JP2008510676A - 石英ガラスの被覆部材および前記部材の製造方法 - Google Patents
石英ガラスの被覆部材および前記部材の製造方法 Download PDFInfo
- Publication number
- JP2008510676A JP2008510676A JP2007528725A JP2007528725A JP2008510676A JP 2008510676 A JP2008510676 A JP 2008510676A JP 2007528725 A JP2007528725 A JP 2007528725A JP 2007528725 A JP2007528725 A JP 2007528725A JP 2008510676 A JP2008510676 A JP 2008510676A
- Authority
- JP
- Japan
- Prior art keywords
- silicon dioxide
- quartz glass
- slip layer
- glass
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/22—Surface treatment of glass, not in the form of fibres or filaments, by coating with other inorganic material
- C03C17/23—Oxides
- C03C17/25—Oxides by deposition from the liquid phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/06—Other methods of shaping glass by sintering, e.g. by cold isostatic pressing of powders and subsequent sintering, by hot pressing of powders, by sintering slurries or dispersions not undergoing a liquid phase reaction
- C03B19/066—Other methods of shaping glass by sintering, e.g. by cold isostatic pressing of powders and subsequent sintering, by hot pressing of powders, by sintering slurries or dispersions not undergoing a liquid phase reaction for the production of quartz or fused silica articles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/02—Surface treatment of glass, not in the form of fibres or filaments, by coating with glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/20—Materials for coating a single layer on glass
- C03C2217/21—Oxides
- C03C2217/213—SiO2
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
Abstract
【解決手段】そのために、二酸化珪素粒子を含む非晶質スリップ層を製造して、基体表面に塗布し、乾燥され、さらにガラス化されたスリップ層を形成することにより二酸化珪素ガラス部材を製造する。このようにして被覆された二酸化珪素ガラス部材は、特に半導体生産において有利に使用される。
【選択図】 図1
Description
石英ガラス内での高い拡散速度のゆえに、水素は特に熱転移に適している。優れた伝熱性により、表面を支配する高温と二酸化珪素ガラス物質の内部つまり未だガラス化されていない乾燥した多孔性スリップ層を支配する低温との間に、できるかぎり平坦な温度勾配がもたらされる。ガラス化温度が低い場合でも、これにより外部から内部への溶融前面の進行が確保され、そのためスリップ層の内側部分もガラス化される。このために十分な水素含量は、少なくとも70%である。したがって、前記方法は特に数ミリメートルの範囲までの層厚を持つ完全に透明な二酸化珪素ガラス物質の生成に有利である。水素とは別に、ガラス化中の雰囲気は例えば窒素も、好ましくはヘリウムを含むことができる。
驚くべきことに、レーザによりガラス化された表面はバーナ炎によりガラス化された表面に比べて泡の少ないことが、判明している。これは、酸素や水素などの標準的なバーナガスは、石英ガラスに水または水酸基を生成および含有するが、「レーザガラス化」中には存在しない、あるいは少量しか存在しないという事実により、説明することができる。これにより、小粒子生成に加えて、前記部材のエッチング耐性の顕著な向上をもたらす。
二酸化珪素ガラス物質の特に大きな厚さを要する場合には、本発明に基づく方法の実施により層を数回連続して強化できる。この代案的方法は、例えば二酸化珪素ガラス物質が基体の部分的な肥厚として形成される時に、有利に使用される。
例えば、それは円筒形基体において係合片との接触時の装着または密閉用の包囲ビードとして使用できる、あるいはそれは所定の最終形状、例えば球面研磨部またはフランジが機械的に形成される棒状または管状の基体の末端肥厚として構成できる。
[1.石英ガラスの基体上へのスリップ層の調製 ]
[2.スリップ層のガラス化]
以後の冷却は炉の水素中で毎分15℃に制御された冷却速度により500℃の温度まで実施され、次に閉鎖炉中で自由冷却が行われる。
[3.スリップ鋳造により得られたグリーン体の調製および焼結]
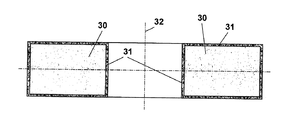
31 二酸化珪素層
32 中心軸
40 半製品
41 石英ガラス管
42 肥厚部
Claims (19)
- 石英ガラスの基体(30、41)の表面をその光学的、物理的または化学的特性が前記基体(30、41)の石英ガラスとは異なる二酸化珪素ガラス物質(31、42)により少なくとも部分的に被覆することにより石英ガラスの被覆部材を製造する方法において、非晶質二酸化珪素粒子を含むスリップ層が製造され、スリップ層を形成して前記基体(30、41)表面に塗布され、前記スリップ層が乾燥され、次いで二酸化珪素ガラス物質(31、42)を形成してガラス化されることを特徴とする石英ガラスの被覆部材を製造する方法。
- 前記二酸化珪素粒子が500μm以下、好ましくは100μm以下の範囲の粒子サイズを有すること、また1μmから50μmの範囲の粒子サイズを持つ二酸化珪素粒子が最大の体積割合を占めることを特徴とする請求項1記載の方法。
- 前記二酸化珪素粒子が二酸化珪素出発粒状物を湿式粉砕することにより製造されることを特徴とする請求項1または2記載の方法。
- 前記乾燥されたスリップ層が1000℃から1600℃、好ましくは1100℃から1400℃までの範囲の温度に加熱されることによりガラス化されることを特徴とする請求項1〜3のいずれか1項記載の方法。
- 前記乾燥されたスリップ層が水素雰囲気中でガラス化されることを特徴とする請求項1〜4のいずれか1項記載の方法。
- 前記乾燥されたスリップ層がバーナ炎によりガラス化されることを特徴とする請求項1〜8のいずれか1項記載の方法。
- 前記乾燥されたスリップ層がレーザによりガラス化されることを特徴とする請求項1〜8のいずれか1項記載の方法。
- 前記二酸化珪素ガラス物質(31、42)が基体(30、41)の一部分の肥厚部として形成されることを特徴とする請求項1〜7のいずれか1項記載の方法。
- イットリウム、アルミニウム、窒素、炭素またはそれらの化合物の形状の不純物が前記スリップ層に添加されることを特徴とする請求項1〜8のいずれか1項記載の方法。
- 二酸化珪素粒子および液体からスリップ層を調製し、前記スリップ層から型鋳造および乾燥により多孔性グリーン体を形成し、前記グリーン体を焼結により完全または部分的に緻密化することにより石英ガラス部材を製造する方法において、前記二酸化珪素粒状物子が非晶質であり、液中の二酸化珪素出発粒状物の湿式粉砕により調製されること、また型鋳造中に500μm以下の範囲の粒子サイズを有しており、1μmから50μmまでの範囲の粒子サイズを持つ二酸化珪素粒子が最大の体積割合を占めること、さらに前記グリーン体が水素含有雰囲気中での加熱により緻密化されることを特徴とする石英ガラス部材を製造する方法。
- 前記非晶質二酸化珪素粒子がスリップ鋳造中に50μm以下の範囲の粒子サイズを有することを特徴とする請求項16記載の方法。
- 焼結中の水素含量が少なくとも70重量%であることを特徴とする請求項16または17記載の方法。
- その光学的、物理的または化学的特性が基体(30、41)の石英ガラスとは異なる二酸化珪素ガラス物質により少なくとも部分的に被覆された表面を持つ石英ガラスの基体(30、41)からなる石英ガラス部材において、前記ガラス物質(31、42)が非晶質二酸化珪素粒子を含む乾燥したガラス化スリップ物質から調製されることを特徴とする石英ガラス部材。
- 前記二酸化珪素ガラス物質(31、42)が亀裂のない表面を持って、またツールを用いずに少なくとも0.5μmの平均表面粗さRaで形成されることを特徴とする請求項21記載の石英ガラス部材。
- 前記二酸化珪素ガラス物質(31、42)の表面が少なくとも1.0μmの平均表面粗さRaを持つことを特徴とする請求項22記載の石英ガラス部材。
- 前記二酸化珪素ガラス物質(31、42)が基体(30、41)に関して特定材料からなることを特徴とする請求項21〜23のいずれか1項記載の石英ガラス部材。
- 前記二酸化珪素ガラス物質(31、42)が不透明または少なくとも部分的に不透明であることを特徴とする請求項21〜25のいずれか1項記載の石英ガラス部材。
- 前記二酸化珪素ガラス物質(42)が基体(41)の肥厚部を有することを特徴とする請求項21〜26のいずれか1項記載の石英ガラス部材。
- 前記二酸化珪素ガラス物質がイットリウム、アルミニウム、窒素、炭素またはそれらの化合物の形状の不純物を含むことを特徴とする請求項21〜26のいずれか1項記載の石英ガラス部材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004040833 | 2004-08-23 | ||
| DE102004052312A DE102004052312A1 (de) | 2004-08-23 | 2004-10-28 | Beschichtetes Bauteil aus Quarzglas sowie Verfahren zur Herstellung des Bauteils |
| PCT/EP2005/009073 WO2006021415A2 (de) | 2004-08-23 | 2005-08-23 | Beschichtetes bauteil aus quarzglas sowie verfahren zur herstellung des bauteils |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008510676A true JP2008510676A (ja) | 2008-04-10 |
| JP2008510676A5 JP2008510676A5 (ja) | 2011-01-27 |
Family
ID=35355640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007528725A Pending JP2008510676A (ja) | 2004-08-23 | 2005-08-23 | 石英ガラスの被覆部材および前記部材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20080075949A1 (ja) |
| EP (2) | EP2263981B1 (ja) |
| JP (1) | JP2008510676A (ja) |
| DE (1) | DE102004052312A1 (ja) |
| WO (1) | WO2006021415A2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009302547A (ja) * | 2008-06-13 | 2009-12-24 | Asm Internatl Nv | 改善された熱特性を具えた半導体処理装置およびその処理装置を提供する方法 |
| JP2010508232A (ja) * | 2006-11-06 | 2010-03-18 | ヘレウス・クアルツグラース・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディット・ゲゼルシャフト | 不透明石英ガラスを製造するための方法及び半製品、並びにその半製品から製造される部材 |
| JP2010531799A (ja) * | 2007-06-30 | 2010-09-30 | ヘレウス クワルツグラス ゲーエムベーハー ウント コンパニー カーゲー | 不透明石英ガラスの基体と緻密封止層から複合体を製造する方法 |
| WO2020079975A1 (ja) | 2018-10-17 | 2020-04-23 | 信越石英株式会社 | 多層構造シリカガラス体の製造方法 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5050363B2 (ja) * | 2005-08-12 | 2012-10-17 | 株式会社Sumco | 半導体シリコン基板用熱処理治具およびその製作方法 |
| JP2007261875A (ja) * | 2006-03-28 | 2007-10-11 | Tosoh Quartz Corp | 表面に粗面化層を形成した石英ガラス部材 |
| DE102006043738B4 (de) * | 2006-09-13 | 2008-10-16 | Heraeus Quarzglas Gmbh & Co. Kg | Bauteil aus Quarzglas zum Einsatz bei der Halbleiterfertigung und Verfahren zur Herstellung desselben |
| DE102006062166B4 (de) | 2006-12-22 | 2009-05-14 | Heraeus Quarzglas Gmbh & Co. Kg | Quarzglas-Bauteil mit Reflektorschicht sowie Verfahren zur Herstellung desselben |
| DE102007008696B3 (de) | 2007-02-20 | 2008-10-02 | Heraeus Noblelight Gmbh | Infrarotstrahler mit opakem Reflektor und seine Herstellung |
| DE102007017004A1 (de) * | 2007-02-27 | 2008-08-28 | Heraeus Quarzglas Gmbh & Co. Kg | Optisches Bauteil aus synthetischem Quarzglas mit erhöhter Strahlenbeständigkeit, sowie Verfahren zur Herstellung des Bauteils |
| US7718559B2 (en) * | 2007-04-20 | 2010-05-18 | Applied Materials, Inc. | Erosion resistance enhanced quartz used in plasma etch chamber |
| DE102008049325B4 (de) * | 2008-09-29 | 2011-08-25 | Heraeus Quarzglas GmbH & Co. KG, 63450 | Verfahren zur Herstellung eines rohrförmigen Halbzeugs aus Quarzglas sowie Halbzeug aus Quarzglas |
| JP5402391B2 (ja) * | 2009-01-27 | 2014-01-29 | 信越化学工業株式会社 | 半導体用合成石英ガラス基板の加工方法 |
| US20150218043A1 (en) * | 2012-07-18 | 2015-08-06 | Hoya Optics(Thailand) Ltd. | Glass molded article and method for producing same, optical element blank, and optical element and method for producing same |
| DE102012109930A1 (de) * | 2012-10-18 | 2014-04-24 | Heraeus Noblelight Gmbh | Strahlereinheit zur Erzeugung ultravioletter Strahlung sowie Verfahren zu deren Herstellung |
| WO2014189622A1 (en) * | 2013-05-23 | 2014-11-27 | Applied Materials, Inc. | A coated liner assembly for a semiconductor processing chamber |
| US9296614B1 (en) * | 2014-11-12 | 2016-03-29 | Corning Incorporated | Substrate such as for use with carbon nanotubes |
| EP3173386B1 (de) | 2015-11-25 | 2018-05-02 | Heraeus Quarzglas GmbH & Co. KG | Verfahren zur herstellung eines verbundkörpers aus hochkieselsäurehaltigem werkstoff |
| KR20180095618A (ko) | 2015-12-18 | 2018-08-27 | 헤래우스 크바르츠글라스 게엠베하 & 컴파니 케이지 | 다중-챔버 가열로에서 실리카 유리체의 제조 |
| EP3390308A1 (de) | 2015-12-18 | 2018-10-24 | Heraeus Quarzglas GmbH & Co. KG | Glasfasern und vorformen aus quarzglas mit geringem oh-, cl- und al-gehalt |
| TWI808933B (zh) | 2015-12-18 | 2023-07-21 | 德商何瑞斯廓格拉斯公司 | 石英玻璃體、二氧化矽顆粒、光導、施照體、及成型體及其製備方法 |
| KR20180095879A (ko) | 2015-12-18 | 2018-08-28 | 헤래우스 크바르츠글라스 게엠베하 & 컴파니 케이지 | 상승된 온도에서 탄소-도핑된 실리카 과립을 처리하여 실리카 과립의 알칼리 토금속 함량의 감소 |
| JP6940235B2 (ja) | 2015-12-18 | 2021-09-22 | ヘレウス クワルツグラス ゲーエムベーハー ウント コンパニー カーゲー | 高融点金属の溶融坩堝内での石英ガラス体の調製 |
| KR20180094087A (ko) | 2015-12-18 | 2018-08-22 | 헤래우스 크바르츠글라스 게엠베하 & 컴파니 케이지 | 실리카 과립으로부터 실리카 유리 제품의 제조 |
| WO2017103120A1 (de) | 2015-12-18 | 2017-06-22 | Heraeus Quarzglas Gmbh & Co. Kg | Herstellung einer synthetischen quarzglaskörnung |
| JP6984897B2 (ja) | 2015-12-18 | 2021-12-22 | ヘレウス クワルツグラス ゲーエムベーハー ウント コンパニー カーゲー | 石英ガラス調製時のケイ素含有量の増大 |
| US11492282B2 (en) | 2015-12-18 | 2022-11-08 | Heraeus Quarzglas Gmbh & Co. Kg | Preparation of quartz glass bodies with dew point monitoring in the melting oven |
| CN108698880B (zh) | 2015-12-18 | 2023-05-02 | 贺利氏石英玻璃有限两合公司 | 不透明石英玻璃体的制备 |
| EP3428132B1 (de) | 2017-07-10 | 2023-08-30 | Heraeus Quarzglas GmbH & Co. KG | Quarzglasbauteil mit hoher thermischer stabilität, halbzeug dafür und verfahren zur herstellung desselben |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04124044A (ja) * | 1990-09-15 | 1992-04-24 | Furukawa Electric Co Ltd:The | 石英系ガラス母材の製造方法 |
| JP2000103630A (ja) * | 1998-09-28 | 2000-04-11 | Ushio Inc | 焼結石英ガラス成形体の製造方法 |
| JP2001163629A (ja) * | 1999-12-08 | 2001-06-19 | Toshiba Ceramics Co Ltd | 半導体処理炉用断熱体とその製造方法 |
| JP2004131317A (ja) * | 2002-10-09 | 2004-04-30 | Japan Siper Quarts Corp | 石英ガラス部材の強化方法と強化処理した石英ガラスルツボ |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2976171A (en) * | 1957-10-14 | 1961-03-21 | Smith Corp A O | Glass coated steel structure and method of making the same |
| US3972704A (en) * | 1971-04-19 | 1976-08-03 | Sherwood Refractories, Inc. | Apparatus for making vitreous silica receptacles |
| US5045751A (en) * | 1988-10-25 | 1991-09-03 | Asahi Glass Company Ltd. | Cathode ray tube of improved breakdown voltage characteristic |
| EP0367269A3 (en) * | 1988-11-04 | 1991-11-13 | Asahi Glass Company Ltd. | Method for reinforcing glass, film-forming composition for the reinforcement of glass and reinforced glass articles |
| AU632240B2 (en) * | 1990-08-27 | 1992-12-17 | Furukawa Electric Co. Ltd., The | Method for manufacturing a silica glass base material |
| DE4338807C1 (de) * | 1993-11-12 | 1995-01-26 | Heraeus Quarzglas | Formkörper mit hohem Gehalt an Siliziumdioxid und Verfahren zur Herstellung solcher Formkörper |
| DE4417405A1 (de) * | 1994-05-18 | 1995-11-23 | Inst Neue Mat Gemein Gmbh | Verfahren zur Herstellung von strukturierten anorganischen Schichten |
| US6355587B1 (en) * | 1994-06-30 | 2002-03-12 | Ted A. Loxley | Quartz glass products and methods for making same |
| GB9722020D0 (en) | 1997-10-17 | 1997-12-17 | Tsl Group Plc | Production of quartz glass articles having high surface purity |
| US6248671B1 (en) * | 1998-08-19 | 2001-06-19 | Micron Technology, Inc. | Semiconductor processing apparatuses, and methods of forming antireflective coating materials over substrates |
| JP2000086251A (ja) * | 1998-09-17 | 2000-03-28 | Ushio Inc | 焼結石英ガラス成形体の焼結方法 |
| DE19962451C1 (de) * | 1999-12-22 | 2001-08-30 | Heraeus Quarzglas | Verfahren für die Herstellung von opakem Quarzglas und für die Durchführung des Verfahrens geeignetes Si0¶2¶-Granulat |
| DE10163939A1 (de) * | 2001-12-22 | 2003-07-10 | Degussa | Schicht erhalten aus einer wässerigen Dispersion enthaltend flammenhydrolytisch hergestelltes Silicium-Titan-Mischoxidpulver |
| DE10243954B3 (de) * | 2002-09-20 | 2004-07-08 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren für die Herstellung eines opaken Quarzglas-Kompositwerkstoffs sowie Verwendung desselben |
| DE102004038602B3 (de) * | 2004-08-07 | 2005-12-29 | Heraeus Quarzglas Gmbh & Co. Kg | Elektrogeschmolzenes, synthetisches Quarzglas, insbesondere für den Einsatz in der Lampen- und in der Halbleiterfertigung und Verfahren zur Herstellung desselben |
-
2004
- 2004-10-28 DE DE102004052312A patent/DE102004052312A1/de not_active Withdrawn
-
2005
- 2005-08-23 EP EP10182969.5A patent/EP2263981B1/de active Active
- 2005-08-23 JP JP2007528725A patent/JP2008510676A/ja active Pending
- 2005-08-23 EP EP05781997.1A patent/EP1789370B1/de active Active
- 2005-08-23 WO PCT/EP2005/009073 patent/WO2006021415A2/de active Application Filing
- 2005-08-23 US US11/661,160 patent/US20080075949A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04124044A (ja) * | 1990-09-15 | 1992-04-24 | Furukawa Electric Co Ltd:The | 石英系ガラス母材の製造方法 |
| JP2000103630A (ja) * | 1998-09-28 | 2000-04-11 | Ushio Inc | 焼結石英ガラス成形体の製造方法 |
| JP2001163629A (ja) * | 1999-12-08 | 2001-06-19 | Toshiba Ceramics Co Ltd | 半導体処理炉用断熱体とその製造方法 |
| JP2004131317A (ja) * | 2002-10-09 | 2004-04-30 | Japan Siper Quarts Corp | 石英ガラス部材の強化方法と強化処理した石英ガラスルツボ |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010508232A (ja) * | 2006-11-06 | 2010-03-18 | ヘレウス・クアルツグラース・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディット・ゲゼルシャフト | 不透明石英ガラスを製造するための方法及び半製品、並びにその半製品から製造される部材 |
| JP2010531799A (ja) * | 2007-06-30 | 2010-09-30 | ヘレウス クワルツグラス ゲーエムベーハー ウント コンパニー カーゲー | 不透明石英ガラスの基体と緻密封止層から複合体を製造する方法 |
| KR101482591B1 (ko) | 2007-06-30 | 2015-01-14 | 헤래우스 크바르츠글라스 게엠베하 & 컴파니 케이지 | 불투명한 석영 글라스 본체 및 고밀도 실링 층으로부터 복합체를 제조하는 방법 |
| JP2009302547A (ja) * | 2008-06-13 | 2009-12-24 | Asm Internatl Nv | 改善された熱特性を具えた半導体処理装置およびその処理装置を提供する方法 |
| WO2020079975A1 (ja) | 2018-10-17 | 2020-04-23 | 信越石英株式会社 | 多層構造シリカガラス体の製造方法 |
| KR20210074295A (ko) | 2018-10-17 | 2021-06-21 | 신에쯔 세끼에이 가부시키가이샤 | 다층구조 실리카유리체의 제조방법 |
| EP3868723A4 (en) * | 2018-10-17 | 2022-07-13 | Shin-Etsu Quartz Products Co., Ltd. | METHOD FOR PRODUCING A MULTI-LAYER SILICA GLASS BODY |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004052312A1 (de) | 2006-03-02 |
| US20080075949A1 (en) | 2008-03-27 |
| EP1789370B1 (de) | 2014-01-15 |
| EP2263981B1 (de) | 2014-10-01 |
| WO2006021415A2 (de) | 2006-03-02 |
| EP2263981A2 (de) | 2010-12-22 |
| EP2263981A3 (de) | 2013-09-04 |
| EP1789370A2 (de) | 2007-05-30 |
| WO2006021415A3 (de) | 2006-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008510676A (ja) | 石英ガラスの被覆部材および前記部材の製造方法 | |
| JP2008510676A5 (ja) | ||
| US7563512B2 (en) | Component with a reflector layer and method for producing the same | |
| KR100349412B1 (ko) | 석영유리성형체및그제조방법 | |
| US6012304A (en) | Sintered quartz glass products and methods for making same | |
| KR100552568B1 (ko) | 반응기 하우징용 석영 글라스 부품, 이를 제조하기 위한 방법 | |
| US5866062A (en) | Process for producing shaped bodies of silicon dioxide | |
| KR102083617B1 (ko) | 복합 재료, 열-흡수 구성요소, 및 상기 복합 재료의 제조 방법 | |
| CA2575799C (en) | Component with a reflector layer and method for producing the same | |
| JP3673900B2 (ja) | 高純度不透明石英ガラス及びその製造方法並びにその 用途 | |
| KR101482591B1 (ko) | 불투명한 석영 글라스 본체 및 고밀도 실링 층으로부터 복합체를 제조하는 방법 | |
| JPH082932A (ja) | 石英ガラスルツボとその製造方法 | |
| JP5167073B2 (ja) | シリカ容器及びその製造方法 | |
| JP2008208021A (ja) | 結晶質SiO2を含む成形体を製造するための溶融シリカの焼結方法 | |
| KR100512802B1 (ko) | 다공성 실리카 글라스 그린 바디로부터 결정영역을 가진 실리카 글라스 도가니를 제조하는 방법 | |
| CN101023040B (zh) | 涂覆的石英玻璃组件和制造所述组件的方法 | |
| KR20090039668A (ko) | 합성 유리질 실리카의 대형 제품 제조방법 | |
| JP2011088776A (ja) | 複合ルツボ及びその製造方法 | |
| JP5595615B2 (ja) | 単結晶シリコン引き上げ用シリカ容器及びその製造方法 | |
| JP2001163629A (ja) | 半導体処理炉用断熱体とその製造方法 | |
| JP3793553B2 (ja) | 黒色SiO2質耐食性部材及びその製造方法 | |
| JPH10502324A (ja) | 焼結石英ガラス製品及びその製造方法 | |
| JP3540955B2 (ja) | プラズマ処理装置用部材及びその製造方法 | |
| JPS6346015B2 (ja) | ||
| RU2072970C1 (ru) | Способ изготовления декоративно-облицовочных изделий |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070510 |
|
| A529 | Written submission of copy of amendment under section 34 (pct) |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20070307 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100702 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100929 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101006 |
|
| A524 | Written submission of copy of amendment under section 19 (pct) |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20101202 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110630 |