JP2009246295A - 熱電モジュール - Google Patents
熱電モジュール Download PDFInfo
- Publication number
- JP2009246295A JP2009246295A JP2008094082A JP2008094082A JP2009246295A JP 2009246295 A JP2009246295 A JP 2009246295A JP 2008094082 A JP2008094082 A JP 2008094082A JP 2008094082 A JP2008094082 A JP 2008094082A JP 2009246295 A JP2009246295 A JP 2009246295A
- Authority
- JP
- Japan
- Prior art keywords
- thermoelectric module
- component
- layer
- semiconductor element
- high resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004065 semiconductor Substances 0.000 claims abstract description 132
- 239000004020 conductor Substances 0.000 claims abstract description 85
- 229910052751 metal Inorganic materials 0.000 claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 16
- 230000005676 thermoelectric effect Effects 0.000 claims abstract description 10
- 238000010304 firing Methods 0.000 claims description 23
- 238000007639 printing Methods 0.000 claims description 20
- 229910052748 manganese Inorganic materials 0.000 claims description 12
- 229910052791 calcium Inorganic materials 0.000 claims description 9
- 239000011159 matrix material Substances 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 238000000465 moulding Methods 0.000 claims description 3
- 230000010354 integration Effects 0.000 abstract description 5
- 239000002003 electrode paste Substances 0.000 description 36
- 238000000605 extraction Methods 0.000 description 32
- 238000000034 method Methods 0.000 description 32
- 238000004519 manufacturing process Methods 0.000 description 20
- 239000000843 powder Substances 0.000 description 15
- 239000011230 binding agent Substances 0.000 description 13
- 239000011572 manganese Substances 0.000 description 12
- 239000011575 calcium Substances 0.000 description 11
- 239000000654 additive Substances 0.000 description 10
- 238000007606 doctor blade method Methods 0.000 description 10
- 239000000203 mixture Substances 0.000 description 10
- 230000000996 additive effect Effects 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 9
- 238000000576 coating method Methods 0.000 description 8
- 238000007650 screen-printing Methods 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 7
- 238000009413 insulation Methods 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 238000010248 power generation Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229910052788 barium Inorganic materials 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 229910052697 platinum Inorganic materials 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 229910052712 strontium Inorganic materials 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 230000005678 Seebeck effect Effects 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 229910052763 palladium Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229910006404 SnO 2 Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000000635 electron micrograph Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images











Landscapes
- Powder Metallurgy (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
【解決手段】同じ導電型で熱電効果を持つ複数の半導体素子4と、隣接する半導体素子4の接合部に一体的に形成してある高抵抗層6と、高抵抗層6の内部に一体的に形成され、隣接する半導体素子4の第1端部と第2端部とをそれぞれ電気的に接続する導体層8と、を有する熱電モジュールである。導体層8が、金属から成る第1成分と、高抵抗層6を構成する成分から成る第2成分との混在層である。
【選択図】図1
Description
同じ導電型で熱電効果を持つ複数の半導体素子と、
隣接する半導体素子の接合部に一体的に形成してある高抵抗層と、
前記高抵抗層の内部に一体的に形成され、隣接する半導体素子の第1端部と第2端部とをそれぞれ電気的に接続する導体層と、を有する熱電モジュールであって、
前記導体層が、金属から成る第1成分と、前記高抵抗層を構成する成分から成る第2成分との混在層である。
同じ導電型で熱電効果を持つ複数の半導体素子と、
隣接する半導体素子の接合部に一体的に形成してある高抵抗層と、
前記高抵抗層の内部に一体的に形成され、隣接する半導体素子の第1端部と第2端部とをそれぞれ電気的に接続する導体層と、を有する熱電モジュールであって、
前記導体層が、金属から成る第1成分と、前記半導体素子を構成する成分から成る第3成分との混在層である。
図1は本発明の一実施形態に係る熱電モジュールの概略断面図、
図2(A)〜図2(C)は図1に示す熱電モジュールの製造過程の一例を示す要部断面図、
図3(A)〜図3(C)は図1に示す熱電モジュールの製造過程の他の例を示す要部断面図、
図4(A)〜図4(D)は図1に示す熱電モジュールの変形例に係る製造過程の他の例を示す要部断面図、
図5は本発明の他の実施形態に係る熱電モジュールの概略断面図、
図6(A)〜図6(F)は図5に示す熱電モジュールの製造過程の一例を示す要部断面図、
図7(A)〜図7(F)は図5に示す熱電モジュールの製造過程の他の例を示す要部断面図、
図8(A)および図8(B)は図5に示す熱電モジュールの製造過程の他の例を示す要部断面図、
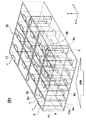
図9は本発明のさらに他の実施形態に係る熱電モジュールの概略斜視図、
図10〜図12はそれぞれ本発明のさらに他の実施形態に係る熱電モジュールの概略断面図である。
第1実施形態
第2実施形態
第3実施形態
第4実施形態
実施例1
実施例2
実施例3
実施例4
実施例5
実施例6
実施例7
実施例8
4,40… 半導体素子
4a… 第1端部
4b… 第2端部
6… 高抵抗層
8,80,280… 内部導体層
8a,80a,280a… 第1端子部
8b,80b,280b… 第2端子部
10,12,100,120,200,220,300,320… 取り出し電極
Claims (13)
- 同じ導電型で熱電効果を持つ複数の半導体素子と、
隣接する半導体素子の接合部に一体的に形成してある高抵抗層と、
前記高抵抗層の内部に一体的に形成され、隣接する半導体素子の第1端部と第2端部とをそれぞれ電気的に接続する導体層と、を有する熱電モジュールであって、
前記導体層が、金属から成る第1成分と、前記高抵抗層を構成する成分から成る第2成分との混在層である熱電モジュール。 - 同じ導電型で熱電効果を持つ複数の半導体素子と、
隣接する半導体素子の接合部に一体的に形成してある高抵抗層と、
前記高抵抗層の内部に一体的に形成され、隣接する半導体素子の第1端部と第2端部とをそれぞれ電気的に接続する導体層と、を有する熱電モジュールであって、
前記導体層が、金属から成る第1成分と、前記半導体素子を構成する成分から成る第3成分との混在層である熱電モジュール。 - 前記導体層では、前記第1成分が三次元的に連結して接続してある前記第1成分のマトリックス中に、前記第2成分が分散している請求項1に記載の熱電モジュール。
- 前記導体層では、前記第1成分が三次元的に連結して接続してある第1成分のマトリックス中に、前記第3成分が分散している請求項2に記載の熱電モジュール。
- 前記半導体素子の主成分と、前記高抵抗層の主成分とが共通している請求項1〜4のいずれかに記載の熱電モジュール。
- 前記半導体素子の主成分と、前記高抵抗層の主成分とは、双方共に、MnおよびCaを含んでいる請求項5に記載の熱電モジュール。
- 前記導体層の幅は、前記高抵抗層の幅よりも狭く、
前記高抵抗層の幅は、前記半導体素子の幅と同等以下である請求項1〜6のいずれかに記載の熱電モジュール。 - 前記導体層の両端には、隣接する半導体素子の第1端部と第2端部とにそれぞれ接続される第1端子部および第2端子部が形成してある請求項1〜7のいずれかに記載の熱電モジュール。
- 前記高抵抗層は、前記第1端子部および第2端子部が接続される前記半導体素子の端面以外の周囲を覆っている請求項8に記載の熱電モジュール。
- 前記高抵抗層は、前記第1端子部および第2端子部が接続される前記半導体素子の接続部以外の全周囲を覆っている請求項8に記載の熱電モジュール。
- 各半導体素子は四角柱の形状を有し、前記四角柱の両端部が、前記第1端部および第2端部であり、これらの半導体素子が行列状に配置される請求項1〜10のいずれかに記載の熱電モジュール。
- 各半導体素子はリング分割片の形状を有し、前記リング分割片の内周側および外周側が、前記第1端部および第2端部であり、これらの半導体素子がリングの少なくとも一部を形成するように配置される請求項1〜11のいずれかに記載の熱電モジュール。
- 前記半導体素子と、高抵抗層と、導体層とは、シート成形あるいは印刷法により形成され、同時焼成により一体化されている請求項1〜12のいずれかに記載の熱電モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008094082A JP5056544B2 (ja) | 2008-03-31 | 2008-03-31 | 熱電モジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008094082A JP5056544B2 (ja) | 2008-03-31 | 2008-03-31 | 熱電モジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009246295A true JP2009246295A (ja) | 2009-10-22 |
| JP5056544B2 JP5056544B2 (ja) | 2012-10-24 |
Family
ID=41307841
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008094082A Expired - Fee Related JP5056544B2 (ja) | 2008-03-31 | 2008-03-31 | 熱電モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5056544B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010171071A (ja) * | 2009-01-20 | 2010-08-05 | Universal Entertainment Corp | 熱電変換素子、熱電変換モジュール及び熱電変換素子の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60127770A (ja) * | 1983-12-15 | 1985-07-08 | Tdk Corp | 熱発電素子 |
| JPH0366182A (ja) * | 1989-08-04 | 1991-03-20 | Hitachi Ltd | 熱電変換装置 |
| JPH1197750A (ja) * | 1997-09-16 | 1999-04-09 | Toshiba Corp | 熱電材料、その製造方法、および熱電発電システム |
| JP2008124361A (ja) * | 2006-11-15 | 2008-05-29 | Toyota Motor Corp | 熱電変換モジュール |
-
2008
- 2008-03-31 JP JP2008094082A patent/JP5056544B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60127770A (ja) * | 1983-12-15 | 1985-07-08 | Tdk Corp | 熱発電素子 |
| JPH0366182A (ja) * | 1989-08-04 | 1991-03-20 | Hitachi Ltd | 熱電変換装置 |
| JPH1197750A (ja) * | 1997-09-16 | 1999-04-09 | Toshiba Corp | 熱電材料、その製造方法、および熱電発電システム |
| JP2008124361A (ja) * | 2006-11-15 | 2008-05-29 | Toyota Motor Corp | 熱電変換モジュール |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010171071A (ja) * | 2009-01-20 | 2010-08-05 | Universal Entertainment Corp | 熱電変換素子、熱電変換モジュール及び熱電変換素子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5056544B2 (ja) | 2012-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5109766B2 (ja) | 熱電モジュール | |
| JP4983920B2 (ja) | 熱電変換素子、熱電変換モジュール、および熱電変換素子の製造方法 | |
| WO2010058464A1 (ja) | 熱電変換モジュール | |
| JP2015226053A (ja) | 積層セラミックキャパシタ、積層セラミックキャパシタの製造方法、及び積層セラミックキャパシタの実装基板 | |
| JP2007035848A (ja) | 積層セラミックコンデンサ及びその製造方法 | |
| JP5098589B2 (ja) | 熱電変換モジュール | |
| WO2012023315A1 (ja) | 電子部品及びその製造方法 | |
| WO2012011334A1 (ja) | 熱電変換素子、その製造方法、および通信装置 | |
| JP5007748B2 (ja) | 熱電変換モジュールおよび熱電変換モジュールの製造方法 | |
| JP5745852B2 (ja) | 圧電セラミック多層エレメント | |
| JP2008305844A (ja) | 積層セラミックコンデンサ及びその製造方法 | |
| JP5158200B2 (ja) | 熱電変換モジュールおよび熱電変換モジュールの製造方法 | |
| JP2012248819A (ja) | 熱電変換素子およびその製造方法 | |
| JP5920537B2 (ja) | 積層型熱電変換素子 | |
| US9960338B2 (en) | Laminated thermoelectric conversion element | |
| JP5056544B2 (ja) | 熱電モジュール | |
| JP2010212503A (ja) | 積層セラミックコンデンサ | |
| JPWO2009142240A1 (ja) | 熱電変換モジュールおよび熱電変換モジュールの製造方法 | |
| CN113053620B (zh) | 层叠线圈部件 | |
| JP5126518B2 (ja) | 熱電変換モジュールおよび熱電変換モジュールの製造方法 | |
| JP4296159B2 (ja) | 積層型ntcサーミスタ | |
| JP6156541B2 (ja) | 熱電素子用組成物 | |
| JP2006269654A (ja) | 積層型ntcサーミスタ | |
| JP2013168452A (ja) | 熱電素子用組成物 | |
| JP2006269661A (ja) | 積層型ntcサーミスタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120716 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5056544 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |