JP2005291242A - ジョイント部材 - Google Patents
ジョイント部材 Download PDFInfo
- Publication number
- JP2005291242A JP2005291242A JP2004103515A JP2004103515A JP2005291242A JP 2005291242 A JP2005291242 A JP 2005291242A JP 2004103515 A JP2004103515 A JP 2004103515A JP 2004103515 A JP2004103515 A JP 2004103515A JP 2005291242 A JP2005291242 A JP 2005291242A
- Authority
- JP
- Japan
- Prior art keywords
- housing
- pipe
- joint member
- joint
- pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Joining Of Building Structures In Genera (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
Abstract
【解決手段】
複数の金属製のパイプ部材50を接合するジョイント部材10であり、このジョイント部材10は、金属製のパイプ部材50のうち隣り合う2つのパイプ部材50の中空部51に差し掛かる状態で充填される躯体20を有する。また、ジョイント部材10は、パイプ部材50と躯体20とを接合する接合部30を有している。
【選択図】 図1
Description
以下、本発明の第1の実施の形態に係るジョイント部材について、図1および図2に基づいて説明する。図1は、ジョイント部材10の構成を示す斜視図である。また、図2は、ジョイント部材10を用いてパイプ部材50を接合するイメージを示す分解斜視図である。
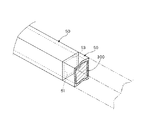
以下、本発明の第2の実施の形態について説明する。図5は、本発明の第2の実施の形態に係るジョイント部材100の構成を示す側面図である。この図5に示すジョイント部材100は、躯体20と、ピン部材110との2部材から構成されている。なお、本実施の形態における躯体20には、上述のフック部30が突出して設けられていない。
以下、本発明の第3の実施の形態について説明する。なお、上述の第1の実施の形態で述べたのと同一の部材については、同一の符号を付して説明する。以下、このジョイント部材について説明する。
以下、本発明の第4の実施の形態について、図7に基づいて説明する。本実施の形態では、中空部51の内部においてウレタン発泡を行うことにより、2つのパイプ部材50を接合している。以下、その詳細について説明する。
20…躯体
21a〜21d…側面
22…溝部
24a〜24c…挿通孔(接合部の一部)
25…凹部
30…フック部(接合部に対応)
31…ロッド部
32…鍵部
33…突出部
33a…係止面
40…フランジ部
50…パイプ部材
51…中空部
52…係止孔
54a〜54c…ピン孔
110…ピン部材(ジョイント部材の一部、接合部の一部)
300…発泡生成物(ジョイント部材に対応)
Claims (5)
- 複数の金属製のパイプ部材を接合するジョイント部材であって、
上記金属製のパイプ部材のうち隣り合う2つの上記パイプ部材の中空部に差し掛かる状態で充填される躯体を有すると共に、上記パイプ部材と上記躯体とを接合する接合部が設けられていることを特徴とするジョイント部材。 - 前記躯体は、樹脂を材質とし、該躯体の外周面は前記中空部の内壁面と接触すると共に、
前記接合部は、前記躯体から延伸しかつ該躯体と一体的なフック部から構成されると共に、このフック部は、前記パイプ部材に形成されている係止孔に係止される、
ことを特徴とするジョイント部材。 - 前記躯体の外周面は前記中空部の内壁面と接触し、かつ前記躯体は前記パイプ部材に設けられているピン孔と位置合わせが為される挿通孔を備えると共に、
前記接合部は、上記挿通孔と、この挿通孔に挿通されるピン部材により構成され、該ピン部材が挿通状態において上記ピン孔に差し掛かった状態となることにより、前記パイプ部材と前記躯体とが接合される、
ことを具備することを特徴とする請求項1記載のジョイント部材。 - 前記躯体は、前記中空部の内壁面と接触すると共に、該内壁面との接触部分に凹部を有していて、
前記接合部は、上記凹部と、この凹部に貯留される接着剤とによって構成され、該接着剤が硬化することにより、前記躯体と前記中空部の内壁面との間で接着力を及ぼす、
ことを特徴とする請求項1記載のジョイント部材。 - 前記躯体は、ポリウレタンフォームが硬化した発泡生成物から構成されると共に、
前記躯体の外周面が前記中空部の内壁面と接合する接合部となっている、
ことを特徴とする請求項1記載のジョイント部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103515A JP2005291242A (ja) | 2004-03-31 | 2004-03-31 | ジョイント部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103515A JP2005291242A (ja) | 2004-03-31 | 2004-03-31 | ジョイント部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291242A true JP2005291242A (ja) | 2005-10-20 |
Family
ID=35324418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004103515A Pending JP2005291242A (ja) | 2004-03-31 | 2004-03-31 | ジョイント部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005291242A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008045727A (ja) * | 2006-08-17 | 2008-02-28 | Yky:Kk | 展示用システム機材 |
| KR101026774B1 (ko) | 2008-07-09 | 2011-04-11 | 태성고무화학주식회사 | 자동차의 순환관 연결용 플렉시블 커넥터와 그 커넥터의제조방법 |
| CN103133469A (zh) * | 2012-11-12 | 2013-06-05 | 奥卡威科技(大连)有限公司 | 一种圆柱型构件的固定组件 |
| KR101325331B1 (ko) * | 2006-12-19 | 2013-11-08 | 재단법인 포항산업과학연구원 | 강관 버팀보 연결 장치 |
| CN103764936A (zh) * | 2011-07-01 | 2014-04-30 | 立川窗饰工业株式会社 | 连接装置和卷帘 |
| JP5876547B1 (ja) * | 2014-08-20 | 2016-03-02 | 東芝プラントシステム株式会社 | 連結構造体 |
| WO2016167512A1 (ko) * | 2015-04-15 | 2016-10-20 | 김나경 | 조립식 건물 구조체 |
| CN104452979B (zh) * | 2014-08-11 | 2017-01-11 | 美国国绿投资集团 | 内置自锁式对接连接器及其施工方法 |
| JP2018204778A (ja) * | 2017-06-09 | 2018-12-27 | コイズミ照明株式会社 | 連結具及び照明器具 |
| JP2019507264A (ja) * | 2016-02-01 | 2019-03-14 | ウォーストーン イノヴェーションズ, リミテッド ライアビリティー カンパニーWarstone Innovations, Llc | 修復シェルの連続接続システム |
| JP2020061981A (ja) * | 2018-10-18 | 2020-04-23 | 美信 稲葉 | パイプ一体型ラセン杭、パイプ一体型ラセン杭の製造方法および構造物 |
| JP2022027316A (ja) * | 2020-07-31 | 2022-02-10 | ヒロホー株式会社 | 棒状体固定構造とそれを用いた搬送容器 |
| CN114087265A (zh) * | 2021-12-09 | 2022-02-25 | 泰东机械(上海)有限公司 | 方管接头 |
| US11352781B2 (en) | 2020-09-15 | 2022-06-07 | Nano And Advanced Materials Institute Limited | Reversible self-locking interconnection system for modular integrated construction |
-
2004
- 2004-03-31 JP JP2004103515A patent/JP2005291242A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008045727A (ja) * | 2006-08-17 | 2008-02-28 | Yky:Kk | 展示用システム機材 |
| KR101325331B1 (ko) * | 2006-12-19 | 2013-11-08 | 재단법인 포항산업과학연구원 | 강관 버팀보 연결 장치 |
| KR101026774B1 (ko) | 2008-07-09 | 2011-04-11 | 태성고무화학주식회사 | 자동차의 순환관 연결용 플렉시블 커넥터와 그 커넥터의제조방법 |
| CN103764936A (zh) * | 2011-07-01 | 2014-04-30 | 立川窗饰工业株式会社 | 连接装置和卷帘 |
| CN103764936B (zh) * | 2011-07-01 | 2015-06-24 | 立川窗饰工业株式会社 | 连接装置和卷帘 |
| CN103133469A (zh) * | 2012-11-12 | 2013-06-05 | 奥卡威科技(大连)有限公司 | 一种圆柱型构件的固定组件 |
| CN104452979B (zh) * | 2014-08-11 | 2017-01-11 | 美国国绿投资集团 | 内置自锁式对接连接器及其施工方法 |
| JP5876547B1 (ja) * | 2014-08-20 | 2016-03-02 | 東芝プラントシステム株式会社 | 連結構造体 |
| WO2016167512A1 (ko) * | 2015-04-15 | 2016-10-20 | 김나경 | 조립식 건물 구조체 |
| JP2019507264A (ja) * | 2016-02-01 | 2019-03-14 | ウォーストーン イノヴェーションズ, リミテッド ライアビリティー カンパニーWarstone Innovations, Llc | 修復シェルの連続接続システム |
| JP2018204778A (ja) * | 2017-06-09 | 2018-12-27 | コイズミ照明株式会社 | 連結具及び照明器具 |
| JP2020061981A (ja) * | 2018-10-18 | 2020-04-23 | 美信 稲葉 | パイプ一体型ラセン杭、パイプ一体型ラセン杭の製造方法および構造物 |
| JP2022027316A (ja) * | 2020-07-31 | 2022-02-10 | ヒロホー株式会社 | 棒状体固定構造とそれを用いた搬送容器 |
| JP7213496B2 (ja) | 2020-07-31 | 2023-01-27 | ヒロホー株式会社 | 棒状体固定構造とそれを用いた搬送容器 |
| US11352781B2 (en) | 2020-09-15 | 2022-06-07 | Nano And Advanced Materials Institute Limited | Reversible self-locking interconnection system for modular integrated construction |
| CN114087265A (zh) * | 2021-12-09 | 2022-02-25 | 泰东机械(上海)有限公司 | 方管接头 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005291242A (ja) | ジョイント部材 | |
| JP5000226B2 (ja) | クリップ | |
| CN103797196B (zh) | 梁和柱的接合结构以及接合部件 | |
| KR101537874B1 (ko) | 강관 보강 브레이스재 및 그 제조 방법 | |
| JP5558633B2 (ja) | 嵌め込みフレーム構造及びそれを用いた筐体 | |
| CN107856509B (zh) | 车辆用门框 | |
| US20180127214A1 (en) | Profiled Belt and Method for Manufacturing Same | |
| JP5574316B2 (ja) | 組立式収納家具及びこれに用いられる連結具 | |
| EP2065166A1 (en) | Vibrational welding unit structure | |
| JP6555415B2 (ja) | 部材接合方法 | |
| JP4958230B2 (ja) | 間仕切ユニットの連結構造 | |
| JP5974132B2 (ja) | フックファスナ構造を結合するためのシステム及び方法 | |
| JP2009150070A (ja) | ドア枠における横枠材と縦枠材の仮連結構造及び当該仮連結構造を利用したドア枠構造 | |
| JP3615422B2 (ja) | 中空金属パイプの組み立て構造及び組み立て方法 | |
| US9655274B1 (en) | Perforated panel connection | |
| JP2009052211A (ja) | サンドイッチパネル面材の端部折曲装置 | |
| JP4926028B2 (ja) | ドア枠における横枠材と縦枠材の連結構造 | |
| JP4709000B2 (ja) | 薄型ディスプレーのフレーム枠 | |
| JP4926027B2 (ja) | ドア枠における横枠材と縦枠材の連結構造 | |
| JP2006153266A (ja) | ジョイント構造 | |
| JP4965241B2 (ja) | 壁内組施工用接合部品、壁内組施工用接合部品を用いたユニット式ルームの組立方法、及びユニット式ルーム | |
| KR200399754Y1 (ko) | 합성수지 창틀의 코너부 접합구조 | |
| JP4725999B2 (ja) | 接合具 | |
| JP2009050925A (ja) | サンドイッチパネルの製造方法 | |
| JP2007120679A (ja) | 板材の接合構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20060621 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20061226 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20061226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20061226 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070313 |
|
| A521 | Written amendment |
Effective date: 20070510 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20070626 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071113 |