JP2005298913A - ブレージングシートおよび熱交換器 - Google Patents
ブレージングシートおよび熱交換器 Download PDFInfo
- Publication number
- JP2005298913A JP2005298913A JP2004117729A JP2004117729A JP2005298913A JP 2005298913 A JP2005298913 A JP 2005298913A JP 2004117729 A JP2004117729 A JP 2004117729A JP 2004117729 A JP2004117729 A JP 2004117729A JP 2005298913 A JP2005298913 A JP 2005298913A
- Authority
- JP
- Japan
- Prior art keywords
- sacrificial anode
- anode layer
- brazing
- aluminum alloy
- brazing sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005219 brazing Methods 0.000 title claims abstract description 95
- 239000011162 core material Substances 0.000 claims abstract description 63
- 229910000838 Al alloy Inorganic materials 0.000 claims abstract description 47
- 239000010405 anode material Substances 0.000 claims abstract description 46
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims description 48
- 229910045601 alloy Inorganic materials 0.000 claims description 11
- 239000000956 alloy Substances 0.000 claims description 11
- 239000012535 impurity Substances 0.000 claims description 10
- 229910052710 silicon Inorganic materials 0.000 claims description 8
- 229910052719 titanium Inorganic materials 0.000 claims description 8
- 229910052748 manganese Inorganic materials 0.000 claims description 6
- 229910021364 Al-Si alloy Inorganic materials 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 229910018137 Al-Zn Inorganic materials 0.000 claims description 4
- 229910018573 Al—Zn Inorganic materials 0.000 claims description 4
- 229910052742 iron Inorganic materials 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 4
- 229910006776 Si—Zn Inorganic materials 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 238000005260 corrosion Methods 0.000 abstract description 64
- 230000007797 corrosion Effects 0.000 abstract description 60
- 239000000945 filler Substances 0.000 abstract description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 3
- 239000002184 metal Substances 0.000 abstract description 3
- 230000000694 effects Effects 0.000 description 19
- 239000000203 mixture Substances 0.000 description 13
- 238000005253 cladding Methods 0.000 description 7
- 150000001875 compounds Chemical class 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000010287 polarization Effects 0.000 description 4
- 239000003507 refrigerant Substances 0.000 description 4
- 229910018131 Al-Mn Inorganic materials 0.000 description 3
- 229910018461 Al—Mn Inorganic materials 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 230000002378 acidificating effect Effects 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 229910000765 intermetallic Inorganic materials 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 230000004580 weight loss Effects 0.000 description 2
- 229910018084 Al-Fe Inorganic materials 0.000 description 1
- 229910018192 Al—Fe Inorganic materials 0.000 description 1
- 229910018473 Al—Mn—Si Inorganic materials 0.000 description 1
- 229910018507 Al—Ni Inorganic materials 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000002528 anti-freeze Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- -1 chlorine ions Chemical class 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- ZOMNIUBKTOKEHS-UHFFFAOYSA-L dimercury dichloride Chemical class Cl[Hg][Hg]Cl ZOMNIUBKTOKEHS-UHFFFAOYSA-L 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Landscapes
- Prevention Of Electric Corrosion (AREA)
Abstract
【課題】 耐孔食性に優れるとともに十分な強度を有する熱交換器用のアルミニウム合金からなるブレージングシートおよび熱交換器を提供する。
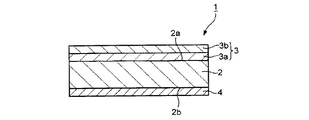
【解決手段】 アルミニウム合金心材2の一面2a側に犠牲陽極材3がはり合わされるとともに他面2b側にろう材4がはり合わされ、犠牲陽極材3が内部犠牲陽極層3aと外部陽極犠牲層3bとから構成され、外部犠牲陽極層3bの電位が内部犠牲陽極層3aの電位よりも卑とされ、内部犠牲陽極層3bのZn量よりも外部犠牲陽極層3aのZn量が大とされ、内部犠牲陽極層3aが0.1重量%〜4.0重量%のZnを含有するとともに外部犠牲陽極層3bが2.0重量%〜10.0重量%のZnを含有することを特徴とするブレージングシート1を採用する。
【選択図】 図1
【解決手段】 アルミニウム合金心材2の一面2a側に犠牲陽極材3がはり合わされるとともに他面2b側にろう材4がはり合わされ、犠牲陽極材3が内部犠牲陽極層3aと外部陽極犠牲層3bとから構成され、外部犠牲陽極層3bの電位が内部犠牲陽極層3aの電位よりも卑とされ、内部犠牲陽極層3bのZn量よりも外部犠牲陽極層3aのZn量が大とされ、内部犠牲陽極層3aが0.1重量%〜4.0重量%のZnを含有するとともに外部犠牲陽極層3bが2.0重量%〜10.0重量%のZnを含有することを特徴とするブレージングシート1を採用する。
【選択図】 図1
Description
本発明は、ブレージングシートおよび熱交換器に関するものであり、特に、耐孔食性および機械的強度に優れたブレージングシートおよびこのブレージングシートを用いて製造されてなる熱交換器に関するものである。
自動車用の熱交換器の一種であるラジエーターとしては例えば図2に示すアルミニウム合金製のものが知られている。図2において、符号11はフィン、符号12はチューブ、符号13はヘッダー、符号14はサイドサポートである。図2に示すラジエーターは一般的に、フッ化物系フラックスを用いたろう付接合によってチューブ12、フィン11およびヘッダー13が各々一体化され、更に樹脂タンクが機械的接合(かしめ加工)により取り付けられて製造される。
チューブ12の構成材としては、1.0重量%〜1.5重量%のMnを含有するAl−Mn合金からなる心材の一面に、Al−Si合金からなるろう材がはり合わされるとともに、心材の他面にAl−Zn合金からなる犠牲陽極材がはり合わされた3層構造のブレージングシートが使用されている。Al−Si合金からなるろう材は、ろう付時にチューブ12とフィン13の接合、およびチューブ12とヘッダープレート(ヘッダー13)との接合に用いられる。また犠牲陽極材は、酸性環境中において心材の孔食を抑制するものであって、心材との電気化学的性質の違いにより犠牲陽極材自身が主として腐食することにより心材を防食するものである。特許文献1には、3層構造のブレージングシートの例が開示されている。
特開平7−207393号公報
ところで最近になって、自動車には快適性や省燃費が強く求められるようになり、熱交換器に対するコンパクト化や高性能化の要請が高まっている。また、軽量化の観点からラジエーターなど自動車熱交換器の各構造部材の薄肉化も要求されており、チューブ材は従来の0.25mmt〜0.3mmt程度の板厚に対して0.2mmt以下程度まで薄肉化が進行しつつある。チューブ材の薄肉化に伴って従来材よりさらに優れた耐孔食性と強度を備えたブレージングシートが必要になりつつある。
また、ラジエーターやヒーターコアなど自動車の熱交換器の冷媒には、通常、不凍液および防錆剤からなるロングライフクーラント(以下、LLC)が20%〜50%程度添加されており、液性は中性または弱アルカリ性(pH7〜pH9程度)に制御されている。しかし、LLCが添加されない場合や液中に多量の塩素イオンが含まれる場合などは、冷媒が酸性になり、チューブが腐食されて貫通孔が発生し、ラジエーターの寿命が短くなるという問題がある。
チューブに貫通孔が発生するのは耐孔食性が低下するためである。耐孔食性の低下の要因は、ラジエーターの組み立ての際のろう付熱処理によって、チューブ材の犠牲陽極材に含まれるZnが心材に拡散し、一方心材に含まれるCuが犠牲陽極材中に拡散し、これにより犠牲陽極材と心材との間で十分な電位差が得られなくなるためである。犠牲陽極材と心材との電位差が十分な場合は犠牲陽極効果が働くため腐食形態は面状となり深い孔食の発生は抑制されるが、電位差が小さくなると腐食形態が孔食状となり、貫通孔が生じやすくなってラジエーターが短寿命となる。特にチューブ材の厚みを0.2mmt以下の薄肉材にした場合はこの耐孔食性の問題が大きくなる。
ZnおよびCuの相互拡散による電位差の低下を防止して耐孔食性を高めるために、犠牲陽極材のクラッド率を増加し、さらに犠牲陽極材を厚くするなどの対策も行なわれているが、犠牲陽極材の強度が心材より低いため、犠牲陽極材を厚くするとチューブ材の強度が低下するおそれがある。また、電位差の低下を防止するために、犠牲陽極材のZn添加量を高めることも対策として考えられるが、Zn量を増加するとチューブ材の腐食速度が高くなるおそれがある。
本発明は、上記事情に鑑みてなされたものであって、耐孔食性に優れるとともに十分な強度を有するアルミニウム合金からなるブレージングシートおよび熱交換器を提供することを目的とする。
上記の目的を達成するために、本発明は以下の構成を採用した。
本発明のブレージングシートは、アルミニウム合金心材の一面側にAl−Zn合金からなる犠牲陽極材がはり合わされるとともに該アルミニウム合金心材の他面側にAl−Si合金またはAl−Si−Zn合金からなるろう材がはり合わされ、前記犠牲陽極材が前記アルミニウム合金心材に接する内部犠牲陽極層と該内部犠牲陽極層に重なる外部陽極犠牲層とから構成され、前記内部犠牲陽極層の電位が前記アルミニウム合金心材の電位よりも卑とされるとともに前記外部犠牲陽極層の電位が前記内部犠牲陽極層の電位よりも卑とされ、前記内部犠牲陽極層のZn量よりも前記外部犠牲陽極層のZn量が大とされ、前記内部犠牲陽極層が0.1重量%〜4.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記外部犠牲陽極層が2.0重量%〜10.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記アルミニウム合金心材が0.5重量%〜1.8重量%のMnおよび0.1重量%〜1.0重量%のCuを含有するととともに残部がAlおよび不可避的不純物からなることを特徴とする。
本発明のブレージングシートは、アルミニウム合金心材の一面側にAl−Zn合金からなる犠牲陽極材がはり合わされるとともに該アルミニウム合金心材の他面側にAl−Si合金またはAl−Si−Zn合金からなるろう材がはり合わされ、前記犠牲陽極材が前記アルミニウム合金心材に接する内部犠牲陽極層と該内部犠牲陽極層に重なる外部陽極犠牲層とから構成され、前記内部犠牲陽極層の電位が前記アルミニウム合金心材の電位よりも卑とされるとともに前記外部犠牲陽極層の電位が前記内部犠牲陽極層の電位よりも卑とされ、前記内部犠牲陽極層のZn量よりも前記外部犠牲陽極層のZn量が大とされ、前記内部犠牲陽極層が0.1重量%〜4.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記外部犠牲陽極層が2.0重量%〜10.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記アルミニウム合金心材が0.5重量%〜1.8重量%のMnおよび0.1重量%〜1.0重量%のCuを含有するととともに残部がAlおよび不可避的不純物からなることを特徴とする。
また、前記内部犠牲陽極層のZn量と前記外部犠牲陽極層のZn量との差が2重量%以上とされていることが好ましい。
更に、前記外部犠牲陽極層の表面と前記アルミニウム合金心材との電位差が120mV以上とされていることが好ましい。
更にまた、前記内部犠牲陽極層にさらに0.01重量%〜1.0重量%のMgが添加されていることが好ましい。
更に、前記外部犠牲陽極層の表面と前記アルミニウム合金心材との電位差が120mV以上とされていることが好ましい。
更にまた、前記内部犠牲陽極層にさらに0.01重量%〜1.0重量%のMgが添加されていることが好ましい。
また、前記内部犠牲陽極層および前記外部犠牲陽極層のいずれか一方または両方に更に、0.5重量%〜1.8重量%のMn、0.1重量%〜1.0重量%のSi、0.3重量%〜2.0重量%のFe、0.1重量%〜1.0重量%のNi、0.05重量%〜0.2重量%のTi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
更に、前記アルミニウム合金心材に更に、0.05重量%〜0.2重量%のTi、0.05重量%〜0.2重量%のZr、0.1重量%〜1.0重量%のSi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
更にまた、前記犠牲陽極材のクラッド率が15%以上30%以下とされ、かつ前記アルミニウム合金心材と前記犠牲陽極層と前記ろう材との合計厚みが0.20μm以下とされていることが好ましい。
更に、前記アルミニウム合金心材に更に、0.05重量%〜0.2重量%のTi、0.05重量%〜0.2重量%のZr、0.1重量%〜1.0重量%のSi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
更にまた、前記犠牲陽極材のクラッド率が15%以上30%以下とされ、かつ前記アルミニウム合金心材と前記犠牲陽極層と前記ろう材との合計厚みが0.20μm以下とされていることが好ましい。
次に本発明の熱交換器は、先のいずれかに記載のブレージングシートを用いて製造されてなることを特徴とする。
本発明のブレージングシートは、心材の一面側に、内部犠牲陽極層および外部犠牲陽極層からなる2層構造の犠牲陽極材が備えられており、このブレージングシートを用いて熱交換器を製造した場合、この犠牲陽極材にLLC等の冷媒が接する構成になる。本発明のブレージングシートにおいては、心材よりも内部犠牲層の電位を卑とし、かつこの内部犠牲陽極層よりも外部犠牲陽極層の電位を卑とするので、外部犠牲陽極層が腐食した後に内部犠牲陽極層が腐食するため、二段階の犠牲陽極効果が得られ、ブレージングシート自体の腐食進行速度を大幅に低減できる。また、犠牲陽極材の表面と心材との電位差を大きくすることができ、さらに電位勾配も大きくなるため腐食形態を面状とし耐孔食性を向上させることができる。
各構成部材の電位差は、Zn量を調整することにより容易に制御できる。すなわち、前記内部犠牲陽極層のZn量よりも前記外部犠牲陽極層のZn量を大とすることで、内部犠牲陽極層よりも外部犠牲陽極層の電位を卑にすることができる。特に内部犠牲陽極層と外部犠牲陽極層とのZn量の差を2重量%以上とすることにより、十分な電位差を得ることができる。更に犠牲陽極材の表面と心材との電位差を120mV以上にすることで、犠牲陽極効果を高めて耐孔食性を向上させることができる。
また、内部犠牲陽極層のみにMgを添加することにより、犠牲陽極材の強度を高めることができ、ブレージングシートの強度を向上できる。
更に、内部犠牲陽極層および外部犠牲陽極層のいずれか一方または両方に、Mn、Si、Fe、Ni、Tiのいずれかを添加することで、耐孔食性をより改善することができる。
更に、内部犠牲陽極層および外部犠牲陽極層のいずれか一方または両方に、Mn、Si、Fe、Ni、Tiのいずれかを添加することで、耐孔食性をより改善することができる。
上述のように本発明のブレージングシートは、優れた耐孔食性を備えており、腐食進行速度を大幅に低減できる。これにより、従来技術では達成が全く困難であった板厚0.2mmt以下のブレージングシートを実現できる。ただしこの場合、犠牲陽極材のクラッド率が低下すると犠牲陽極材が相対的に薄くなり、腐食進行速度との兼ね合いでブレージングシートが短寿命となるので、犠牲陽極材のクラッド率を上述のように15%以上とすることが好ましい。
また、内部犠牲陽極層へのMg添加により犠牲陽極材の強度が向上するので、板厚を0.20mmt以下としても十分な強度が得られる。
また、内部犠牲陽極層へのMg添加により犠牲陽極材の強度が向上するので、板厚を0.20mmt以下としても十分な強度が得られる。
以下、本発明の実施の形態を図面を参照して説明する。図1に本実施形態のブレージングシートの断面模式図を示す。図1に示すように、本実施形態のブレージングシート1は、アルミニウム合金心材2と、このアルミニウム合金心材2の一面2a上にはり合わされた犠牲陽極材3と、アルミニウム合金心材2の他面2b上にはり合わされたろう材4とから構成されている。犠牲陽極材3は、アルミニウム合金心材2に接する内部犠牲陽極層3aとこの内部犠牲陽極層3aに重なる外部陽極犠牲層3bとから構成されている。本実施形態のブレージングシート1は、主に熱交換器のチューブ材として用いられるものである。この場合、ブレージングシート1の犠牲陽極材3側に熱交換器の冷媒が接する構成とされる。
犠牲陽極材3は、内部犠牲陽極層3aと外部陽極犠牲層3bとから構成されている。内部犠牲陽極層3aと外部陽極犠牲層3bはいずれもAl−Zn合金から構成されている。また、内部犠牲陽極層3aのZn量よりも外部犠牲陽極層3bのZn量が大とされている。これにより、外部犠牲陽極層3bの電位が内部犠牲陽極層3aの電位よりも卑とされる。また、内部犠牲層3aにZnが添加され、一方アルミニウム合金心材2にはCuが添加されており、この構成により、内部犠牲陽極層3aの電位が心材2の電位よりも卑とされている。
内部犠牲陽極層3aを心材2と外部犠牲陽極層3bとの間に配置することにより、外部犠牲陽極層3bからアルミニウム合金心材2へのZnの拡散を抑制することができる。同時に、アルミニウム合金心材2から外部犠牲陽極層3bへのCuの拡散を抑制することができる。これにより、外部犠牲陽極層3b最表面におけるZn濃度を高く維持することができ、アルミニウム合金心材2との電位差の低下を防止できる。また、Cuが外部犠牲陽極層3b最表面まで達するおそれがないので、アルミニウム合金心材2と外部犠牲陽極層3bとの間の電位差の低下を防止できる。
次に、ブレージングシート1を構成するアルミニウム合金心材2、犠牲陽極材3およびろう材4の組成限定理由について説明する。
「アルミニウム合金心材の組成限定理由」
本発明に係るアルミニウム合金心材2は、0.5重量%〜1.8重量%のMnおよび0.1重量%〜1.0重量%のCuを含有するととともに残部がAlおよび不可避的不純物からなるものである。また、アルミニウム合金心材2には、0.05重量%〜0.2重量%のTi、0.05重量%〜0.2重量%のZr、0.1重量%〜1.0重量%のSi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
本発明に係るアルミニウム合金心材2は、0.5重量%〜1.8重量%のMnおよび0.1重量%〜1.0重量%のCuを含有するととともに残部がAlおよび不可避的不純物からなるものである。また、アルミニウム合金心材2には、0.05重量%〜0.2重量%のTi、0.05重量%〜0.2重量%のZr、0.1重量%〜1.0重量%のSi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
Mn:Mnは、心材素地中にAl−Mn化合物として分散し、耐食性を低下させることなく強度を向上させる作用があるが、その含有量が0.5%未満では所望の効果が得られず、一方、1.8%を越えて含有すると粗大な化合物により加工性が低下するので好ましくない。したがって、Mn添加量を0.5〜1.8%の範囲に定めた。Mn含有量の一層好ましい範囲は1.0〜1.5%である。
Cu:Cuは、マトリックスに固溶して強度を向上させ、また心材自体の電位を貴にし、犠牲陽極材3およびろう材4との電位差を大きくする作用を有するが、Cuが0.1%未満では所望の効果が得られず、一方、Cuを1.0%以上添加すると融点が低下するためろう付時に材料が溶融しやすく、さらに、粒界腐食が起こりやすくなり耐食性が低下するため好ましくない。したがって、Cu添加量を0.1〜1.0%の範囲に定めた。Cu含有量の一層好ましい範囲は0.3〜0.7%である。
Si:Siは、Mnと共存させることによりAl−Mn−Si化合物となって素地中に分散、あるいはマトリックス中に固溶して強度を向上させる作用を有するが、Siが0.1%未満では所望の効果が得られず、一方、1.0%を越えて含有させると心材の融点を低下させ、さらに耐食性も低下させるので好ましくない。したがって、Si量を0.1〜1.0%の範囲に定めた。Si含有量の一層好ましい範囲は0.3〜0.8%である。
Ti、Zr:これらの元素は、ろう付後に微細な金属間化合物として素地中に分散し、強度を向上させる作用を有するので必要に応じて添加するが、Tiが0.05%未満またはZrが0.05%未満では所望の効果が得られず、一方、Tiが0.20%を越えまたはZrが0.20%を越えて含有させると、加工性が低下するので好ましくない。したがって、Tiを0.05〜0.20%の範囲とし、Zrを0.05〜0.20%の範囲とした。
「犠牲陽極材の組成限定理由」
次に、本発明に係る犠牲陽極材3を構成する内部犠牲陽極層3aは、0.1重量%〜4.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなるものである。
また、犠牲陽極材3を構成する外部犠牲陽極層3bは、2.0重量%〜10.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなるものである。
さらに、内部犠牲陽極層3aおよび外部犠牲陽極層3bのいずれか一方または両方には、0.5重量%〜1.8重量%のMn、0.1重量%〜1.0重量%のSi、0.3重量%〜2.0重量%のFe、0.1重量%〜1.0重量%のNi、0.05重量%〜0.2重量%のTi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
次に、本発明に係る犠牲陽極材3を構成する内部犠牲陽極層3aは、0.1重量%〜4.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなるものである。
また、犠牲陽極材3を構成する外部犠牲陽極層3bは、2.0重量%〜10.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなるものである。
さらに、内部犠牲陽極層3aおよび外部犠牲陽極層3bのいずれか一方または両方には、0.5重量%〜1.8重量%のMn、0.1重量%〜1.0重量%のSi、0.3重量%〜2.0重量%のFe、0.1重量%〜1.0重量%のNi、0.05重量%〜0.2重量%のTi、のうちのいずれか1種または2種以上の元素が添加されていることが好ましい。
Zn:Znは、犠牲陽極材3の電位を卑にさせて心材2に対する犠牲陽極効果を発揮させ、心材2の腐食進行を防止する。また、犠牲陽極材3の最表面の酸化皮膜を脆弱にさせて腐食の発生起点を増加させ、腐食形態を孔食から面状にする効果もある。
外部犠牲陽極層3bのZn量が2.0%未満では所望の効果が得られず、一方、10%を越えて含有すると自己腐食性が増大し過ぎて好ましくない。したがって、外部犠牲陽極層3bのZn量は2.0〜10.0%の範囲に定めた。
また、内部犠牲陽極層3aのZn量は0.1%未満では所望の効果が得られず、4.0%を超えると自己腐食性が増加し過ぎるため、内部犠牲陽極層3aのZnを0.1〜4.0%の範囲に定めた。Zn量の一層好ましい範囲は外部犠牲陽極層3bについて4.0〜8.0%であり、内部犠牲陽極層3aについて1.0〜3.0%である。
また、外部犠牲陽極層3bのZn量は内部犠牲陽極層3aのZn量よりも2%以上大きくすることが好ましい。これにより、内部犠牲陽極層3aと外部犠牲陽極層3bとの電位差を大きくすることができ、外部犠牲陽極層3bを内部犠牲陽極層3aの犠牲層として用いることができ、耐孔食性を向上させることができる。
外部犠牲陽極層3bのZn量が2.0%未満では所望の効果が得られず、一方、10%を越えて含有すると自己腐食性が増大し過ぎて好ましくない。したがって、外部犠牲陽極層3bのZn量は2.0〜10.0%の範囲に定めた。
また、内部犠牲陽極層3aのZn量は0.1%未満では所望の効果が得られず、4.0%を超えると自己腐食性が増加し過ぎるため、内部犠牲陽極層3aのZnを0.1〜4.0%の範囲に定めた。Zn量の一層好ましい範囲は外部犠牲陽極層3bについて4.0〜8.0%であり、内部犠牲陽極層3aについて1.0〜3.0%である。
また、外部犠牲陽極層3bのZn量は内部犠牲陽極層3aのZn量よりも2%以上大きくすることが好ましい。これにより、内部犠牲陽極層3aと外部犠牲陽極層3bとの電位差を大きくすることができ、外部犠牲陽極層3bを内部犠牲陽極層3aの犠牲層として用いることができ、耐孔食性を向上させることができる。
Mg:Mgはろう付時の熱処理により材料中に固溶拡散し、その後SiやZnと微細金属間化合物として材料中に析出し、強度を著しく向上させる。ただし、ろう付接合部にMgが存在するとフラックスと反応し、ろう付性が低下するため本発明では内部犠牲材層のみへの添加とした。内部犠牲層のMg添加量が0.01%未満では所望の効果が得られず、1.0%を超えて添加するとろう付時に外部犠牲層表面に拡散し、ろう付性を低下させる。内部犠牲層のMg添加量の一層好ましい範囲は0.3〜0.6%の範囲である。
Fe:Feの添加により素地中に微細なAl−Fe化合物が分散形成され、それらを起点として材料表面に微小ピットが多数発生して面食状の腐食形態が形成され、深い孔食の発生が抑制される。Feは、その含有量が0.3%未満では所望の効果が得られず、一方、2.0%を越えて含有すると犠牲陽極材3の自己腐食性が増大するので好ましくない。したがって、Fe量を0.3%〜2.0%の範囲に定めた。Fe含有量の一層好ましい範囲は0.5〜1.0%である。
Ni:Niは、Feと同様に素地中に微細なAl−Ni化合物を分散形成させ、それらを起点として材料表面に微小ピットが多数発生されるが、その数が多く材料表面に均一に分布するため腐食深さが浅くなり、面食型の腐食形態となるため深い孔食が発生しない。Niは、その含有量が0.1%未満では所望の効果が得られず、1.0%以上含有すると自己腐食性が増大し、加工性も低下するため、Ni添加量はNi:0.1〜1.0%の範囲に定めた。Niの含有量の一層好ましい範囲は0.3〜0.7%である。
Mn:Mnは、素地中にAl−Mn系化合物として分散し、耐食性を低下させることなく強度を向上させる作用があるが、その含有量が0.5%未満では所望の効果が得られず、一方、1.8%を越えて含有すると粗大な化合物が生成して加工性が低下するので好ましくない。したがって、Mn添加量を0.5〜1.8%の範囲に定めた。Mn含有量の一層好ましい範囲は1.0〜1.5%である。
Si:Siは、晶析出物として素地中に微細に分散し、孔食の発生起点となることにより腐食形態を面食にする作用を有するが、Siが0.1%未満では所望の効果が得られず、一方、1.0%を越えて含有させると自己腐食性が増大し融点も低下するため好ましくない。したがって、Si量を0.1〜1.0%の範囲に定めた。Si含有量の一層好ましい範囲は0.3〜0.5%である。
Ti:Al合金中にTiを添加すると、鋳造時にTi濃度(固溶度)が高い部分と低い部分が生成し、これが圧延時に延ばされ材料中に層状のTi濃度分布が形成される。Ti濃度が低い部分は高い部分に比べ電位が卑になり、優先的に腐食が進行するため腐食形態が層状となり耐食性が向上する。Tiが0.05%未満では所望の効果が得られず、一方、0.2%を越えて含有させると、加工性が低下するため好ましくない。したがってTi添加量を0.05〜0.20%の範囲に定めた。
「ろう材の組成限定理由」
本発明のブレージングシートを構成するろう材は、通常のAl−Si合金またはAl−Si−Zn合金からなるろう材であればよく、特に限定されるものでもないが、ろう材中に含まれるSiはろう材の融点を下げるとともに流動性を付与する成分であり、その含有量が5.0%未満では所望の効果が得られず、一方、15.0%を越えて含有するとかえって流動性が低下するので好ましくない。したがって、ろう材中のSiの含有量を5.0〜15.0%の範囲に定めた。ろう材中のSi含有量の一層好ましい範囲は7.0〜11.0%である。また、ろう材にはZnを1.0〜5.0%の範囲で含有させても良い。
本発明のブレージングシートを構成するろう材は、通常のAl−Si合金またはAl−Si−Zn合金からなるろう材であればよく、特に限定されるものでもないが、ろう材中に含まれるSiはろう材の融点を下げるとともに流動性を付与する成分であり、その含有量が5.0%未満では所望の効果が得られず、一方、15.0%を越えて含有するとかえって流動性が低下するので好ましくない。したがって、ろう材中のSiの含有量を5.0〜15.0%の範囲に定めた。ろう材中のSi含有量の一層好ましい範囲は7.0〜11.0%である。また、ろう材にはZnを1.0〜5.0%の範囲で含有させても良い。
本発明のブレージングシート1は、板厚が0.20mmt以下とした場合に優れた耐孔食性と強度を発揮することができる。また本発明のブレージングシートであれば、板厚0.15mmt以下までにしても十分な耐孔食性と強度を有するものとなる。また、アルミニウム合金心材2、内部犠牲陽極層3a、外部犠牲陽極層3bおよびろう材4の各クラッド率は特に規定するものではないが、外部犠牲陽極層3bのクラッド率が大きすぎる場合、ブレージングシートの腐食進行速度が高くなりすぎる場合がある。また、外部犠牲陽極層3bと内部犠牲陽極層3aのクラッド率はブレージングシート1の板厚に応じて、適正なクラッド率とする必要がある。従って本発明では、内部犠牲陽極層3aおよび外部犠牲陽極層3bを合わせた犠牲陽極材3のクラッド率として15%〜40%の範囲が好ましく、15%〜25%の範囲がより好ましい。また、外部犠牲陽極層3bのクラッド率は3%以上15%以下の範囲が好ましい。更に、内部犠牲陽極層3aのクラッド率に対する外部犠牲陽極層3bのクラッド率の比は50%以下とすることが好ましい。
本発明のブレージングシートは、アルミニウム合金心材2、犠牲陽極材3およびろう材4の原料となるアルミニウム合金を半連続鋳造により造塊し、心材2および犠牲陽極材3については均質化処理した後、それぞれ所定厚さまで熱間圧延する。その後、アルミニウム合金心材2、犠牲陽極材3およびろう材4の各材料を組み合わせ、熱間圧延によりクラッド材とし、最終的に所定厚さまで冷間圧延する工程を経て作製される。
また、本実施形態の熱交換器は、例えば図2に示す従来の熱交換器と同一の構造を有するものでもよい。本発明の熱交換器は、上記のブレージングシートをろう付けまたは高周波溶接により造管して熱交換器用のチューブ材とし、このチューブ材をアルミニウム合金からなるフィン材と組み合わせ、ろう付炉中においてフラックスを用いる不活性雰囲気ろう付けあるいは真空ろう付を行うことにより製造される。こうして得られた熱交換器は、自動車用のラジエーターやヒーターコア等の熱交換器として用いられる。
以下の実施例により本発明を更に詳細に説明する。
下記表1に示す成分組成のAl合金を溶解鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、種別A〜Rの犠牲陽極材を作製した。
また、下記表2に示す成分組成のAl合金を溶解し、鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、種別a〜kのアルミニウム合金心材を作製した。
さらに、ろう材として、JIS 4045相当のアルミニウム合金(Si:10重量%、残部:Alおよび不可避的不純物)を溶解、鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、ろう材とした。
下記表1に示す成分組成のAl合金を溶解鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、種別A〜Rの犠牲陽極材を作製した。
また、下記表2に示す成分組成のAl合金を溶解し、鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、種別a〜kのアルミニウム合金心材を作製した。
さらに、ろう材として、JIS 4045相当のアルミニウム合金(Si:10重量%、残部:Alおよび不可避的不純物)を溶解、鋳造してインゴットを製造し、このインゴットを通常の条件で均質化処理後、熱間圧延を行い、ろう材とした。

ただし、表1中、※印は本発明外の合金組成であり、*印は本発明から外れた成分組成であることを示す。
ただし、表2中、※印は、本発明外の合金組成であり、*印は、本発明から外れた成分組成であることを示す。
表1に示す成分組成の犠牲陽極皮材と、表2に示す成分組成のアルミニウム合金心材と、上記のろう材とを図1に示した組み合わせで重ね合わせ、熱間圧延によりクラッドし、続いて中間焼鈍を行った後、冷間圧延を行うことにより、板厚0.15mmのNo.1〜No.21のブレージングシートを製造した。No.1からNo.11までが実施例であり、No.12からNo.20までが比較例であり、No.21が従来例(比較例)である。なお、各構成材のクラッド率は、外部犠牲陽極層を10%とし、内部犠牲陽極層を10%とし、アルミニウム合金心材を70%とし、ろう材を10%とした。
以上のブレージングシートについて窒素ガス雰囲気中で600℃、3分間保持し、冷却速度100℃/分で室温まで冷却するろう付相当熱処理を行い、下記の条件で耐食試験と強度測定を行った。
耐食試験:自動車用熱交換器の冷却水を想定した試験用腐食液を用意した。試験用腐食液は、Cl−:200ppm、SO4 2−:60ppm、Fe3+:30ppm、Cu2+:1ppmを含み、pH3.0に調整された水溶液である。この試験用腐食液にブレージングシートを浸積させて80℃で8時間保持した後、室温で16時間保持するという温度サイクルを連続して30日間繰り返し行った。試験終了後、最大孔食深さを測定して酸性環境下での耐食性を評価した。また腐食減量から腐食進行速度を測定した。
強度試験:ろう付熱処理後に80℃で7日間保持する時効処理を行なったブレージングシートを用いて引張試験片を作製し、この試験片を用いて引張試験を行なうことにより、強度を評価した。
電位差測定方法:外部犠牲材層最表面と芯材の電位差は、ろう付け熱処理後にアノード分極測定を行ない、それぞれ孔食電位を測定し、電位差を求めた。アノード分極測定は高純度窒素ガスの吹き込みにて十分に脱気した40℃、2.67%のAlCl3水溶液中で電位掃引速度0.5mV/sの条件で行なった。参照電極には飽和カロメル電極を使用した。なお、測定したアノード分極曲線において電流密度が急激に増加した屈曲点の電位を孔食電位とした。
芯材の電位はろう材側を約50μmほどNaOHにてエッチングした後、アノード分極測定を行ない孔食電位を測定した。
芯材の電位はろう材側を約50μmほどNaOHにてエッチングした後、アノード分極測定を行ない孔食電位を測定した。
耐食試験と強度試験および電位差測定の結果を表3に示す。
表3における※印は、本発明外の合金組成であることを示す。また、表3中の「貫通」とは、最大腐食深さが150μm以上であることを示す。
表3にみられるように、実施例1〜11のブレージングシートはすべて圧延加工性が良好であり、また、本発明の範囲から外れた比較例と比べて最大孔食深さや腐食減量が小さく、優れた耐食性を有していることがわかる。また強度についても優れた強度を示していることがわかる。
一方、比較例16〜28のブレージングシートについては、圧延性・ろう付け性、耐食性、時効強度の全ての特性を満足するものが得られていないことが分かる。
一方、比較例16〜28のブレージングシートについては、圧延性・ろう付け性、耐食性、時効強度の全ての特性を満足するものが得られていないことが分かる。
本発明は、耐孔食性と機械的強度に優れるアルミニウム合金からなるブレージングシートに関し、このブレージングシートはフラックスを用いた不活性ガス雰囲気中のろう付により製造される自動車用のラジエーターやヒーターコアなどアルミニウム製熱交換器の冷媒流通経路等の構造部材として適用できる。
1…ブレージングシート、2…アルミニウム合金心材、3…犠牲陽極材、3a…内部犠牲陽極層、3b…外部犠牲陽極層、4…ろう材
Claims (8)
- アルミニウム合金心材の一面側にAl−Zn合金からなる犠牲陽極材がはり合わされるとともに該アルミニウム合金心材の他面側にAl−Si合金またはAl−Si−Zn合金からなるろう材がはり合わされ、前記犠牲陽極材が前記アルミニウム合金心材に接する内部犠牲陽極層と該内部犠牲陽極層に重なる外部陽極犠牲層とから構成され、前記内部犠牲陽極層の電位が前記アルミニウム合金心材の電位よりも卑とされるとともに前記外部犠牲陽極層の電位が前記内部犠牲陽極層の電位よりも卑とされ、前記内部犠牲陽極層のZn量よりも前記外部犠牲陽極層のZn量が大とされ、前記内部犠牲陽極層が0.1重量%〜4.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記外部犠牲陽極層が2.0重量%〜10.0重量%のZnを含有するとともに残部がAlと不可避的不純物とからなり、前記アルミニウム合金心材が0.5重量%〜1.8重量%のMnおよび0.1重量%〜1.0重量%のCuを含有するととともに残部がAlおよび不可避的不純物からなることを特徴とするブレージングシート。
- 前記内部犠牲陽極層のZn量と前記外部犠牲陽極層のZn量との差が2重量%以上とされていることを特徴とする請求項1に記載のブレージングシート。
- 前記外部犠牲陽極層の表面と前記アルミニウム合金心材との電位差が120mV以上であることを特徴とする請求項1または請求項2に記載のブレージングシート。
- 前記内部犠牲陽極層にさらに0.01重量%〜1.0重量%のMgが添加されていることを特徴とする請求項1または請求項2に記載のブレージングシート。
- 前記内部犠牲陽極層および前記外部犠牲陽極層のいずれか一方または両方に更に、0.5重量%〜1.8重量%のMn、0.1重量%〜1.0重量%のSi、0.3重量%〜2.0重量%のFe、0.1重量%〜1.0重量%のNi、0.05重量%〜0.2重量%のTi、のうちのいずれか1種または2種以上の元素が添加されていることを特徴とする請求項1ないし請求項4のいずれかに記載のブレージングシート。
- 前記アルミニウム合金心材に更に、0.05重量%〜0.2重量%のTi、0.05重量%〜0.2重量%のZr、0.1重量%〜1.0重量%のSi、のうちのいずれか1種または2種以上の元素が添加されていることを特徴とする請求項1ないし請求項5のいずれかに記載のブレージングシート。
- 前記犠牲陽極材のクラッド率が15%以上30%以下とされ、かつ前記アルミニウム合金心材と前記犠牲陽極層と前記ろう材との合計厚みが0.20μm以下とされていることを特徴とする請求項1ないし請求項6のいずれかに記載のブレージングシート。
- 請求項1ないし請求項7のいずれかに記載のブレージングシートを用いて製造されてなることを特徴とする熱交換器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117729A JP2005298913A (ja) | 2004-04-13 | 2004-04-13 | ブレージングシートおよび熱交換器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117729A JP2005298913A (ja) | 2004-04-13 | 2004-04-13 | ブレージングシートおよび熱交換器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298913A true JP2005298913A (ja) | 2005-10-27 |
Family
ID=35330823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004117729A Withdrawn JP2005298913A (ja) | 2004-04-13 | 2004-04-13 | ブレージングシートおよび熱交換器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298913A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009524003A (ja) * | 2006-01-19 | 2009-06-25 | モーディーン・マニュファクチャリング・カンパニー | フラットチューブ、フラットチューブ型熱交換器及びその製造方法 |
| JP2011084763A (ja) * | 2009-10-13 | 2011-04-28 | Kobe Steel Ltd | 熱交換器用アルミニウムクラッド材 |
| JP2012177535A (ja) * | 2011-02-04 | 2012-09-13 | Kobe Steel Ltd | 耐食性アルミニウム合金部材、および、オープンラック式気化器の伝熱管またはヘッダー管 |
| JP2013040360A (ja) * | 2011-08-12 | 2013-02-28 | Mitsubishi Alum Co Ltd | 熱交換器用アルミニウム合金製パイプ部材 |
| WO2017081786A1 (ja) * | 2015-11-12 | 2017-05-18 | 三菱電機株式会社 | 空気調和機 |
| WO2017159356A1 (ja) * | 2016-03-18 | 2017-09-21 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| JP2017171955A (ja) * | 2016-03-18 | 2017-09-28 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| JP2017171954A (ja) * | 2016-03-18 | 2017-09-28 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| KR101922746B1 (ko) | 2011-05-20 | 2018-11-27 | 콩스텔리움 뇌프-브리작 | 내부 보호 피복을 갖는 열교환기 튜브용 합금 및 브레이징된 와류 발생기 |
| CN110779352A (zh) * | 2018-07-25 | 2020-02-11 | 马勒国际有限公司 | 热交换器 |
| JP2023057484A (ja) * | 2021-10-11 | 2023-04-21 | 株式会社神戸製鋼所 | アルミニウム合金クラッド材 |
-
2004
- 2004-04-13 JP JP2004117729A patent/JP2005298913A/ja not_active Withdrawn
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009524003A (ja) * | 2006-01-19 | 2009-06-25 | モーディーン・マニュファクチャリング・カンパニー | フラットチューブ、フラットチューブ型熱交換器及びその製造方法 |
| JP2011084763A (ja) * | 2009-10-13 | 2011-04-28 | Kobe Steel Ltd | 熱交換器用アルミニウムクラッド材 |
| JP2012177535A (ja) * | 2011-02-04 | 2012-09-13 | Kobe Steel Ltd | 耐食性アルミニウム合金部材、および、オープンラック式気化器の伝熱管またはヘッダー管 |
| KR101922746B1 (ko) | 2011-05-20 | 2018-11-27 | 콩스텔리움 뇌프-브리작 | 내부 보호 피복을 갖는 열교환기 튜브용 합금 및 브레이징된 와류 발생기 |
| JP2013040360A (ja) * | 2011-08-12 | 2013-02-28 | Mitsubishi Alum Co Ltd | 熱交換器用アルミニウム合金製パイプ部材 |
| EP3376138A4 (en) * | 2015-11-12 | 2019-02-13 | Mitsubishi Electric Corporation | AIR CONDITIONER |
| WO2017081786A1 (ja) * | 2015-11-12 | 2017-05-18 | 三菱電機株式会社 | 空気調和機 |
| US10627127B2 (en) | 2015-11-12 | 2020-04-21 | Mitsubishi Electric Corporation | Air conditioner in which a flammable refrigerant flows |
| JP2017171955A (ja) * | 2016-03-18 | 2017-09-28 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| JP2017171954A (ja) * | 2016-03-18 | 2017-09-28 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| WO2017159356A1 (ja) * | 2016-03-18 | 2017-09-21 | 株式会社神戸製鋼所 | アルミニウム合金製ブレージングシート |
| CN110779352A (zh) * | 2018-07-25 | 2020-02-11 | 马勒国际有限公司 | 热交换器 |
| JP2023057484A (ja) * | 2021-10-11 | 2023-04-21 | 株式会社神戸製鋼所 | アルミニウム合金クラッド材 |
| JP7590302B2 (ja) | 2021-10-11 | 2024-11-26 | 株式会社神戸製鋼所 | アルミニウム合金クラッド材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101787469B (zh) | 热交换器用铝合金包覆材 | |
| JP4451974B2 (ja) | 熱交換器用アルミニウム合金製ブレージングシート | |
| WO2018110320A1 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| JP5739828B2 (ja) | アルミニウム合金積層板 | |
| JP2009127121A (ja) | 熱交換器用アルミニウム合金ブレージングシート | |
| JP2005298913A (ja) | ブレージングシートおよび熱交換器 | |
| JP2011068933A (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP5086751B2 (ja) | アルミニウム合金複合材および熱交換器 | |
| JP2014177694A (ja) | 強酸環境下での耐食性に優れるアルミニウム合金製熱交換器 | |
| JP5388084B2 (ja) | 強度および耐孔食性に優れる熱交換器用アルミニウム合金クラッド材 | |
| JP2004017116A (ja) | ろう付造管チューブ用アルミニウム合金ブレージングシートおよびその製造方法 | |
| JP6399438B2 (ja) | 熱交換器 | |
| JP2007327094A (ja) | ろう付け性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| JP3765327B2 (ja) | ろう付用アルミニウム合金複合部材及びろう付方法 | |
| JP5189853B2 (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP5118984B2 (ja) | 熱交換器用ブレージングシート、熱交換器及びその製造方法 | |
| JP2014062296A (ja) | 耐食性に優れたアルミニウム合金ブレージングシート | |
| JP4019775B2 (ja) | 耐食性に優れた熱交換器用アルミニウム合金ブレージングシート | |
| JP3858255B2 (ja) | 耐食性に優れた熱交換器用アルミニウム合金クラッド材 | |
| JP2005161352A (ja) | アルミニウム合金製熱交換器及びその製造方法 | |
| JP4263160B2 (ja) | アルミニウム合金クラッド材並びにそれを用いた熱交換器用チューブ及び熱交換器 | |
| JP4019337B2 (ja) | 耐食性に優れた熱交換器用アルミニウム合金クラッド材 | |
| JP2014178101A (ja) | 強酸環境下での耐食性に優れるアルミニウム合金製熱交換器 | |
| JP2009249699A (ja) | 熱交換器用アルミニウム合金クラッド材用犠牲材の製造方法及び熱交換器用アルミニウム合金クラッド材の製造方法 | |
| JP5019797B2 (ja) | 犠牲陽極材およびアルミニウム合金複合材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070703 |