JP2017011132A - ワイヤ巻回方法およびワイヤ巻回装置 - Google Patents
ワイヤ巻回方法およびワイヤ巻回装置 Download PDFInfo
- Publication number
- JP2017011132A JP2017011132A JP2015125928A JP2015125928A JP2017011132A JP 2017011132 A JP2017011132 A JP 2017011132A JP 2015125928 A JP2015125928 A JP 2015125928A JP 2015125928 A JP2015125928 A JP 2015125928A JP 2017011132 A JP2017011132 A JP 2017011132A
- Authority
- JP
- Japan
- Prior art keywords
- core
- nozzle
- wires
- wire
- around
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 76
- 238000000034 method Methods 0.000 title claims abstract description 45
- 238000003780 insertion Methods 0.000 claims abstract description 20
- 230000037431 insertion Effects 0.000 claims abstract description 20
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 238000000576 coating method Methods 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 5
- 210000001015 abdomen Anatomy 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000696 magnetic material Substances 0.000 description 2
- 229910018605 Ni—Zn Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/082—Devices for guiding or positioning the winding material on the former
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/026—Doubling winders, i.e. for winding two or more parallel yarns on a bobbin, e.g. in preparation for twisting or weaving
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/064—Winding non-flat conductive wires, e.g. rods, cables or cords
- H01F41/069—Winding two or more wires, e.g. bifilar winding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/36—Wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F17/045—Fixed inductances of the signal type with magnetic core with core of cylindric geometry and coil wound along its longitudinal axis, i.e. rod or drum core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F2017/0093—Common mode choke coil
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/064—Winding non-flat conductive wires, e.g. rods, cables or cords
- H01F41/069—Winding two or more wires, e.g. bifilar winding
- H01F41/07—Twisting
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Coil Winding Methods And Apparatuses (AREA)
Abstract
Description
コイル部品のコアに複数のワイヤを巻き回すワイヤ巻回方法であって、
前記複数のワイヤをテンショナとノズルとに順に通して、前記複数のワイヤの先端をコア側に固定する第1工程と、
前記複数のワイヤのそれぞれが通されたノズルの複数のワイヤ挿通孔の相互の位置関係が前記テンショナに対して一定となるように、前記ノズルを前記コアの周囲に公転させて、前記複数のワイヤをねじりながら前記コアに巻き付ける第2工程と
を備える。
コイル部品のコアに複数のワイヤを巻き回すワイヤ巻回装置であって、
前記複数のワイヤに張力を加えるためのテンショナと、
前記テンショナによって張力を加えられる前記複数のワイヤのそれぞれが通される複数のワイヤ挿通孔を有するノズルと、
前記ノズルの前記複数のワイヤ挿通孔の相互の位置関係が前記テンショナに対して一定となるように、前記ノズルを前記コアの周囲に公転させて、前記複数のワイヤをねじりながら前記コアに巻き付けるノズル駆動部と
を備える。
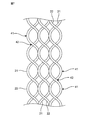
図1は、本発明のワイヤ巻回方法の第1実施形態を示す説明図である。図1に示すように、ワイヤ巻回方法は、コイル部品のコア10に第1、第2ワイヤ21,22を巻き回す方法である。第1、第2ワイヤ21,22をコア10に巻き回して、コイル部品が製造される。コイル部品は、例えば、コモンモードチョークコイルである。
図6は、本発明のワイヤ巻回方法の第2実施形態を示す説明図である。第2実施形態は、第1実施形態とは、第2工程のみが相違する。この相違する部分のみを以下に説明する。
図8は、本発明のワイヤ巻回方法の第3実施形態を示す説明図である。第3実施形態は、第1実施形態とは、第2工程のみが相違する。この相違する部分のみを以下に説明する。
10 コア
11 第1鍔部
12 第2鍔部
13 巻芯部
21 第1ワイヤ
22 第2ワイヤ
31 第1電極
32 第2電極
51 第1テンショナ
52 第2テンショナ
60 ノズル
61 第1ワイヤ挿通孔
62 第2ワイヤ挿通孔
65 ノズル駆動部
70 チャック
71 第1コア駆動部
72 第2コア駆動部
L コアの長軸
Claims (9)
- コイル部品のコアに複数のワイヤを巻き回すワイヤ巻回方法であって、
前記複数のワイヤをテンショナとノズルとに順に通して、前記複数のワイヤの先端をコア側に固定する第1工程と、
前記複数のワイヤのそれぞれが通されたノズルの複数のワイヤ挿通孔の相互の位置関係が前記テンショナに対して一定となるように、前記ノズルを前記コアの周囲に公転させて、前記複数のワイヤをねじりながら前記コアに巻き付ける第2工程と
を備える、ワイヤ巻回方法。 - 前記第2工程では、前記ノズルを前記コアの周囲に公転させながら、前記コアを前記ノズルの回転方向と同じ方向に自転させる、請求項1に記載のワイヤ巻回方法。
- 前記ノズルの回転数は、前記コアの回転数よりも大きい、請求項2に記載のワイヤ巻回方法。
- 前記第2工程では、前記ノズルを前記コアの周囲に公転させながら、前記コアを前記ノズルの回転方向と反対方向に自転させる、請求項1に記載のワイヤ巻回方法。
- 請求項1から4の何れか一つに記載のワイヤ巻回方法によって前記コアに前記ワイヤを巻き付けて、前記コイル部品を製造するコイル部品の製造方法。
- コイル部品のコアに複数のワイヤを巻き回すワイヤ巻回装置であって、
前記複数のワイヤに張力を加えるためのテンショナと、
前記テンショナによって張力を加えられる前記複数のワイヤのそれぞれが通される複数のワイヤ挿通孔を有するノズルと、
前記ノズルの前記複数のワイヤ挿通孔の相互の位置関係が前記テンショナに対して一定となるように、前記ノズルを前記コアの周囲に公転させて、前記複数のワイヤをねじりながら前記コアに巻き付けるノズル駆動部と
を備える、ワイヤ巻回装置。 - 前記ノズルの回転方向と同じ方向に前記コアを自転させるコア駆動部を有する、請求項6に記載のワイヤ巻回装置。
- 前記コア駆動部は、前記ノズルの回転数を前記コアの回転数よりも大きくする、請求項7に記載のワイヤ巻回方法。
- 前記ノズルの回転方向と反対方向に前記コアを自転させるコア駆動部を有する、請求項6に記載のワイヤ巻回装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125928A JP6269593B2 (ja) | 2015-06-23 | 2015-06-23 | ワイヤ巻回方法およびワイヤ巻回装置 |
| TW105116083A TWI609390B (zh) | 2015-06-23 | 2016-05-24 | 捲線方法及捲線裝置 |
| US15/184,707 US9842691B2 (en) | 2015-06-23 | 2016-06-16 | Wire winding method and wire winding apparatus |
| CN201610451954.3A CN106298228B (zh) | 2015-06-23 | 2016-06-21 | 线卷绕方法以及线卷绕装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015125928A JP6269593B2 (ja) | 2015-06-23 | 2015-06-23 | ワイヤ巻回方法およびワイヤ巻回装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017248184A Division JP6409950B2 (ja) | 2017-12-25 | 2017-12-25 | ワイヤ巻回方法およびワイヤ巻回装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017011132A true JP2017011132A (ja) | 2017-01-12 |
| JP6269593B2 JP6269593B2 (ja) | 2018-01-31 |
Family
ID=57602784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015125928A Active JP6269593B2 (ja) | 2015-06-23 | 2015-06-23 | ワイヤ巻回方法およびワイヤ巻回装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9842691B2 (ja) |
| JP (1) | JP6269593B2 (ja) |
| CN (1) | CN106298228B (ja) |
| TW (1) | TWI609390B (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018195602A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置及びコイル部品の製造方法 |
| JP2018195603A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置及びコイル部品の製造方法 |
| JP2018195604A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置 |
| JP2018195605A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | テーピング電子部品連 |
| JP2019009255A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社村田製作所 | コイル部品の製造方法及び巻線装置 |
| JP2019121693A (ja) * | 2018-01-05 | 2019-07-22 | Tdk株式会社 | コモンモードフィルタ |
| JP2019153703A (ja) * | 2018-03-03 | 2019-09-12 | 株式会社村田製作所 | コモンモードチョークコイル |
| JP2019216145A (ja) * | 2018-06-11 | 2019-12-19 | 株式会社村田製作所 | コイル部品 |
| JP2019216147A (ja) * | 2018-06-11 | 2019-12-19 | 株式会社村田製作所 | テーピングリール、コイル部品の製造方法および電子部品 |
| JP2020043230A (ja) * | 2018-09-11 | 2020-03-19 | 株式会社村田製作所 | コイル部品 |
| JP2020043218A (ja) * | 2018-09-11 | 2020-03-19 | 株式会社村田製作所 | コイル部品およびその製造方法 |
| JP2020107653A (ja) * | 2018-12-26 | 2020-07-09 | 株式会社村田製作所 | コイル部品、コイル部品の製造方法 |
| US10755852B2 (en) | 2017-05-12 | 2020-08-25 | Murata Manufacturing Co., Ltd. | Winding apparatus |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI578345B (zh) * | 2014-05-19 | 2017-04-11 | Murata Manufacturing Co | Manufacturing method of wound electronic parts |
| JP6269593B2 (ja) * | 2015-06-23 | 2018-01-31 | 株式会社村田製作所 | ワイヤ巻回方法およびワイヤ巻回装置 |
| WO2018176390A1 (zh) * | 2017-03-31 | 2018-10-04 | 深圳市立昌机电设备有限公司 | 绕线机的安全防备方法及系统 |
| CN110027942A (zh) * | 2018-01-11 | 2019-07-19 | 奥曼埃斯珀尔坎普有限公司 | 出线嘴口配置系统 |
| JP6906695B2 (ja) * | 2018-04-26 | 2021-07-21 | 三菱電機株式会社 | 張力調整装置、巻線装置および回転電機の製造方法 |
| JP7067501B2 (ja) * | 2019-01-28 | 2022-05-16 | 株式会社村田製作所 | コイル部品 |
| JP7420113B2 (ja) * | 2021-05-17 | 2024-01-23 | 株式会社村田製作所 | コイル部品の製造装置およびコイル部品の製造方法 |
| CN117238656B (zh) * | 2023-08-18 | 2024-03-22 | 华防能源科技(江苏)有限公司 | 一种继电器线圈绕线装置及继电器加工工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01308149A (ja) * | 1988-05-31 | 1989-12-12 | Brother Ind Ltd | 巻線装置におけるワイヤーノズル |
| JPH02262861A (ja) * | 1989-03-31 | 1990-10-25 | Nippondenso Co Ltd | フィールドコイルの巻線機 |
| JPH02142966U (ja) * | 1989-05-01 | 1990-12-04 | ||
| US20030150951A1 (en) * | 2001-12-28 | 2003-08-14 | Atop S.P.A. | Method and device for guiding the wire on multi-pole stators wound by a flier-type machine. |
| JP2006081372A (ja) * | 2004-09-13 | 2006-03-23 | Nittoku Eng Co Ltd | 多極電機子の巻線方法及び巻線装置 |
| JP2007124897A (ja) * | 2006-12-18 | 2007-05-17 | Nittoku Eng Co Ltd | 多極電機子の巻線方法及び巻線装置 |
| JP2008211899A (ja) * | 2007-02-26 | 2008-09-11 | Nittoku Eng Co Ltd | 多極電機子の巻線装置及び巻線方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3691222B2 (ja) * | 1997-09-24 | 2005-09-07 | 株式会社小田原エンジニアリング | 巻線機におけるワイヤのよじれ防止装置 |
| JP4297323B2 (ja) * | 2002-09-30 | 2009-07-15 | Tdk株式会社 | 多線コイルの巻線方法 |
| EP1691457B1 (de) * | 2005-02-11 | 2008-05-21 | komax Holding AG | Verfahren und Einrichtung zum Bearbeiten eines Kabels |
| JP4325617B2 (ja) * | 2005-12-26 | 2009-09-02 | トヨタ自動車株式会社 | 巻線装置 |
| US8568203B2 (en) * | 2008-11-05 | 2013-10-29 | Shin-Etsu Chemical Co., Ltd. | Method and apparatus for multiple cutoff machining of rare earth magnet block, cutting fluid feed nozzle, and magnet block securing jig |
| JP5239822B2 (ja) | 2008-12-17 | 2013-07-17 | 株式会社村田製作所 | 巻線型コイル部品の製造方法 |
| JP5701558B2 (ja) * | 2010-10-05 | 2015-04-15 | Tanac株式会社 | フライヤー式巻線方法 |
| WO2013105301A1 (ja) * | 2012-01-12 | 2013-07-18 | 新東工業株式会社 | 電子部品のコア部材のバリ取り処理方法及びその装置 |
| JP6218326B2 (ja) * | 2014-03-04 | 2017-10-25 | 日特エンジニアリング株式会社 | 巻線装置及び巻線方法 |
| JP6269593B2 (ja) * | 2015-06-23 | 2018-01-31 | 株式会社村田製作所 | ワイヤ巻回方法およびワイヤ巻回装置 |
-
2015
- 2015-06-23 JP JP2015125928A patent/JP6269593B2/ja active Active
-
2016
- 2016-05-24 TW TW105116083A patent/TWI609390B/zh active
- 2016-06-16 US US15/184,707 patent/US9842691B2/en active Active
- 2016-06-21 CN CN201610451954.3A patent/CN106298228B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01308149A (ja) * | 1988-05-31 | 1989-12-12 | Brother Ind Ltd | 巻線装置におけるワイヤーノズル |
| JPH02262861A (ja) * | 1989-03-31 | 1990-10-25 | Nippondenso Co Ltd | フィールドコイルの巻線機 |
| JPH02142966U (ja) * | 1989-05-01 | 1990-12-04 | ||
| US20030150951A1 (en) * | 2001-12-28 | 2003-08-14 | Atop S.P.A. | Method and device for guiding the wire on multi-pole stators wound by a flier-type machine. |
| JP2006081372A (ja) * | 2004-09-13 | 2006-03-23 | Nittoku Eng Co Ltd | 多極電機子の巻線方法及び巻線装置 |
| JP2007124897A (ja) * | 2006-12-18 | 2007-05-17 | Nittoku Eng Co Ltd | 多極電機子の巻線方法及び巻線装置 |
| JP2008211899A (ja) * | 2007-02-26 | 2008-09-11 | Nittoku Eng Co Ltd | 多極電機子の巻線装置及び巻線方法 |
Cited By (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10832865B2 (en) | 2017-05-12 | 2020-11-10 | Murata Manufacturing Co., Ltd. | Winding apparatus and coil component manufacturing method |
| US10755853B2 (en) | 2017-05-12 | 2020-08-25 | Murata Manufacturing Co., Ltd. | Winding apparatus |
| JP2018195604A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置 |
| JP2018195605A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | テーピング電子部品連 |
| US10755852B2 (en) | 2017-05-12 | 2020-08-25 | Murata Manufacturing Co., Ltd. | Winding apparatus |
| US10755858B2 (en) | 2017-05-12 | 2020-08-25 | Murata Manufacturing Co., Ltd. | Taping electronic component array |
| JP2018195603A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置及びコイル部品の製造方法 |
| US10910154B2 (en) | 2017-05-12 | 2021-02-02 | Murata Manufacturing Co., Ltd. | Winding apparatus and coil component manufacturing method |
| JP2018195602A (ja) * | 2017-05-12 | 2018-12-06 | 株式会社村田製作所 | 巻線装置及びコイル部品の製造方法 |
| JP2019009255A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社村田製作所 | コイル部品の製造方法及び巻線装置 |
| US10723583B2 (en) | 2017-06-23 | 2020-07-28 | Murata Manufacturing Co., Ltd. | Method for manufacturing coil component and winding device |
| JP2019121693A (ja) * | 2018-01-05 | 2019-07-22 | Tdk株式会社 | コモンモードフィルタ |
| JP7040021B2 (ja) | 2018-01-05 | 2022-03-23 | Tdk株式会社 | コモンモードフィルタ |
| JP2019153703A (ja) * | 2018-03-03 | 2019-09-12 | 株式会社村田製作所 | コモンモードチョークコイル |
| US10763040B2 (en) | 2018-06-11 | 2020-09-01 | Murata Manufacturing Co., Ltd. | Taping reel, manufacturing method of coil component, and electronic component |
| JP2022100393A (ja) * | 2018-06-11 | 2022-07-05 | 株式会社村田製作所 | コイル部品の製造方法、テーピングリールの製造方法、電子部品および電子部品の製造方法 |
| US12080462B2 (en) | 2018-06-11 | 2024-09-03 | Murata Manufacturing Co., Ltd. | Coil component |
| JP7462598B2 (ja) | 2018-06-11 | 2024-04-05 | 株式会社村田製作所 | コイル部品 |
| JP2019216147A (ja) * | 2018-06-11 | 2019-12-19 | 株式会社村田製作所 | テーピングリール、コイル部品の製造方法および電子部品 |
| JP2022002330A (ja) * | 2018-06-11 | 2022-01-06 | 株式会社村田製作所 | コイル部品 |
| JP7444191B2 (ja) | 2018-06-11 | 2024-03-06 | 株式会社村田製作所 | コイル部品の製造方法、テーピングリールの製造方法、電子部品および電子部品の製造方法 |
| US11232904B2 (en) | 2018-06-11 | 2022-01-25 | Murata Manufacturing Co., Ltd. | Taping reel, manufacturing method of coil component, and electronic component |
| JP2019216145A (ja) * | 2018-06-11 | 2019-12-19 | 株式会社村田製作所 | コイル部品 |
| US11456105B2 (en) | 2018-06-11 | 2022-09-27 | Murata Manufacturing Co., Ltd. | Coil component |
| JP7063132B2 (ja) | 2018-06-11 | 2022-05-09 | 株式会社村田製作所 | コイル部品 |
| JP7040372B2 (ja) | 2018-09-11 | 2022-03-23 | 株式会社村田製作所 | コイル部品およびその製造方法 |
| US11462350B2 (en) | 2018-09-11 | 2022-10-04 | Murata Manufacturing Co., Ltd. | Coil component and method of manufacturing the same |
| US11948723B2 (en) | 2018-09-11 | 2024-04-02 | Murata Manufacturing Co., Ltd. | Coil component |
| JP2020043230A (ja) * | 2018-09-11 | 2020-03-19 | 株式会社村田製作所 | コイル部品 |
| JP2020043218A (ja) * | 2018-09-11 | 2020-03-19 | 株式会社村田製作所 | コイル部品およびその製造方法 |
| JP2020107653A (ja) * | 2018-12-26 | 2020-07-09 | 株式会社村田製作所 | コイル部品、コイル部品の製造方法 |
| JP7004179B2 (ja) | 2018-12-26 | 2022-01-21 | 株式会社村田製作所 | コイル部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106298228B (zh) | 2018-09-04 |
| TWI609390B (zh) | 2017-12-21 |
| US9842691B2 (en) | 2017-12-12 |
| CN106298228A (zh) | 2017-01-04 |
| JP6269593B2 (ja) | 2018-01-31 |
| US20160379756A1 (en) | 2016-12-29 |
| TW201705163A (zh) | 2017-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6269593B2 (ja) | ワイヤ巻回方法およびワイヤ巻回装置 | |
| JP6292301B2 (ja) | 巻線型電子部品の製造方法 | |
| JP4987628B2 (ja) | 回転電機子、回転電機、及び、回転電機子の製造方法 | |
| US20110203105A1 (en) | Method for winding lead wire on multilayer coil electronic components | |
| US11545295B2 (en) | Coil component | |
| US7051770B2 (en) | Coil-winding method and coil unit formed by the method | |
| JP6409950B2 (ja) | ワイヤ巻回方法およびワイヤ巻回装置 | |
| TWI601166B (zh) | 繞線器、變壓器及纏繞繞線於繞線器的方法 | |
| US9242830B2 (en) | Coil winding method and transformer | |
| WO2020065853A1 (ja) | 巻線ノズル、及び巻線機 | |
| JP2019024102A (ja) | コイル部品 | |
| US20130032657A1 (en) | Bobbin and method of using the same | |
| US11183897B2 (en) | Stator of rotating electric apparatus | |
| WO2005017924A1 (ja) | 撚り線の電線、この電線を用いたコイル、このコイルを有するノイズフィルタ装置、及び撚り線の製造方法 | |
| JP2005209916A (ja) | 電気用巻線、電気用巻線の製法及び製造装置 | |
| CN111200329A (zh) | 旋转电机的定子 | |
| JP2006229089A (ja) | コイル構造体の形成方法、該方法で形成されたコイル構造体、並びに該コイル構造体を備えた電気機械、アンテナ及び電子時計 | |
| TWI789305B (zh) | 線圈零件之製造裝置及線圈零件之製造方法 | |
| JPS59213264A (ja) | 端子基板付モ−タの組立方法 | |
| JPH06333752A (ja) | コイルの巻回方法および誘導電磁器 | |
| RU161726U1 (ru) | Провод с бумажной изоляцией | |
| US1815245A (en) | Coil and method of manufacturing coils | |
| JP2022174916A (ja) | ノズル部品およびワイヤ巻回装置 | |
| JPH11273463A (ja) | 電気絶縁リッツ線およびその製造法 | |
| TWM432115U (en) | Cable manufacturing machine of covering a variety of wires simultaneously |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6269593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |