JP2010023887A - 縦型袋詰め包装方法及び装置 - Google Patents
縦型袋詰め包装方法及び装置 Download PDFInfo
- Publication number
- JP2010023887A JP2010023887A JP2008188234A JP2008188234A JP2010023887A JP 2010023887 A JP2010023887 A JP 2010023887A JP 2008188234 A JP2008188234 A JP 2008188234A JP 2008188234 A JP2008188234 A JP 2008188234A JP 2010023887 A JP2010023887 A JP 2010023887A
- Authority
- JP
- Japan
- Prior art keywords
- bag
- steam
- preheating
- vertical
- seal portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 39
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 38
- 238000007789 sealing Methods 0.000 claims abstract description 52
- 230000008569 process Effects 0.000 claims description 23
- 238000010438 heat treatment Methods 0.000 claims description 16
- 238000007872 degassing Methods 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 10
- 238000003825 pressing Methods 0.000 claims description 10
- 238000002844 melting Methods 0.000 claims description 7
- 230000008018 melting Effects 0.000 claims description 7
- 238000013459 approach Methods 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 3
- 238000007664 blowing Methods 0.000 description 5
- 238000001816 cooling Methods 0.000 description 3
- 239000002537 cosmetic Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009461 vacuum packaging Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/26—Hot fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/72—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by combined operations or combined techniques, e.g. welding and stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7879—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined said parts to be joined moving in a closed path, e.g. a rectangular path
- B29C65/7882—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined said parts to be joined moving in a closed path, e.g. a rectangular path said parts to be joined moving in a circular path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
- B29C66/024—Thermal pre-treatments
- B29C66/0242—Heating, or preheating, e.g. drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/23—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations
- B29C66/232—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations said joint lines being multiple and parallel, i.e. the joint being formed by several parallel joint lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/345—Progressively making the joint, e.g. starting from the middle
- B29C66/3452—Making complete joints by combining partial joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81425—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being stepped, e.g. comprising a shoulder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/843—Machines for making separate joints at the same time in different planes; Machines for making separate joints at the same time mounted in parallel or in series
- B29C66/8432—Machines for making separate joints at the same time mounted in parallel or in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91411—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the parts to be joined, e.g. the joining process taking the temperature of the parts to be joined into account
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91421—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the joining tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91431—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being kept constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91441—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being non-constant over time
- B29C66/91443—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being non-constant over time following a temperature-time profile
- B29C66/91445—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being non-constant over time following a temperature-time profile by steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
- B29C66/93441—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed the speed being non-constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
- B29C66/93451—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed by controlling or regulating the rotational speed, i.e. the speed of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/04—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied
- B65B31/06—Evacuating, pressurising or gasifying filled containers or wrappers by means of nozzles through which air or other gas, e.g. an inert gas, is withdrawn or supplied the nozzle being arranged for insertion into, and withdrawal from, the mouth of a filled container and operating in conjunction with means for sealing the container mouth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/50—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using rotary tables or turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2795/00—Printing on articles made from plastics or substances in a plastic state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/04—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam
- B29C35/049—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould using liquids, gas or steam using steam or damp
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81421—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave
- B29C66/81422—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being convex or concave being convex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Package Closures (AREA)
- Vacuum Packaging (AREA)
- Basic Packing Technique (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
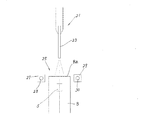
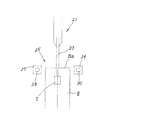
【解決手段】被充填物の充填を行った後に袋B内にスチームノズル23を挿入してスチームを噴射し、袋内の空気を置換脱気する縦型袋詰め包装機1。スチーム脱気後に、スチームで加熱された挟圧板27,29で超音波シールを施すシール部を予熱し、シール部全体を均一な温度に予熱する。次いで超音波シール装置35でシール部を超音波シールする。
【選択図】 図1
Description
また、特開2004−67177号は、被包装物を充填し、チャンバー内で真空脱気を行い、袋口を仮シールした後に超音波シールを行う真空包装方法及び装置を開示している。この仮シールは、超音波シールのための予熱処理ではなく、袋口を溶着密閉するものであり、超音波シールは、仮にその仮シール部に噛み込みなどによる不具合があっても袋口の密閉を完全にするためにその仮シールの下側に形成されるようになっている。
袋内に被充填物を充填する充填工程。
袋内の空気をスチームで置換して脱気するスチーム脱気工程。
袋の袋口のシール部を予熱する予熱工程。
袋口のシール部を超音波シールする超音波シール工程。
そして、その予熱工程はスチーム脱気工程と超音波シール工程との間に設けられ、その予熱工程において、シール部は、予熱をする前のシール部の最も温度の高い部分の温度以上で、袋の内面側の材料の溶融温度未満の温度に予熱されるようになっている。
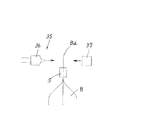
その予熱工程における予熱処理は、スチーム脱気工程で使用するスチームの供給源と同じスチーム供給源から供給されるスチームを用いて行われるようにすることができる。
また、その予熱工程での予熱処理は、熱源により加熱される互いに接離自在な一対の挟圧部材で袋口のシール部を挟圧することにより行うことができる。
上記課題を解決するために、本発明に係る、吊下げ状態に保持した袋を所定の軌道に沿って移送しながら該袋内に被充填物を充填して包装する縦型袋詰め包装機においては、間欠回転する回転テーブルと、その回転テーブルに周方向所定の間隔で取付けられ、袋を吊下げ状態に保持し、回転テーブルの間欠回転によって所定の停止位置に順次停止させられる複数の保持部材と、回転テーブルの外周に沿って所定の停止位置の1つに配置された、袋内に被充填物を充填する充填装置と、回転テーブル外周に沿って所定の停止位置の他の1つに配置された、袋内の空気をスチームで置換して脱気するスチーム脱気装置と、回転テーブル外周に沿って、回転テーブルの回転方向においてスチーム脱気装置が配置された停止位置の次の停止位置に配置された、袋の袋口のシール部を超音波シールする超音波シール装置と、袋の袋口のシール部を超音波シールに先立って所定の予熱温度に予熱する予熱装置とを備えている。そして、その予熱装置はスチーム脱気装置と同じ停止位置に配置され、予熱をする前の袋口のシール部の最も温度の高い部分の温度以上で、前記袋の内面側の材料の溶融温度未満の温度にシール部を予熱するようにした。
その予熱装置は、袋口のシール部を挟圧する互いに接離自在な一対の挟圧部材と、該挟圧部材を加熱する熱源とを備えて構成することができる。
さらに、各挟圧部材の内部にスチームの流れる流路が形成され、該流路にはスチーム脱気装置で使用されるスチームの供給源と同じ供給源からスチームが供給されるようにすることができる。
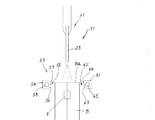
予熱装置の他の構成として、互いに向かって所定の距離だけ接離自在な一対の熱板と、その各熱板内に設けられた加熱源としてのヒータを備えて構成し、その熱板は、該熱板が互いに向かって所定の距離だけ移動したときに、袋口のシール部に所定の位置まで接近する放熱部を備えており、袋のシール部を、この放熱部からの輻射熱により予熱することができる。
さらに、超音波シールは袋の袋口の縁部から離れた位置に施され、熱板は、該熱板が互いに向かって所定の距離だけ移動したときに、袋のシール部より上の位置から袋口の縁部までの間で前記袋を挟圧する挟圧部を備えるように構成することができる。
予熱処理を行う際に、スチーム脱気処理で使用するスチームの供給源と同じ供給源からのスチームを使用することにより、別個の予熱するための熱源が不要となる。また、これにより、スチーム脱気でのスチームの温度変更に伴って必要となる予熱温度の変更も同時に行われるので、きわめて好都合である。
予熱部材に挟圧部と放熱部とを設けると、予熱処理と所謂化粧シールとを同時に行うことができ、作業効率が向上する。
Claims (8)
- 吊下げ状態に保持した袋を所定の軌道に沿って移送しながら該袋内に被充填物を充填して包装する縦型袋詰め包装方法において、
前記袋内に被充填物を充填する充填工程と、
前記袋内の空気をスチームで置換して脱気するスチーム脱気工程と、
前記袋の袋口のシール部を予熱する予熱工程と、
前記袋口のシール部を超音波シールする超音波シール工程とを含み、
前記予熱工程は前記スチーム脱気工程と前記超音波シール工程との間に設けられ、
前記予熱工程において、前記シール部は、予熱をする前のシール部の最も温度の高い部分の温度以上で、前記袋の内面側の材料の溶融温度未満の温度に予熱される
ことを特徴とする、縦型袋詰め包装方法。 - 請求項1記載の縦型袋詰め包装方法において、前記予熱工程における予熱処理は、前記スチーム脱気工程で使用するスチームの供給源と同じスチーム供給源から供給されるスチームを用いて行われることを特徴とする、縦型袋詰め包装方法。
- 請求項1記載の縦型袋詰め包装方法において、前記予熱工程における予熱処理は、熱源により加熱される互いに接離自在な一対の挟圧部材で前記袋口のシール部を挟圧することにより行うことを特徴とする、縦型袋詰め包装方法。
- 吊下げ状態に保持した袋を所定の軌道に沿って移送しながら該袋内に被充填物を充填して包装する縦型袋詰め包装機において、
間欠回転する回転テーブルと、前記回転テーブルに周方向所定の間隔で取付けられ、前記袋を吊下げ状態に保持し、前記回転テーブルの間欠回転によって所定の停止位置に順次停止させられる複数の保持部材と、前記回転テーブルの外周に沿って前記所定の停止位置の1つに配置された、前記袋内に被充填物を充填する充填装置と、前記回転テーブル外周に沿って前記所定の停止位置の他の1つに配置された、前記袋内の空気をスチームで置換して脱気するスチーム脱気装置と、前記回転テーブル外周に沿って、前記回転テーブルの回転方向において前記スチーム脱気装置が配置された停止位置の次の停止位置に配置された、前記袋の袋口のシール部を超音波シールする超音波シール装置と、前記袋の袋口のシール部を前記超音波シールに先立って所定の予熱温度に予熱する予熱装置とを備え、前記予熱装置は前記スチーム脱気装置と同じ停止位置に配置され、前記所定の予熱温度は、予熱をする前の袋口のシール部の最も温度の高い部分の温度以上で、前記袋の内面側の材料の溶融温度未満であることを特徴とする、縦型袋詰め包装機。 - 請求項4記載の縦型袋詰め包装機において、前記予熱装置は、前記袋口のシール部を挟圧する互いに接離自在な一対の挟圧部材と、該挟圧部材を加熱する熱源とを備えていることを特徴とする、縦型袋詰め包装機。
- 請求項5記載の縦型袋詰め包装機において、前記各挟圧部材の内部にスチームの流れる流路が形成され、該流路には前記スチーム脱気装置で使用されるスチームの供給源と同じ供給源からスチームが供給されることを特徴とする、縦型袋詰め包装機。
- 請求項4記載の縦型袋詰め包装機において、前記予熱装置は、互いに向かって所定の距離だけ接離自在な一対の熱板と、前記各熱板内に設けられた加熱源としてのヒータを備え、前記熱板は、該熱板が互いに向かって前記所定の距離だけ移動したときに、前記袋口のシール部に所定の位置まで接近する放熱部を備え、前記シール部は、前記放熱部からの輻射熱により予熱されることを特徴とする、縦型袋詰め包装機。
- 請求項7記載の縦型袋詰め包装機において、前記超音波シールは前記袋の袋口の縁部から離れた位置に施され、前記熱板は、該熱板が互いに向かって前記所定の距離だけ移動したときに、前記袋の前記シール部より上の位置から前記袋口の縁部までの間で前記袋を挟圧する挟圧部を備えていることを特徴とする、縦型袋詰め包装機。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188234A JP5450996B2 (ja) | 2008-07-22 | 2008-07-22 | 縦型袋詰め包装方法及び装置 |
| US12/380,147 US8245485B2 (en) | 2008-07-22 | 2009-02-24 | Vertical-type bag packaging method and apparatus |
| EP20090005316 EP2147774B1 (en) | 2008-07-22 | 2009-04-14 | Vertical - type bag packaging method and apparatus |
| DE200960000126 DE602009000126D1 (de) | 2008-07-22 | 2009-04-14 | Verfahren und Vorrichtung zum vertikalen Verpacken in Beuteln |
| ES09005316T ES2350512T3 (es) | 2008-07-22 | 2009-04-14 | Método y aparato de empaquetado de bolsas de tipo vertical. |
| AT09005316T ATE477912T1 (de) | 2008-07-22 | 2009-04-14 | Verfahren und vorrichtung zum vertikalen verpacken in beuteln |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188234A JP5450996B2 (ja) | 2008-07-22 | 2008-07-22 | 縦型袋詰め包装方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023887A true JP2010023887A (ja) | 2010-02-04 |
| JP5450996B2 JP5450996B2 (ja) | 2014-03-26 |
Family
ID=41202282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008188234A Active JP5450996B2 (ja) | 2008-07-22 | 2008-07-22 | 縦型袋詰め包装方法及び装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8245485B2 (ja) |
| EP (1) | EP2147774B1 (ja) |
| JP (1) | JP5450996B2 (ja) |
| AT (1) | ATE477912T1 (ja) |
| DE (1) | DE602009000126D1 (ja) |
| ES (1) | ES2350512T3 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015182806A (ja) * | 2014-03-26 | 2015-10-22 | 東洋自動機株式会社 | 袋詰め包装方法及び袋詰め包装機 |
| JP2015214366A (ja) * | 2014-05-13 | 2015-12-03 | 東洋自動機株式会社 | エアバッグ付き袋への気体封入方法及び気体封入装置 |
| JP2016147688A (ja) * | 2015-02-12 | 2016-08-18 | 東洋自動機株式会社 | グリッパー装置および袋詰め包装機 |
| KR20170064987A (ko) | 2015-12-02 | 2017-06-12 | 도요지도키 가부시키가이샤 | 초음파 밀봉방법 및 장치 |
| JP2017222383A (ja) * | 2016-06-15 | 2017-12-21 | ゼネラルパッカー株式会社 | 包装機および包装機におけるシール方法 |
| WO2021241035A1 (ja) * | 2020-05-23 | 2021-12-02 | オリヒロエンジニアリング株式会社 | 内容物入りフィルム包装袋、縦型製袋充填包装機、内容物入りフィルム包装袋の製造方法 |
| JP2022114171A (ja) * | 2021-01-26 | 2022-08-05 | Pacraft株式会社 | シール装置 |
| JP7556950B2 (ja) | 2019-10-14 | 2024-09-26 | クライオバック・エル・エル・シー | 包装装置およびプロセス |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008020256A1 (de) * | 2008-04-22 | 2009-10-29 | Haver & Boecker Ohg | Packanlage |
| JP5399224B2 (ja) * | 2009-12-11 | 2014-01-29 | 東洋自動機株式会社 | 袋詰め包装機 |
| DE102011101040A1 (de) * | 2011-05-09 | 2012-11-15 | Haver & Boecker Ohg | Rotierbare Packmaschine und Verfahren zum Füllen von offenen Säcken |
| DE102011101047A1 (de) * | 2011-05-09 | 2012-11-15 | Haver & Boecker Ohg | Rotierbare Packmaschine und Verfahren zum Füllen von offenen Säcken |
| DE102013104804B4 (de) * | 2013-05-08 | 2015-10-22 | Waldorf Technik Gmbh & Co. Kg | Verpackungsverfahren, Verpackungsvorrichtung sowie Spritzgussanlage mit Verpackungsvorrichtung |
| DE102013104800B4 (de) * | 2013-05-08 | 2015-09-10 | Waldorf Technik Gmbh & Co. Kg | Verpackungsverfahren, Verpackungsvorrichtung sowie Spritzgussanlage mit Verpackungsvorrichtung |
| JP6040406B2 (ja) * | 2013-05-10 | 2016-12-07 | ゼネラルパッカー株式会社 | ガス充填包装方法とその包装機 |
| JP6069174B2 (ja) | 2013-05-31 | 2017-02-01 | 東洋自動機株式会社 | 袋詰め包装機における超音波シール装置 |
| US20170305587A1 (en) * | 2014-08-08 | 2017-10-26 | Mars, Incorporated | Pouch residual air reduction device |
| JP2016055878A (ja) * | 2014-09-05 | 2016-04-21 | 東洋自動機株式会社 | 気体流路付き袋並びに袋の包装方法及び装置 |
| KR20160063017A (ko) * | 2014-11-26 | 2016-06-03 | 권오성 | 진공 포장 장치 |
| US9991417B2 (en) * | 2015-07-31 | 2018-06-05 | International Business Machines Corporation | Resonant cavity strained III-V photodetector and LED on silicon substrate |
| ES2808775T3 (es) | 2016-04-29 | 2021-03-01 | Pouch Partners Gmbh | Máquina rotatoria y procedimiento para el sellado de bolsas de láminas |
| WO2017219176A1 (zh) * | 2016-06-20 | 2017-12-28 | 朗锐包装技术(沧州)有限公司 | 一种封口装置 |
| CN106184909B (zh) * | 2016-07-18 | 2018-08-07 | 蚌埠市众邦包装厂 | 一种全自动多功能块状产品包装设备 |
| US11420779B2 (en) * | 2017-04-05 | 2022-08-23 | General Packer Co., Ltd. | Packaging method used in bag-feeding and packaging apparatus, and the bag-feeding and packaging apparatus |
| JP6957267B2 (ja) * | 2017-08-25 | 2021-11-02 | Pacraft株式会社 | 搬送機構 |
| JP2019043652A (ja) * | 2017-09-06 | 2019-03-22 | ゼネラルパッカー株式会社 | 三角サンドイッチ用包装機 |
| WO2019207175A1 (es) * | 2018-04-23 | 2019-10-31 | Técnicas Mecánicas Ilerdenses, S.L. | Máquina para llenar sacos con un producto a granel y procedimiento de llenado correspondiente |
| CN109823625B (zh) * | 2019-03-11 | 2023-09-08 | 安徽御流包装机械有限公司 | 包装袋封口装置及包装袋封口方法 |
| CN115246500B (zh) * | 2019-10-14 | 2024-05-28 | 克里奥瓦克公司 | 包装装置和工艺 |
| CN111703599B (zh) * | 2020-06-28 | 2021-01-15 | 上海医安诺生物科技有限公司 | 一种可批量灌装的细胞输注液灌装装置 |
| CN112319947B (zh) * | 2020-11-12 | 2022-02-11 | 澧县津溥包装制品有限责任公司 | 一种食品包装用塑料热塑封口结构 |
| KR102673028B1 (ko) * | 2022-02-17 | 2024-06-05 | 지성한 | 리니어 타입의 진공 포장시스템 |
| CN117208349B (zh) * | 2023-11-07 | 2024-01-19 | 山西柏生元生物技术有限公司 | 一种中药材包装处理装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0272024A (ja) * | 1988-08-30 | 1990-03-12 | Toppan Printing Co Ltd | 液体紙容器の密封方法 |
| JPH0995311A (ja) * | 1994-06-30 | 1997-04-08 | Ishii Shokuhin Kk | 袋詰包装機の包装袋の脱気方法 |
| JPH1120801A (ja) * | 1997-06-30 | 1999-01-26 | Oji Paper Co Ltd | 容器蓋の高速接着方法およびその装置 |
| JP2005022700A (ja) * | 2003-07-02 | 2005-01-27 | Seal Eitou Kk | 熱シール装置 |
| JP2008127031A (ja) * | 2006-11-18 | 2008-06-05 | Nihon Tetra Pak Kk | 包装充填装置及び包装充填方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081942A (en) | 1976-08-02 | 1978-04-04 | Rexham Corporation | Machine and method for filling, introducing steam into, and sealing flexible pouches |
| US4312171A (en) * | 1980-01-24 | 1982-01-26 | Fmc Corporation | Method and apparatus for purging air from containers |
| US4369611A (en) * | 1980-07-07 | 1983-01-25 | Rexham Corporation | Top heat sealing unit for pouches |
| US4318431A (en) * | 1980-12-08 | 1982-03-09 | Rjr Foods, Inc. | Electronic control system for a pouch packaging machine |
| US4418512A (en) * | 1981-03-25 | 1983-12-06 | Rexham Corporation | Machine and method for making substantially air-free sealed pouches |
| US4418513A (en) * | 1981-04-16 | 1983-12-06 | Rexham Corporation | Packaging machine with means for closing flexible pouches around a nozzle |
| US4423583A (en) * | 1981-07-23 | 1984-01-03 | Rexham Corporation | Packaging machine with pouch gripping clamps |
| US4714506A (en) * | 1982-07-01 | 1987-12-22 | Hiroshi Yamashiro | Method for making a dunnage shock absorber |
| JPH03126528A (ja) | 1989-10-11 | 1991-05-29 | Masemachitsuku Kk | プラスチックチューブのシール方法 |
| US5341623A (en) * | 1991-07-02 | 1994-08-30 | Weldotron Of Delaware, Inc. | Film sealing and packaging method and apparatus with adjustable seal quality |
| EP0592598A4 (en) * | 1991-07-02 | 1994-12-21 | Weldotron Delaware Inc | SEAL AND PACKING METHOD AND DEVICE. |
| US5379572A (en) * | 1992-04-17 | 1995-01-10 | Sencorp Systems, Inc. | Blister packaging system and method |
| US5353573A (en) * | 1992-09-16 | 1994-10-11 | Unique Packaging, Inc. | Apparatus and method for forming, filling and sealing closed individual pinch pouches |
| US6199601B1 (en) * | 1998-02-17 | 2001-03-13 | Profile Packaging, Inc. | Method and apparatus for filling flexible pouches |
| FI981219A (fi) * | 1998-05-29 | 1999-11-30 | Upm Kymmene Corp | Menetelmä ja pakkauskone täytetyn pakkauksen muodostamiseksi, aihiomateriaaliraina ja täytetty pakkaus |
| JP2000142605A (ja) | 1998-11-10 | 2000-05-23 | Pola Chem Ind Inc | 超音波シール方法及び装置 |
| JP2001315718A (ja) * | 2000-02-23 | 2001-11-13 | Toyo Jidoki Co Ltd | 包装容器のシール部のシール方法、該シール方法に使用する熱処理板及びシール部の検査方法 |
| US6773527B2 (en) | 2002-04-01 | 2004-08-10 | Kimberly-Clark Worldwide, Inc. | Method for obtaining improved ultrasonic bond strength |
| JP2004042447A (ja) * | 2002-07-11 | 2004-02-12 | Toyo Jidoki Co Ltd | ストッカー装置付き製袋包装機 |
| JP2004067177A (ja) | 2002-08-07 | 2004-03-04 | Toyo Jidoki Co Ltd | 超音波シール装置を用いた袋の真空包装方法及び超音波シール装置を備えた真空包装機 |
| JP2004244081A (ja) * | 2003-02-17 | 2004-09-02 | Toyo Jidoki Co Ltd | 袋のシール装置 |
| EP1808375A1 (de) | 2006-01-13 | 2007-07-18 | Hilcona Aktiengesellschaft | Vorrichtung zur Dichtversiegelung von Verbundfolienbeuteln |
| EP1932770A1 (en) * | 2006-12-12 | 2008-06-18 | Toyo Jidoki Co., Ltd. | Steam - replacement deaeration apparatus and method for use in bag packaging |
| US20090056281A1 (en) * | 2007-08-27 | 2009-03-05 | Pouch Pac Innovations, Llc | Shaped Flexible Pouch With Elongated Neck And Method Of Manufacture |
-
2008
- 2008-07-22 JP JP2008188234A patent/JP5450996B2/ja active Active
-
2009
- 2009-02-24 US US12/380,147 patent/US8245485B2/en active Active
- 2009-04-14 DE DE200960000126 patent/DE602009000126D1/de active Active
- 2009-04-14 AT AT09005316T patent/ATE477912T1/de not_active IP Right Cessation
- 2009-04-14 EP EP20090005316 patent/EP2147774B1/en not_active Not-in-force
- 2009-04-14 ES ES09005316T patent/ES2350512T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0272024A (ja) * | 1988-08-30 | 1990-03-12 | Toppan Printing Co Ltd | 液体紙容器の密封方法 |
| JPH0995311A (ja) * | 1994-06-30 | 1997-04-08 | Ishii Shokuhin Kk | 袋詰包装機の包装袋の脱気方法 |
| JPH1120801A (ja) * | 1997-06-30 | 1999-01-26 | Oji Paper Co Ltd | 容器蓋の高速接着方法およびその装置 |
| JP2005022700A (ja) * | 2003-07-02 | 2005-01-27 | Seal Eitou Kk | 熱シール装置 |
| JP2008127031A (ja) * | 2006-11-18 | 2008-06-05 | Nihon Tetra Pak Kk | 包装充填装置及び包装充填方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015182806A (ja) * | 2014-03-26 | 2015-10-22 | 東洋自動機株式会社 | 袋詰め包装方法及び袋詰め包装機 |
| JP2015214366A (ja) * | 2014-05-13 | 2015-12-03 | 東洋自動機株式会社 | エアバッグ付き袋への気体封入方法及び気体封入装置 |
| JP2016147688A (ja) * | 2015-02-12 | 2016-08-18 | 東洋自動機株式会社 | グリッパー装置および袋詰め包装機 |
| KR20170064987A (ko) | 2015-12-02 | 2017-06-12 | 도요지도키 가부시키가이샤 | 초음파 밀봉방법 및 장치 |
| EP3184442A2 (en) | 2015-12-02 | 2017-06-28 | Toyo Jidoki Co., Ltd. | Ultrasonic sealing method and device for bags |
| US10676226B2 (en) | 2015-12-02 | 2020-06-09 | Toyo Jidoki Co., Ltd. | Ultrasonic sealing method and device for bags |
| WO2017217167A1 (ja) * | 2016-06-15 | 2017-12-21 | ゼネラルパッカー株式会社 | 包装機および包装機におけるシール方法 |
| JP2017222383A (ja) * | 2016-06-15 | 2017-12-21 | ゼネラルパッカー株式会社 | 包装機および包装機におけるシール方法 |
| RU2743520C2 (ru) * | 2016-06-15 | 2021-02-19 | Дженерал Пэкер Ко., Лтд. | Упаковочная машина и способ сварки в упаковочной машине |
| US10954017B2 (en) | 2016-06-15 | 2021-03-23 | General Packer Co., Ltd. | Packaging machine and sealing method in packaging machine |
| JP7556950B2 (ja) | 2019-10-14 | 2024-09-26 | クライオバック・エル・エル・シー | 包装装置およびプロセス |
| WO2021241035A1 (ja) * | 2020-05-23 | 2021-12-02 | オリヒロエンジニアリング株式会社 | 内容物入りフィルム包装袋、縦型製袋充填包装機、内容物入りフィルム包装袋の製造方法 |
| JP2021185086A (ja) * | 2020-05-23 | 2021-12-09 | オリヒロエンジニアリング株式会社 | 内容物入りフィルム包装袋、縦型製袋充填包装機、内容物入りフィルム包装袋の製造方法 |
| JP2022114171A (ja) * | 2021-01-26 | 2022-08-05 | Pacraft株式会社 | シール装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2147774A1 (en) | 2010-01-27 |
| US8245485B2 (en) | 2012-08-21 |
| US20100018160A1 (en) | 2010-01-28 |
| JP5450996B2 (ja) | 2014-03-26 |
| EP2147774B1 (en) | 2010-08-18 |
| ES2350512T3 (es) | 2011-01-24 |
| DE602009000126D1 (de) | 2010-09-30 |
| ATE477912T1 (de) | 2010-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5450996B2 (ja) | 縦型袋詰め包装方法及び装置 | |
| US3166462A (en) | Method and apparatus for heat sealing packages | |
| JP6413053B2 (ja) | 包装機 | |
| US9102424B2 (en) | Jaw support for a pouch filler | |
| WO2010116519A1 (ja) | 無菌充填包装機および無菌充填包装方法 | |
| US20190344912A1 (en) | Packaging machine | |
| JP2014218262A (ja) | エアバッグ付き袋のエアバッグ部の気体圧力検査装置 | |
| JP5009682B2 (ja) | 箱状包装体の張り出し部接着装置と接着方法 | |
| JP5319222B2 (ja) | 袋詰め包装機 | |
| KR102232917B1 (ko) | 초음파 밀봉방법 및 장치 | |
| TWI740563B (zh) | 泡鼓包裝機及泡鼓包裝的製造方法 | |
| WO2006064701A1 (ja) | 充填機及びその制御方法 | |
| EP0883546B1 (en) | Sealing apparatus | |
| JP2004099045A (ja) | 箱形パッケージの閉塞シール部の折り当て貼着方法およびその装置 | |
| JP2020029268A (ja) | シール装置 | |
| US6832462B2 (en) | Process for making tube blanks | |
| JPWO2004092017A1 (ja) | 包装体の製造方法及びその製造装置 | |
| JP2000218718A (ja) | 逆止弁付袋の連続製造装置 | |
| JP2004276930A (ja) | 縦型充填包装機の縦シール方法およびその装置 | |
| JP5088820B2 (ja) | 包装充填装置及び包装充填方法 | |
| JP2018177267A (ja) | シール装置及び深絞り包装機 | |
| JP2007269365A (ja) | 紙容器用縦シール接着機構 | |
| JPH05212797A (ja) | パッキング材料をヒートシールするための方法及び装置 | |
| JP2022114171A (ja) | シール装置 | |
| JP2008143523A (ja) | 包装充填装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130422 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130430 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20130705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5450996 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |