 | Showa Electric Wire & Cable Co | Flat type wire coil winding machine |
| JPS642978A (en) * | 1987-06-23 | 1989-01-06 | Nippon Denso Co Ltd | Wire winder |
| JPH06251972A (ja) * | 1993-03-01 | 1994-09-09 | Tanaka Seiki Kk | コイルの巻線方法および巻線装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102606789A (zh) * | 2011-01-24 | 2012-07-25 | 株式会社鹭宫制作所 | 线圈及使用线圈的电磁阀 |
| JP2012156188A (ja) * | 2011-01-24 | 2012-08-16 | Saginomiya Seisakusho Inc | コイルおよびコイルを用いた電磁弁 |
| KR101320524B1 (ko) * | 2011-01-24 | 2013-10-23 | 가부시키가이샤 사기노미야세이사쿠쇼 | 코일 및 코일을 이용한 전자 밸브 |
| CN102682999A (zh) * | 2012-05-13 | 2012-09-19 | 江苏有能电力自动化有限公司 | 消谐补偿变电装置多层箔式线圈绕线机 |
| CN114242447A (zh) * | 2022-02-25 | 2022-03-25 | 绵阳聚贤自动化设备有限公司 | 网络滤波器的绕脚头 |
| CN114242447B (zh) * | 2022-02-25 | 2022-05-20 | 绵阳聚贤自动化设备有限公司 | 网络滤波器的绕脚头 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5141562B2 (ja) | 2013-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103247436B (zh) | 线圈的多线绕线装置及其多线绕线方法 | |
| JP5936268B2 (ja) | 巻線装置及び線材の端子への絡げ方法 | |
| JP6292301B2 (ja) | 巻線型電子部品の製造方法 | |
| EP1158649B1 (en) | Stator winding method and winding device for electric motors | |
| JP5239822B2 (ja) | 巻線型コイル部品の製造方法 | |
| JP5701558B2 (ja) | フライヤー式巻線方法 | |
| JP6112714B2 (ja) | コイル製造装置 | |
| EP2732454B1 (en) | Apparatus and method for winding poles of cores for electric dynamo machines | |
| JP2017011132A (ja) | ワイヤ巻回方法およびワイヤ巻回装置 | |
| JP5141562B2 (ja) | 平角導線の端子への巻付けを含むボビンへの平角導線の巻線装置 | |
| JP2010135710A (ja) | 多連巻きコイル巻線方法及び装置 | |
| CN108987099A (zh) | 电感的绞线方法 | |
| JP5054424B2 (ja) | 巻線方法、巻線機及び多極電機子用ワーク | |
| CN112309708A (zh) | 一种自动绞线绕线方法及设备 | |
| CN213905126U (zh) | 一种自动绞线绕线设备 | |
| CN107424837B (zh) | 铰线装置及其控制方法、共模电感绕线机及其绕线方法 | |
| JP2007074838A (ja) | 回転電機におけるステータの巻線端末処理構造及び処理方法 | |
| JP5516067B2 (ja) | コイル部品の製造装置 | |
| JP7449671B2 (ja) | 巻線方法及び巻線機 | |
| JP3539180B2 (ja) | 巻線機 | |
| JP5196568B2 (ja) | 線材の絡げ方法 | |
| JP4301995B2 (ja) | コイル部品の製造方法 | |
| JP4544148B2 (ja) | 分割巻線型コイル部品の製造方法およびワイヤの巻線方法 | |
| JP2007250801A (ja) | 巻線端末処理方法および装置 | |
| JP2007124897A (ja) | 多極電機子の巻線方法及び巻線装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121023 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121105 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151130 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5141562 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |