JP2010003686A - 二次電池及びその製造方法 - Google Patents
二次電池及びその製造方法 Download PDFInfo
- Publication number
- JP2010003686A JP2010003686A JP2009129151A JP2009129151A JP2010003686A JP 2010003686 A JP2010003686 A JP 2010003686A JP 2009129151 A JP2009129151 A JP 2009129151A JP 2009129151 A JP2009129151 A JP 2009129151A JP 2010003686 A JP2010003686 A JP 2010003686A
- Authority
- JP
- Japan
- Prior art keywords
- case
- secondary battery
- conductive member
- electrode assembly
- electrode plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
- H01M50/529—Intercell connections through partitions, e.g. in a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/534—Electrode connections inside a battery casing characterised by the material of the leads or tabs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
Abstract
【解決手段】前記二次電池は、電極組立体、電極組立体を収容するケース、ケースの内側に収容されて電極組立体とケースを電気的に連結させる少なくとも一つのリードタップ及びケースとリードタップを結合させる溶接部を含む。前記二次電池で、前記ケースはケース内部にスパッタを発生させないでリードタップに電気的に連結される。前記溶接部は、前記ケースの外部底表面から前記リードタップに延長されることを特徴とする。
【選択図】図1D
Description
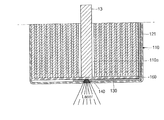
また、前記レーザー照射段階(S20)で、前記溶接はパルスレーザー溶接によって遂行されることができる。前記パルスレーザー溶接はシーム(seam)レーザー溶接またはロングパルス(longpulse)レーザー溶接であることができる。
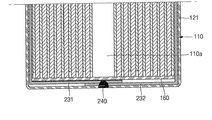
120 ケース
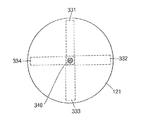
130、231、232、331、332、333、342 リードタップ
140、240、340 溶接部
Claims (20)
- 導電性材料で形成されて、外部面を具備しており、当該外部面に接して内部空間を形成する第1表面を具備する缶を含むケースと、
第1電極板、第2電極板、及び前記第1電極板と第2電極板との間に配置されるセパレーターを具備して、前記ケースの内部空間に位置する電極組立体と、
前記第2電極板に結合される少なくとも一つの導電部材と、
前記少なくとも一つの導電部材は第1位置で前記第1表面に溶接されて、前記ケースと前記導電部材との間に形成される溶接部と、
を含んで、
前記溶接部は、前記ケースの外部から形成されることを特徴とする、二次電池。 - 前記缶の上部に位置して、前記第1電極板に結合されるキャップ組立体をさらに含んで、前記キャップ組立体は前記缶から電気的に絶縁されることを特徴とする、請求項1に記載の二次電池。
- 前記溶接部の断面は、前記導電部材で形成されており、前記ケースの外部表面に向かうに従い大きくなり、前記電極組立体にスパッタが流入されることを防止することを特徴とする、請求項1または2に記載の二次電池。
- 前記第1表面の第1位置をカバーする絶縁部材をさらに含むことを特徴とする、請求項1に記載の二次電池。
- 前記ケースと前記導電部材との間に形成される前記溶接部は、レーザー溶接によって形成されることを特徴とする、請求項1に記載の二次電池。
- 前記ケースは円筒形状であり、前記第1表面は底面であることを特徴とする、請求項1〜5のいずれか1項に記載の二次電池。
- 前記第1電極板は正極板であり、前記第2電極板は負極板であることを特徴とする、請求項1〜6のいずれか1項に記載の二次電池。
- 前記ケースは、少なくとも一つの側壁と少なくとも一つの垂直表面が形成されており、
前記垂直表面は前記側壁と垂直であり、
前記第1表面は、前記垂直表面であることを特徴とする、請求項1〜7のいずれか1項に記載の二次電池。 - 前記導電部材は前記側壁に平行に延長される第1部と前記垂直表面に平行に延長される第2部を具備するリードタップを含んで、
前記リードタップの前記第1部は、前記絶縁部材と前記側壁の間に位置して、前記第2部は前記絶縁部材と前記垂直表面の間に位置することを特徴とする、請求項8に記載の二次電池。 - 前記リードタップは、ニッケル、銅、アルミニウム、ステンレススチール及び前記ニッケル、前記銅、前記アルミニウム、及び前記ステンレススチールの合金で形成されるグループから選択される材質で形成されることを特徴とする、請求項9に記載の二次電池。
- 前記電極組立体は第1面と第2面を具備して、
前記導電部材は二つのリードタップを含んで、
前記リードタップは、それぞれ前記電極組立体の前記第1面と前記第2面に結合されて、
前記リードタップは、前記第1表面の第1位置で互いに重なって前記第1位置で前記ケースと共に溶接されることを特徴とする、請求項9または10に記載の二次電池。 - 前記電極組立体は、第1側、第2側、第3側、及び第4側を含んで、
前記少なくとも一つの導電部材は前記第1側、前記第2側、前記第3側、及び前記第4側にそれぞれ結合される4個のリードタップを含んで、前記第1表面の第1位置でお互いに重なって前記ケースと共に前記第1位置で溶接されることを特徴とする、請求項9または10に記載の二次電池。 - 前記電極組立体は、円筒形状であることを特徴とする、請求項11または12に記載の二次電池。
- 正極板、負極板、及び前記正極板と前記負極板との間に位置するセパレーターを具備する電極組立体を提供する段階と、
少なくとも一つの導電部材を前記電極組立体に連結する段階と、
前記正極板と負極板及びセパレーターを具備する前記電極組立体をケースの内部に位置させる段階と、
前記少なくとも一つの導電部材を前記ケースの第1表面に接触させる段階と、
前記ケースを前記少なくとも一つの導電部材の第1段に溶接して、前記ケースと前記導電部材との間に溶接部を形成する段階と、
を含んで、
前記溶接部は、前記ケースの外部面から形成されて前記電極組立体にスパッタが流入されることを防止するようになされることを特徴とする、二次電池の製造方法。 - 前記少なくとも一つの導電部材を前記電極組立体に連結する段階は、複数個のリードタップを前記電極組立体に連結する過程を含んで、
前記少なくとも一つの導電部材を接触させる段階は、複数個のリードタップを前記第1表面の第1位置でお互いに重なるようにする過程を含むことを特徴とする、請求項14に記載の二次電池の製造方法。 - 前記ケース内部に絶縁部材を位置させて前記電極組立体を絶縁させる段階をさらに含んで、
前記絶縁部材は、前記少なくとも一つの導電部材が前記ケースに溶接される位置で前記少なくとも一つの導電部材と電極組立体との間に位置することを特徴とする、請求項14または15に記載の二次電池の製造方法。 - 前記ケースを前記少なくとも一つの導電部材に溶接する段階は、前記ケースを前記導電部材にレーザー溶接する過程を含むことを特徴とする、請求項14〜16のいずれかに記載の二次電池の製造方法。
- 前記ケースを前記少なくとも一つの導電部材にレーザー溶接する過程は、前記ケースの外部でレーザーエネルギーを照射する過程を含んで、
前記レーザーエネルギーは、1〜100Jouleの間のエネルギーを有して、瞬間最大出力エネルギーが1〜10kwであることを特徴とする、請求項17に記載の二次電池の製造方法。 - 前記導電部材に力を加える段階をさらに含んで、前記導電部材に力を加える段階は、前記ケースの溶接過程で前記導電部材が前記ケースに密着されながら行われるようにすることを特徴とする、請求項14に記載の二次電池の製造方法。
- 前記導電部材に力を加える段階は、プッシャーを使って前記導電部材を前記ケースに強く接触させながら行われることを特徴とする、請求項19に記載の二次電池の製造方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US7455908P | 2008-06-20 | 2008-06-20 | |
| US61/074559 | 2008-06-20 | ||
| US12/270558 | 2008-11-13 | ||
| US12/270,558 US8703327B2 (en) | 2008-06-20 | 2008-11-13 | Rechargeable battery and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010003686A true JP2010003686A (ja) | 2010-01-07 |
| JP5306905B2 JP5306905B2 (ja) | 2013-10-02 |
Family
ID=41091963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009129151A Active JP5306905B2 (ja) | 2008-06-20 | 2009-05-28 | 二次電池及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8703327B2 (ja) |
| EP (1) | EP2136425B1 (ja) |
| JP (1) | JP5306905B2 (ja) |
| KR (1) | KR101296944B1 (ja) |
| CN (1) | CN101609903B (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012185912A (ja) * | 2011-03-03 | 2012-09-27 | Hitachi Vehicle Energy Ltd | 円筒形二次電池 |
| WO2015129154A1 (ja) * | 2014-02-27 | 2015-09-03 | 三洋電機株式会社 | 電池及び電池の製造方法 |
| JP2016173972A (ja) * | 2015-03-18 | 2016-09-29 | パナソニックIpマネジメント株式会社 | 密閉型電池及びその製造方法 |
| WO2017085918A1 (ja) * | 2015-11-19 | 2017-05-26 | 三洋電機株式会社 | 非水電解質二次電池 |
| JP2019057520A (ja) * | 2019-01-18 | 2019-04-11 | パナソニックIpマネジメント株式会社 | 密閉型電池及びその製造方法 |
| JPWO2019004039A1 (ja) * | 2017-06-28 | 2020-04-30 | 三洋電機株式会社 | 電池及びその製造方法 |
| WO2021167093A1 (ja) * | 2020-02-19 | 2021-08-26 | 株式会社片岡製作所 | 溶接用治具及びレーザ加工機 |
| US11139519B2 (en) | 2017-08-30 | 2021-10-05 | Sanyo Electric Co., Ltd. | Sealed cell and method for manufacturing same |
| WO2022196442A1 (ja) | 2021-03-17 | 2022-09-22 | 三洋電機株式会社 | 密閉電池 |
| US11717916B2 (en) | 2018-03-30 | 2023-08-08 | Panasonic Energy Co., Ltd. | Cylindrical battery and method of manufacturing same |
| WO2025047154A1 (ja) * | 2023-08-31 | 2025-03-06 | パナソニックIpマネジメント株式会社 | 円筒形電池 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100965683B1 (ko) * | 2008-03-31 | 2010-06-24 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR100971342B1 (ko) * | 2008-06-03 | 2010-07-20 | 삼성에스디아이 주식회사 | 리튬 폴리머 전지 |
| JP5767115B2 (ja) | 2009-02-09 | 2015-08-19 | ファルタ マイクロバッテリー ゲゼルシャフト ミット ベシュレンクテル ハフツング | ボタン電池とそれを製造する方法 |
| DE102009060800A1 (de) | 2009-06-18 | 2011-06-09 | Varta Microbattery Gmbh | Knopfzelle mit Wickelelektrode und Verfahren zu ihrer Herstellung |
| KR20130053026A (ko) | 2011-11-14 | 2013-05-23 | 삼성에스디아이 주식회사 | 이차전지 |
| KR101416763B1 (ko) * | 2012-12-31 | 2014-07-11 | 킴스테크날리지 주식회사 | 전기에너지 저장장치의 단자 및 이의 조립 방법 |
| DE102013204341A1 (de) * | 2013-03-13 | 2014-09-18 | Robert Bosch Gmbh | Sicherheitselement für Batteriezelle |
| CN105958109B (zh) * | 2016-06-08 | 2019-02-01 | 惠州亿纬锂能股份有限公司 | 一种可充电硬壳锂离子电池 |
| US11431046B2 (en) | 2018-08-21 | 2022-08-30 | Nio Technology (Anhui) Co., Ltd. | Lithium-ion cell using aluminum can |
| KR102392543B1 (ko) * | 2018-11-27 | 2022-04-28 | 주식회사 엘지에너지솔루션 | 전기 저항 용접 장치 및 이를 이용한 전지 제조 방법 |
| CN111900275A (zh) | 2020-08-04 | 2020-11-06 | 珠海冠宇电池股份有限公司 | 扣式电池及其制备方法 |
| CN112768845B (zh) * | 2021-04-09 | 2021-09-14 | 江苏时代新能源科技有限公司 | 电池单体及其制造方法和制造系统、电池以及用电装置 |
| KR102792213B1 (ko) * | 2021-05-11 | 2025-04-04 | 주식회사 엘지에너지솔루션 | 원통형 이차 전지 제조 방법 |
| CN117397118A (zh) * | 2021-07-07 | 2024-01-12 | 合肥国轩高科动力能源有限公司 | 圆柱形电池单元、电池和用于形成圆柱形电池单元的方法 |
| CA3234294A1 (en) * | 2021-10-14 | 2023-04-20 | Min-Woo Kim | Cylindrical secondary battery to which laser welding is applied and fabricating method thereof, battery pack and vehicle including the same |
| WO2023101422A1 (ko) * | 2021-12-01 | 2023-06-08 | 주식회사 엘지에너지솔루션 | 저항이 감소된 원통형 전지 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04162351A (ja) * | 1990-10-25 | 1992-06-05 | Toshiba Battery Co Ltd | 円筒形電池の製造方法 |
| JPH08293299A (ja) * | 1995-04-24 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 電池の製造法 |
| JP2000285898A (ja) * | 1999-03-31 | 2000-10-13 | Nec Corp | 非水電解液二次電池 |
| JP2004158318A (ja) * | 2002-11-07 | 2004-06-03 | Matsushita Electric Ind Co Ltd | 円筒形電池とその製造方法 |
| JP2006324049A (ja) * | 2005-05-17 | 2006-11-30 | Sony Corp | 非水電解質二次電池 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1234567A (en) * | 1915-09-14 | 1917-07-24 | Edward J Quigley | Soft collar. |
| JP3738136B2 (ja) | 1998-08-31 | 2006-01-25 | 三洋電機株式会社 | 電池 |
| JP2000331717A (ja) | 1999-05-21 | 2000-11-30 | Toshiba Corp | 密閉二次電池の製造方法および密閉二次電池 |
| JP2002352789A (ja) | 2001-05-24 | 2002-12-06 | Shin Kobe Electric Mach Co Ltd | 二次電池 |
| US7090945B2 (en) | 2001-08-06 | 2006-08-15 | Matsushita Electric Industrial Co., Ltd. | Cell, connected-cell body, and battery module using the same |
| JP2004022363A (ja) | 2002-06-17 | 2004-01-22 | Sony Corp | 非電解質二次電池 |
| JP2004071266A (ja) | 2002-08-05 | 2004-03-04 | Sanyo Electric Co Ltd | 非水電解液二次電池及びその製造方法 |
| JP4184927B2 (ja) | 2002-12-27 | 2008-11-19 | 三星エスディアイ株式会社 | 2次電池及びその製造方法 |
| JP2004303618A (ja) | 2003-03-31 | 2004-10-28 | Mitsumi Electric Co Ltd | 端子構造及び二次電池保護回路 |
| DE10326906B4 (de) | 2003-06-14 | 2008-09-11 | Varta Automotive Systems Gmbh | Akkumulator und Verfahren zur Herstellung einer dichten Kontaktklemmendurchführung |
| JP4175975B2 (ja) | 2003-07-24 | 2008-11-05 | 三洋電機株式会社 | 電池およびその製造方法 |
| US20050044691A1 (en) * | 2003-08-25 | 2005-03-03 | Charles Su | Method for manufacturing a forged golf iron club head |
| JP4530333B2 (ja) | 2003-11-14 | 2010-08-25 | 日立マクセル株式会社 | 密閉型電池 |
| KR100614372B1 (ko) | 2004-06-25 | 2006-08-21 | 삼성에스디아이 주식회사 | 원통형 리튬 이차 전지 및 그의 제조 방법 |
| JP2006040775A (ja) | 2004-07-29 | 2006-02-09 | Tocad Energy Co Ltd | 電池の組み合わせ構造 |
| JP4718812B2 (ja) | 2004-09-06 | 2011-07-06 | Necエナジーデバイス株式会社 | 二次電池パック |
| KR100686807B1 (ko) | 2005-03-25 | 2007-02-26 | 삼성에스디아이 주식회사 | 폴리머 배터리 팩 및 그 제조 방법 |
| KR100686814B1 (ko) | 2005-04-26 | 2007-02-26 | 삼성에스디아이 주식회사 | 폴리머 배터리 팩 및 그 제조 방법 |
| KR100686815B1 (ko) | 2005-04-26 | 2007-02-26 | 삼성에스디아이 주식회사 | 폴리머 배터리 팩 및 그 제조 방법 |
| KR100816183B1 (ko) | 2005-09-22 | 2008-03-21 | 삼성에스디아이 주식회사 | 보호회로기판에 형성된 홀에 끼워지는 도전성 탭을 갖는배터리 팩 |
| KR100721831B1 (ko) | 2005-10-17 | 2007-05-28 | 삼성전자주식회사 | 배터리 팩 |
| KR100719730B1 (ko) | 2005-12-29 | 2007-05-17 | 삼성에스디아이 주식회사 | 원통형 리튬 이차전지 |
| KR101222301B1 (ko) | 2006-03-28 | 2013-01-15 | 삼성에스디아이 주식회사 | 이차 전지 |
| US20080220316A1 (en) * | 2007-03-06 | 2008-09-11 | Berkowitz Fred J | End cap seal assembly for a lithium cell |
| KR100965683B1 (ko) | 2008-03-31 | 2010-06-24 | 삼성에스디아이 주식회사 | 배터리 팩 |
| KR100971342B1 (ko) | 2008-06-03 | 2010-07-20 | 삼성에스디아이 주식회사 | 리튬 폴리머 전지 |
-
2008
- 2008-11-13 US US12/270,558 patent/US8703327B2/en active Active
-
2009
- 2009-04-07 KR KR1020090029757A patent/KR101296944B1/ko active Active
- 2009-05-28 JP JP2009129151A patent/JP5306905B2/ja active Active
- 2009-06-15 EP EP09162704.2A patent/EP2136425B1/en active Active
- 2009-06-18 CN CN200910149372XA patent/CN101609903B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04162351A (ja) * | 1990-10-25 | 1992-06-05 | Toshiba Battery Co Ltd | 円筒形電池の製造方法 |
| JPH08293299A (ja) * | 1995-04-24 | 1996-11-05 | Matsushita Electric Ind Co Ltd | 電池の製造法 |
| JP2000285898A (ja) * | 1999-03-31 | 2000-10-13 | Nec Corp | 非水電解液二次電池 |
| JP2004158318A (ja) * | 2002-11-07 | 2004-06-03 | Matsushita Electric Ind Co Ltd | 円筒形電池とその製造方法 |
| JP2006324049A (ja) * | 2005-05-17 | 2006-11-30 | Sony Corp | 非水電解質二次電池 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012185912A (ja) * | 2011-03-03 | 2012-09-27 | Hitachi Vehicle Energy Ltd | 円筒形二次電池 |
| US10319979B2 (en) | 2014-02-27 | 2019-06-11 | Sanyo Electric Co., Ltd. | Battery and method of manufacturing battery |
| WO2015129154A1 (ja) * | 2014-02-27 | 2015-09-03 | 三洋電機株式会社 | 電池及び電池の製造方法 |
| JP2015162326A (ja) * | 2014-02-27 | 2015-09-07 | 三洋電機株式会社 | 電池及び電池の製造方法 |
| JP2016173972A (ja) * | 2015-03-18 | 2016-09-29 | パナソニックIpマネジメント株式会社 | 密閉型電池及びその製造方法 |
| US10468655B2 (en) | 2015-11-19 | 2019-11-05 | Sanyo Electric Co., Ltd. | Nonaqueous electrolyte secondary batteries |
| JPWO2017085918A1 (ja) * | 2015-11-19 | 2018-09-06 | 三洋電機株式会社 | 非水電解質二次電池 |
| WO2017085918A1 (ja) * | 2015-11-19 | 2017-05-26 | 三洋電機株式会社 | 非水電解質二次電池 |
| JPWO2019004039A1 (ja) * | 2017-06-28 | 2020-04-30 | 三洋電機株式会社 | 電池及びその製造方法 |
| US11456513B2 (en) | 2017-06-28 | 2022-09-27 | Sanyo Electric Co., Ltd. | Battery and method for producing the same |
| US11139519B2 (en) | 2017-08-30 | 2021-10-05 | Sanyo Electric Co., Ltd. | Sealed cell and method for manufacturing same |
| US11717916B2 (en) | 2018-03-30 | 2023-08-08 | Panasonic Energy Co., Ltd. | Cylindrical battery and method of manufacturing same |
| JP2019057520A (ja) * | 2019-01-18 | 2019-04-11 | パナソニックIpマネジメント株式会社 | 密閉型電池及びその製造方法 |
| WO2021167093A1 (ja) * | 2020-02-19 | 2021-08-26 | 株式会社片岡製作所 | 溶接用治具及びレーザ加工機 |
| WO2022196442A1 (ja) | 2021-03-17 | 2022-09-22 | 三洋電機株式会社 | 密閉電池 |
| JPWO2022196442A1 (ja) * | 2021-03-17 | 2022-09-22 | ||
| JP7757390B2 (ja) | 2021-03-17 | 2025-10-21 | パナソニックエナジー株式会社 | 密閉電池 |
| WO2025047154A1 (ja) * | 2023-08-31 | 2025-03-06 | パナソニックIpマネジメント株式会社 | 円筒形電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2136425B1 (en) | 2020-02-12 |
| US8703327B2 (en) | 2014-04-22 |
| EP2136425A1 (en) | 2009-12-23 |
| JP5306905B2 (ja) | 2013-10-02 |
| CN101609903B (zh) | 2012-02-15 |
| US20090317712A1 (en) | 2009-12-24 |
| KR101296944B1 (ko) | 2013-08-14 |
| CN101609903A (zh) | 2009-12-23 |
| KR20090132492A (ko) | 2009-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5306905B2 (ja) | 二次電池及びその製造方法 | |
| KR102659830B1 (ko) | 이차 전지 및 그 제조 방법 | |
| JP4401065B2 (ja) | 二次電池及びその製造方法 | |
| JP5116235B2 (ja) | 密閉型電池 | |
| JP7048859B2 (ja) | 多層構造の電池ケースを有する二次電池及びその製造方法 | |
| JP4297367B2 (ja) | 二次電池及びその製造方法 | |
| US10403862B2 (en) | Battery | |
| JP6699563B2 (ja) | 蓄電素子 | |
| KR102553135B1 (ko) | 배터리 팩 및 그 제조 방법 | |
| JP2020074286A (ja) | 二次電池 | |
| JP6476941B2 (ja) | 蓄電素子、蓄電素子を備えた蓄電装置、蓄電素子の製造方法、及び蓄電装置の製造方法 | |
| JP2009140870A (ja) | 密閉電池用端子及び密閉電池 | |
| CN112368878B (zh) | 二次电池 | |
| KR102642159B1 (ko) | 이차 전지 | |
| US10797297B2 (en) | Secondary battery | |
| KR101711993B1 (ko) | 퓨즈를 갖는 이차 전지 | |
| CN111081965A (zh) | 电池和电池的制造方法 | |
| KR20180093838A (ko) | 캡조립체 제조방법 및 그에 의한 캡조립체 | |
| US20250183430A1 (en) | Electric battery | |
| JP2002141099A (ja) | 密閉電池 | |
| JP2020013706A (ja) | 蓄電装置及び蓄電装置の製造方法 | |
| KR102716801B1 (ko) | 캡 조립체 및 이를 포함하는 이차전지 제조 방법 | |
| JP5966904B2 (ja) | 蓄電装置 | |
| JP7808280B2 (ja) | 蓄電装置、及び蓄電装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120426 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120426 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130626 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5306905 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |