JP2004303280A - 情報記録媒体用ガラス基板の製造方法 - Google Patents
情報記録媒体用ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP2004303280A JP2004303280A JP2003091124A JP2003091124A JP2004303280A JP 2004303280 A JP2004303280 A JP 2004303280A JP 2003091124 A JP2003091124 A JP 2003091124A JP 2003091124 A JP2003091124 A JP 2003091124A JP 2004303280 A JP2004303280 A JP 2004303280A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- carrier
- glass substrate
- polishing pad
- main surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/07—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool
- B24B37/10—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for single side lapping
- B24B37/105—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for single side lapping the workpieces or work carriers being actively moved by a drive, e.g. in a combined rotary and translatory movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/8404—Processes or apparatus specially adapted for manufacturing record carriers manufacturing base layers
Abstract
【課題】研磨時における研磨パッド表面の荒れの発生を抑制することができ、この荒れの発生による表面品質の低下を防止することができる情報記録媒体用ガラス基板の製造方法を提供する。
【解決手段】ガラス基板は、ガラス素板の主表面を研磨パッドで研磨し、その主表面の微小うねりの高さ(NRa)を0.12nm以下とすることで製造されている。ガラス素板の研磨には、円孔が透設された板状をなすキャリアが用いられ、ガラス素板はキャリアの円孔に収容された状態で、キャリアの表面とともにその主表面に研磨パッドが摺接される。ガラス素板の主表面の微小うねりの高さ(NRa)は、研磨パッドの表面粗さに依存した値となる。研磨パッドの表面粗さは、キャリアの表面粗さに依存した値となる。これに基づき、キャリアの表面粗さ(Ra)は0.08μm以下とされている。
【選択図】 なし
【解決手段】ガラス基板は、ガラス素板の主表面を研磨パッドで研磨し、その主表面の微小うねりの高さ(NRa)を0.12nm以下とすることで製造されている。ガラス素板の研磨には、円孔が透設された板状をなすキャリアが用いられ、ガラス素板はキャリアの円孔に収容された状態で、キャリアの表面とともにその主表面に研磨パッドが摺接される。ガラス素板の主表面の微小うねりの高さ(NRa)は、研磨パッドの表面粗さに依存した値となる。研磨パッドの表面粗さは、キャリアの表面粗さに依存した値となる。これに基づき、キャリアの表面粗さ(Ra)は0.08μm以下とされている。
【選択図】 なし
Description
【0001】
【発明の属する技術分野】
この発明は、例えばハードディスク等のような情報記録装置の磁気記録媒体である磁気ディスク、光磁気ディスク、光ディスク等に使用される情報記録媒体用ガラス基板の製造方法に関するものである。
【0002】
【従来の技術】
従来、上記のような情報記録媒体用ガラス基板(以下、略して「ガラス基板」とも記載する)は、高密度の記録を可能とするため、情報記録媒体としたときにデータが記録される部分となる主表面をできる限り平滑にする必要がある。このため、ガラス基板は、その製造時に主表面が平滑となるように研磨パッドで研磨される。この研磨において、ガラス基板の微小うねりの値が研磨パッドの表面粗さの値に依存するという現象を利用し、主表面の平滑性を表す値である微小うねりの値を改善するガラス基板の製造方法が提案されている(例えば、特許文献1参照。)。すなわち、この製造方法によれば、良好な表面粗さの研磨パッドを選定し、研磨に使用することで、主表面の微小うねりが所定の値となるようにガラス基板が製造される。
【0003】
【特許文献1】
特開2002−92867号公報
【0004】
【発明が解決しようとする課題】
ところが、上記従来の方法によれば、良好な表面粗さの研磨パッドを選定しても、研磨時に微小うねりが所定の値とならない場合があった。これは、ガラス基板の微小うねりの値は、研磨パッドの表面粗さの値に依存するものであることから、微小うねりの値が所定の値にならないということは、研磨時に研磨パッドの表面が荒れる場合があるためと考えられる。このため、良好な表面粗さの研磨パッドを選定することで主表面の微小うねりを所定の値としたガラス基板を製造可能であるとは一概にいえないという問題があった。
【0005】
この発明は、このような従来技術に存在する問題点に着目してなされたものである。その目的とするところは、研磨時における研磨パッド表面の荒れの発生を抑制することができ、この荒れの発生による表面品質の低下を防止することができる情報記録媒体用ガラス基板の製造方法を提供することにある。
【0006】
【課題を解決するための手段】
上記の目的を達成するために、請求項1に記載の情報記録媒体用ガラス基板の製造方法の発明は、円孔が透設された板状をなすキャリアを用い、このキャリアの円孔に円盤状に形成されたガラス素板を収容した状態で、該キャリアの表面とともにガラス素板の主表面に研磨パッドを摺接させることにより、同ガラス素板の主表面を研磨し、その主表面の微小うねりの高さ(NRa)を所定値以下とすることで製造される情報記録媒体用ガラス基板の製造方法であって、前記主表面の微小うねりの高さ(NRa)が研磨パッドの表面粗さに依存した値となり、この研磨パッドの表面粗さがキャリアの表面粗さに依存した値となることに基づき、該キャリアの表面粗さ(Ra)を0.08μm以下とすることにより、測定波長(λ)を0.2〜1.4mmに設定した三次元表面構造解析顕微鏡で測定された主表面の微小うねりの高さ(NRa)を0.12nm以下とすることを要旨とする。
【0007】
請求項2に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1に記載の発明において、前記キャリアは、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理を施したものであることを要旨とする。
【0008】
請求項3に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1又は請求項2に記載の発明において、前記研磨において、カットオフ値(λ)を0.8mmに設定した触針計で測定された研磨パッドの表面粗さ(Ra)を6μm以下に維持することを要旨とする。
【0009】
請求項4に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記研磨パッドは、100%モジュラスが8.8〜19.6MPaの合成樹脂を材料とする発泡体よりなるものであることを要旨とする。
【0010】
請求項5に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4に記載の発明において、前記研磨パッドは、圧縮変形量が40〜60μmのものであることを要旨とする。
【0011】
請求項6に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4又は請求項5に記載の発明において、前記研磨パッドは、その表面に1mm2当たり600〜800個の穴を有するものであることを要旨とする。
【0012】
請求項7に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4から請求項6のいずれか一項に記載の発明において、前記研磨パッドは、その表面の穴の開口径が、10〜40μmのものであることを要旨とする。
【0013】
【発明の実施の形態】
以下、この発明の実施形態を、図面に基づいて詳細に説明する。
情報記録媒体用ガラス基板(以下、略して「ガラス基板」とも記載する)は、中心に円孔を有する円盤状に形成されており、外周端面及び内周端面を除く表面部分が主表面とされている。このガラス基板の主表面に、例えばコバルト(Co)、クロム(Cr)、鉄(Fe)等の金属又は合金よりなる磁性膜、保護膜等を形成することにより、磁気ディスク、光磁気ディスク、光ディスク等の情報記録媒体が構成される。そして、情報記録媒体とされた際、ガラス基板の主表面には磁気記録情報、光磁気記録情報等の記録情報が記録されるようになっている。
【0014】
当該ガラス基板は、シート状のガラス板から円盤状に切り出されたガラス素板の主表面となる部分を研磨装置を使用して研磨することにより、製造されている。このガラス素板には、フロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等の多成分系のガラス材料より形成されたものが使用されている。
【0015】
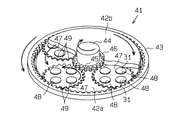
図2に示すように、前記研磨装置41は、互いに平行となるように上下に配設された円盤状の上定盤42b及び下定盤42aと、上定盤42b及び下定盤42aを内側に囲い込むように配設された円環状のインターナルギヤ43とを備えている。当該下定盤42aの中心には回転軸44が突設されるとともに、同回転軸44の下端外周面上には太陽ギヤ45が配設されている。上定盤42bの中心には挿通孔46が透設されており、同挿通孔46には回転軸44が挿通されている。これら上定盤42b、下定盤42a、インターナルギヤ43及び太陽ギヤ45は、モータ等によりそれぞれ独立して回転することができるように駆動されている。
【0016】
下定盤42a及び上定盤42bの間にはこれらに挟み込まれるようにして複数のキャリア47が配設されている。同キャリア47には複数の円孔48が透設され、各円孔48内にはガラス素板31が収容されている。また、各キャリア47の外周縁部にはギア49がそれぞれ突設されており、これらギア49は前記インターナルギヤ43及び太陽ギヤ45にぞれぞれ噛合されている。
【0017】
当該研磨装置41において、下定盤42a及び上定盤42bの表面には、合成樹脂製の発泡体よりなる研磨パッドが必要に応じて装着される。ガラス素板31は、キャリア47の円孔48内に収容された状態で下定盤42a及び上定盤42bの間、若しくは一対の研磨パッドの間に挟み込まれる。この状態で、ガラス素板31の表面には、下定盤42a及び上定盤42bと研磨パッドを介して図示しない供給部から研磨剤が供給される。つまり、下定盤42a及び上定盤42bと研磨パッドには、それぞれの厚み方向に延びるように、図示しない複数の供給孔が透設されており、研磨剤を貯留するタンク等の供給部からこれら供給孔に研磨剤が供給される。そして、上定盤42b、下定盤42a、インターナルギヤ43及び太陽ギヤ45をそれぞれ回転させることにより、ガラス素板31を下定盤42a及び上定盤42b又は研磨パッドに接触させた状態で各キャリア47がそれぞれ自転しながら回転軸44を中心に公転し、ガラス素板31の表面が研磨される。
【0018】
この研磨装置41を使用し、主表面の微小うねりの高さ(NRa)が0.12nm以下となるまでガラス素板31を研磨することにより、当該ガラス基板が製造される。つまり、ガラス基板の主表面の微小うねりの高さ(NRa)は、0.12nm以下である。また、ガラス基板の主表面の表面粗さ(Ra)は、好ましくは0.4nm以下であり、主表面のうねりの高さ(Wa)は、好ましくは0.5nm以下である。なお、Raとは、原子間力顕微鏡(AFM)で測定された値を示すものである。Waとは、Phase Metrix社製の多機能ディスク干渉計(Optiflat)を用い、測定波長(λ)を0.4〜5.0mmとして表面の所定領域を白色光で走査して測定された値を示すものである。NRaとは、Zygo社製の三次元表面構造解析顕微鏡(NewView200)を用い、測定波長(λ)を0.2〜1.4mmとして表面の所定領域を白色光で走査して測定された値を示すものである。
【0019】
当該ガラス基板において、前記Ra及びWaがそれぞれ0.4nm、0.5nmを超えると、その表面が荒れ、平滑性の低下した表面品質の低いものとなるおそれがある。ここで、情報記録媒体において高記録密度化を図るためには、記録情報を読み取るためのヘッドと、情報記録媒体の主表面との距離を短くする必要がある。この情報記録媒体の主表面に凹凸が存在すると、ヘッドがその移動時に情報記録媒体の表面の凹凸を乗り越えたり、追従したりすることができず、凹凸に衝突したり、引っ掛かったり等の不具合が発生しやすくなる。特に、NRaが0.12nmを超えると、このような不具合が顕著に発生する。そこで、NRaを0.12nm以下とし、このような不具合の発生を抑制するため、情報記録媒体とされるガラス基板は、その主表面が研磨されることにより、平滑性が高く、表面品質が良好なものとされる。
【0020】
次に、前記ガラス基板の製造方法について説明する。
ガラス基板は、円盤加工工程、端面面取り工程、ラップ工程、研磨工程及び洗浄処理工程を経て製造される。
【0021】
前記円盤加工工程においては、シート状のガラス板を超硬合金又はダイヤモンド製のカッターを用いて切断することにより、その中心に円孔を有する円盤状のガラス素板が形成される。前記端面面取り工程においては、ガラス素板の内周端面及び外周端面が研削され、かつそれらの角部が面取り加工されて、外径及び内径寸法が所定長さとされるとともに、内周端面及び外周端面が平坦となるように研磨される。
【0022】
前記ラップ工程においては、ガラス素板にラップ処理が施され、ガラス素板の全体的な反りが修正されることにより、ガラス素板が略平坦な板とされる。このラップ処理は、前記研磨装置41を用い、ガラス素板31の主表面に研磨材を供給しつつ、下定盤42a及び上定盤42bを摺接させて同主表面を研削することにより行われる。また、ラップ処理の研磨剤には、アルミナ等の粒子を砥粒として、この砥粒を溶媒である水に分散させてスラリー状としたものが使用される。
【0023】
前記研磨工程においては、前記研磨装置41を用い、下定盤42a及び上定盤42bに研磨パッドを装着した状態で、同研磨パッドをガラス素板31の主表面に摺接させることにより行われる。この研磨工程で研磨パッドが摺接されたガラス素板は、その主表面が研磨され、平滑面とされることにより、表面品質が高められる。前記洗浄処理工程においては、洗浄液を使用し、研磨後のガラス素板の主表面に付着した研磨剤、研磨粉、塵埃等の付着物が除去されることにより、主表面の表面品質及び清浄度が高められたガラス基板が製造される。
【0024】
前記研磨工程は、ガラス素板の主表面を平滑に粗研磨するための1次研磨処理を施す工程と、粗研磨されたガラス素板の主表面をさらに平滑に精密研磨するための2次研磨処理を施す工程との2工程に分けて行われる。
【0025】
前記1次研磨処理とは、ガラス素板を粗研磨して、その全体の厚みを所定値とし、主表面に存在する小さな反り、うねり、欠け(チッピング)、ひび(クラック)等の欠陥を除去する処理をいう。つまり、これら欠陥は、ガラス素板の主表面からほぼ一定の厚み範囲内に形成されるものであり、ガラス素板の全体の厚みを所定値とするために主表面の一部分を研磨によって除去することで、主表面から除去される。これら欠陥の中でも特に表面のうねりは、前述のフロート法等でガラス素板の材料であるガラス板を製造するとき、同ガラス板の表面にスジ状に形成されるものであり、ガラス素板が潜在的に有する欠陥である。そして、当該1次研磨処理では、この表面のうねりの改善を主目的として行われる。
【0026】
当該1次研磨処理の粗研磨では、ガラス素板の主表面から欠陥を含む一部分を除去するため、その取り代が重視される。また、研磨工程はガラス素板の主表面を平滑とする目的で行われるものであり、1次研磨処理後にガラス素板の表面が処理前よりも荒れることは研磨工程の目的に反する。このため、当該1次研磨処理では、処理前よりもガラス素板の主表面を平滑にするため、粗研磨によるガラス素板の主表面の傷つき防止も重視される。そして、当該1次研磨処理では、研磨パッドとして、ガラス素板の主表面を大きく傷つけることなく削り取ることが可能な程度の硬さを有する硬質ポリッシャが使用される。
【0027】
この硬質ポリッシャには、ポリウレタン、ポリエステル等の合成樹脂製の発泡体よりなり、その表面の穴を目視できる程度に目の粗いスポンジ状のものが使用される。硬質ポリッシャの硬さは、JIS K6301に規定されるJIS Aの硬度で、好ましくは65〜95である。また、その圧縮弾性率は、好ましくは60〜80%である。そして、その圧縮率が1〜4%となるように下定盤42a及び上定盤42bに貼着して使用することが好ましい。
【0028】
JIS Aの硬度が65未満、圧縮弾性率が60%未満又は圧縮率が4%より高い場合、硬質ポリッシャが所望の硬さを有さず、一定の取り代に達するまでに長時間を要してしまうおそれがある。加えて、研磨時に硬質ポリッシャが変形して特にその表面に凹凸、うねり等が形成されることにより、ガラス素板の主表面にうねり等の欠陥が形成され、同主表面を平滑にすることができなくなるおそれがある。JIS Aの硬度が95より大きい、圧縮弾性率が80%より高い又は圧縮率が1%未満の場合、硬質ポリッシャによりガラス素板の主表面が傷つき、同主表面が荒れ、却って表面品質が低下してしまうおそれがある。
【0029】
前記2次研磨処理とは、ガラス素板を精密研磨して、その表面の極僅かな部分を削り取り、表面に存在する微小うねり、微小凹凸等の微小な欠陥を修正する処理をいう。これら微小な欠陥は、大半がラップ処理時、1次研磨処理時等の研磨痕、研磨時の応力による歪み等によって形成されたものである。うねり等の欠陥と同様に微小な欠陥を全体的に削り取ろうとすれば、微小な欠陥を削り取る際にガラス素板の主表面に形成される研磨痕等が新たな欠陥となり、却って微小な欠陥が増加してしまう。このため、微小な欠陥は、微小うねりならば丘の部分、微小凹凸ならば凸部分等のように、その上部のみを削り取ることで凹凸が均され、平滑状に修正される。そして、当該2次研磨処理では、このような主表面の微小うねりの修正と、表面粗さの改善とを主目的として行われる。
【0030】
当該2次研磨処理の精密研磨では、ガラス素板の主表面を鏡面状の平滑面となるように磨いて均すため、その取り代は重視されず、ガラス素板の主表面を傷つけることなく微小な欠陥の上部のみ削り取ることが重視される。このため、当該2次研磨処理では、研磨パッドとして、ガラス素板の主表面を大きく削ることなく、磨くことが可能な程度の軟らかさを有する軟質ポリッシャが使用される。
【0031】
2次研磨処理で使用される軟質ポリッシャには、ポリウレタン、ポリエステル等の合成樹脂製の発泡体よりなり、その表面の穴を目視することが難しい程度に目の細かいスウェード状のものが使用される。軟質ポリッシャの軟らかさは、SRIS−0101に規定されるアスカーCの硬度で、好ましくは58〜85である。また、その圧縮弾性率は、好ましくは58〜90%である。そして、その圧縮率が1〜5%となるように下定盤42aと上定盤42bに貼着して使用することが好ましい。
【0032】
アスカーCの硬度が58未満、圧縮弾性率が58%未満又は圧縮率が5%より高い場合、研磨時に軟質ポリッシャが変形して特にその表面に凹凸、うねり等が形成されることにより、製造されたガラス基板の表面に微小なうねりが形成されてしまうおそれがある。また、アスカーCの硬度が85より大きい、圧縮弾性率が90%より高い又は圧縮率が1%未満の場合、軟質ポリッシャによりガラス素板の表面が傷つき、製造されたガラス基板が却って表面状態の荒れたものになるおそれがある。なお、このスウェード状の軟質ポリッシャは、スポンジ状の硬質ポリッシャとその硬さが本質的に大きく異なり、同じ基準で比較することは難しい。このことから、硬質ポリッシャをJIS Aの硬度で表し、軟質ポリッシャをアスカーCの硬度で表している。
【0033】
2次研磨処理の際、発泡体よりなる軟質ポリッシャでガラス素板の表面が研磨される状況を詳細に検討すると、図1に模式的に示すように、ガラス素板31に押し付けられた軟質ポリッシャ21は変形し、その表面をガラス素板31のみならずキャリア47の表面にも摺接させる。この際、キャリア47の表面が荒れていると、同キャリア47への摺接により軟質ポリッシャ21が傷つけられ、その表面が荒れてしまう。すると、このような軟質ポリッシャ21によって研磨されたガラス素板31は、主表面の微小な欠陥が十分に修正されず、それどころか却って傷つけられることにより、表面品質の劣るものとなってしまう。換言すれば、この2次研磨処理の目的である微小うねりの修正が十分に行われず、製造されるガラス基板は、前記NRaが0.12nmを超えるものとなる。
【0034】
上記より、キャリア47の表面が荒れた状態であるならば、研磨時に軟質ポリッシャ21の表面を荒らすこととなり、これによりガラス素板31の主表面のNRaが高くなる。逆に、キャリア47の表面が滑らかであれば、研磨時に軟質ポリッシャ21の表面が荒れることはなく、主表面の微小な欠陥が十分に修正されてガラス素板31の主表面のNRaが低くなる。つまり、ガラス素板31、軟質ポリッシャ21及びキャリア47の間には、主表面のNRaが軟質ポリッシャ21の表面粗さに依存した値となり、この軟質ポリッシャ21の表面粗さがキャリア47の表面粗さに依存した値となるという現象が存在する。そこで、本発明の発明者等は、この現象に基づき、主表面のNRaとキャリア47の表面粗さとの間には密接な関係があることを見出し、キャリア47の表面粗さを選定することにより、ガラス基板の主表面のNRaを0.12nm以下とすることとした。
【0035】
ここで、ガラス基板の主表面のNRaとキャリア47の表面粗さとの間に密接な関係があることは、本発明者等の多くの実験と、その結果の解析とによって初めて見出されたものである。すなわち、図1に示したようにキャリア47は、その厚みがガラス素板31に比べて薄く、従来は軟質ポリッシャ21がキャリア47に摺接されない又は摺接されても研磨に係わる影響は無視できる程度に極小さなものであると考えられていた。このため、ガラス素板31の主表面に直接的に摺接する軟質ポリッシャ21の表面の粗さを重点的に考慮し、この軟質ポリッシャ21の表面の粗さにキャリア47の表面の粗さが大きく影響するとは考えられてもいなかった。
【0036】
これに対し、発明者等は、NRaが悪化する原因を探るべく、1台の研磨装置41について、複数枚のガラス素板31を研磨し、研磨後に主表面のNRaを測定した。図3のグラフに示したように、1台の研磨装置41における延べの研磨時間と、NRaとの関係を発明者等が考慮した結果、グラフ中に二点差線で示したように、所定時間おきにNRaが0.14nmとそれまでのものよりも高くなるという結論を得た。また、NRaは、一旦0.14nmまで悪化した後、時間の経過とともに徐々に低下し、所定時間後には0.12nm以下となった。そして、発明者等は、このNRaが悪化する時間が前記キャリア47を交換する時間に一致することを見出した。
【0037】
つまり、キャリア47は、研磨時に割れたり、ギア49が破損したり等することにより、所定時間おきに交換される。この交換された新しいキャリア47がNRaに影響を及ぼすと推定し、新しいキャリア47と交換前の古いキャリア47とを比較したところ、表面粗さに大きな隔たりが測定された。そして、キャリア47は、交換直後には表面が荒れており、研磨時に軟質ポリッシャ21の表面を荒らすが、使用中に軟質ポリッシャ21によって表面が磨かれて滑らかとなり、軟質ポリッシャ21の表面を荒らさなくなるため、NRaも向上するとの結論に至った。従って、主表面の微小うねりが軟質ポリッシャ21の表面粗さに依存した値となるという従来の現象からは、主表面のNRaとキャリア47の表面粗さとの間に密接な関係があるという事項は、容易に類推し得るものではない。
【0038】
具体的に、キャリア47の表面粗さは、カットオフ値(λ)を80μmに設定した触針計で測定された算術平均粗さ(Ra)で、0.08μm以下である。キャリア47の表面のRaが0.08μmを超えると、軟質ポリッシャ21の表面が荒らされ、研磨後のガラス素板31のNRaを0.12nm以下とすることができなくなる。
【0039】
キャリア47の表面のRaを0.08μm以下とするため、同キャリア47は、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理を施すことが好ましい。このポリッシュ処理とは、砥石、サンドペーパー等の砥材を使用し、キャリア47の表面を研磨する処理をいう。ポリッシュ処理で使用する砥材には、その番手が♯200〜1000のものを使用することが好ましい。砥材の番手が♯200未満の場合、キャリア47の表面を却って荒らし、そのRaが0.08μmを超えてしまうおそれがある。番手が♯1000より高い場合、ポリッシュ処理に長時間を要することとなり、作業効率の低下、生産量の低減等といった不具合が生じるおそれがある。
【0040】
一方、図2に示したように、研磨中において、インターナルギヤ43及び太陽ギヤ45にぞれぞれ噛合されるキャリア47のギア49には、その周縁部にかえりと称する突起49aが高い確率で形成される。このような突起49aが形成されると、同突起49aにより軟質ポリッシャ21の表面が傷つけられ、毛羽立ち、凹凸等が発生してしまう。従って、キャリア47は、突起49aの形成を抑制するため、強度及び耐久性の高いものとすることが好ましい。
【0041】
当該キャリア47は、強度及び耐久性を高めるため、骨材にアラミド繊維又はガラス繊維を使用し、合成樹脂を材料として成形することが好ましい。このように骨材にアラミド繊維又はガラス繊維を使用することにより、キャリア47の割れ、変形等を抑制し、その強度及び耐久性を向上させることが可能である。また、材料に使用する合成樹脂としては、エポキシ樹脂、ナイロン樹脂等が挙げられる。これらエポキシ樹脂、ナイロン樹脂等の合成樹脂を使用することにより、強度及び耐久性を高めるとともに、軟質ポリッシャ21に対する摩擦力を低減することも可能である。そして、キャリア47の強度及び耐久性を高めることにより、突起49aの形成が抑制されるとともに、キャリア47の交換回数を低減することも可能であり、表面品質を維持しつつ、生産量の向上を図ることも可能となる。
【0042】
具体的に、キャリア47において、その硬度は、JIS K7202に準拠して測定されたロックウェル硬さで、好ましくは120〜130である。なお、ロックウェル硬さは、キャリア47の表面に球径が6.35mmの鋼球を100kgの荷重で押し付けたときに測定された値である。キャリア47がロックウェル硬さで120未満の場合、研磨時におけるキャリア47の破損、前述の突起49aの形成等の不具合が頻繁に発生しやすくなるとともに、軟質ポリッシャ21によってキャリア47の表面が傷つけられやすくなるおそれがある。ロックウェル硬さで130を超える場合、ポリッシュ処理を施しても、キャリア47の表面のRaを0.08μm以下とすることが難しくなる。他に、キャリア47によって研磨時に軟質ポリッシャ21の表面が傷つけられ、同軟質ポリッシャ21によってガラス素板が傷つけられたり、研磨時におけるキャリア47への接触によってガラス素板が欠けたり、割れたり等の不具合を生じるおそれもある。
【0043】
また、キャリア47の曲げ強度は、その板厚にもよるが、板厚が0.4mmの場合で好ましくは200〜300N/mm2であり、板厚が0.6mmの場合で好ましくは250〜350N/mm2である。板厚が0.4mmで200N/mm2、0.6mmで250N/mm2未満の場合、研磨時にキャリア47が歪みやすくなり、キャリア47の破損等の不具合が頻繁に発生しやすくなるとともに、歪んだキャリア47によって軟質ポリッシャ21の表面にうねりが形成されてしまうおそれがある。板厚が0.4mmで300N/mm2、0.6mmで350N/mm2を超える場合、研磨時におけるキャリア47への接触により、ガラス素板が傷ついたり、ヒビ(クラック)が発生したり等の不具合が発生しやすくなる。
【0044】
加えて、キャリア47の破壊荷重は、板厚にもよるが、板厚が0.4mmの場合で好ましくは、曲げ強度破壊荷重が35〜45N、引張強度破壊荷重が800〜1200N、引裂強度破壊荷重が4.0〜15.0Nである。また、板厚が0.6mmの場合で好ましくは、曲げ強度破壊荷重が100〜130N、引張強度破壊荷重が1100〜1600N、引裂強度破壊荷重が7〜25Nである。それぞれの板厚において各破壊荷重がそれぞれ下限未満の場合、研磨時にキャリア47が欠けたり、割れたり等しやすくなり、耐久性の低下を招くおそれがある。それぞれの板厚において各破壊荷重がそれぞれ上限を超える場合、研磨時におけるキャリア47への接触により、ガラス素板が傷ついたり、ヒビ(クラック)が発生したり等の不具合が発生しやすくなる。
【0045】
上記のようにRaを0.08μm以下としたキャリア47を使用する場合、研磨中に軟質ポリッシャ21は、カットオフ値(λ)を80μmに設定した触針計で測定された表面粗さ(Ra)が6μm以下に維持されることが好ましい。研磨中に軟質ポリッシャ21のRaが6μmを超える場合、研磨後のガラス素板31のNRaを0.12nm以下とすることができなくなるおそれがある。
【0046】
また、軟質ポリッシャ21は、その表面のRaを6μm以下に維持するため、キャリア47に接触する部分となる表面が、キャリア47の表面粗さに影響されない程度に硬く、またガラス素板31を却って傷つけない程度に軟らかいものであることが好ましい。前述したように、軟質ポリッシャ21は発泡体より形成されており、その表面には多数の穴を有している。そして、軟質ポリッシャ21の表面部分の中でも、キャリア47の表面に直接的に接触する部分は、この穴を形作る周壁の部分となる。従って、軟質ポリッシャ21の表面の硬さを規定するには、この周壁の硬さを規定することが好ましい。
【0047】
まず、この周壁の硬さは、軟質ポリッシャ21の材料に使用した合成樹脂そのものの硬さを示す100%モジュラスで規定することが可能である。そして、この100%モジュラスは、好ましくは8.8〜19.6MPaである。100%モジュラスが8.8MPa未満の場合、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるとともに、ガラス素板31に対する研磨効率が低下し、生産量が低減する、欠陥を十分に修正できない等の不具合が発生するおそれがある。100%モジュラスが19.6MPaを超えると、研磨時にガラス素板31の表面を却って傷つけてしまうおそれがある。
【0048】
当該周壁は、薄くなったり、長くなったりすれば、それだけ軟質ポリッシャ21の表面が軟らかくなり、キャリア47によって傷つけられやすくなる。このため、軟質ポリッシャ21の表面において、穴の個数は、1mm2当たり600〜800個とすることが好ましい。また、穴の開口径は、好ましくは10〜40μmである。さらに、穴の深さは、好ましくは1μm以上で100μm未満である。穴の個数が600個未満、開口径が10μm未満又は深さが1μm未満の場合、周壁が厚くなったり、長くなったり等して軟質ポリッシャの表面が過剰に硬くなるため、研磨時にガラス素板31の表面を傷つけてしまうおそれがある。個数が800個を超える、開口径が40μmを超える又は深さが100μm以上の場合、周壁が薄くなったり、長くなったり等して軟質ポリッシャ21の表面が過剰に軟らかくなるため、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるおそれがある。
【0049】
軟質ポリッシャの圧縮変形量は、好ましくは40〜60μmである。この圧縮変形量は、軟質ポリッシャをその厚み方向へ潰した場合、元の厚みから、軟質ポリッシャを限界まで潰した時の厚みを引くことによって算出される。圧縮変形量が40μm未満の場合、軟質ポリッシャが過剰に硬いものとなり、研磨時にガラス素板の表面を傷つけてしまうおそれがある。圧縮変形量が60μmを超える場合、過剰に軟らかいものとなり、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるおそれがある。
【0050】
前記実施形態によって発揮される効果について、以下に記載する。
・ 実施形態のガラス基板は、研磨装置41でキャリア47を使用し、ガラス素板31の表面を研磨パッドである軟質ポリッシャ21で精密研磨することにより、主表面のNRaが0.12nm以下となるように製造されている。このキャリア47は、NRaが軟質ポリッシャ21の表面粗さに依存する値となり、また軟質ポリッシャ21の表面粗さがキャリア47の表面粗さに依存する値となることに基づき、そのRaが0.08μm以下とされている。このため、研磨時にキャリア47への摺接によって軟質ポリッシャ21の表面が荒らされることを抑制することができ、軟質ポリッシャ21の表面で荒れが発生することによるガラス基板の表面品質の低下を防止することができる。
【0051】
・ また、キャリア47は、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理が施されている。このため、キャリア47の表面のRaを確実に0.08μm以下とすることができる。
【0052】
・ また、研磨において、軟質ポリッシャ21は、カットオフ値(λ)を0.8mmに設定した触針計で測定された研磨パッドの表面粗さ(Ra)が6μm以下に維持されている。このため、表面品質の良好なガラス基板を高い歩留まりで生産することができる。
【0053】
・ また、軟質ポリッシャ21は、その材料に100%モジュラスが8.8〜19.6MPaの合成樹脂が使用されている。このため、キャリア47への摺接時に傷つきにくい軟質ポリッシャ21を得ることができる。
【0054】
・ また、軟質ポリッシャ21は、圧縮変形量が40〜60μmのものであり、その表面に1mm2当たり600〜800個の穴を有し、その穴の開口径が10〜40μmのものとされている。このため、軟質ポリッシャ21の表面を、ガラス素板31を傷つけることなく、キャリア47によって傷つけられない程度の硬さとすることができる。
【0055】
なお、本実施形態は、次のように変更して具体化することも可能である。
・ 情報記録媒体として要求される耐衝撃性、耐振動性、耐熱性等を満たすため、研磨工程よりも前の工程、研磨工程よりも後の工程又は研磨の各工程の間でガラス素板に化学強化処理を施してもよい。この化学強化処理とは、ガラス基板の組成中に含まれるリチウムイオンやナトリウムイオン等の一価の金属イオンを、これと比較してそのイオン半径が大きなナトリウムイオンやカリウムイオン等の一価の金属イオンにイオン交換することをいう。そして、ガラス基板の表面に圧縮応力を作用させて化学強化する方法である。この化学強化処理は、化学強化塩を加熱溶融した化学強化処理液にガラス基板を所定時間浸漬することによって行われる。化学強化塩の具体例としては、硝酸カリウム、硝酸ナトリウム、硝酸銀等をそれぞれ単独、あるいは少なくとも2種を混合したものが挙げられる。化学強化処理液の温度は、ガラス基板に用いた材料の歪点よりも好ましくは50〜150℃程度低い温度であり、より好ましくは化学強化処理液自身の温度が300〜450℃程度である。ガラス基板の材料の歪点よりも150℃程度低い温度未満では、ガラス基板を十分に化学強化処理することができない。一方、ガラス基板の材料の歪点よりも50℃程度低い温度を超えると、ガラス基板に化学強化処理を施すときに、ガラス基板に歪みが発生するおそれがある。
【0056】
・ 実施形態では、研磨処理をバッチ式の研磨装置を使用して行ったが、これに限らず、ガラス素板を一枚ずつ研磨してガラス基板を製造する枚葉方式の研磨機を使用して行ってもよい。
【0057】
・ 端面面取り工程の後でガラス素板の粗さ、反り、うねり等の表面状態が所望の値を満たすのであれば、ラップ工程を省略してもよい。このように構成した場合、作業時間の短縮化を図ることができる。
【0058】
・ キャリア47は、その表面のRaを0.08μm以下とするために実施形態に示したようなポリッシュ処理を必ずしも施す必要はなく、他の方法でRaを0.08μm以下としてもよい。この他の方法としては、キャリア47の成形時に使用する金型の表面を磨く、キャリア47の表面をコーティング剤等で覆う等の方法が挙げられる。
【0059】
・ 実施形態では、2次研磨処理のキャリア47に表面のRaが0.08μm以下のものを使用したが、これに限らず、1次研磨処理のキャリア47として使用してもよい。この場合、同キャリア47によって研磨パッドとしての硬質ポリッシャの表面が荒らされることを抑制することができる。
【0060】
さらに、前記実施形態より把握できる技術的思想について以下に記載する。
・ 前記キャリアは、骨材にアラミド繊維又はガラス繊維を使用し、合成樹脂を材料として成形されたものであり、JIS K7202に準拠して測定されたロックウェル硬さが120〜130であることを特徴とする請求項1から請求項7のいずれか一項に記載の情報記録媒体用ガラス基板の製造方法。このように構成した場合、研磨パッドの表面を傷つけにくいキャリアを得ることができる。
【0061】
【発明の効果】
以上詳述したように、この発明によれば、次のような効果を奏する。
請求項1に記載の発明によれば、研磨時における研磨パッド表面の荒れの発生を抑制することができ、この荒れの発生による表面品質の低下を防止することができる。
【0062】
請求項2に記載の発明によれば、請求項1に記載の発明の効果に加えて、キャリアの表面粗さを確実に0.08μm以下とすることができる。
請求項3に記載の発明によれば、請求項1又は請求項2に記載の発明の効果に加えて、表面品質の良好なガラス基板を高い歩留まりで生産することができる。
【0063】
請求項4に記載の発明によれば、請求項1から請求項3のいずれか一項に記載の発明の効果に加えて、キャリアへの摺接時に傷つきにくい研磨パッドを得ることができる。
【0064】
請求項5から請求項7のいずれかに記載の発明によれば、請求項4に記載の発明の効果に加えて、研磨パッドの表面を、ガラス素板を傷つけることなく、キャリアによって傷つけられない程度の硬さとすることができる。
【図面の簡単な説明】
【図1】ガラス素板が研磨される状態を示す模式図。
【図2】バッチ式の研磨装置を示す一部を破断した斜視図。
【図3】研磨時間と微小うねりの値との関係を示すグラフ。
【符号の説明】
21…研磨パッドとしての軟質ポリッシャ、31…ガラス素板、47…キャリア、48…キャリアの円孔。
【発明の属する技術分野】
この発明は、例えばハードディスク等のような情報記録装置の磁気記録媒体である磁気ディスク、光磁気ディスク、光ディスク等に使用される情報記録媒体用ガラス基板の製造方法に関するものである。
【0002】
【従来の技術】
従来、上記のような情報記録媒体用ガラス基板(以下、略して「ガラス基板」とも記載する)は、高密度の記録を可能とするため、情報記録媒体としたときにデータが記録される部分となる主表面をできる限り平滑にする必要がある。このため、ガラス基板は、その製造時に主表面が平滑となるように研磨パッドで研磨される。この研磨において、ガラス基板の微小うねりの値が研磨パッドの表面粗さの値に依存するという現象を利用し、主表面の平滑性を表す値である微小うねりの値を改善するガラス基板の製造方法が提案されている(例えば、特許文献1参照。)。すなわち、この製造方法によれば、良好な表面粗さの研磨パッドを選定し、研磨に使用することで、主表面の微小うねりが所定の値となるようにガラス基板が製造される。
【0003】
【特許文献1】
特開2002−92867号公報
【0004】
【発明が解決しようとする課題】
ところが、上記従来の方法によれば、良好な表面粗さの研磨パッドを選定しても、研磨時に微小うねりが所定の値とならない場合があった。これは、ガラス基板の微小うねりの値は、研磨パッドの表面粗さの値に依存するものであることから、微小うねりの値が所定の値にならないということは、研磨時に研磨パッドの表面が荒れる場合があるためと考えられる。このため、良好な表面粗さの研磨パッドを選定することで主表面の微小うねりを所定の値としたガラス基板を製造可能であるとは一概にいえないという問題があった。
【0005】
この発明は、このような従来技術に存在する問題点に着目してなされたものである。その目的とするところは、研磨時における研磨パッド表面の荒れの発生を抑制することができ、この荒れの発生による表面品質の低下を防止することができる情報記録媒体用ガラス基板の製造方法を提供することにある。
【0006】
【課題を解決するための手段】
上記の目的を達成するために、請求項1に記載の情報記録媒体用ガラス基板の製造方法の発明は、円孔が透設された板状をなすキャリアを用い、このキャリアの円孔に円盤状に形成されたガラス素板を収容した状態で、該キャリアの表面とともにガラス素板の主表面に研磨パッドを摺接させることにより、同ガラス素板の主表面を研磨し、その主表面の微小うねりの高さ(NRa)を所定値以下とすることで製造される情報記録媒体用ガラス基板の製造方法であって、前記主表面の微小うねりの高さ(NRa)が研磨パッドの表面粗さに依存した値となり、この研磨パッドの表面粗さがキャリアの表面粗さに依存した値となることに基づき、該キャリアの表面粗さ(Ra)を0.08μm以下とすることにより、測定波長(λ)を0.2〜1.4mmに設定した三次元表面構造解析顕微鏡で測定された主表面の微小うねりの高さ(NRa)を0.12nm以下とすることを要旨とする。
【0007】
請求項2に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1に記載の発明において、前記キャリアは、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理を施したものであることを要旨とする。
【0008】
請求項3に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1又は請求項2に記載の発明において、前記研磨において、カットオフ値(λ)を0.8mmに設定した触針計で測定された研磨パッドの表面粗さ(Ra)を6μm以下に維持することを要旨とする。
【0009】
請求項4に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項1から請求項3のいずれか一項に記載の発明において、前記研磨パッドは、100%モジュラスが8.8〜19.6MPaの合成樹脂を材料とする発泡体よりなるものであることを要旨とする。
【0010】
請求項5に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4に記載の発明において、前記研磨パッドは、圧縮変形量が40〜60μmのものであることを要旨とする。
【0011】
請求項6に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4又は請求項5に記載の発明において、前記研磨パッドは、その表面に1mm2当たり600〜800個の穴を有するものであることを要旨とする。
【0012】
請求項7に記載の情報記録媒体用ガラス基板の製造方法の発明は、請求項4から請求項6のいずれか一項に記載の発明において、前記研磨パッドは、その表面の穴の開口径が、10〜40μmのものであることを要旨とする。
【0013】
【発明の実施の形態】
以下、この発明の実施形態を、図面に基づいて詳細に説明する。
情報記録媒体用ガラス基板(以下、略して「ガラス基板」とも記載する)は、中心に円孔を有する円盤状に形成されており、外周端面及び内周端面を除く表面部分が主表面とされている。このガラス基板の主表面に、例えばコバルト(Co)、クロム(Cr)、鉄(Fe)等の金属又は合金よりなる磁性膜、保護膜等を形成することにより、磁気ディスク、光磁気ディスク、光ディスク等の情報記録媒体が構成される。そして、情報記録媒体とされた際、ガラス基板の主表面には磁気記録情報、光磁気記録情報等の記録情報が記録されるようになっている。
【0014】
当該ガラス基板は、シート状のガラス板から円盤状に切り出されたガラス素板の主表面となる部分を研磨装置を使用して研磨することにより、製造されている。このガラス素板には、フロート法、ダウンドロー法、リドロー法又はプレス法で製造されたソーダライムガラス、アルミノシリケートガラス、ボロシリケートガラス、結晶化ガラス等の多成分系のガラス材料より形成されたものが使用されている。
【0015】
図2に示すように、前記研磨装置41は、互いに平行となるように上下に配設された円盤状の上定盤42b及び下定盤42aと、上定盤42b及び下定盤42aを内側に囲い込むように配設された円環状のインターナルギヤ43とを備えている。当該下定盤42aの中心には回転軸44が突設されるとともに、同回転軸44の下端外周面上には太陽ギヤ45が配設されている。上定盤42bの中心には挿通孔46が透設されており、同挿通孔46には回転軸44が挿通されている。これら上定盤42b、下定盤42a、インターナルギヤ43及び太陽ギヤ45は、モータ等によりそれぞれ独立して回転することができるように駆動されている。
【0016】
下定盤42a及び上定盤42bの間にはこれらに挟み込まれるようにして複数のキャリア47が配設されている。同キャリア47には複数の円孔48が透設され、各円孔48内にはガラス素板31が収容されている。また、各キャリア47の外周縁部にはギア49がそれぞれ突設されており、これらギア49は前記インターナルギヤ43及び太陽ギヤ45にぞれぞれ噛合されている。
【0017】
当該研磨装置41において、下定盤42a及び上定盤42bの表面には、合成樹脂製の発泡体よりなる研磨パッドが必要に応じて装着される。ガラス素板31は、キャリア47の円孔48内に収容された状態で下定盤42a及び上定盤42bの間、若しくは一対の研磨パッドの間に挟み込まれる。この状態で、ガラス素板31の表面には、下定盤42a及び上定盤42bと研磨パッドを介して図示しない供給部から研磨剤が供給される。つまり、下定盤42a及び上定盤42bと研磨パッドには、それぞれの厚み方向に延びるように、図示しない複数の供給孔が透設されており、研磨剤を貯留するタンク等の供給部からこれら供給孔に研磨剤が供給される。そして、上定盤42b、下定盤42a、インターナルギヤ43及び太陽ギヤ45をそれぞれ回転させることにより、ガラス素板31を下定盤42a及び上定盤42b又は研磨パッドに接触させた状態で各キャリア47がそれぞれ自転しながら回転軸44を中心に公転し、ガラス素板31の表面が研磨される。
【0018】
この研磨装置41を使用し、主表面の微小うねりの高さ(NRa)が0.12nm以下となるまでガラス素板31を研磨することにより、当該ガラス基板が製造される。つまり、ガラス基板の主表面の微小うねりの高さ(NRa)は、0.12nm以下である。また、ガラス基板の主表面の表面粗さ(Ra)は、好ましくは0.4nm以下であり、主表面のうねりの高さ(Wa)は、好ましくは0.5nm以下である。なお、Raとは、原子間力顕微鏡(AFM)で測定された値を示すものである。Waとは、Phase Metrix社製の多機能ディスク干渉計(Optiflat)を用い、測定波長(λ)を0.4〜5.0mmとして表面の所定領域を白色光で走査して測定された値を示すものである。NRaとは、Zygo社製の三次元表面構造解析顕微鏡(NewView200)を用い、測定波長(λ)を0.2〜1.4mmとして表面の所定領域を白色光で走査して測定された値を示すものである。
【0019】
当該ガラス基板において、前記Ra及びWaがそれぞれ0.4nm、0.5nmを超えると、その表面が荒れ、平滑性の低下した表面品質の低いものとなるおそれがある。ここで、情報記録媒体において高記録密度化を図るためには、記録情報を読み取るためのヘッドと、情報記録媒体の主表面との距離を短くする必要がある。この情報記録媒体の主表面に凹凸が存在すると、ヘッドがその移動時に情報記録媒体の表面の凹凸を乗り越えたり、追従したりすることができず、凹凸に衝突したり、引っ掛かったり等の不具合が発生しやすくなる。特に、NRaが0.12nmを超えると、このような不具合が顕著に発生する。そこで、NRaを0.12nm以下とし、このような不具合の発生を抑制するため、情報記録媒体とされるガラス基板は、その主表面が研磨されることにより、平滑性が高く、表面品質が良好なものとされる。
【0020】
次に、前記ガラス基板の製造方法について説明する。
ガラス基板は、円盤加工工程、端面面取り工程、ラップ工程、研磨工程及び洗浄処理工程を経て製造される。
【0021】
前記円盤加工工程においては、シート状のガラス板を超硬合金又はダイヤモンド製のカッターを用いて切断することにより、その中心に円孔を有する円盤状のガラス素板が形成される。前記端面面取り工程においては、ガラス素板の内周端面及び外周端面が研削され、かつそれらの角部が面取り加工されて、外径及び内径寸法が所定長さとされるとともに、内周端面及び外周端面が平坦となるように研磨される。
【0022】
前記ラップ工程においては、ガラス素板にラップ処理が施され、ガラス素板の全体的な反りが修正されることにより、ガラス素板が略平坦な板とされる。このラップ処理は、前記研磨装置41を用い、ガラス素板31の主表面に研磨材を供給しつつ、下定盤42a及び上定盤42bを摺接させて同主表面を研削することにより行われる。また、ラップ処理の研磨剤には、アルミナ等の粒子を砥粒として、この砥粒を溶媒である水に分散させてスラリー状としたものが使用される。
【0023】
前記研磨工程においては、前記研磨装置41を用い、下定盤42a及び上定盤42bに研磨パッドを装着した状態で、同研磨パッドをガラス素板31の主表面に摺接させることにより行われる。この研磨工程で研磨パッドが摺接されたガラス素板は、その主表面が研磨され、平滑面とされることにより、表面品質が高められる。前記洗浄処理工程においては、洗浄液を使用し、研磨後のガラス素板の主表面に付着した研磨剤、研磨粉、塵埃等の付着物が除去されることにより、主表面の表面品質及び清浄度が高められたガラス基板が製造される。
【0024】
前記研磨工程は、ガラス素板の主表面を平滑に粗研磨するための1次研磨処理を施す工程と、粗研磨されたガラス素板の主表面をさらに平滑に精密研磨するための2次研磨処理を施す工程との2工程に分けて行われる。
【0025】
前記1次研磨処理とは、ガラス素板を粗研磨して、その全体の厚みを所定値とし、主表面に存在する小さな反り、うねり、欠け(チッピング)、ひび(クラック)等の欠陥を除去する処理をいう。つまり、これら欠陥は、ガラス素板の主表面からほぼ一定の厚み範囲内に形成されるものであり、ガラス素板の全体の厚みを所定値とするために主表面の一部分を研磨によって除去することで、主表面から除去される。これら欠陥の中でも特に表面のうねりは、前述のフロート法等でガラス素板の材料であるガラス板を製造するとき、同ガラス板の表面にスジ状に形成されるものであり、ガラス素板が潜在的に有する欠陥である。そして、当該1次研磨処理では、この表面のうねりの改善を主目的として行われる。
【0026】
当該1次研磨処理の粗研磨では、ガラス素板の主表面から欠陥を含む一部分を除去するため、その取り代が重視される。また、研磨工程はガラス素板の主表面を平滑とする目的で行われるものであり、1次研磨処理後にガラス素板の表面が処理前よりも荒れることは研磨工程の目的に反する。このため、当該1次研磨処理では、処理前よりもガラス素板の主表面を平滑にするため、粗研磨によるガラス素板の主表面の傷つき防止も重視される。そして、当該1次研磨処理では、研磨パッドとして、ガラス素板の主表面を大きく傷つけることなく削り取ることが可能な程度の硬さを有する硬質ポリッシャが使用される。
【0027】
この硬質ポリッシャには、ポリウレタン、ポリエステル等の合成樹脂製の発泡体よりなり、その表面の穴を目視できる程度に目の粗いスポンジ状のものが使用される。硬質ポリッシャの硬さは、JIS K6301に規定されるJIS Aの硬度で、好ましくは65〜95である。また、その圧縮弾性率は、好ましくは60〜80%である。そして、その圧縮率が1〜4%となるように下定盤42a及び上定盤42bに貼着して使用することが好ましい。
【0028】
JIS Aの硬度が65未満、圧縮弾性率が60%未満又は圧縮率が4%より高い場合、硬質ポリッシャが所望の硬さを有さず、一定の取り代に達するまでに長時間を要してしまうおそれがある。加えて、研磨時に硬質ポリッシャが変形して特にその表面に凹凸、うねり等が形成されることにより、ガラス素板の主表面にうねり等の欠陥が形成され、同主表面を平滑にすることができなくなるおそれがある。JIS Aの硬度が95より大きい、圧縮弾性率が80%より高い又は圧縮率が1%未満の場合、硬質ポリッシャによりガラス素板の主表面が傷つき、同主表面が荒れ、却って表面品質が低下してしまうおそれがある。
【0029】
前記2次研磨処理とは、ガラス素板を精密研磨して、その表面の極僅かな部分を削り取り、表面に存在する微小うねり、微小凹凸等の微小な欠陥を修正する処理をいう。これら微小な欠陥は、大半がラップ処理時、1次研磨処理時等の研磨痕、研磨時の応力による歪み等によって形成されたものである。うねり等の欠陥と同様に微小な欠陥を全体的に削り取ろうとすれば、微小な欠陥を削り取る際にガラス素板の主表面に形成される研磨痕等が新たな欠陥となり、却って微小な欠陥が増加してしまう。このため、微小な欠陥は、微小うねりならば丘の部分、微小凹凸ならば凸部分等のように、その上部のみを削り取ることで凹凸が均され、平滑状に修正される。そして、当該2次研磨処理では、このような主表面の微小うねりの修正と、表面粗さの改善とを主目的として行われる。
【0030】
当該2次研磨処理の精密研磨では、ガラス素板の主表面を鏡面状の平滑面となるように磨いて均すため、その取り代は重視されず、ガラス素板の主表面を傷つけることなく微小な欠陥の上部のみ削り取ることが重視される。このため、当該2次研磨処理では、研磨パッドとして、ガラス素板の主表面を大きく削ることなく、磨くことが可能な程度の軟らかさを有する軟質ポリッシャが使用される。
【0031】
2次研磨処理で使用される軟質ポリッシャには、ポリウレタン、ポリエステル等の合成樹脂製の発泡体よりなり、その表面の穴を目視することが難しい程度に目の細かいスウェード状のものが使用される。軟質ポリッシャの軟らかさは、SRIS−0101に規定されるアスカーCの硬度で、好ましくは58〜85である。また、その圧縮弾性率は、好ましくは58〜90%である。そして、その圧縮率が1〜5%となるように下定盤42aと上定盤42bに貼着して使用することが好ましい。
【0032】
アスカーCの硬度が58未満、圧縮弾性率が58%未満又は圧縮率が5%より高い場合、研磨時に軟質ポリッシャが変形して特にその表面に凹凸、うねり等が形成されることにより、製造されたガラス基板の表面に微小なうねりが形成されてしまうおそれがある。また、アスカーCの硬度が85より大きい、圧縮弾性率が90%より高い又は圧縮率が1%未満の場合、軟質ポリッシャによりガラス素板の表面が傷つき、製造されたガラス基板が却って表面状態の荒れたものになるおそれがある。なお、このスウェード状の軟質ポリッシャは、スポンジ状の硬質ポリッシャとその硬さが本質的に大きく異なり、同じ基準で比較することは難しい。このことから、硬質ポリッシャをJIS Aの硬度で表し、軟質ポリッシャをアスカーCの硬度で表している。
【0033】
2次研磨処理の際、発泡体よりなる軟質ポリッシャでガラス素板の表面が研磨される状況を詳細に検討すると、図1に模式的に示すように、ガラス素板31に押し付けられた軟質ポリッシャ21は変形し、その表面をガラス素板31のみならずキャリア47の表面にも摺接させる。この際、キャリア47の表面が荒れていると、同キャリア47への摺接により軟質ポリッシャ21が傷つけられ、その表面が荒れてしまう。すると、このような軟質ポリッシャ21によって研磨されたガラス素板31は、主表面の微小な欠陥が十分に修正されず、それどころか却って傷つけられることにより、表面品質の劣るものとなってしまう。換言すれば、この2次研磨処理の目的である微小うねりの修正が十分に行われず、製造されるガラス基板は、前記NRaが0.12nmを超えるものとなる。
【0034】
上記より、キャリア47の表面が荒れた状態であるならば、研磨時に軟質ポリッシャ21の表面を荒らすこととなり、これによりガラス素板31の主表面のNRaが高くなる。逆に、キャリア47の表面が滑らかであれば、研磨時に軟質ポリッシャ21の表面が荒れることはなく、主表面の微小な欠陥が十分に修正されてガラス素板31の主表面のNRaが低くなる。つまり、ガラス素板31、軟質ポリッシャ21及びキャリア47の間には、主表面のNRaが軟質ポリッシャ21の表面粗さに依存した値となり、この軟質ポリッシャ21の表面粗さがキャリア47の表面粗さに依存した値となるという現象が存在する。そこで、本発明の発明者等は、この現象に基づき、主表面のNRaとキャリア47の表面粗さとの間には密接な関係があることを見出し、キャリア47の表面粗さを選定することにより、ガラス基板の主表面のNRaを0.12nm以下とすることとした。
【0035】
ここで、ガラス基板の主表面のNRaとキャリア47の表面粗さとの間に密接な関係があることは、本発明者等の多くの実験と、その結果の解析とによって初めて見出されたものである。すなわち、図1に示したようにキャリア47は、その厚みがガラス素板31に比べて薄く、従来は軟質ポリッシャ21がキャリア47に摺接されない又は摺接されても研磨に係わる影響は無視できる程度に極小さなものであると考えられていた。このため、ガラス素板31の主表面に直接的に摺接する軟質ポリッシャ21の表面の粗さを重点的に考慮し、この軟質ポリッシャ21の表面の粗さにキャリア47の表面の粗さが大きく影響するとは考えられてもいなかった。
【0036】
これに対し、発明者等は、NRaが悪化する原因を探るべく、1台の研磨装置41について、複数枚のガラス素板31を研磨し、研磨後に主表面のNRaを測定した。図3のグラフに示したように、1台の研磨装置41における延べの研磨時間と、NRaとの関係を発明者等が考慮した結果、グラフ中に二点差線で示したように、所定時間おきにNRaが0.14nmとそれまでのものよりも高くなるという結論を得た。また、NRaは、一旦0.14nmまで悪化した後、時間の経過とともに徐々に低下し、所定時間後には0.12nm以下となった。そして、発明者等は、このNRaが悪化する時間が前記キャリア47を交換する時間に一致することを見出した。
【0037】
つまり、キャリア47は、研磨時に割れたり、ギア49が破損したり等することにより、所定時間おきに交換される。この交換された新しいキャリア47がNRaに影響を及ぼすと推定し、新しいキャリア47と交換前の古いキャリア47とを比較したところ、表面粗さに大きな隔たりが測定された。そして、キャリア47は、交換直後には表面が荒れており、研磨時に軟質ポリッシャ21の表面を荒らすが、使用中に軟質ポリッシャ21によって表面が磨かれて滑らかとなり、軟質ポリッシャ21の表面を荒らさなくなるため、NRaも向上するとの結論に至った。従って、主表面の微小うねりが軟質ポリッシャ21の表面粗さに依存した値となるという従来の現象からは、主表面のNRaとキャリア47の表面粗さとの間に密接な関係があるという事項は、容易に類推し得るものではない。
【0038】
具体的に、キャリア47の表面粗さは、カットオフ値(λ)を80μmに設定した触針計で測定された算術平均粗さ(Ra)で、0.08μm以下である。キャリア47の表面のRaが0.08μmを超えると、軟質ポリッシャ21の表面が荒らされ、研磨後のガラス素板31のNRaを0.12nm以下とすることができなくなる。
【0039】
キャリア47の表面のRaを0.08μm以下とするため、同キャリア47は、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理を施すことが好ましい。このポリッシュ処理とは、砥石、サンドペーパー等の砥材を使用し、キャリア47の表面を研磨する処理をいう。ポリッシュ処理で使用する砥材には、その番手が♯200〜1000のものを使用することが好ましい。砥材の番手が♯200未満の場合、キャリア47の表面を却って荒らし、そのRaが0.08μmを超えてしまうおそれがある。番手が♯1000より高い場合、ポリッシュ処理に長時間を要することとなり、作業効率の低下、生産量の低減等といった不具合が生じるおそれがある。
【0040】
一方、図2に示したように、研磨中において、インターナルギヤ43及び太陽ギヤ45にぞれぞれ噛合されるキャリア47のギア49には、その周縁部にかえりと称する突起49aが高い確率で形成される。このような突起49aが形成されると、同突起49aにより軟質ポリッシャ21の表面が傷つけられ、毛羽立ち、凹凸等が発生してしまう。従って、キャリア47は、突起49aの形成を抑制するため、強度及び耐久性の高いものとすることが好ましい。
【0041】
当該キャリア47は、強度及び耐久性を高めるため、骨材にアラミド繊維又はガラス繊維を使用し、合成樹脂を材料として成形することが好ましい。このように骨材にアラミド繊維又はガラス繊維を使用することにより、キャリア47の割れ、変形等を抑制し、その強度及び耐久性を向上させることが可能である。また、材料に使用する合成樹脂としては、エポキシ樹脂、ナイロン樹脂等が挙げられる。これらエポキシ樹脂、ナイロン樹脂等の合成樹脂を使用することにより、強度及び耐久性を高めるとともに、軟質ポリッシャ21に対する摩擦力を低減することも可能である。そして、キャリア47の強度及び耐久性を高めることにより、突起49aの形成が抑制されるとともに、キャリア47の交換回数を低減することも可能であり、表面品質を維持しつつ、生産量の向上を図ることも可能となる。
【0042】
具体的に、キャリア47において、その硬度は、JIS K7202に準拠して測定されたロックウェル硬さで、好ましくは120〜130である。なお、ロックウェル硬さは、キャリア47の表面に球径が6.35mmの鋼球を100kgの荷重で押し付けたときに測定された値である。キャリア47がロックウェル硬さで120未満の場合、研磨時におけるキャリア47の破損、前述の突起49aの形成等の不具合が頻繁に発生しやすくなるとともに、軟質ポリッシャ21によってキャリア47の表面が傷つけられやすくなるおそれがある。ロックウェル硬さで130を超える場合、ポリッシュ処理を施しても、キャリア47の表面のRaを0.08μm以下とすることが難しくなる。他に、キャリア47によって研磨時に軟質ポリッシャ21の表面が傷つけられ、同軟質ポリッシャ21によってガラス素板が傷つけられたり、研磨時におけるキャリア47への接触によってガラス素板が欠けたり、割れたり等の不具合を生じるおそれもある。
【0043】
また、キャリア47の曲げ強度は、その板厚にもよるが、板厚が0.4mmの場合で好ましくは200〜300N/mm2であり、板厚が0.6mmの場合で好ましくは250〜350N/mm2である。板厚が0.4mmで200N/mm2、0.6mmで250N/mm2未満の場合、研磨時にキャリア47が歪みやすくなり、キャリア47の破損等の不具合が頻繁に発生しやすくなるとともに、歪んだキャリア47によって軟質ポリッシャ21の表面にうねりが形成されてしまうおそれがある。板厚が0.4mmで300N/mm2、0.6mmで350N/mm2を超える場合、研磨時におけるキャリア47への接触により、ガラス素板が傷ついたり、ヒビ(クラック)が発生したり等の不具合が発生しやすくなる。
【0044】
加えて、キャリア47の破壊荷重は、板厚にもよるが、板厚が0.4mmの場合で好ましくは、曲げ強度破壊荷重が35〜45N、引張強度破壊荷重が800〜1200N、引裂強度破壊荷重が4.0〜15.0Nである。また、板厚が0.6mmの場合で好ましくは、曲げ強度破壊荷重が100〜130N、引張強度破壊荷重が1100〜1600N、引裂強度破壊荷重が7〜25Nである。それぞれの板厚において各破壊荷重がそれぞれ下限未満の場合、研磨時にキャリア47が欠けたり、割れたり等しやすくなり、耐久性の低下を招くおそれがある。それぞれの板厚において各破壊荷重がそれぞれ上限を超える場合、研磨時におけるキャリア47への接触により、ガラス素板が傷ついたり、ヒビ(クラック)が発生したり等の不具合が発生しやすくなる。
【0045】
上記のようにRaを0.08μm以下としたキャリア47を使用する場合、研磨中に軟質ポリッシャ21は、カットオフ値(λ)を80μmに設定した触針計で測定された表面粗さ(Ra)が6μm以下に維持されることが好ましい。研磨中に軟質ポリッシャ21のRaが6μmを超える場合、研磨後のガラス素板31のNRaを0.12nm以下とすることができなくなるおそれがある。
【0046】
また、軟質ポリッシャ21は、その表面のRaを6μm以下に維持するため、キャリア47に接触する部分となる表面が、キャリア47の表面粗さに影響されない程度に硬く、またガラス素板31を却って傷つけない程度に軟らかいものであることが好ましい。前述したように、軟質ポリッシャ21は発泡体より形成されており、その表面には多数の穴を有している。そして、軟質ポリッシャ21の表面部分の中でも、キャリア47の表面に直接的に接触する部分は、この穴を形作る周壁の部分となる。従って、軟質ポリッシャ21の表面の硬さを規定するには、この周壁の硬さを規定することが好ましい。
【0047】
まず、この周壁の硬さは、軟質ポリッシャ21の材料に使用した合成樹脂そのものの硬さを示す100%モジュラスで規定することが可能である。そして、この100%モジュラスは、好ましくは8.8〜19.6MPaである。100%モジュラスが8.8MPa未満の場合、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるとともに、ガラス素板31に対する研磨効率が低下し、生産量が低減する、欠陥を十分に修正できない等の不具合が発生するおそれがある。100%モジュラスが19.6MPaを超えると、研磨時にガラス素板31の表面を却って傷つけてしまうおそれがある。
【0048】
当該周壁は、薄くなったり、長くなったりすれば、それだけ軟質ポリッシャ21の表面が軟らかくなり、キャリア47によって傷つけられやすくなる。このため、軟質ポリッシャ21の表面において、穴の個数は、1mm2当たり600〜800個とすることが好ましい。また、穴の開口径は、好ましくは10〜40μmである。さらに、穴の深さは、好ましくは1μm以上で100μm未満である。穴の個数が600個未満、開口径が10μm未満又は深さが1μm未満の場合、周壁が厚くなったり、長くなったり等して軟質ポリッシャの表面が過剰に硬くなるため、研磨時にガラス素板31の表面を傷つけてしまうおそれがある。個数が800個を超える、開口径が40μmを超える又は深さが100μm以上の場合、周壁が薄くなったり、長くなったり等して軟質ポリッシャ21の表面が過剰に軟らかくなるため、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるおそれがある。
【0049】
軟質ポリッシャの圧縮変形量は、好ましくは40〜60μmである。この圧縮変形量は、軟質ポリッシャをその厚み方向へ潰した場合、元の厚みから、軟質ポリッシャを限界まで潰した時の厚みを引くことによって算出される。圧縮変形量が40μm未満の場合、軟質ポリッシャが過剰に硬いものとなり、研磨時にガラス素板の表面を傷つけてしまうおそれがある。圧縮変形量が60μmを超える場合、過剰に軟らかいものとなり、キャリア47への摺接によって軟質ポリッシャ21が傷つきやすくなるおそれがある。
【0050】
前記実施形態によって発揮される効果について、以下に記載する。
・ 実施形態のガラス基板は、研磨装置41でキャリア47を使用し、ガラス素板31の表面を研磨パッドである軟質ポリッシャ21で精密研磨することにより、主表面のNRaが0.12nm以下となるように製造されている。このキャリア47は、NRaが軟質ポリッシャ21の表面粗さに依存する値となり、また軟質ポリッシャ21の表面粗さがキャリア47の表面粗さに依存する値となることに基づき、そのRaが0.08μm以下とされている。このため、研磨時にキャリア47への摺接によって軟質ポリッシャ21の表面が荒らされることを抑制することができ、軟質ポリッシャ21の表面で荒れが発生することによるガラス基板の表面品質の低下を防止することができる。
【0051】
・ また、キャリア47は、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理が施されている。このため、キャリア47の表面のRaを確実に0.08μm以下とすることができる。
【0052】
・ また、研磨において、軟質ポリッシャ21は、カットオフ値(λ)を0.8mmに設定した触針計で測定された研磨パッドの表面粗さ(Ra)が6μm以下に維持されている。このため、表面品質の良好なガラス基板を高い歩留まりで生産することができる。
【0053】
・ また、軟質ポリッシャ21は、その材料に100%モジュラスが8.8〜19.6MPaの合成樹脂が使用されている。このため、キャリア47への摺接時に傷つきにくい軟質ポリッシャ21を得ることができる。
【0054】
・ また、軟質ポリッシャ21は、圧縮変形量が40〜60μmのものであり、その表面に1mm2当たり600〜800個の穴を有し、その穴の開口径が10〜40μmのものとされている。このため、軟質ポリッシャ21の表面を、ガラス素板31を傷つけることなく、キャリア47によって傷つけられない程度の硬さとすることができる。
【0055】
なお、本実施形態は、次のように変更して具体化することも可能である。
・ 情報記録媒体として要求される耐衝撃性、耐振動性、耐熱性等を満たすため、研磨工程よりも前の工程、研磨工程よりも後の工程又は研磨の各工程の間でガラス素板に化学強化処理を施してもよい。この化学強化処理とは、ガラス基板の組成中に含まれるリチウムイオンやナトリウムイオン等の一価の金属イオンを、これと比較してそのイオン半径が大きなナトリウムイオンやカリウムイオン等の一価の金属イオンにイオン交換することをいう。そして、ガラス基板の表面に圧縮応力を作用させて化学強化する方法である。この化学強化処理は、化学強化塩を加熱溶融した化学強化処理液にガラス基板を所定時間浸漬することによって行われる。化学強化塩の具体例としては、硝酸カリウム、硝酸ナトリウム、硝酸銀等をそれぞれ単独、あるいは少なくとも2種を混合したものが挙げられる。化学強化処理液の温度は、ガラス基板に用いた材料の歪点よりも好ましくは50〜150℃程度低い温度であり、より好ましくは化学強化処理液自身の温度が300〜450℃程度である。ガラス基板の材料の歪点よりも150℃程度低い温度未満では、ガラス基板を十分に化学強化処理することができない。一方、ガラス基板の材料の歪点よりも50℃程度低い温度を超えると、ガラス基板に化学強化処理を施すときに、ガラス基板に歪みが発生するおそれがある。
【0056】
・ 実施形態では、研磨処理をバッチ式の研磨装置を使用して行ったが、これに限らず、ガラス素板を一枚ずつ研磨してガラス基板を製造する枚葉方式の研磨機を使用して行ってもよい。
【0057】
・ 端面面取り工程の後でガラス素板の粗さ、反り、うねり等の表面状態が所望の値を満たすのであれば、ラップ工程を省略してもよい。このように構成した場合、作業時間の短縮化を図ることができる。
【0058】
・ キャリア47は、その表面のRaを0.08μm以下とするために実施形態に示したようなポリッシュ処理を必ずしも施す必要はなく、他の方法でRaを0.08μm以下としてもよい。この他の方法としては、キャリア47の成形時に使用する金型の表面を磨く、キャリア47の表面をコーティング剤等で覆う等の方法が挙げられる。
【0059】
・ 実施形態では、2次研磨処理のキャリア47に表面のRaが0.08μm以下のものを使用したが、これに限らず、1次研磨処理のキャリア47として使用してもよい。この場合、同キャリア47によって研磨パッドとしての硬質ポリッシャの表面が荒らされることを抑制することができる。
【0060】
さらに、前記実施形態より把握できる技術的思想について以下に記載する。
・ 前記キャリアは、骨材にアラミド繊維又はガラス繊維を使用し、合成樹脂を材料として成形されたものであり、JIS K7202に準拠して測定されたロックウェル硬さが120〜130であることを特徴とする請求項1から請求項7のいずれか一項に記載の情報記録媒体用ガラス基板の製造方法。このように構成した場合、研磨パッドの表面を傷つけにくいキャリアを得ることができる。
【0061】
【発明の効果】
以上詳述したように、この発明によれば、次のような効果を奏する。
請求項1に記載の発明によれば、研磨時における研磨パッド表面の荒れの発生を抑制することができ、この荒れの発生による表面品質の低下を防止することができる。
【0062】
請求項2に記載の発明によれば、請求項1に記載の発明の効果に加えて、キャリアの表面粗さを確実に0.08μm以下とすることができる。
請求項3に記載の発明によれば、請求項1又は請求項2に記載の発明の効果に加えて、表面品質の良好なガラス基板を高い歩留まりで生産することができる。
【0063】
請求項4に記載の発明によれば、請求項1から請求項3のいずれか一項に記載の発明の効果に加えて、キャリアへの摺接時に傷つきにくい研磨パッドを得ることができる。
【0064】
請求項5から請求項7のいずれかに記載の発明によれば、請求項4に記載の発明の効果に加えて、研磨パッドの表面を、ガラス素板を傷つけることなく、キャリアによって傷つけられない程度の硬さとすることができる。
【図面の簡単な説明】
【図1】ガラス素板が研磨される状態を示す模式図。
【図2】バッチ式の研磨装置を示す一部を破断した斜視図。
【図3】研磨時間と微小うねりの値との関係を示すグラフ。
【符号の説明】
21…研磨パッドとしての軟質ポリッシャ、31…ガラス素板、47…キャリア、48…キャリアの円孔。
Claims (7)
- 円孔が透設された板状をなすキャリアを用い、このキャリアの円孔に円盤状に形成されたガラス素板を収容した状態で、該キャリアの表面とともにガラス素板の主表面に研磨パッドを摺接させることにより、同ガラス素板の主表面を研磨し、その主表面の微小うねりの高さ(NRa)を所定値以下とすることで製造される情報記録媒体用ガラス基板の製造方法であって、
前記主表面の微小うねりの高さ(NRa)が研磨パッドの表面粗さに依存した値となり、この研磨パッドの表面粗さがキャリアの表面粗さに依存した値となることに基づき、該キャリアの表面粗さ(Ra)を0.08μm以下とすることにより、測定波長(λ)を0.2〜1.4mmに設定した三次元表面構造解析顕微鏡で測定された主表面の微小うねりの高さ(NRa)を0.12nm以下とすることを特徴とする情報記録媒体用ガラス基板の製造方法。 - 前記キャリアは、研磨で使用する前に予め、その表面を磨くためのポリッシュ処理を施したものであることを特徴とする請求項1に記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨において、カットオフ値(λ)を0.8mmに設定した触針計で測定された研磨パッドの表面粗さ(Ra)を6μm以下に維持することを特徴とする請求項1又は請求項2に記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨パッドは、100%モジュラスが8.8〜19.6MPaの合成樹脂を材料とする発泡体よりなるものであることを特徴とする請求項1から請求項3のいずれか一項に記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨パッドは、圧縮変形量が40〜60μmのものであることを特徴とする請求項4に記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨パッドは、その表面に1mm2当たり600〜800個の穴を有するものであることを特徴とする請求項4又は請求項5に記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨パッドは、その表面の穴の開口径が、10〜40μmのものであることを特徴とする請求項4から請求項6のいずれか一項に記載の情報記録媒体用ガラス基板の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003091124A JP2004303280A (ja) | 2003-03-28 | 2003-03-28 | 情報記録媒体用ガラス基板の製造方法 |
| US10/807,676 US6852003B2 (en) | 2003-03-28 | 2004-03-24 | Method of manufacturing glass substrate for data recording medium |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003091124A JP2004303280A (ja) | 2003-03-28 | 2003-03-28 | 情報記録媒体用ガラス基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004303280A true JP2004303280A (ja) | 2004-10-28 |
Family
ID=33095145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003091124A Pending JP2004303280A (ja) | 2003-03-28 | 2003-03-28 | 情報記録媒体用ガラス基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6852003B2 (ja) |
| JP (1) | JP2004303280A (ja) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006303136A (ja) * | 2005-04-20 | 2006-11-02 | Shin Etsu Handotai Co Ltd | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| WO2007142235A1 (ja) * | 2006-06-05 | 2007-12-13 | Asahi Kasei Fibers Corporation | 精密加工用研磨布 |
| JP2008207319A (ja) * | 2007-01-30 | 2008-09-11 | Toray Ind Inc | 研磨パッド |
| WO2009107333A1 (ja) * | 2008-02-27 | 2009-09-03 | 信越半導体株式会社 | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| JP2010086597A (ja) * | 2008-09-30 | 2010-04-15 | Hoya Corp | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 |
| CN102310349A (zh) * | 2011-06-29 | 2012-01-11 | 蒋菊生 | 一种平面基片砂磨机用模具 |
| JP2012101959A (ja) * | 2010-11-08 | 2012-05-31 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2012109019A (ja) * | 2010-02-01 | 2012-06-07 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板 |
| JP2012130992A (ja) * | 2010-12-22 | 2012-07-12 | Fujibo Holdings Inc | 研磨パッドおよび研磨パッドの製造方法 |
| JP2012209010A (ja) * | 2011-03-15 | 2012-10-25 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板の製造方法 |
| JP2013235041A (ja) * | 2012-05-07 | 2013-11-21 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2013235042A (ja) * | 2012-05-07 | 2013-11-21 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| CN103433840A (zh) * | 2013-08-01 | 2013-12-11 | 浙江工业大学 | 基于介电泳效应的保持架偏心转摆式双平面研磨/抛光圆柱形零件设备 |
| WO2013183539A1 (ja) * | 2012-06-05 | 2013-12-12 | 旭硝子株式会社 | ガラス基板の仕上げ研磨方法、および、該方法で仕上げ研磨された無アルカリガラス基板 |
| WO2014050507A1 (ja) * | 2012-09-27 | 2014-04-03 | Hoya株式会社 | 情報記録媒体用ガラス基板の製造方法 |
| JP2014199847A (ja) * | 2013-03-29 | 2014-10-23 | Hoya株式会社 | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 |
| WO2015076227A1 (ja) * | 2013-11-20 | 2015-05-28 | 旭硝子株式会社 | ガラス板の製造方法 |
| JP2015111487A (ja) * | 2013-11-11 | 2015-06-18 | 旭硝子株式会社 | ガラス基板の製造方法 |
| WO2016060168A1 (ja) * | 2014-10-14 | 2016-04-21 | Hoya株式会社 | 磁気ディスク用基板の製造方法及び磁気ディスクの製造方法 |
| CN108214243A (zh) * | 2018-03-09 | 2018-06-29 | 湖南宇晶机器股份有限公司 | 一种用于连续式曲面抛光机的工位启停装置 |
| WO2018193758A1 (ja) * | 2017-04-20 | 2018-10-25 | 信越半導体株式会社 | ウェーハの両面研磨方法および両面研磨装置 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7502834B2 (en) * | 2003-09-30 | 2009-03-10 | International Business Machines Corporation | Autonomic content load balancing |
| US20050130633A1 (en) * | 2003-12-15 | 2005-06-16 | Lee Hill | Methods, systems and computer program products for controlling usage of a mobile terminal |
| WO2006013996A1 (en) * | 2004-08-02 | 2006-02-09 | Showa Denko K.K. | Method of manufacturing polishing carrier and silicon substrate for magnetic recording medium, and silicon substrate for magnetic recording medium |
| US7445847B2 (en) * | 2006-05-25 | 2008-11-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US7169030B1 (en) | 2006-05-25 | 2007-01-30 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| JP4904960B2 (ja) * | 2006-07-18 | 2012-03-28 | 信越半導体株式会社 | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| DE102007049811B4 (de) * | 2007-10-17 | 2016-07-28 | Peter Wolters Gmbh | Läuferscheibe, Verfahren zur Beschichtung einer Läuferscheibe sowie Verfahren zur gleichzeitigen beidseitigen Material abtragenden Bearbeitung von Halbleiterscheiben |
| JP2009289925A (ja) * | 2008-05-28 | 2009-12-10 | Sumco Corp | 半導体ウェーハの研削方法、研削用定盤および研削装置 |
| JP5151800B2 (ja) * | 2008-08-20 | 2013-02-27 | 信越半導体株式会社 | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| CN103639885B (zh) * | 2013-10-29 | 2017-02-08 | 南昌欧菲光学技术有限公司 | 玻璃研磨装置及研磨方法 |
| WO2015080295A1 (ja) * | 2013-11-29 | 2015-06-04 | Hoya株式会社 | 研磨処理用キャリア、研磨処理用キャリアの製造方法、及び磁気ディスク用基板の製造方法 |
| CN105965344A (zh) * | 2016-07-11 | 2016-09-28 | 河南康耀电子股份有限公司 | 一种手机玻璃侧面抛光装置 |
| CN108393784A (zh) * | 2017-02-06 | 2018-08-14 | 张燕平 | 一种手机壳打磨设备 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY125115A (en) * | 1999-03-31 | 2006-07-31 | Hoya Corp | Substrate for an information recording medium, information recording medium using the substrate and method of producing the substrate |
| JP2002092867A (ja) | 2000-09-21 | 2002-03-29 | Hoya Corp | 情報記録媒体用ガラス基板の製造方法及び情報記録媒体の製造方法 |
| IE20020146A1 (en) * | 2001-02-26 | 2002-09-18 | Shin Kobe Electric Machinery | Polished-piece holder and manufacturing method thereof |
| US20030077982A1 (en) * | 2001-09-28 | 2003-04-24 | Hoya Corporation | Method of producing a glass substrate for a magnetic recording medium and method of producing a magnetic recording medium |
| JP4659338B2 (ja) * | 2003-02-12 | 2011-03-30 | Hoya株式会社 | 情報記録媒体用ガラス基板の製造方法並びにそれに使用する研磨パッド |
-
2003
- 2003-03-28 JP JP2003091124A patent/JP2004303280A/ja active Pending
-
2004
- 2004-03-24 US US10/807,676 patent/US6852003B2/en not_active Expired - Lifetime
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006303136A (ja) * | 2005-04-20 | 2006-11-02 | Shin Etsu Handotai Co Ltd | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| WO2007142235A1 (ja) * | 2006-06-05 | 2007-12-13 | Asahi Kasei Fibers Corporation | 精密加工用研磨布 |
| JP5032472B2 (ja) * | 2006-06-05 | 2012-09-26 | 旭化成せんい株式会社 | 精密加工用研磨布 |
| JP2008207319A (ja) * | 2007-01-30 | 2008-09-11 | Toray Ind Inc | 研磨パッド |
| JP4605233B2 (ja) * | 2008-02-27 | 2011-01-05 | 信越半導体株式会社 | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| KR101565026B1 (ko) | 2008-02-27 | 2015-11-02 | 신에쯔 한도타이 가부시키가이샤 | 양면 연마 장치용 캐리어 및 이를 이용한 양면 연마 장치, 및 양면 연마 방법 |
| JP2009202259A (ja) * | 2008-02-27 | 2009-09-10 | Shin Etsu Handotai Co Ltd | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| WO2009107333A1 (ja) * | 2008-02-27 | 2009-09-03 | 信越半導体株式会社 | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 |
| US9327382B2 (en) | 2008-02-27 | 2016-05-03 | Shin-Etsu Handotai Co., Ltd. | Carrier for a double-side polishing apparatus, double-side polishing apparatus using this carrier, and double-side polishing method |
| JP2010086597A (ja) * | 2008-09-30 | 2010-04-15 | Hoya Corp | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 |
| JP2012109019A (ja) * | 2010-02-01 | 2012-06-07 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板 |
| JP2012101959A (ja) * | 2010-11-08 | 2012-05-31 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2012130992A (ja) * | 2010-12-22 | 2012-07-12 | Fujibo Holdings Inc | 研磨パッドおよび研磨パッドの製造方法 |
| JP2012209010A (ja) * | 2011-03-15 | 2012-10-25 | Asahi Glass Co Ltd | 磁気記録媒体用ガラス基板の製造方法 |
| CN102310349A (zh) * | 2011-06-29 | 2012-01-11 | 蒋菊生 | 一种平面基片砂磨机用模具 |
| JP2013235042A (ja) * | 2012-05-07 | 2013-11-21 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| JP2013235041A (ja) * | 2012-05-07 | 2013-11-21 | Hoya Corp | マスクブランク用基板の製造方法、マスクブランクの製造方法および転写用マスクの製造方法 |
| WO2013183539A1 (ja) * | 2012-06-05 | 2013-12-12 | 旭硝子株式会社 | ガラス基板の仕上げ研磨方法、および、該方法で仕上げ研磨された無アルカリガラス基板 |
| WO2014050507A1 (ja) * | 2012-09-27 | 2014-04-03 | Hoya株式会社 | 情報記録媒体用ガラス基板の製造方法 |
| JP2014199847A (ja) * | 2013-03-29 | 2014-10-23 | Hoya株式会社 | Euvリソグラフィー用マスクブランク用基板の製造方法、euvリソグラフィー用多層反射膜付き基板の製造方法、euvリソグラフィー用マスクブランクの製造方法、及びeuvリソグラフィー用転写マスクの製造方法 |
| CN103433840A (zh) * | 2013-08-01 | 2013-12-11 | 浙江工业大学 | 基于介电泳效应的保持架偏心转摆式双平面研磨/抛光圆柱形零件设备 |
| JP2015111487A (ja) * | 2013-11-11 | 2015-06-18 | 旭硝子株式会社 | ガラス基板の製造方法 |
| WO2015076227A1 (ja) * | 2013-11-20 | 2015-05-28 | 旭硝子株式会社 | ガラス板の製造方法 |
| CN105764650A (zh) * | 2013-11-20 | 2016-07-13 | 旭硝子株式会社 | 玻璃板的制造方法 |
| WO2016060168A1 (ja) * | 2014-10-14 | 2016-04-21 | Hoya株式会社 | 磁気ディスク用基板の製造方法及び磁気ディスクの製造方法 |
| JPWO2016060168A1 (ja) * | 2014-10-14 | 2017-06-15 | Hoya株式会社 | 磁気ディスク用基板の製造方法及び磁気ディスクの製造方法 |
| WO2018193758A1 (ja) * | 2017-04-20 | 2018-10-25 | 信越半導体株式会社 | ウェーハの両面研磨方法および両面研磨装置 |
| JP2018176393A (ja) * | 2017-04-20 | 2018-11-15 | 信越半導体株式会社 | ウェーハの両面研磨方法および両面研磨装置 |
| CN108214243A (zh) * | 2018-03-09 | 2018-06-29 | 湖南宇晶机器股份有限公司 | 一种用于连续式曲面抛光机的工位启停装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6852003B2 (en) | 2005-02-08 |
| US20040198193A1 (en) | 2004-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004303280A (ja) | 情報記録媒体用ガラス基板の製造方法 | |
| JP4659338B2 (ja) | 情報記録媒体用ガラス基板の製造方法並びにそれに使用する研磨パッド | |
| JP4234991B2 (ja) | 情報記録媒体用ガラス基板の製造方法及びその製造方法によって製造される情報記録媒体用ガラス基板 | |
| US7059951B2 (en) | Polishing pad, method of manufacturing glass substrate for use in data recording medium using the pad, and glass substrate for use in data recording medium obtained by using the method | |
| JP4189384B2 (ja) | 情報記録媒体用ガラス基板の製造方法と研磨装置 | |
| JP2007118172A (ja) | 研磨装置、研磨方法、磁気ディスク用ガラス基板および磁気ディスクの製造方法 | |
| JPWO2010044325A1 (ja) | ガラス基板の製造方法、および磁気記録媒体の製造方法 | |
| US7044839B2 (en) | Glass substrate for information recording medium and process for manufacturing the same | |
| JP5853408B2 (ja) | 磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板 | |
| JP5361185B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP5297281B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2007118173A (ja) | 研磨用ブラシ、ブラシ調整用治具、および研磨用ブラシの調整方法 | |
| JP3156265U (ja) | 研磨用ブラシ、ブラシ調整用治具、磁気ディスク用ガラス基板、および磁気ディスク | |
| JP2009087483A (ja) | 情報記録媒体用ガラス基板の製造方法、情報記録媒体用ガラス基板及び磁気記録媒体 | |
| WO2011021478A1 (ja) | ガラス基板の製造方法、ガラス基板、磁気記録媒体の製造方法および磁気記録媒体 | |
| CN108564970B (zh) | 玻璃基板的制造方法、磁盘用玻璃基板的制造方法 | |
| WO2015002152A1 (ja) | キャリア、磁気ディスク用基板の製造方法及び磁気ディスクの製造方法 | |
| JP5701938B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| CN109285565B (zh) | 磁盘用玻璃基板的制造方法和磁盘的制造方法 | |
| JP2015069685A (ja) | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| CN105580077B (zh) | 磁盘用玻璃基板的制造方法以及磁盘的制造方法 | |
| JP2011216166A (ja) | 磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| JPH11339260A (ja) | 情報記録媒体用基板の製造方法及び情報記録媒体用基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20040908 |